Область техники, к которой относится изобретение
Изобретение относится к способу изготовления фюзеляжа воздушного судна, состоящего, по меньшей мере, из собранной секции кабины экипажа и, по меньшей мере, из собранной задней секции.
Кроме того, изобретение относится к монтажной площадке для реализации способа.
Уровень техники
В настоящее время в самолетостроении широко используется технология изготовления фюзеляжей воздушных судов из секций. Согласно этой технологии оболочки фюзеляжа, в частности, две боковые оболочки, верхнюю и нижнюю оболочки, а также каркас пола соединяют вместе для получения секции фюзеляжа («бочки») с одновременным формированием продольных стыков. Для изготовления всего фюзеляжа соединяют вместе несколько секций фюзеляжа и другие компоненты, такие, например, как кабина экипажа, хвостовая часть и кессон крыла, с одновременным формированием продольных стыков. Оболочки фюзеляжа могут быть выполнены из алюминиевых сплавов, армированных углеродными волокнами пластических материалов, или из других композиционных материалов.
При объединении секций фюзеляжа в цельный фюзеляж возникает проблема, связанная с компенсацией допусков между соединяемыми секциями фюзеляжа. В частности, для секций фюзеляжа большого диаметра, до 10 метров, из-за особенностей производства невозможно полностью избежать отклонений допусков, то есть отклонений между требуемой и фактической геометрией поперечного сечения фюзеляжа в области соединения.
Раскрытие изобретения
Ввиду изложенного задачей настоящего изобретения является обеспечение нового способа изготовления фюзеляжа, который позволяет избавиться от проблем, связанных с компенсацией допусков между секциями фюзеляжа.
Согласно изобретению эта задача решается при использовании способа, обладающего признаками пункта 1 формулы изобретения, содержащего этапы, на которых:
- присоединяют, по меньшей мере, два компонента оболочки к секции кабины экипажа и/или к задней секции и
- присоединяют секцию каркаса пола для формирования передней и/или задней секции фюзеляжа.
Присоединение по кругу, по меньшей мере, двух компонентов оболочки к заранее изготовленной секции кабины экипажа и/или к заранее изготовленной задней секции ведет к повышению эффективности производства и в то же время позволяет избежать проблем, связанных с компенсацией допусков между крупными компонентами.
В случае реализации так называемой конструкции с полуоболочками присоединяемые компоненты оболочки могут представлять собой, по меньшей мере, одну верхнюю оболочку, по меньшей мере, одну нижнюю оболочку, а также, по меньшей мере, одну секцию каркаса пола. В качестве альтернативы может быть использована так называемая конструкция с четырьмя оболочками. В этом случае к секции кабины экипажа и/или к задней секции присоединяют, по меньшей мере, одну верхнюю оболочку, по меньшей мере, две боковые оболочки, по меньшей мере, одну нижнюю оболочку, а также, по меньшей мере, одну секцию каркаса пола. Обе конструкции можно также комбинировать от секции к секции.
Согласно варианту осуществления способа предусматривается следующее:
- по меньшей мере, две боковые оболочки, по меньшей мере, одну нижнюю оболочку, по меньшей мере, одну верхнюю оболочку в качестве компонентов оболочки, а также, по меньшей мере, одну секцию каркаса пола располагают определенным образом по отношению к секции кабины экипажа и/или к задней секции;
- две боковые оболочки, нижнюю оболочку, а также верхнюю оболочку соединяют с секцией кабины экипажа и/или с задней секцией, с формированием, по меньшей мере, одного кольцевого поперечного стыка; и
- две боковые оболочки, нижнюю оболочку и одну верхнюю оболочку соединяют друг с другом с одновременным формированием непрерывных продольных стыков и, по меньшей мере, одну секцию каркаса пола соединяют с боковыми оболочками для получения передней и/или задней секции фюзеляжа.
Благодаря тому, что при реализации конструкции с четырьмя оболочками осуществляют последовательное или практически одновременное присоединение компонентов оболочки, в частности, обеих боковых оболочек, верхней и нижней оболочек к уже полностью собранной и готовой секции кабины экипажа и/или задней секции для получения передней или задней секции фюзеляжа, при формировании всего фюзеляжа из собранных секций фюзеляжа (так называемых «бочек фюзеляжа») удается почти полностью избежать проблем, связанных с компенсацией допусков. Возможные отклонения допусков компонентов оболочки могут быть скомпенсированы относительно простым способом в процессе соединения. На данном этапе можно пренебречь требуемыми в дальнейшем трудоемкими процессами компенсации допусков секций фюзеляжа («бочек фюзеляжа»), особенно в области соединения.
Предпочтительно уже полностью готовую секцию кабины экипажа и/или соответствующим образом подготовленную заднюю секцию (которая изначально не имеет вертикального хвостового оперения и горизонтального хвостового оперения) постепенно «обстраивают» по кругу компонентами оболочки. При реализации конструкции с четырьмя оболочками предпочтительно, чтобы, по меньшей мере, к одному каркасу пола сначала присоединяли обе боковые оболочки, а затем верхнюю и нижнюю оболочки. При реализации конструкции с полуоболочками, а также в случае, когда оболочка разделена на три части, сборка осуществляется соответствующим образом. Возможны отступления от намеченного порядка сборки. Компоненты оболочки могут достигать длины 30 метров.
Вариант изготовления всего фюзеляжа после изготовления, например, передней и задней секций фюзеляжа предполагает, что секции фюзеляжа могут быть присоединены к центральной секции кессона крыла с обеих сторон.
На достаточно большой монтажной площадке можно одновременно изготавливать переднюю и заднюю секции фюзеляжа. Кроме того, на такой площадке можно последовательно, в ряд, на определенном расстоянии друг от друга расположить секцию кабины экипажа, заднюю секцию, а также промежуточную центральную секцию кессона крыла и одновременно выполнять на них технологические операции. При реализации конструкции с четырьмя оболочками после операции выравнивания компоненты оболочки, в частности, по меньшей мере четыре боковые оболочки, по меньшей мере, две верхние оболочки, по меньшей мере, две нижние оболочки, а также, по меньшей мере, две секции каркаса пола одновременно вставляют в промежутки между секцией кабины экипажа и центральной секцией кессона крыла и между центральной секцией кессона крыла и задней секцией и соединяют с ними, образуя фюзеляж, с одновременным формированием четырех непрерывных поперечных стыков и, по меньшей мере, восьми непрерывных продольных стыков. При реализации конструкции с полуоболочками сборка осуществляется соответствующим образом, с учетом того, что в этом случае в промежутки между секцией кабины экипажа и центральной секцией кессона крыла и между центральной секцией кессона крыла и задней секцией вставляют только, по меньшей мере, две верхние оболочки (верхние полуоболочки) и, по меньшей мере, две нижние оболочки (нижние полуоболочки), а также, по меньшей мере, две секции каркаса пола для формирования фюзеляжа, с одновременным формированием, по меньшей мере, четырех непрерывных продольных стыков.
Для соединения всех компонентов оболочки могут быть применены обычные клепаные соединения, болтовые соединения, клеевые соединения или их произвольная комбинация. В качестве альтернативы, для соединения компонентов могут быть использованы любые способы сварки, в частности, лазерная сварка и/или сварка трением. Продольные или поперечные стыки, образующиеся между компонентами оболочки, уплотняют при помощи подходящих герметиков, в течение всего срока службы сохраняющих эластичность и теплостойкость.
Согласно варианту осуществления способа переднюю и/или заднюю секцию фюзеляжа одновременно присоединяют к центральной секции кессона крыла, с одновременным формированием второго поперечного стыка.
В самом простом случае на монтажной площадке размещают, по меньшей мере, секцию кабины экипажа или заднюю секцию. Затем осуществляют дистанционное выравнивание центральной секции кессона крыла, к которой должны быть присоединены крылья, относительно секции кабины экипажа или задней секции. После этого в промежуток между обеими секциями, предпочтительно по кругу, вставляют достаточное число компонентов оболочки и соединяют с ними, с одновременным формированием, по меньшей мере, двух непрерывных поперечных стыков и нескольких продольных стыков.
Набор компонентов оболочки зависит от реализуемого варианта конструкции - из четырех оболочек или из полуоболочек - и включает в себя, по меньшей мере, одну верхнюю оболочку, по меньшей мере, две боковые оболочки и, по меньшей мере, одну нижнюю оболочку или, по меньшей мере, две полуоболочки. Независимо от реализуемого варианта конструкции, в любом случае нужна дополнительная секция каркаса пола, которая должна быть установлена в заданное положение и соединена с компонентами оболочки.
На монтажной площадке достаточно большого размера можно одновременно расположить в продольном направлении, на определенном расстоянии друг от друга, секцию кабины экипажа, заднюю секцию, а также центральную секцию кессона крыла. После этого компоненты оболочки вставляют, предпочтительно по кругу, соответственно, между секцией кабины экипажа и центральной секцией кессона крыла или между центральной секцией кессона крыла и задней секцией и затем соединяют посредством заклепывания, сварки, в частности лазерной сварки, сварки трением, или склеивания.
Для того чтобы иметь возможность изготавливать секции фюзеляжа еще большей длины, к тем компонентам оболочки, которые уже присоединены к собранной секции кабины экипажа и/или задней секции, можно присоединить дополнительные боковые оболочки, а также верхнюю и нижнюю оболочки. В качестве альтернативы можно использовать компоненты оболочки большей длины, каждого из которых самого по себе уже достаточно для формирования всего фюзеляжа.
Новый способ изготовления можно с успехом применить как для компонентов оболочки, выполненных из традиционных алюминиевых сплавов, так и для компонентов оболочки, выполненных из волоконных композиционных материалов.
Другие предпочтительные варианты осуществления способа охарактеризованы в зависимых пунктах формулы изобретения.
Более того, задача изобретения решается при использовании монтажной площадки для реализации способа по пункту 14 формулы изобретения, которая включает в себя следующие элементы:
- по меньшей мере, одно крепежное устройство, предназначенное для установки секции кабины экипажа и/или задней секции в нужное положение по отношению к монтажной площадке; и
- по меньшей мере, два устройства для позиционирования, предназначенные для выравнивания, по меньшей мере, двух компонентов оболочки.
Благодаря этому монтажную площадку можно использовать для изготовления фюзеляжа в виде конструкции из двух оболочек или конструкции из полуоболочек, а также в виде конструкции из четырех оболочек.
Вариант осуществления монтажной площадки предусматривает, что монтажная площадка включает в себя следующие дополнительные компоненты для реализации конструкции из четырех оболочек:
- по меньшей мере, два боковых устройства для позиционирования, предназначенные для установки и выравнивания, по меньшей мере, двух боковых оболочек;
- по меньшей мере, одно верхнее устройство для позиционирования, предназначенное для установки и выравнивания, по меньшей мере, одной верхней оболочки;
- по меньшей мере, одну поворотную раму, предназначенную для установки и выравнивания, по меньшей мере, одной нижней оболочки;
- по меньшей мере, одну подающую раму, предназначенную для установки и выравнивания, по меньшей мере, одной секции каркаса пола; и
- по меньшей мере, два манипуляционных устройства, в частности, два робота с гибкими манипуляторами, предназначенные для присоединения оболочек к секции кабины экипажа и/или к задней секции, с одновременным формированием продольных и поперечных стыков.
Поэтому монтажная площадка позволяет реализовать способ почти в полностью автоматическом режиме. Монтажная площадка предусмотрена предпочтительно для присоединения компонентов оболочки или оболочек, в частности, по меньшей мере двух боковых оболочек и, по меньшей мере, одной верхней и одной нижней оболочки соответственно, к полностью собранной секции кабины экипажа и/или задней секции для создания секции фюзеляжа, в которой соединение, по меньшей мере, одной секции каркаса пола, по меньшей мере, к двум боковым оболочкам осуществляется предпочтительно одновременно или без задержек. После этого формируют фюзеляж воздушного судна целиком, присоединяя с двух сторон переднюю и заднюю секции фюзеляжа к центральной секции кессона крыла.
Несколько устройств для позиционирования позволяют осуществлять установку и выравнивание каждого из соответствующих компонентов оболочки независимо друг от друга - в каждом случае по отношению к базовой поверхности монтажной площадки, и/или к секции кабины экипажа, и/или к задней секции. Позиционирование может осуществляться по всем трем направлениям в пространстве. Для присоединения секции каркаса пола предусмотрена подающая рама, которую можно ввести в секцию фюзеляжа, находящуюся в работе, и которую можно выровнять в пространстве. Для окончательного соединения компонентов оболочки с секцией кабины экипажа и/или с задней секцией и компонентов оболочки друг с другом по продольным и поперечным стыкам предусмотрено, по меньшей мере, одно манипуляционное устройство, в частности, робот с гибким манипулятором, имеющий, по меньшей мере, шесть степеней свободы. Манипуляционные устройства могут представлять собой приспособления для заклепывания, свинчивания, склеивания, уплотнения оболочек или компонентов оболочек. Более того, можно предусмотреть дополнительные манипуляционные устройства для нанесения средств уплотнения в районе продольных и поперечных стыков перед фактической операцией соединения. В качестве альтернативы, окончательное соединение компонентов может быть выполнено вручную.
Аналогичным образом соединение секций каркаса пола с боковыми оболочками можно выполнить при помощи таких манипуляционных устройств или вручную.
Кроме того, устройство можно спроектировать для одновременного присоединения передней и задней секций фюзеляжа. В этом случае отдельные монтажные площадки, на каждой из которых происходит присоединение передней и задней секций фюзеляжа, должны быть зеркальными по отношению друг к другу.
Согласно предпочтительному варианту осуществления монтажной площадки предполагается наличие дополнительных фиксирующих устройств, предназначенных для выравнивания и позиционирования центральной секции кессона крыла, собранной, по меньшей мере, частично. В этом случае можно выровнять в продольном направлении секцию кабины экипажа, центральную секцию кессона крыла и заднюю секцию, находящиеся на определенном расстоянии друг от друга. Затем при помощи устройств для позиционирования компоненты оболочки вставляют в промежутки между секциями и прочно скрепляют с этими секциями. Благодаря этому между секцией кабины экипажа и центральной секцией кессона крыла с одной стороны и между центральной секцией кессона крыла и задней секцией с другой стороны одновременно образуются, по меньшей мере, два поперечных стыка. Одновременно с этим осуществляют формирование двух продольных стыков между компонентами оболочки. Если монтажная площадка рассчитана на реализацию конструкции с четырьмя оболочками, то ее можно в то же время использовать для реализации конструкции из полуоболочек. В сущности, для изготовления фюзеляжа конструкцию из полуоболочек и конструкцию с четырьмя оболочками можно реализовать путем их объединения.
Благодаря одновременному формированию в сумме, по меньшей мере, четырех поперечных стыков между секциями можно значительно повысить эффективность производства, хотя, с другой стороны, при этом увеличивается площадь, требуемая для «центральной» монтажной площадки. В случае если в работе находятся секция кабины экипажа, секция кессона крыла и задняя секция, без промежуточных секций, число поперечных стыков уменьшается до трех. Число поперечных стыков соответствующим образом увеличивается, если между секцией кабины экипажа и центральной секцией кессона крыла и/или между центральной секцией кессона крыла и задней секцией вставляют промежуточные секции.
Краткое описание чертежей
Фиг.1 схематически показывает процесс реализации способа на примере изготовления передней секции фюзеляжа.
Фиг.2 схематически показывает процесс реализации способа на примере изготовления задней секции фюзеляжа.
Фиг.3 схематически показывает весь фюзеляж воздушного судна, который включает в себя переднюю и заднюю секции фюзеляжа, а также центральную секцию кессона крыла.
Фиг.4 показывает поперечный разрез фюзеляжа по фиг.3 вдоль секущей линии VI-VI.
Фиг.5 показывает сильно упрощенное схематическое изображение устройства для реализации способа.
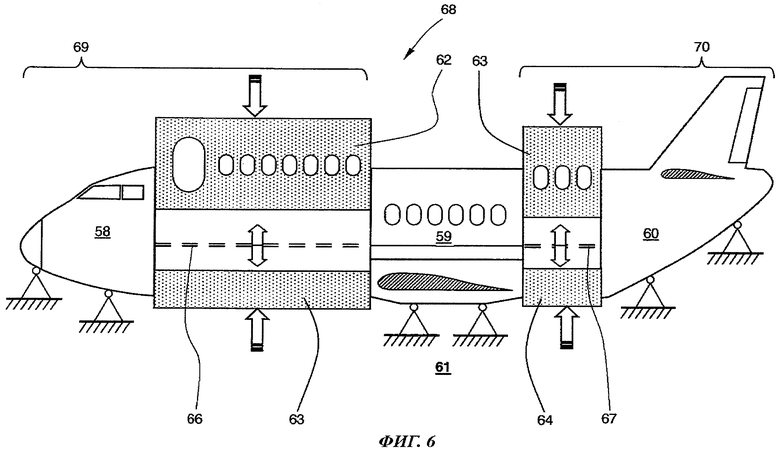
Фиг.6 показывает процесс реализации соответствующего изобретению способа во время так называемого изготовления полуоболочек или при реализации конструкции из полуоболочек.
Осуществление изобретения
На фиг.1 схематически показан процесс реализации способа во время изготовления передней секции фюзеляжа воздушного судна.
Сначала полностью собранную и уже готовую секцию 1 кабины экипажа устанавливают на монтажной площадке 4 (базовая поверхность монтажной площадки) при помощи двух фиксирующих приспособлений 2, 3 и позиционируют и/или выравнивают. К фиксирующим приспособлениям 2, 3 добавляют другие фиксирующие приспособления, которые расположены позади первых и поэтому не видны на фиг.1. Установленную между этими четырьмя фиксирующими приспособлениями секцию 1 кабины экипажа можно позиционировать во всех трех направлениях в пространстве на монтажной площадке 4. Затем поблизости от секции 1 кабины экипажа при помощи приспособления для позиционирования, не показанного на фиг.1, располагают определенное число компонентов оболочки (оболочек или отсеков фюзеляжа), то есть верхнюю оболочку 5, нижнюю оболочку 6, а также две боковые оболочки 7, 8, например, в направлении, обозначенном стрелками 9, и соединяют с секцией кабины экипажа, формируя кольцевой поперечный стык 10. Нижнюю оболочку 6 подают на монтажную площадку 4 при помощи приспособления для позиционирования, выполненного в виде поворотной рамы (не показана), и устанавливают в нужное положение относительно оставшегося компонента оболочки, поднимая нижнюю оболочку 6. Соединение компонентов 5 и 8 оболочки друг с другом осуществляют путем формирования продольных стыков, из которых номерами позиций снабжены только два продольных стыка 11, 12 между верхней оболочкой 5, нижней оболочкой 6 и боковой оболочкой 7, которые являются показательными для остальных продольных стыков. Наконец, в сформированную таким образом переднюю секцию 13 фюзеляжа можно подать секцию 14 каркаса пола и предпочтительно соединить с обеих сторон с боковыми оболочками 7, 8. Установку секции 14 каркаса пола в нужное положение осуществляют при помощи рамы для позиционирования, которая не показана на фиг.1 и которая, по меньшей мере частично, может входить в переднюю секцию 13 фюзеляжа. Секцию 14 каркаса пола можно также объединить с секцией 13 фюзеляжа в процессе сборки и соединения верхней оболочки 5, нижней оболочки 6, а также боковых оболочек 7, 8. В качестве альтернативы, секцию 14 каркаса пола можно соединить с нижней оболочкой 6 заранее. В качестве альтернативы, секцию 14 каркаса пола можно сначала соединить с секцией 1 кабины экипажа, затем закрепить обе боковые оболочки 7, 8 и, наконец, произвести соединение с нижней оболочкой 6 и с верхней оболочкой 5.
Окончательное соединение всех компонентов оболочки осуществляют, используя обычные способы соединения, известные на существующем уровне техники, такие, например, как заклепывание, сварка, свинчивание или склеивание. Перед началом процесса соединения поперечный стык 10, а также продольные стыки 11, 12 уплотняют герметиком, который в течение всего срока службы сохраняет эластичность и обладает достаточной теплостойкостью. Изготовление продольных стыков 11, 12 и поперечного стыка 10, включая уплотнение, предпочтительно выполняют, по меньшей мере частично, в автоматическом режиме, при помощи определенного числа не показанных на фигуре манипуляционных приспособлений, в частности, роботов с гибкими манипуляторами, каждый из которых обладает, по меньшей мере, шестью степенями свободы. Манипуляционные приспособления могут быть расположены на позиционирующих поворотных опорах, которые обеспечивают дополнительное перемещение манипуляционных приспособлений на большие расстояния по трем направлениям в пространстве. В пределах радиуса действия подающей рамы, которую предпочтительно используют для установки секции 14 каркаса пола, могут быть предусмотрены дополнительные манипуляционные приспособления для соединения секции 14 каркаса пола с остальной конструкцией, по меньшей мере частично, в автоматическом режиме.
Для того чтобы изготовить переднюю секцию фюзеляжа большего размера, к компонентам оболочки, уже прикрепленным к секции 1 кабины экипажа, описанным выше способом присоединяют дополнительные компоненты оболочки. В сущности, длина компонента оболочки может доходить до 30 метров.
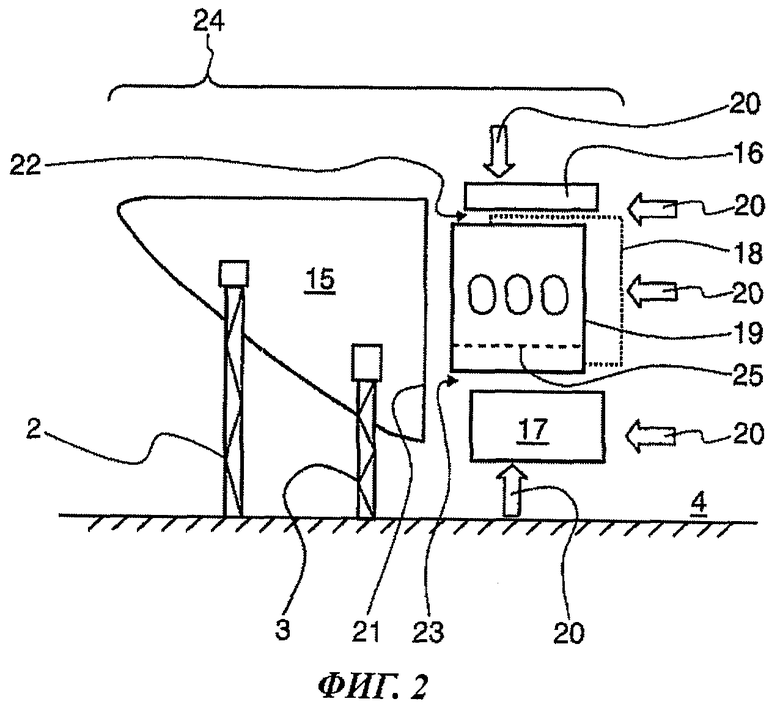
На фиг.2 схематически показан процесс реализации способа во время изготовления задней секции фюзеляжа.
Предварительно полностью собранную заднюю секцию 15 сначала устанавливают и выравнивают на монтажной площадке 4 при помощи фиксирующих приспособлений 2, 3 и двух фиксирующих приспособлений сзади, которые не видны на фигуре. Затем к задней секции 15 прикрепляют компоненты оболочки, то есть верхнюю оболочку 16, нижнюю оболочку 17, а также две боковые оболочки 18, 19, с одновременным формированием поперечного стыка 21 в процессе выравнивания оболочек в направлении параллельно стрелкам 20. Выравнивание компонентов оболочки в пространстве осуществляют при помощи приспособлений для позиционирования, которые не показаны на фигуре. Кроме того, верхнюю и нижнюю оболочки 16, 17, а также боковые оболочки 18, 19 соединяют в продольном направлении с одновременным формированием продольных стыков, из которых номерами позиций снабжены только продольные стыки 22, 23, которые являются показательными для остальных продольных стыков. Задняя секция 15 вместе с нижней и верхней оболочками 16, 17, а также с обеими боковыми оболочками 18, 19 образуют заднюю секцию 24 фюзеляжа. По завершении или во время присоединения компонентов оболочки секцию 25 каркаса пола предпочтительно соединяют с боковыми оболочками 18, 19. Присоединение компонентов оболочки к задней секции 15 осуществляют так же, как в случае секции кабины экипажа (см. фиг.1).
Изготовление поперечных стыков и продольных стыков 21, 22, 23 осуществляют так же, как в случае изготовления передней секции 13 фюзеляжа, при помощи обычных способов соединения, известных на существующем уровне техники. Как и в случае изготовления передней секции 13 фюзеляжа, уплотнение формирующихся поперечных стыков, а также продольных стыков 21, 22, 23 осуществляют заблаговременно при помощи эластичного достаточно теплостойкого герметика.
Важное преимущество соответствующего изобретению способа заключается в том, что для создания фюзеляжа к предварительно изготовленной секции кабины экипажа и/или задней секции присоединяют не собранные секции в форме кольца, а отдельные компоненты оболочки, что позволяет компенсировать допуски простым способом, пока поперечные и продольные стыки между компонентами оболочки и секцией кабины экипажа и/или задней секцией не заделаны окончательно.
Изображенные на фиг.1 и 2 операции могут одновременно выполняться на монтажной площадке.
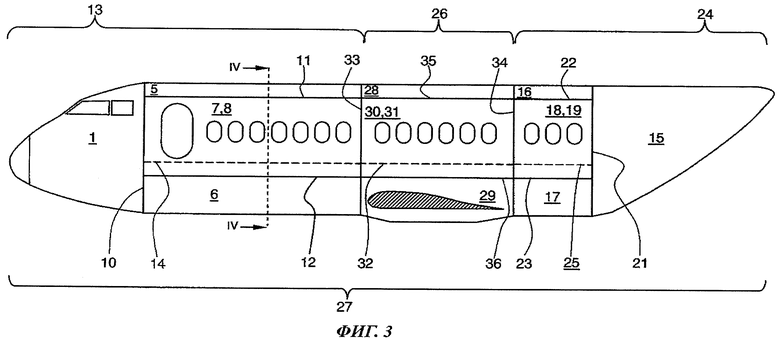
На фиг.3 показан фюзеляж воздушного судна, построенный соответствующим изобретению способом.
Центральную секцию 26 кессона крыла вставляют между передней секцией 13 фюзеляжа и задней секцией 24 фюзеляжа. Передняя секция 13 фюзеляжа вместе с задней секцией 24 фюзеляжа, а также с центральной секцией 26 кессона крыла образует фюзеляж 27 воздушного судна.
Передняя секция 13 фюзеляжа образована секцией 1 кабины экипажа, а также верхней оболочкой 5, нижней оболочкой 6, боковыми оболочками 7, 8 и секцией 14 каркаса пола. Соответственно, задняя секция 24 фюзеляжа образована задней секцией 15, верхней оболочкой 16, нижней оболочкой 17 и двумя боковыми оболочками 18, 19. Боковые оболочки 7 и 19 не видны на фиг.3.
Среди прочего, центральная секция 26 кессона крыла состоит из верхней оболочки 28, нижней оболочки 29 с соединительными участками для крыльев, расположенными по обе стороны, а также из двух боковых оболочек 30, 31 и дополнительной секции 32 каркаса пола. Соединение центральной секции 26 кессона крыла с передней секцией 13 фюзеляжа и/или с задней секцией 24 фюзеляжа осуществляется посредством поперечных стыков 33, 34. Для наглядности номерами позиций снабжены только продольные стыки 35, 36 центральной секции 26 кессона крыла, которые являются показательными для остальных продольных стыков.
Поддержку и позиционирование секций 13, 26, 24 фюзеляжа осуществляют при помощи приспособлений для позиционирования, которые не показаны на фиг.3. В сущности, сборку фюзеляжа 27 можно осуществить на одной монтажной площадке, которая соответствует дублирующему варианту осуществления монтажной площадки 4 (сравните с фиг.1, 2), на которой дополнительно предусмотрены приспособления для позиционирования, позволяющие манипулировать секцией 26 кессона крыла. В этом случае переднюю секцию 13 фюзеляжа и заднюю секцию 24 фюзеляжа, а также центральную секцию 26 кессона крыла можно построить одновременно согласно соответствующему изобретению способу.
Изображенные на фиг.1 и 2 операции могут одновременно выполняться параллельно с изготовлением центральной секции 26 кессона крыла, размещенной посередине, на монтажной площадке 4 соответствующего размера.
В этом случае на первом этапе секцию 1 кабины экипажа доставляют на монтажную площадку 4 и устанавливают в определенном положении. Затем на некотором расстоянии друг от друга в продольном направлении, одну за другой располагают центральную секцию 26 кессона крыла и заднюю секцию 15. При этом между секцией 1 кабины экипажа и центральной секцией 26 кессона крыла, с одной стороны, и между центральной секцией 26 кессона крыла и задней секцией 15, с другой стороны, оставляют промежутки такой величины, что при сложении с длинами секций 1, 15, 26 получают величину, приблизительно равную полной длине изготавливаемого фюзеляжа 27.
После этого на втором этапе компоненты оболочки, то есть в случае реализации так называемой конструкции из четырех оболочек, по меньшей мере, две верхние оболочки 5, 16, по меньшей мере, четыре боковые оболочки 7, 8, 18, 19, по меньшей мере, две нижние оболочки 6, 17, а также, по меньшей мере, две секции 14, 25 каркаса пола вставляют предпочтительно по кругу, в промежутки между секцией 1 кабины экипажа и центральной секцией 26 кессона крыла и/или между центральной секцией 26 кессона крыла и задней секцией 15 и соединяют с ними, с одновременным формированием, по меньшей мере, четырех непрерывных поперечных стыков, а также, по меньшей мере, восьми непрерывных продольных стыков.
В случае реализации так называемой конструкции из полуоболочек соответствующий технологический процесс отличается от описанного выше технологического процесса лишь применением верхних оболочек и нижних оболочек.
В дальнейшем варианте осуществления способа на монтажной площадке 4 можно также вставить компоненты оболочки между секцией 1 кабины экипажа и центральной секцией 26 кессона крыла или между центральной секцией 26 кессона крыла и задней секцией 15. Затем для завершения сборки фюзеляжа 27 воздушного судна осуществляют присоединение предварительно собранной секции 1 кабины экипажа или задней секции 15 на другой монтажной площадке или на той же монтажной площадке.
Существенно важным для реализации соответствующего изобретению способа является то, что не производят сборку классической «бочки» фюзеляжа, а формируют секции 13, 24, 26 фюзеляжа путем последовательного и/или, по меньшей мере, одновременного присоединения компонентов оболочки к предварительно собранной секции 1 кабины экипажа и/или задней секции 15, что облегчает компенсацию отклонений допуска.
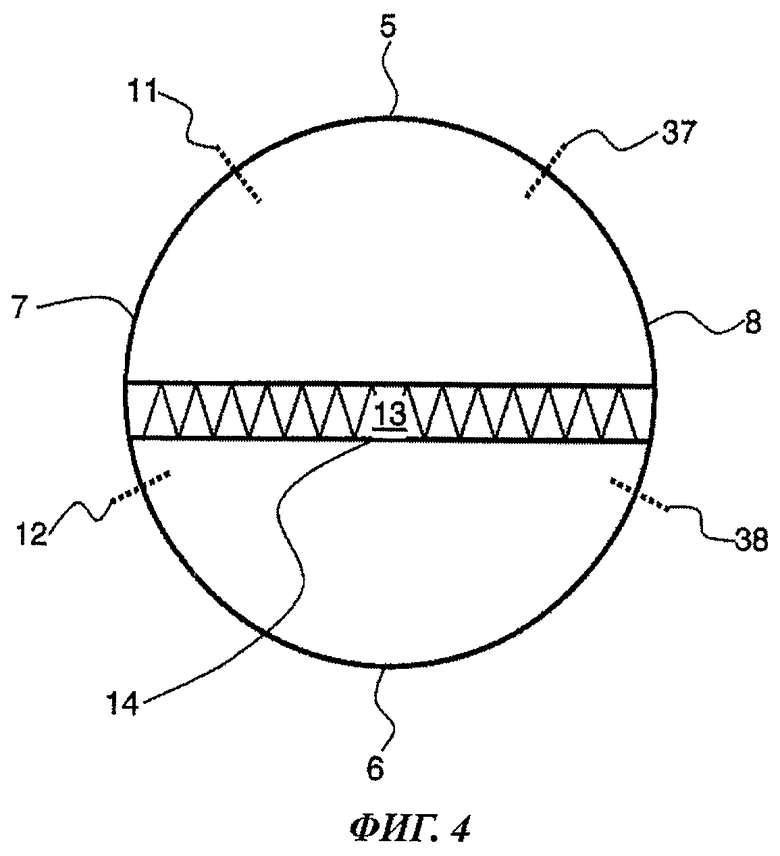
На фиг.4 схематически показан поперечный разрез передней секции фюзеляжа по фиг.3 вдоль секущей линии VI-VI.
Передняя секция 13 фюзеляжа имеет поперечное сечение по существу круглой формы, однако ее поперечное сечение может иметь, например, эллиптическую или овальную форму. Вдоль секущей линии VI-VI передняя секция 13 фюзеляжа состоит из верхней оболочки 5, нижней оболочки 6, а также двух боковых оболочек 7, 8. Упомянутые компоненты оболочки соединены друг с другом посредством продольных стыков 11, 12 и 37, 38, которые условно показаны пунктирными линиями. Секция 14 каркаса пола прикреплена в нижней части боковых оболочек 7, 8.
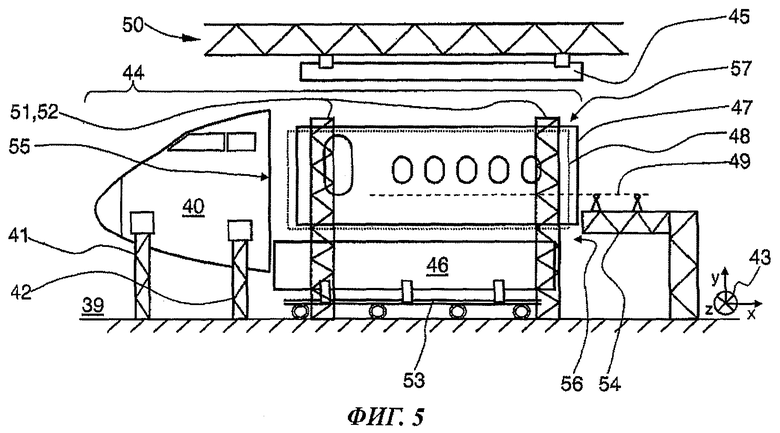
На фиг.5 схематически показана монтажная площадка, пригодная для реализации соответствующего изобретению способа.
На монтажной площадке 39 расположена вся секция 40 кабины экипажа. Секция 40 кабины экипажа установлена на четырех фиксирующих приспособлениях, из которых для наглядности показаны только два передних фиксирующих приспособления 41, 42. Фиксирующие приспособления 41, 42 обеспечивают достаточно свободное позиционирование секции 40 кабины экипажа во всех трех направлениях на монтажной площадке 39, как показано при помощи системы 43 координат XYZ. Для формирования передней секции 40 фюзеляжа к секции 40 кабины экипажа присоединяют верхнюю оболочку 45, нижнюю оболочку 46, а также две боковые оболочки 47, 48. Кроме того, в переднюю секцию 44 фюзеляжа помещают секцию 49 каркаса пола. Позиционирование верхней оболочки 45 в пространстве осуществляют при помощи так называемого верхнего приспособления 50 для позиционирования, которое, например, может быть выполнено в виде козлового крана с числовым программным управлением (ЧПУ). Позиционирование обеих боковых оболочек 47, 48 осуществляют при помощи боковых приспособлений для позиционирования, расположенных по обе стороны секции 44 фюзеляжа. Для наглядности номерами позиций снабжены только те боковые приспособления 51, 52 для позиционирования, которые расположены спереди. Оба боковых приспособления 51, 52 для позиционирования обеспечивают почти свободное позиционирование боковых оболочек 47, 48 по всем трем направлениям в пространстве координатной системы 43 на монтажной площадке 39.
Позиционирование нижней оболочки 46 осуществляют при помощи поворотной рамы 53. Поворотная рама 53 обеспечивает, по меньшей мере, позиционирование нижней оболочки 46 параллельно базовой поверхности монтажной площадки 39, то есть, по меньшей мере, в плоскости ZX координатной системы 43.
Секцию 49 каркаса пола помещают в переднюю секцию 44 фюзеляжа при помощи так называемой подающей рамы 54. Подающая рама 54, кроме того, обеспечивает достаточно свободное выравнивание секции 49 каркаса пола относительно передней секции 44 фюзеляжа. В качестве альтернативы, можно сначала присоединить секцию 49 каркаса пола к секции 40 кабины экипажа, а затем к секции 49 каркаса пола присоединить обе боковые оболочки 47, 48. Сборку завершают присоединением нижней оболочки 46 и верхней оболочки 45 к обеим боковым оболочкам 47, 48, а также к секции 40 кабины экипажа.
Соединение секции 40 кабины экипажа с верхней оболочкой 45, обеими боковыми оболочками 47, 48, нижней оболочкой 46, а также с секцией 49 каркаса пола предпочтительно осуществляют в полностью автоматическом режиме, при помощи некоторого количества манипуляционных приспособлений, которые не показаны на фиг.5. Манипуляционные приспособления, в частности, представляют собой роботы с гибкими манипуляторами (стандартные промышленные роботы), имеющие, по меньшей мере, шесть степеней свободы. Эти манипуляционные приспособления могут быть в зависимости от обстоятельств дополнительно установлены на позиционирующих опорах, способных перемещаться вдоль осей XYZ координатной системы 43, чтобы облегчить доступ к передней секции 44 фюзеляжа. Для получения готовой секции 44 фюзеляжа секцию 40 кабины экипажа, верхнюю оболочку 45, нижнюю оболочку 46, а также обе боковые оболочки 47, 48 присоединяют друг к другу с образованием поперечного стыка 55, а также продольных стыков, из которых для наглядности номерами позиций снабжены только продольные стыки 56, 57.
При помощи этих манипуляционных приспособлений или дополнительных приспособлений аналогичным образом выполняют уплотнение поперечных стыков и продольных стыков 55-57.
Все фиксирующие приспособления 41, 42, верхнее позиционирующее приспособление 50, боковые позиционирующие приспособления 51, 52, поворотная рама 53, а также подающая рама 54 на монтажной площадке управляются при помощи центрального блока управления, в частности комплексной системы ЧПУ.
В отличие от показанной на фиг.5 монтажная площадка может быть рассчитана на одновременную установку секции 40 кабины экипажа и задней секции, которая не показана на фигуре. В этом случае монтажная площадка включает в себя комплекс позиционирующих и фиксирующих приспособлений, расположенных зеркально по отношению к тем, которые схематически показаны на фиг.5. Кроме того, монтажная площадка может быть оборудована дополнительными позиционирующими и фиксирующими приспособлениями для установки центральной секции кессона крыла, которую затем выравнивают между секцией кабины экипажа и задней секцией по отношению к монтажной площадке предпочтительно при помощи автоматических фиксирующих и позиционирующих приспособлений. Такой вариант осуществления обеспечивает почти полностью автоматическое изготовление целого фюзеляжа воздушного судна, состоящего из передней и задней секций фюзеляжа, а также центральной секции кессона крыла, расположенной между ними, вследствие чего отпадает необходимость в транспортировке отдельных секций фюзеляжа. Более того, благодаря этому значительно повышается эффективность изготовления, а также точность технологического процесса.
Более того, на удлиненной монтажной площадке (не показана) по сравнению с той, которая показана на фиг.5, при помощи определенного числа фиксирующих приспособлений (не показаны) можно осуществлять одновременное выравнивание и/или позиционирование секции кабины экипажа, центральной секции кессона крыла, а также задней секции. При этом позиционирование секций осуществляют последовательно в соответствии с продольной компоновкой изготавливаемого фюзеляжа, причем между секцией кабины экипажа и центральной секцией кессона крыла, с одной стороны, и между центральной секцией кессона крыла и задней секцией, с другой стороны, формируют промежутки определенной величины. В эти промежутки вставляют компоненты оболочки, предпочтительно по кругу, а также секции каркаса пола, формируя законченный фюзеляж. Затем эти компоненты оболочки соединяют с секциями. Для позиционирования компонентов оболочки и секций каркаса пола требуется определенное число позиционирующих приспособлений и/или фиксирующих приспособлений.
По сравнению с описанными выше вариантами осуществления монтажной площадки 39 этот вариант предусматривает значительно более высокие расходы, в частности, с точки зрения управления технологическим процессом при помощи блоков управления и с точки зрения создания механических конструкций.
На фиг.6 схематически показана технология соответствующего изобретению способа, в случае так называемого изготовления полуоболочек. В этом варианте на монтажной площадке из верхних и нижних полуоболочек одновременно формируют секцию кабины экипажа, центральную секцию кессона крыла, а также заднюю секцию. Секцию 58 кабины экипажа, центральную секцию 59 кессона крыла, а также заднюю секцию 60 выравнивают и/или позиционируют на монтажной площадке 61 в продольном направлении, на определенном расстоянии друг от друга, при помощи фиксирующих приспособлений, которые не показаны на фигуре. Затем верхние оболочки 62, 63 (верхние полуоболочки), а также нижние оболочки 64, 65 (нижние полуоболочки) при помощи позиционирующих приспособлений (не показаны) вставляют и/или монтируют в промежутках между секцией 58 кабины экипажа и центральной секцией 59 кессона крыла, и между центральной секцией 59 кессона крыла и задней секцией 60 в направлении, обозначенном белыми стрелками. Одновременно с этим при помощи подающих рам (не показаны) осуществляют позиционирование обеих секций 66, 67 каркаса пола в направлении, обозначенном белыми стрелками. Выравнивание и/или позиционирование всех секций и компонентов оболочки можно осуществлять не только в направлении, обозначенном белыми стрелками, но фактически по всем трем направлениям в пространстве, свободно по отношению к монтажной площадке 61, при помощи позиционирующих приспособлений и подающих рам, а также фиксирующих приспособлений.
Секцию 58 кабины экипажа, центральную секцию 59 кессона крыла и заднюю секцию 60 предпочтительно сначала соединить посредством секций 66, 67 каркаса пола. Затем вставляют нижние оболочки 64, 65, а также верхние оболочки 62, 63 и соединяют с соответствующими компонентами и/или компонентами оболочки. В случае реализации конструкции с четырьмя оболочками место верхних и нижних оболочек 62-65 занимают левые боковые оболочки, правые боковые оболочки, а также верхние и нижние оболочки.
Предпочтительно, чтобы соединение секции 58 кабины экипажа, центральной секции 59 кессона крыла и задней секции 60 с каждым из компонентов 62-65 оболочки с формированием четырех поперечных стыков и продольных стыков, которые для наглядности не снабжены номерами позиций, осуществлялось в полностью автоматическом режиме, при помощи манипуляционных приспособлений, которые также не показаны на фигуре. Изготовление продольных стыков и поперечных стыков также предпочтительно осуществляют при помощи полностью автоматических манипуляционных приспособлений, предпочтительно при помощи промышленных роботов с гибкими манипуляторами, имеющих, по меньшей мере, шесть степеней свободы. Использование описанного способа позволяет одновременно изготавливать на монтажной площадке 61 фюзеляж 68 воздушного судна посредством практически одновременной сборки передней и/или задней секции 69, 70 фюзеляжа, включая центральную секцию 59 кессона крыла.
Управление всеми фиксирующими приспособлениями, позиционирующими приспособлениями и манипуляционными приспособлениями (роботы с гибкими манипуляторами) на монтажной площадке 61 осуществляется при помощи центрального блока управления.
В случае реализации так называемой конструкции из полуоболочек нижняя полуоболочка может быть подготовлена на этапе предварительной сборки путем соединения левой боковой оболочки, правой боковой оболочки, нижней оболочки и путем размещения секции каркаса пола в районе верхних кромок обеих боковых оболочек.
Кроме того, описанный способ может быть реализован посредством так называемой «конструкции из трех оболочек» (когда оболочка разделена на три части). В этом случае левую и правую боковые оболочки, которые имеют большую высоту - поскольку обе боковые оболочки в то же самое время равными долями образуют нижнюю оболочку - присоединяют к верхней оболочке и к секции каркаса пола, размещенной между боковыми обеими боковыми оболочками, предпочтительно вставленной заранее, образуя законченную секцию фюзеляжа, то есть их присоединяют окончательно. Соединение, то есть формирование продольных и поперечных стыков между всеми компонентами (компонентами оболочки и/или секциями) можно выполнить, используя обычные способы соединения, в частности заклепывание, склеивание или сварку.
Список обозначений
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕР МНОГОРЕЖИМНОГО САМОЛЕТА-МОНОПЛАНА | 1997 |
|
RU2173654C2 |
| ПОМЕЩЕНИЕ В АМФИБИЙНОМ ТРАНСПОРТНОМ АППАРАТЕ ДЛЯ РАЗМЕЩЕНИЯ ПОСТРАДАВШИХ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ РЕГИОНАЛЬНОГО МАСШТАБА | 2014 |
|
RU2576207C1 |
| ФЮЗЕЛЯЖ ВЕРТОЛЕТА | 1993 |
|
RU2090450C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ АВАРИЙНО-СПАСАТЕЛЬНЫЙ | 2007 |
|
RU2337855C1 |
| ФЮЗЕЛЯЖ ВЕРТОЛЕТА | 2004 |
|
RU2278059C1 |
| Амфибийный транспортный аппарат Кочетова для эвакуации пострадавших в чрезвычайных ситуациях регионального масштаба | 2014 |
|
RU2650281C2 |
| УСТРОЙСТВО И СПОСОБЫ СОЕДИНЕНИЯ КОМПОЗИТНЫХ СТРУКТУР ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2014 |
|
RU2666593C2 |
| АМФИБИЙНЫЙ ТРАНСПОРТНЫЙ АППАРАТ ДЛЯ ЭВАКУАЦИИ ПОСТРАДАВШИХ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ РЕГИОНАЛЬНОГО МАСШТАБА | 2016 |
|
RU2609569C1 |
| АМФИБИЙНЫЙ ТРАНСПОРТНЫЙ АППАРАТ ДЛЯ ЭВАКУАЦИИ ПОСТРАДАВШИХ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ РЕГИОНАЛЬНОГО МАСШТАБА | 2016 |
|
RU2657628C1 |
| АМФИБИЙНЫЙ ТРАНСПОРТНЫЙ АППАРАТ ДЛЯ ЭВАКУАЦИИ ПОСТРАДАВШИХ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ РЕГИОНАЛЬНОГО МАСШТАБА | 2014 |
|
RU2582513C2 |
Изобретение относится к способу изготовления фюзеляжа воздушного судна и к монтажной площадке для реализации этого способа. К заранее изготовленной секции кабины экипажа и/или к задней секции, а также к центральной секции кессона крыла присоединяют два компонента оболочки фюзеляжа одновременно. Затем присоединяют по одной секции каркаса пола. Для реализации способа может быть использована как конструкция фюзеляжа из полуоболочек, так и конструкция из четырех оболочек, а также их сочетание. Монтажная площадка содержит фиксирующие устройства для установки и позиционирования секции кабины экипажа и/или задней секции по отношению к монтажной площадке, позиционирующие устройства для выравнивания компонентов оболочки, фиксирующее устройство для выравнивания центральной секции кессона крыла. В качестве позиционирующих устройств применяют верхние и боковые позиционирующие приспособления, поворотные и подающие рамы, а также роботы с гибкими манипуляторами. Достигается избавление от проблем, связанных с компенсацией допусков между соединяемыми секциями фюзеляжа. 2 н. и 14 з.п. ф-лы, 6 ил.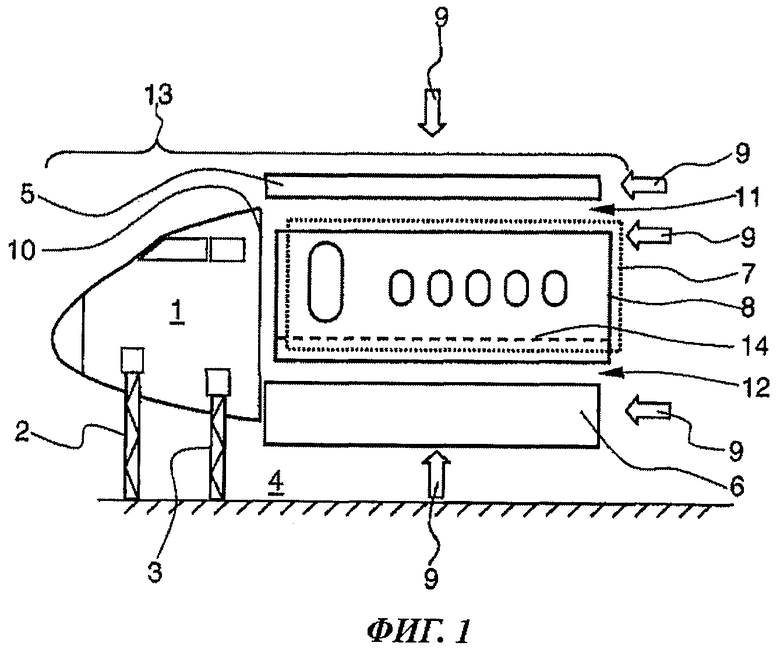
1. Способ изготовления фюзеляжа (27) воздушного судна с использованием заранее изготовленной, по меньшей мере, частично секции (1, 40, 58) кабины экипажа и/или заранее изготовленной, по меньшей мере, частично задней секции (15, 60) и с использованием центральной секции (26) кессона крыла, содержащий этапы, на которых присоединяют по меньшей мере два компонента оболочки к секции (1, 40, 58) кабины экипажа и/или к задней секции (15, 60), а также к центральной секции (26) кессона крыла, причем по меньшей мере два указанных компонента оболочки присоединяют к секции (1, 40, 58) кабины экипажа и/или к задней секции (15, 40, 60), а также к центральной секции (26) кессона крыла одновременно, и присоединяют по меньшей мере одну секцию (14, 25, 32, 49, 66, 67) каркаса пола.
2. Способ по п.1, отличающийся тем, что по меньшей мере две боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), по меньшей мере одну нижнюю оболочку (6, 17, 29, 46), по меньшей мере одну верхнюю оболочку (5, 16, 28, 45) в качестве компонентов оболочки, а также по меньшей мере одну секцию (14, 25, 32, 49) каркаса пола располагают определенным образом по отношению к секции (1, 40) кабины экипажа и/или к задней секции (15), а также к центральной секции (26) кессона крыла; указанные боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), нижнюю оболочку (6, 17, 29, 46), а также верхнюю оболочку (5, 16, 28, 45) присоединяют к секции (1, 40) кабины экипажа и/или к задней секции (15), а также к центральной секции (26) кессона крыла, формируя, по меньшей мере, два кольцевых поперечных стыка (10, 21, 33, 34, 55); и боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), нижнюю оболочку (6, 17, 29, 46), а также верхнюю оболочку (5, 16, 28, 45) соединяют друг с другом с формированием непрерывных продольных стыков (11, 12, 22, 23, 35-38, 56, 57) и по меньшей мере одну секцию (14, 25, 32, 49) каркаса пола соединяют с боковыми оболочками (7, 8, 18, 19, 30, 31, 47, 48).
3. Способ по п.2, отличающийся тем, что в каждом случае к передней секции (13, 44, 69) и/или к задней секции (24, 70) фюзеляжа прикрепляют по меньшей мере две дополнительные боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), по меньшей мере одну дополнительную нижнюю оболочку (6, 17, 29, 46), по меньшей мере одну дополнительную верхнюю оболочку (5, 16, 28, 45) и по меньшей мере одну дополнительную секцию (14, 25, 32, 49) каркаса пола.
4. Способ по п.2, отличающийся тем, что поперечные стыки (10, 21, 33, 34, 55) и продольные стыки (11, 12, 22, 23, 35-38, 56, 57) формируют посредством заклепочных соединений.
5. Способ по п.2, отличающийся тем, что поперечные стыки (10, 21, 33, 34, 55) и продольные стыки (11, 12, 22, 23, 35-38, 56, 57) формируют путем свинчивания, склеивания, сварки или их произвольной комбинации.
6. Способ по п.2, отличающийся тем, что по меньшей мере две боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), по меньшей мере одна верхняя оболочка (5, 16, 28, 45) и по меньшей мере одна нижняя оболочка (6, 17, 29, 46) выполнены из волоконного композиционного материала, в частности из пластического материала с армированной углеродными волокнами эпоксидной смолой.
7. Способ по п.2, отличающийся тем, что по меньшей мере две боковые оболочки (7, 8, 18, 19, 30, 31, 47, 48), по меньшей мере одна верхняя оболочка (5, 16, 28, 45) и по меньшей мере одна нижняя оболочка (6, 17, 29, 46) выполнены из алюминиевого сплава.
8. Способ по п.1, отличающийся тем, что его реализуют с использованием по меньшей мере одной верхней оболочки (62, 63) и с использованием по меньшей мере одной нижней оболочки (64, 65) в качестве компонентов оболочки, а также с использованием по меньшей мере одной секции (66, 67) каркаса пола.
9. Способ по п.8, отличающийся тем, что по меньшей мере одну верхнюю оболочку (62) и по меньшей мере одну нижнюю оболочку (65), а также по меньшей мере одну секцию (66) каркаса пола располагают между секцией (58) кабины экипажа и центральной секцией (59) кессона крыла, по меньшей мере одну верхнюю оболочку (63) и по меньшей мере одну нижнюю оболочку (64), а также по меньшей мере одну секцию (67) каркаса пола располагают между центральной секцией (59) кессона крыла и задней секцией (60); верхние оболочки (62, 63), нижние оболочки (64, 65) и секции (67, 66) каркаса пола соответственно соединяют друг с другом и с секцией (58) кабины экипажа, с центральной секцией (59) кессона крыла, и с задней секцией, формируя поперечные стыки для формирования фюзеляжа (68).
10. Способ по п.9, отличающийся тем, что поперечные стыки и продольные стыки формируют путем заклепывания, свинчивания, склеивания или их произвольной комбинации.
11. Способ по п.8, отличающийся тем, что верхние оболочки (62, 63) и нижние оболочки (64, 65) выполнены из волоконного композиционного материала, в частности из пластического материала с армированной углеродными волокнами эпоксидной смолой.
12. Способ по п.8, отличающийся тем, что верхние оболочки (62, 63) и нижние оболочки (64, 65) выполнены из алюминиевого сплава.
13. Монтажная площадка (4, 39), включающая в себя фиксирующие устройства (2, 3, 41, 42) и/или позиционирующие устройства (50-54), размещенные на базовой поверхности, для реализации конструкции из полуоболочек и/или конструкции из четырех оболочек способом по любому из пп.1-12, дополнительно содержащая по меньшей мере одно фиксирующее устройство (2, 3, 41, 42) для установки и позиционирования секции (1, 40) кабины экипажа и/или задней секции (15) по отношению к монтажной площадке (4), по меньшей мере два позиционирующих устройства (50-54) для выравнивания по меньшей мере двух компонентов оболочки и по меньшей мере одно дополнительное фиксирующее устройство для выравнивания центральной секции (26) кессона крыла.
14. Монтажная площадка по п.13, отличающаяся тем, что для реализации конструкции из четырех оболочек монтажная площадка дополнительно содержит по меньшей мере два боковых позиционирующих устройства (51, 52) для установки и выравнивания по меньшей мере двух боковых оболочек (7, 8, 18, 19, 30, 31, 47, 48), по меньшей мере одно верхнее позиционирующее устройство (50) для установки и выравнивания по меньшей мере одной верхней оболочки (5, 16, 28, 45), по меньшей мере одну поворотную раму (53) для установки и выравнивания по меньшей мере одной нижней оболочки (6, 17, 29, 46), по меньшей мере одну подающую раму (54) для установки и выравнивания по меньшей мере одной секции (14, 25, 32, 49) каркаса пола и по меньшей мере два манипулирующих устройства, в частности два робота с гибкими манипуляторами, для присоединения компонентов оболочек (5-8, 16-19, 28-31, 45-48) к секции (1, 40) кабины экипажа и/или к задней секции (15) с формированием продольных и поперечных стыков (10-12, 21-23, 33-38, 55-57).
15. Монтажная площадка по п.13, отличающаяся тем, что для присоединения по меньшей мере одной секции (14, 25, 32, 49) каркаса пола к по меньшей мере двум боковым оболочками (7, 8, 18, 19, 30, 31, 47, 48) предусмотрены по меньшей мере два дополнительных манипулирующих устройства, в частности два робота с гибкими манипуляторами.
16. Монтажная площадка по п.13, отличающаяся тем, что для изготовления и/или уплотнения продольных стыков и поперечных стыков (10-12, 21-23, 33-38, 55-57) предусмотрены по меньшей мере два дополнительных манипулирующих устройства, в частности два робота с гибкими манипуляторами.
| US 2002007548 A1, 24.01.2002 | |||
| СИСТЕМА РЕГУЛИРОВАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1981 |
|
SU1063166A1 |
| Устройство для оценки профессиональной пригодности операторов автоматизированных систем управления | 1981 |
|
SU976472A1 |
| Способ изготовления звеньев кожуха для телескопических газгольдеров | 1929 |
|
SU28859A1 |
| СПОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1997 |
|
RU2123965C1 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |

