Предлагаемое изобретение относится к формированию и упаковке войлочных матов из изоляционных волокнистых материалов, изготовленных, в частности, на основе минеральных волокон.
Полотно волокнистого материала на основе минеральных волокон производится в ходе осуществления последовательности различных технологических этапов и получается на выходе из устройства формования, в котором это полотно было спрессовано и нагрето для того, чтобы вызвать полимеризацию связующего материала, покрывающего волокна. Непрерывно получаемое войлочное полотно изоляционного материала перемещается при помощи транспортировочного устройства и обычно имеет значительную ширину, которая может достигать нескольких метров и составлять, например, 3,6 м. Для практического использования этого материала необходимо разрезать полученное полотно на куски с определенной длиной и шириной, меньшей ширины изготавливаемого полотна, с тем, чтобы получить войлочные изоляционные маты, размеры которых составляют, например, 31 см в ширину и 1,2 м в длину.
Так, волокнистое полотно на выходе из устройства его изготовления уже известным образом разрезается в продольном направлении вдоль своей средней линии для получения двух волокнистых полотен одинаковой ширины, которые перемещаются и разъединяются посредством двух различных транспортерных лент. В последующем изложении эти волокнистые полотна будут называться полотнами половинной ширины.
Волокнистое полотно половинной ширины, в свою очередь, разрезается в продольном направлении на полосы волокнистого материала, например на четыре полосы одинаковой ширины, соответствующей требуемой ширине войлочного мата, подлежащего поставке потребителю. Эти четыре полосы волокнистого материала продолжают перемещать параллельно друг другу и подвергаются операции поперечного разрезания для получения войлочных матов требуемой длины при помощи резальных устройств, располагающихся вертикально по отношению к каждой движущейся полосе.
Для упаковки полученных войлочных матов каждая из четырех полос волокнистого материала, образующая сформированные войлочные маты, отклоняется и продвигается при помощи конвейера в направлении устройства сжатия и упаковки. Это устройство содержит приемное устройство, размещенное непосредственно под выходным концом конвейера и предназначенное для приема изоляционных войлочных матов. После укладки в стопку заданного количества этих матов сформированная таким образом стопка переносится в камеру упаковки, где она подвергается сжатию в направлении укладки этой стопки и заворачивается в пленку. Затем эта пленка склеивается или сваривается своими краями таким образом, чтобы плотно упаковать эту стопку, после чего усилие сжатия сформированной таким образом стопки может быть снято.
Таким образом, четыре линии транспортировки и четыре устройства сжатия и упаковки описанного выше типа необходимы для четырех конвейеров подачи четырех полос волокнистого материала первого полотна волокнистого материала половинной ширины, и столько же устройств также используются и для второго полотна волокнистого материала половинной ширины.
Формирование и упаковка войлочных изоляционных матов приводит, таким образом, к необходимости использования многочисленных транспортировочных и подающих устройств, а также резальных устройств и устройств сжатия и упаковки. Однако для некоторых производственных предприятий оказывается затруднительным выделить достаточное свободное место, необходимое для размещения этих транспортировочных линий и этих устройств. В то же время остается высоким уровень использования рабочей силы, поскольку два человека обычно заняты наблюдением за работой резальных и упаковочных устройств и их техническим обслуживанием. И наконец, эти достаточно дорогостоящие устройства повышают общую стоимость такой технологической установки.
Таким образом, согласно данному изобретению предлагается изготавливать и упаковывать войлочные изоляционные маты без использования крупногабаритных средств транспортировки, резания, а также сжатия и упаковки, и с низким уровнем использования, соответственно рабочей силы.
В соответствии с предлагаемым изобретением способ формирования и упаковки войлочных изоляционных матов из волокнистых материалов, в частности, из минеральных волокон, из полотна волокнистого изоляционного материала, непрерывно движущегося на транспортировочном устройстве, содержащий этап продольного разрезания полотна на параллельные полосы этого волокнистого материала, перемещаемые при помощи транспортировочного устройства, отличается тем, что:
- полосы волокнистого материала перемещают через по меньшей мере одно устройство разветвления и сведения к по меньшей мере одному приемному конвейеру так, чтобы они располагались друг на друге таким образом, чтобы сформировать по меньшей мере одну продольную стопку из полос волокнистого материала,
- сжимают стопку полос волокнистого материала при помощи средств сжатия и разрезают в поперечном направлении в сжатом состоянии для формирования войлочных изоляционных матов.
В соответствии с одним из отличительных признаков данного изобретения полосы волокнистого материала, параллельные между собой на транспортировочном устройстве, отклоняются от плоскости их перемещения по восходящим и/или нисходящим угловым направлениям, которые сходятся в направлении оси, перпендикулярной к исходной плоскости их перемещения, и на уровень, на который эти полосы, отстоящие друг от друга в вертикальном направлении, приходят находящимися в одной плоскости.
В соответствии с другим отличительным признаком данного изобретения эти находящиеся в одной плоскости полосы волокнистого материала укладываются под действием собственного веса на приемный конвейер таким образом, чтобы располагаться одна поверх другой на одной линии для получения продольной стопки.
Перед поперечным разрезанием сжатой стопки полос волокнистого материала для получения войлочных изоляционных матов эта стопка оборачивается упаковочной пленкой вокруг своих продольных и боковых поверхностей.
Предпочтительным образом средства сжатия используют в процессе сжатия стопки полос волокнистого материала по меньшей мере одну упаковочную пленку, предназначенную для покрытия упомянутых выше продольных поверхностей и боковых поверхностей этой стопки.
Предпочтительным образом две упаковочные пленки используют для наложения на эти продольные поверхности стопки, а затем отгибают после сжатия этой стопки на ее боковые стороны и связывают между собой при помощи средств соединения.
Когда полотно волокнистого материала на выходе из устройства его формования разрезается на два полотна одинаковой ширины, то полосы волокнистого материала от двух полотен волокнистого материала, поступающие из двух устройств разветвления и сведения, подают на два соответствующих приемных конвейера двух соответствующих стопок, причем оба приемных конвейера расположены таким образом, чтобы сходиться своими выходными концами к третьему приемному конвейеру для того, чтобы обеспечить наложение двух стопок полос волокнистого материала для получения третьей окончательной стопки, предназначенной для обработки при помощи средств сжатия.
Иногда оказывается полезным перед осуществлением этапа продольного разрезания полотна волокнистого материала на полосы нанести на верхнюю и нижнюю поверхность этого полотна функциональное покрытие, а также одновременно или сразу после этого этапа нанесения покрытия расщепить надвое это полотно по его толщине.
В соответствии с предлагаемым изобретением устройство, предназначенное для осуществления данного способа, отличается тем, что устройство разветвления и сведения содержит индивидуальные транспортерные ленты, предназначенные для каждой из полос волокнистого материала, причем эти транспортерные ленты начинаются в месте стыка с транспортировочным устройством и на одной линии с полосами волокнистого материала и кончаются на одной вертикальной оси и над приемным конвейером.
Предпочтительно направляющие боковые стенки с каждой стороны на входном конце приемного конвейера предусмотрены для того, чтобы обеспечить выравнивание стопки полос волокнистого материала.
В соответствии с одной из отличительных особенностей предлагаемого изобретения средства сжатия состоят из двух сходящихся конвейерных лент, поверхности прижатия которых снабжены упаковочной пленкой для ее наложения на продольные поверхности стопки одновременно с ее сжатием.
В соответствии с другим отличительным признаком предлагаемого изобретения средства резания располагаются после устройства сжатия и предназначены для поперечного разрезания сжатой и упакованной стопки.
Другие признаки и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания примера его реализации со ссылкой на приведенные в приложении чертежи, на которых:
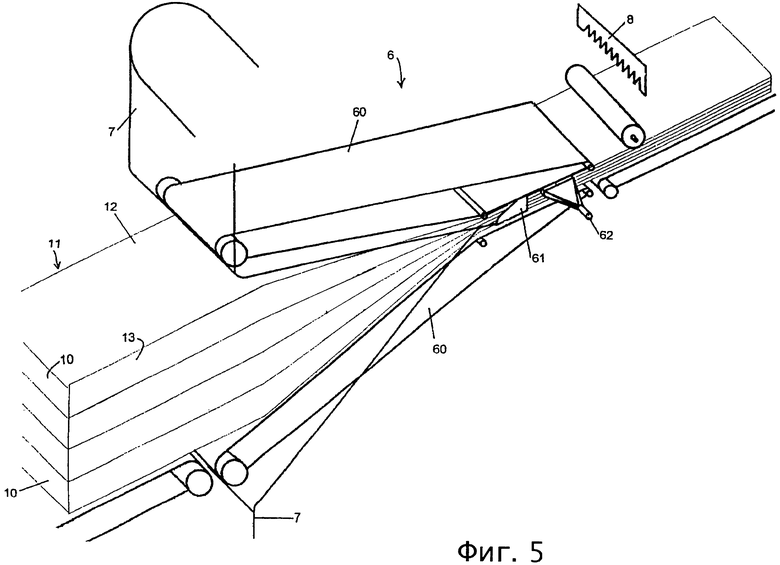
Фиг.1 - частичный схематический перспективный вид установки формирования и упаковки изоляционных войлочных матов в соответствии с предлагаемым изобретением;
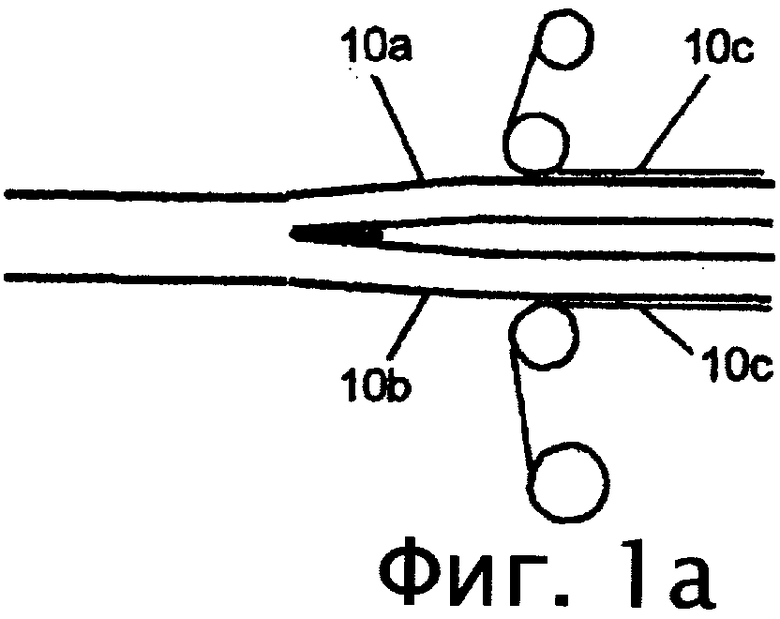
Фиг.1а - схематический вид сбоку этапа изготовления изоляционных войлочных матов в соответствии с предлагаемым изобретением;
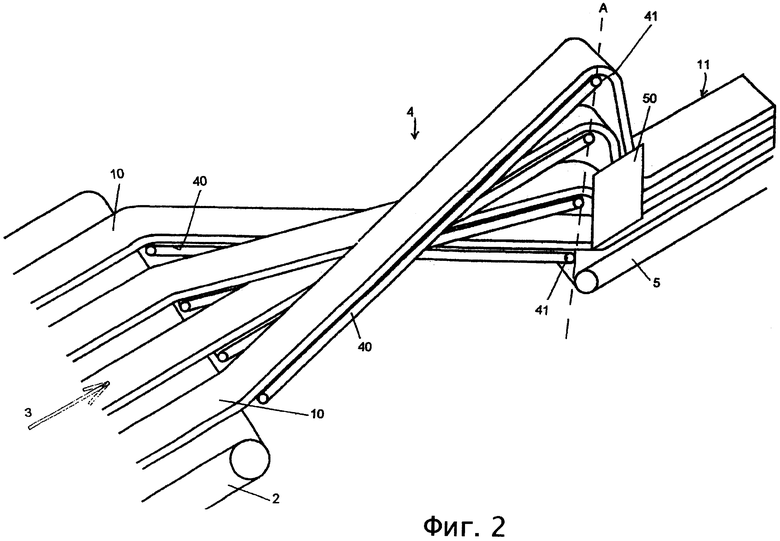
Фиг.2 - схематический вид сбоку передней части устройства, предназначенного для осуществления способа в соответствии с предлагаемым изобретением;
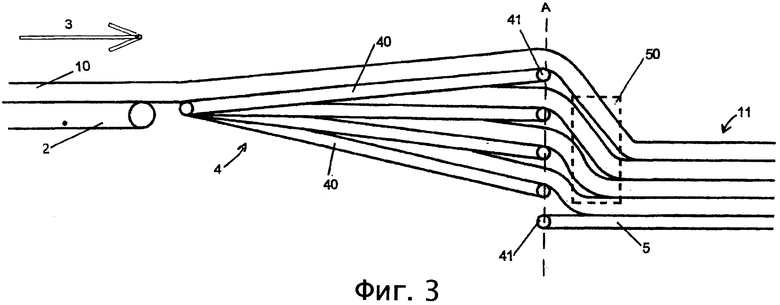
Фиг.3 - схематический вид сбоку варианта реализации устройства, показанного на фиг.2;
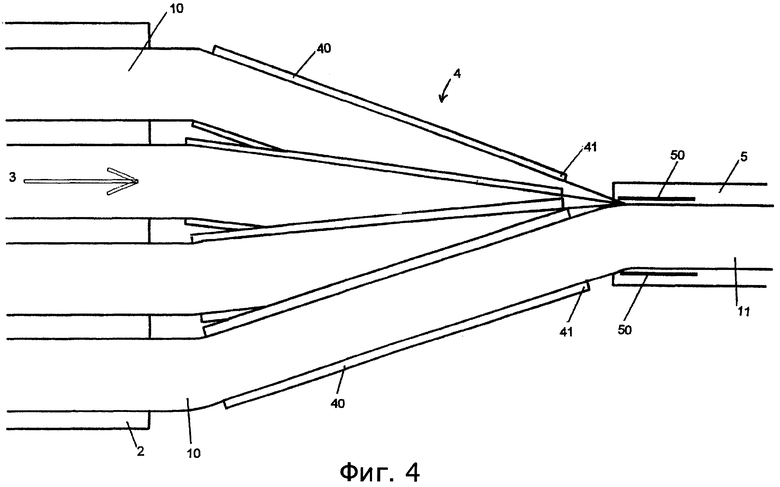
Фиг.4 - схематический вид сверху устройства, показанного на фиг.2;
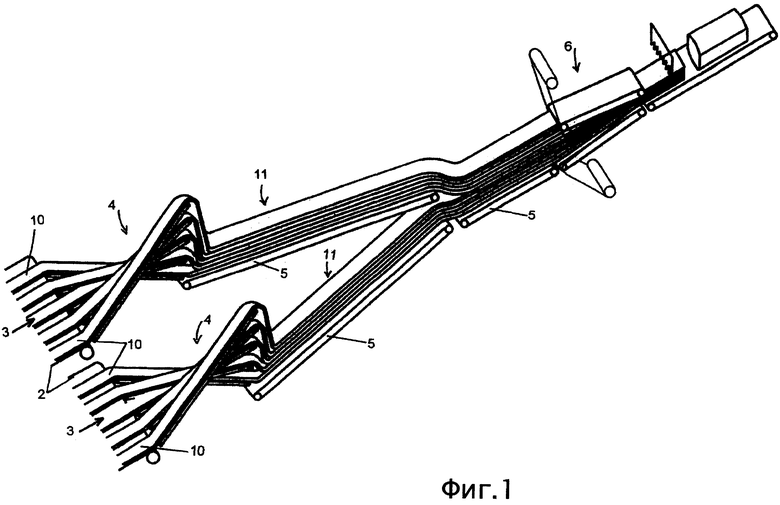
Фиг.5 - схематический вид сбоку задней части устройства, предназначенного для осуществления предложенного способа.
На фиг.1 можно видеть полосы 10 из минеральной ваты, которые после разрезания, выполненного хорошо известным способом с использованием не показанных на чертеже циркулярных пил, поступают из устройства продольного разрезания двух полотен минеральной ваты половинной ширины. Эти полотна половинной ширины получаются из полотна, расщепленного надвое в продольном направлении в том случае, когда этого требуют необходимые окончательные размеры изоляционных войлочных матов. Это по существу касается случая, когда полотно волокнистого материала, получаемое на выходе из устройства его изготовления, имеет ширину 3,6 м, тогда как в своем окончательном виде готовые изоляционные войлочные маты должны иметь ширину, составляющую 0,31 м.
Каждое полотно половинной ширины разрезается на четыре полосы 10 минерального материала, которые удерживаются и перемещаются параллельно друг другу при помощи транспортировочного устройства 2, движущегося в горизонтальном направлении, указанном стрелкой 3.
В зависимости от требуемой толщины окончательно изготовленного войлочного мата, в ряде случаев и при использовании хорошо известного способа, на выходе из устройства формования и после разрезания полотна половинной ширины осуществляют горизонтальное разрезание для расщепления надвое толщины этого полотна. Кроме того, можно предусмотреть, одновременно с этим разрезанием или непосредственно перед ним, нанесение на верхние поверхности 10а и нижние поверхности 10b этого полотна функционального покрытия 10с, как это схематически проиллюстрировано на фиг.1а.
Устройство 4 разветвления и сведения, которое можно видеть на фиг.1-4, установлено после транспортировочного устройства 2 и предназначено для раздельного дальнейшего продвижения четырех полос 10 минерального материала в угловых направлениях, восходящих и нисходящих по отношению к горизонтальному направлению 3 и сходящихся к оси А, перпендикулярной к горизонтальной плоскости транспортировочного устройства 2.
Назначение устройства 4 разветвления и сведения состоит в том, чтобы перемещать полосы минерального материала 10, первоначально параллельные друг другу, так, чтобы расположить их одна поверх другой в одной вертикальной плоскости.
Устройство 4 разветвления и сведения состоит из четырех транспортерных лент 40, которые начинаются на стыке с транспортировочным устройством 2 вдоль оси движения каждой полосы 10 минерального материала и которые заканчиваются концами 41, располагающимися на вертикали к приемному конвейеру 5.
Эти транспортерные ленты 40 могут быть наклонены в вертикальной плоскости, перпендикулярной горизонтальному направлению 3 таким образом, чтобы контролировать высоту разделения между отдельными транспортерными лентами для формирования достаточного пространства, по меньшей мере соответствующего толщине одной полосы минерального материала, причем толщина этих полос зависит от толщины полотна на выходе из устройства его формования.
Эти транспортерные ленты 40 также могут быть наклонены в угловом направлении в горизонтальной плоскости, параллельной горизонтальному направлению 3 таким образом, чтобы отрегулировать положение концов 41 по одной и той же вертикальной оси А на уровне приемного конвейера 5.
И наконец, длина этих транспортерных лент 40 соответственно адаптирована в зависимости от скорости перемещения полос 10 минерального материала с тем, чтобы все четыре полосы 10 минерального материала поступали совершенно копланарными, то есть находящимися в одной плоскости, на уровень концов 41 этих индивидуальных транспортерных лент.
Приемный конвейер 5 собирает на себе четыре полосы 10 минерального материала, которые укладываются одна поверх другой для формирования продольной и выстроенной в одну линию стопки 11 из этих полос.
Наложение полос 10 минерального материала друг на друга осуществляется в результате их скольжения под действием собственного веса от концов 41 транспортерных лент на приемный конвейер 5. Следовательно, этот приемный конвейер всегда располагается ниже той транспортерной ленты 40, которая является опущенной в угловом направлении в наибольшей степени.
В описанном здесь способе реализации сходящиеся транспортерные ленты 40 выполнены восходящими и нисходящими по отношению к плоскости транспортировочного устройства 2. В качестве варианта реализации эти транспортерные ленты могут быть как все восходящими, так и все нисходящими, как это схематически проиллюстрировано на фиг.3, причем в любом из этих случаев приемный конвейер 5 все равно располагается ниже системы этих индивидуальных транспортерных лент.
Предпочтительно направляющие боковые стенки 50, которые можно видеть на фиг.2-4, выполнены на обеих сторонах и на входном конце приемного конвейера 5 для того, чтобы направлять с боковых сторон полосы минерального материала при их укладке в стопку на данный конвейер.
Таким образом, как это можно видеть на фиг.1, демонстрирующей прохождение полос, получающихся из двух полотен волокнистого материала половинной ширины, в рассматриваемом варианте реализации установлены соответственно два устройства 4 разветвления и сведения и два приемных конвейера 5. Разумеется, поскольку конечная цель состоит в том, чтобы уложить в стопку все полосы 10 минерального материала, получающиеся из общего полотна волокнистого материала на выходе из устройства его формирования, приемные конвейеры 5, которые транспортируют уложенные в стопку полосы от соответствующих полотен половинной ширины, в свою очередь расположены таким образом, чтобы они сходились к третьему приемному конвейеру 5, на который укладываются друг на друга две эти стопки уложенных друг на друга полос волокнистого материала.
И наконец, устройство 6 сжатия и упаковки, которое можно видеть на фиг.5, установлено непосредственно после приемного конвейера 5 для того, чтобы обеспечить сжатие стопки 11, состоящей из четырех полос минерального материала, и обертывание этой стопки упаковочной пленкой 7 для удержания этой стопки в сжатом состоянии и последующей упаковки полученных войлочных изоляционных матов.
Устройство 6 сжатия и упаковки содержит две наклонные конвейерные ленты 60, сходящиеся к выходной части данного устройства.
На входе каждой конвейерной ленты 60 располагается не показанная на приведенных здесь чертежах система подачи упаковочной пленки, выдающая две пленки 7. При этом каждая из этих пленок 7 имеет ширину, выбранную таким образом, чтобы обеспечить покрытие продольных поверхностей 12 стопки 11 в ее сжатом состоянии, а также покрытие этими пленками боковых поверхностей 13 сжатой стопки.
Упаковочные пленки 7 направляются при помощи не показанных здесь валков таким образом, чтобы входить в контакт соответственно с каждой из располагающихся против них поверхностей прижатия конвейерных лент 60, предназначенных для прижатия к продольным поверхностям 12 стопки 11.
Подача упаковочных пленок предпочтительно осуществляется при помощи движения конвейерных лент 60, что позволяет этим пленкам быть натянутыми в продольном направлении на продольных поверхностях 12 стопки 11.
На конечном участке зоны сжатия конвейерные ленты 60 представляют собой поверхности прижатия, параллельные между собой и отстоящие друг от друга на расстояние, которое соответствует требуемой конечной высоте сжатия стопки 11, то есть пакета получаемых изоляционных войлочных матов.
На этом конечном участке зоны сжатия располагаются специальные направляющие, предназначенные для размещения края упаковочных пленок 7 на боковых поверхностях 13 данной стопки, а также средства скрепления 62, в частности сопла подачи горячего воздуха, которые реализуют сварку соответствующих пластиковых пленок или же их соединение при помощи нанесения внешнего клея, например клея типа hot melt, или использования двухсторонней клеящей полосы.
На выходе из устройства 6 сжатия и упаковки располагают средства отрезания типа резального устройства, которые разрезают поперек стопку 11 полос минерального материала для формирования пакета изоляционных войлочных матов требуемой в данном случае длины.
И наконец, окончательная упаковка изоляционных войлочных матов, которая здесь не проиллюстрирована и не описана подробно, осуществляется при помощи упаковочного устройства традиционного типа, которое укладывает в пакет определенное число войлочных изоляционных матов и заворачивает их в упаковочный материал.
Теперь будет более подробно описано осуществление предложенного способа.
Полотно половинной ширины из минеральных волокон подается на транспортировочное устройство 2. Постепенно продвигаясь при помощи этого устройства в направлении, указанном стрелкой 3, это полотно разрезается в продольном направлении таким образом, чтобы превратиться в полосы 10 минерального материала, располагающиеся параллельно друг другу.
На выходном конце транспортировочного устройства 2 транспортерные ленты 40 устройства 4 разветвления и сведения отводят вверх и вниз в различных угловых направлениях каждую из полос 10 минерального материала таким образом, чтобы эти полосы поступали на уровне концов 41 транспортерных лент на одну линию их вертикального выстраивания.
Затем полосы 10 минерального материала с концов 41 транспортерных лент укладываются под действием собственного веса на приемный конвейер 5 с тем, чтобы сформировать продольную стопку 11.
Затем эта стопка 11 входит в устройство 6 сжатия, причем продольные поверхности 12 этой стопки входят в контакт с упаковочными пленками 7, натянутыми на поверхности прижатия конвейерных лент 60.
В процессе своего продвижения вперед к точке схождения конвейерных лент 60 стопка 11 подвергается сжатию, что приводит к выходу упаковочных пленок 7 в боковом направлении на боковые поверхности 13 данной стопки. На конечном этапе сжатия, когда стопка приобретает заданную высоту, специальные направляющие 61 надлежащим образом загибают края упаковочных пленок, которые затем соединяются между собой при помощи обеспечивающих их сварку сопел 62.
На выходе из устройства 6 сжатия и упаковки сжатая и упакованная таким образом стопка 11 разрезается в поперечном направлении при помощи резального устройства, причем это резальное устройство приводится в действие периодически в зависимости от линейной скорости перемещения стопки полос минерального материала для получения необходимой длины изоляционных войлочных матов.
Таким образом, предлагаемое изобретение благодаря устройству разветвления и сведения, а также направляющим средствам и средствам укладки полос волокнистого материала для формирования стопки 11 позволяет собирать несколько полос в одну линию обработки и осуществлять их сжатие, упаковку и разрезание за один прием, тогда как известные в данной области устройства требуют использования отдельной линии обработки каждой полосы минерального материала, полученной из исходного полотна волокнистого материала.
Способ формирования и упаковки войлочных изоляционных матов из волокнистых материалов, в частности из минеральных волокон, из нескольких параллельных полос, перемещаемых при помощи транспортировочного устройства , причем эти полосы перемещаются через по меньшей мере одно устройство разветвления и сведения к по меньшей мере одному приемному конвейеру для расположения их друг на друге таким образом, чтобы образовать по меньшей мере одну продольную стопку полос минерального материала, которая затем сжимается и отрезается в поперечном направлении в сжатом состоянии для формирования войлочных изоляционных матов. Технический результат - изготовление и упаковывание войлочных изоляционных матов без использования крупногабаритных средств транспортировки, резания, а также сжатия и упаковки, и с низким уровнем использования рабочей силы. 3 н. и 10 з.п. ф-лы, 5 ил.
| Почвообрабатывающая машина | 1988 |
|
SU1604180A1 |
| US 5981024 A, 09.11.1999 | |||
| US 5318644 A, 07.06.1994 | |||
| Частотно-регулируемый электропривод | 1986 |
|
SU1403322A1 |
| СПОСОБ ЗАЩИТЫ ТЕРРИТОРИИ ОТ ЗАТОПЛЕНИЯ | 2000 |
|
RU2176700C1 |

