Изобретение относится к производству авиационной техники, в частности к сборке фюзеляжа самолета.
В современном серийном производстве авиационной техники существенное внимание уделяется оптимальному конструктивно-технологическому членению агрегатов и сборочных единиц самолета, широкому применению новых прогрессивных технологий сборки.
Схемы технологического членения агрегатов и технологические процессы сборки описаны в отечественной и зарубежной литературе, рекомендованы в материалах НИАТ (см.: Бойцов В.В. и др. Сборка агрегатов самолета. М.: Машиностроение, 1988 г.; Крысин В.Н. Технологическая подготовка авиационного производства. М. : Машиностроение, 1984 г.; Пассажирский самолет Боинг-767. По материалам иностранной печати. ЦАГИ, 1988 г.; Рекомендации по технологичности самолетных конструкций. НИАТ. Изд. третье, 1977 г.) (Приложения 1, 2, 3).
По традиционной технологии сборки и рекомендациям НИАТ агрегаты, длина которых превышает 10 м, в любых случаях целесообразно членить на несколько секций, а поочередная установка верхних панелей фюзеляжа служит гарантированным технологическим компенсатором на завершающем этапе сборки фюзеляжа. Например, верхняя часть пассажирского салона фюзеляжа самолета ЯК-42Д (габаритные размеры 17500х3000 мм) состоит из двенадцати клеесварных и клееклепанных панелей. Установка и клепка верхних панелей является завершающим этапом сборки фюзеляжа.
Известна действующая на САЗ технология сборки фюзеляжа самолета, созданная на основе Директивного технологического процесса сборки фюзеляжа ЯК-42 (ОКБ им. Яковлева, г. Москва). Согласно действующей технологии верхние панели пассажирского салона фюзеляжа устанавливают поочередно в стапеле сборки фюзеляжа с базированием на съемные макетные шпангоуты. Каждую из панелей подгоняют по месту, обрезают по контуру, причем панель в процессе сборки снимают и устанавливают 2-3 раза. При этом в ней сверлят и зенкуют отверстия под заклепки и производят клепку с каркасом пневматическими молотками. Большая часть работ производилась с поднятыми вверх руками /1/.
По традиционной технологии поочередная установка верхних панелей служит гарантированным технологическим компенсатором на завершающем этапе сборки фюзеляжа, но влечет за собой увеличение цикла сборки и трудоемкомсти сборочных работ, существенно ограничивает возможности механизации и автоматизации сверлильно-клепальных работ.
Цель изобретения состояла в создании более рациональной схемы технологического членения фюзеляжа и новой технологии сборки, позволяющей резко снизить цикл стапельной сборки фюзеляжа и трудоемкость сборочных работ, механизировать и автоматизировать сверлильно-клепальные работы.
Поставленная цель достигается тем, что, согласно предложенной технологии и технологического членения фюзеляжа, сборку панелей верхней части пассажирского салона между собой производят в отдельном комплектовочном стапеле с базированием на ложементы стапеля по внутреннему контуру обшивок, с применением базовых и координатно-фиксирующих отверстий, значительным уменьшением технологических припусков (часть технологических припусков снята полностью).
Повышенная точность отстыковки и монтажа сборочной оснастки достигается с помощью применения лазерной автоматизированной системы измерений (ГАПСИ).
После сборки панелей в комплектовочном стапеле крупногабаритная верхняя часть пассажирского салона фюзеляжа вынимается из комплектовочного стапеля и устанавливается в поддерживающее устройство для клепки на клепальном автомате с ЧПУ.
Окончательно собранную и клепаную верхнюю часть пассажирского салона устанавливают на фюзеляж и стыкуют с носовым и хвостовым отсеками и боковыми панелями.
Выем верхней части пассажирского салона из комплектовочного стапеля, установку в поддерживающее устройство для клепки на клепальном автомате и монтаж на фюзеляж осуществляют мостовым краном при помощи специальной траверсы, которая крепится к панелям через технологические отверстия и кронштейны. Траверса снабжена специальными пружинными подвесками, служащими для смягчения динамических нагрузок на кронштейны крепления панелей.
Изобретение поясняется чертежами.
На фиг. 1 изображена схема технологического членения фюзеляжа самолета;
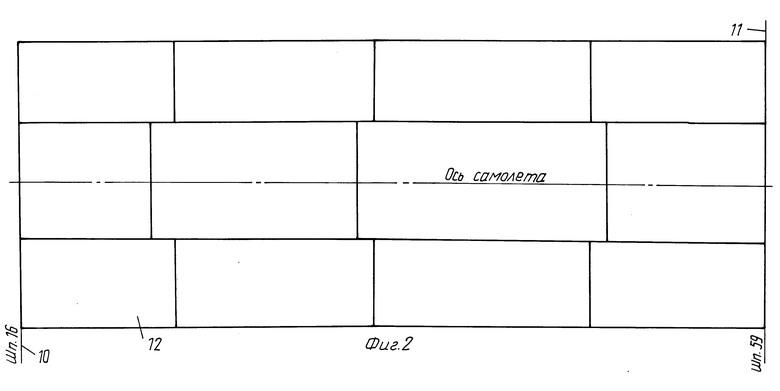
на фиг.2 - схема расположения панелей верхней части пассажирского салона фюзеляжа;
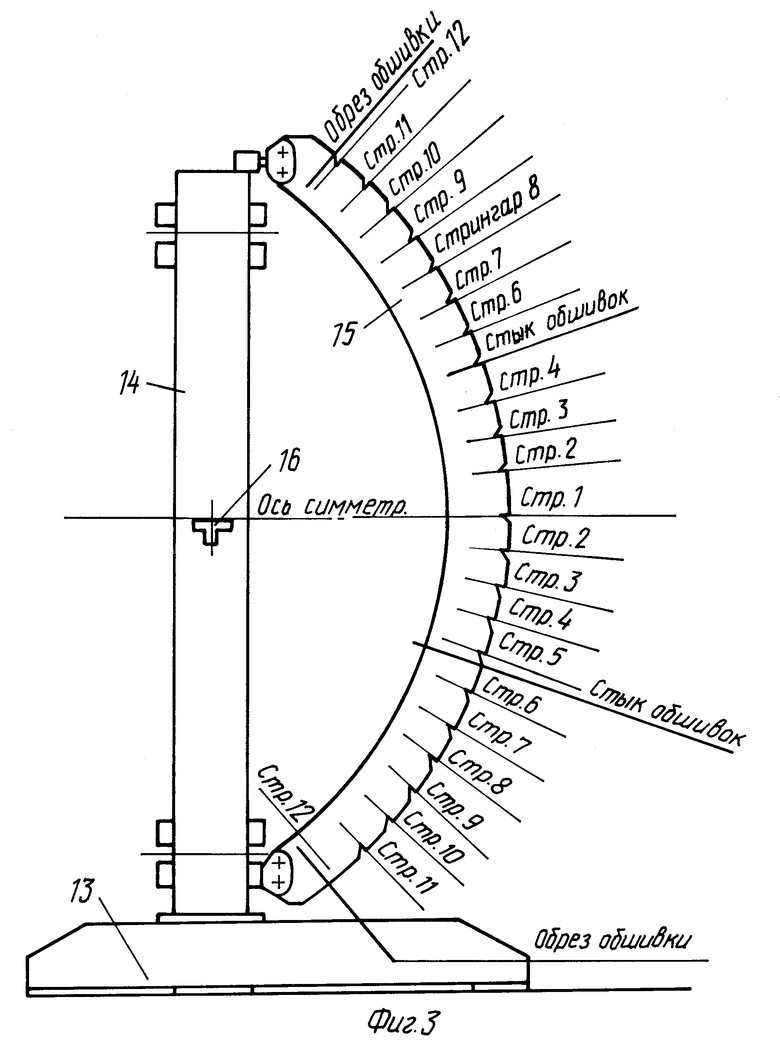
на фиг.3 - стапель для комплектовки верхних панелей пассажирского салона фюзеляжа;
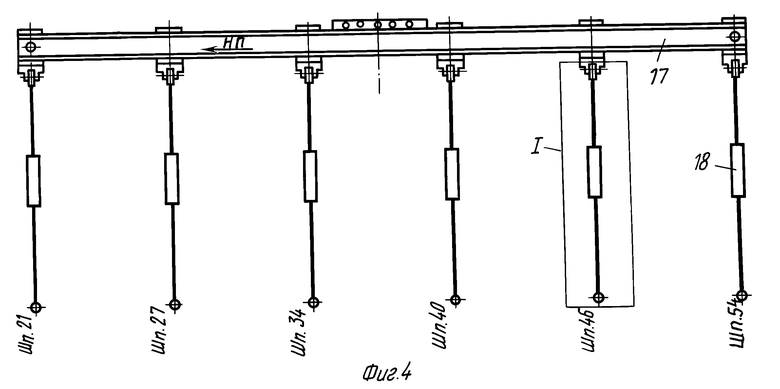
на фиг.4 - траверса;
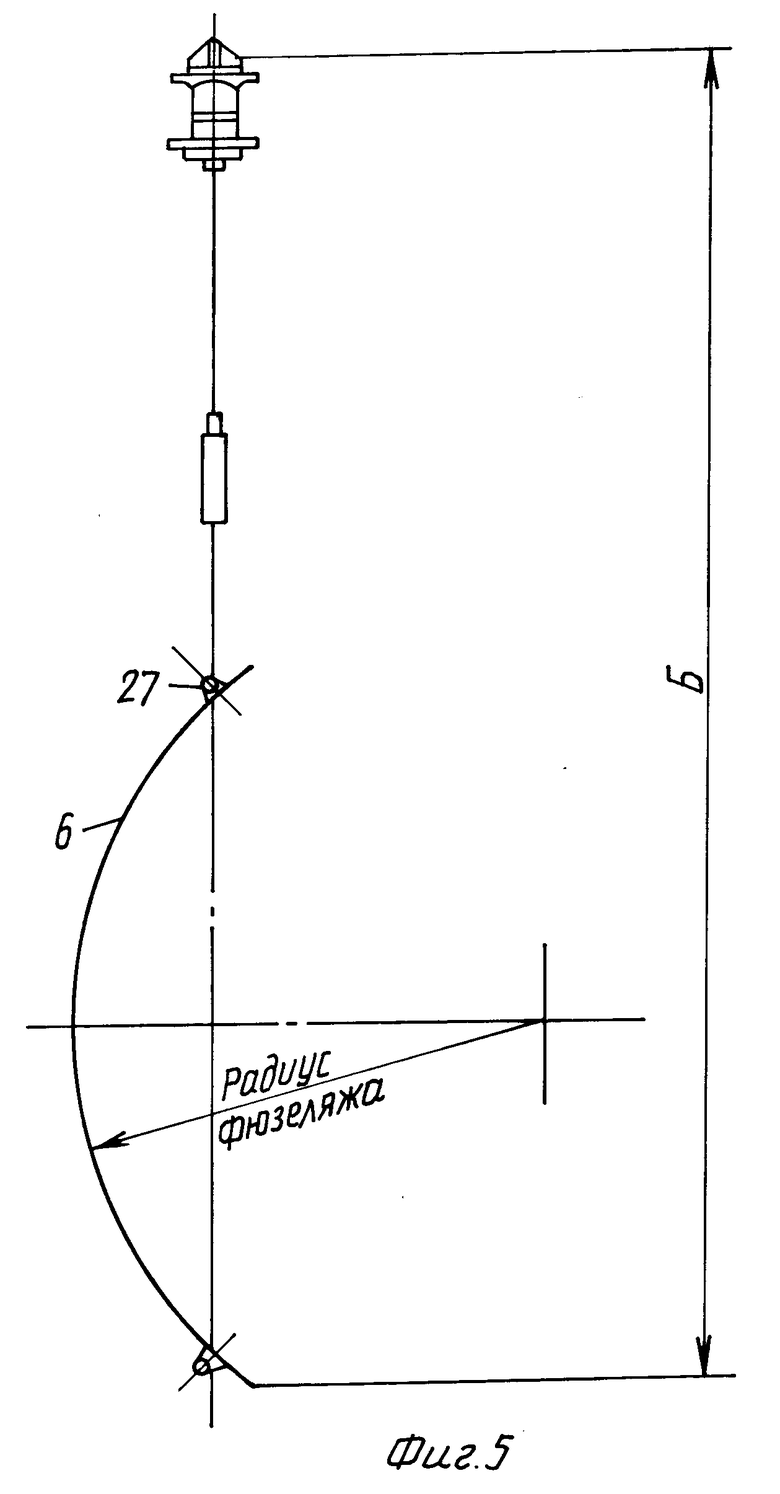
на фиг.5 - схема строповки при выемке верхней части пассажирского салона из комплектовочного стапеля;
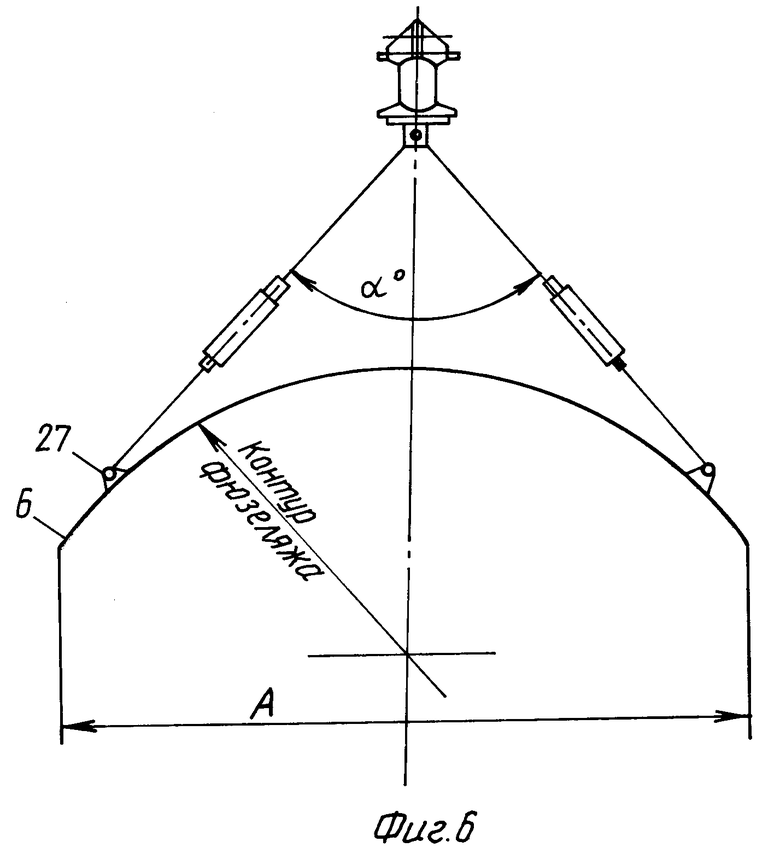
на фиг.6 - схема строповки при установке верхней части пассажирского салона на фюзеляж;
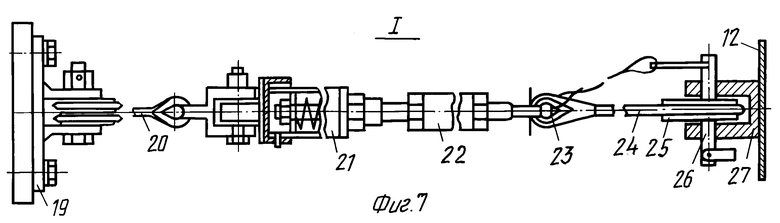
на фиг.7 - узел I на фиг.4 (повернуто).
В соответствии со схемой технологического членения фюзеляж самолета состоит из следующих технологических сборочных единиц: 1 - носовая часть, 2 - носовой кок, 3 - передний грузовой отсек, 4 - центроплан, 5 - задний грузовой отсек, 6 - боковые панели пассажирского салона фюзеляжа, 7 - верхняя часть пассажирского салона фюзеляжа, 8 - хвостовая часть фюзеляжа, 9 - хвостовой кок (см. фиг.1).
Верхняя часть пассажирского салона фюзеляжа 7 стыкуется с носовой частью 1 по оси шпангоута поз. 10, с хвостовой частью 8 по оси шпангоута поз.11 (на самолете ЯК-42Д это шпангоуты N 16 и N 59 соответственно) и боковыми панелями пассажирского салона 6. Верхняя часть пассажирского салона фюзеляжа 7 состоит из панелей 12 с элементами каркаса (на самолете ЯК-42Д верхняя часть пассажирского салона имеет габаритные размеры 7500х3000 мм и состоит из двенадцати клеесварных и клееклепанных панелей) (см. фиг.2).
Стапель для комплектовки верхних панелей пассажирского салона фюзеляжа содержит основание 13, каркас 14 и ложементы 15. На боковой поверхности каркаса 14 смонтированы площадки 16 для установки реперов для ГАПСИ (см. фиг. 3).
Повышенная точность отстыковки и монтажа сборочной оснастки достигается с помощью применения гибкой автоматизированной прецизионной системы измерений (ГАПСИ).
Траверса для снятия верхних панелей со стапеля и их установки на фюзеляж содержит балку 17 с закрепленными на ней подвесками 18 (см. фиг.4).
Подвески 18 крепятся к балке 17 при помощи кронштейнов 19. В кронштейнах 19 закреплены стропы 20, соединенные последовательно с пружинными амортизаторами 21 и переходниками 22, которые посредством коушей 23 соединены со стропами 24. Стропы 24 посредством коушей 25 и фиксаторов 26 закреплены в технологических кронштейнах 27, установленных на верхних панелях 12 и с внутренней стороны крепятся к полкам шпангоутов (см. фиг.7). Например, на верхней части пассажирского салона самолета ЯК-42Д кронштейны 27 установлены по шпангоутам NN 21, 27, 34, 40, 46 и 54 (см. фиг.4).
Способ сборки фюзеляжа самолета осуществляется следующим образом.
В стапель сборки фюзеляжа устанавливают поочередно носовой отсек 1 с установленным носовым коком 2, затем передний грузовой отсек 3, центроплан 4 (или имитатор центроплана), задний грузовой отсек 5, хвостовую часть фюзеляжа 8 вместе с установленным хвостовым коком 9. Перечисленные технологические сборочные единицы (ТСЕ) предварительно собирают в агрегатно-сборочных цехах. После установки в стапель сборки фюзеляжа ТСЕ стыкуются между собой.
Затем поочередно устанавливаются и стыкуются между собой и фюзеляжем шесть боковых панелей пассажирского салона фюзеляжа 6.
Сборка и клепка верхних панелей пассажирского салона фюзеляжа поз. 12 осуществляется в отдельном комплектовочном стапеле (см. фиг.3). После выема из стапеля (по схеме строповки фиг.5) верхняя часть пассажирского салона фюзеляжа 7 устанавливается в поддерживающее устройство для клепки на клепальном автомате (на чертеже не показано). После клепки верхняя часть фюзеляжа 7 транспортируется при помощи мостового крана и траверсы (по схеме строповки фиг. 6) устанавливается на фюзеляж. Траверса снабжена пружинными подвесками (фиг. 7), служащими для смягчения динамических нагрузок на кронштейны крепления панелей.
Установленная на фюзеляж верхняя часть пассажирского салона 7 стыкуется с носовым отсеком 1, хвостовой частью фюзеляжа 8 и боковыми панелями 6.
Сборка верхней части фюзеляжа по предложенной технологии позволила сократить цикл стапельной сборки фюзеляжа в 1,6 раза, снизить трудоемкость сборки на 45 н/ч, позволяет механизировать и автоматизировать сверлильно-клепальные работы, существенно улучшить удобство работы, снизился уровень шума на производственном участке, расширился фронт одновременно выполняемых работ, улучшилось качество выполнения заклепочных соединений в клепанных швах верхней части фюзеляжа, что положительно повлияло на эстетику внешнего вида фюзеляжа самолета.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| ЦЕНТРАЛЬНАЯ ЧАСТЬ ФЮЗЕЛЯЖА И БИМС | 2010 |
|
RU2443599C1 |
| КОНСТРУКТИВНО-СИЛОВАЯ СХЕМА ПЛАНЕРА МАЛОЗАМЕТНОГО ОДНОДВИГАТЕЛЬНОГО САМОЛЕТА | 2022 |
|
RU2798303C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| САМОЛЕТ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ | 2007 |
|
RU2335430C1 |
| УЗЕЛ СТЫКА ОТСЕКОВ ФЮЗЕЛЯЖА САМОЛЕТА И ЕГО ГЕРМОШПАНГОУТ | 2011 |
|
RU2472671C1 |
| УЗЕЛ СТЫКА ОТСЕКОВ ФЮЗЕЛЯЖА САМОЛЕТА И ЕГО ГЕРМОШПАНГОУТ | 2011 |
|
RU2472670C1 |
Изобретение относится к технологии авиастроения и касается разработки способов сборки фюзеляжа самолетов. Сущность изобретения заключается в том, что при реализации способа сборки фюзеляжа самолета, включающего сборку и клепку верхней части пассажирского салона, согласно изобретению, сборку верхних панелей между собой производят в отдельном комплектовочном стапеле, после чего крупногабаритную верхнюю часть пассажирского салона устанавливают в поддерживающем устройстве и клепают на клепальном автомате с числовым программным управлением, а затем верхнюю часть пассажирского салона устанавливают на фюзеляж. Выем крупногабаритной верхней части пассажирского салона из комплектовочного стапеля, транспортировку и установку в поддерживающее устройство и на фюзеляж могут осуществлять при помощи траверсы, снабженной пружинными подвесками. Технический результат от реализации этого способа заключается в снижении трудоемкости сборочных работ, механизации и автоматизации сверлильно-клепальных работ. 1 з.п.ф-лы, 7 ил.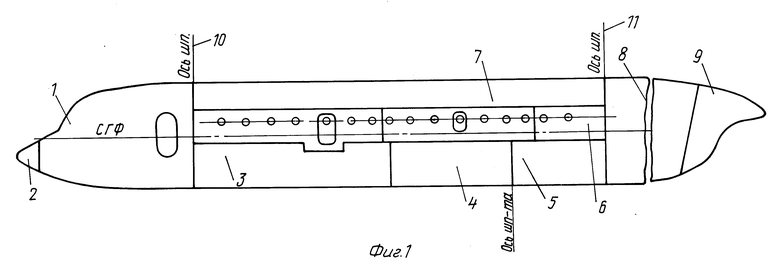
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Крысин В.Н | |||
| Технологическая подготовка авиационного производства | |||
| - М.: Машиностроение, 1984, с.170-172, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 1824828 А1, 10.06.96. | |||
