Изобретение относится к области производства летательных аппаратов и может быть использовано в других отраслях машиностроения, производящих сложные объемные агрегаты.
Известен способ сборки объемных агрегатов летательных аппаратов, при котором в ложементы стапеля устанавливают нижнюю панель, причем взаимную фиксацию панелей осуществляют при помощи технологических стыковочных накладок с отверстиями (см. а.с. СССР N 292864, кл. B 64 F 5/00, 1971).
Известный способ имеет следующие недостатки:
- с увеличением размеров сечения агрегата возрастает погрешность контура, так как база крепления стыковочных накладок мала по сравнению с габаритными агрегатами;
- для осуществления известного способа конструкция шпангоутов разделена на секции, причем количество секций равно количеству панелей, что увеличивает не только вес изделия, но и трудоемкость сборочных работ;
- для совмещения отверстий в технологических накладках и в секциях шпангоутов боковых и верхних панелей необходимо панели удерживать на весу вручную, так как выполнять эту работу с помощью цехового крана нельзя, а оснастка предусмотрена только для фиксации нижней панели.
Известен также (принятый за прототип) способ сборки объемных агрегатов, при котором собирают верхние и нижние секции агрегата из частей шпангоутов и панелей, устанавливают и фиксируют нижние секции на ложементах, устанавливают верхнюю секцию и боковые панели, стыкуют части шпангоутов с помощью стыковочных накладок и соединяют панели по продольным стыкам. При этом предварительные отверстия под крепеж в стыковочных накладках и частях шпангоутов выполняют совместно при сборке шпангоутов, верхнюю секцию фиксируют после нижней на наружных опорных лекалах, а затем устанавливают замыкающие боковые панели с базой на верхнюю и нижнюю секции и контур шпангоутов (см. а.с. СССР N 1777302 A1, B 64 F 5/00, 1989).
Известный способ имеет следующие недостатки:
- необходима предварительная сборка отдельных шпангоутов с применением стыковочных накладок, требующая создания стапелей сборки шпангоутов и выполнения в них операции предварительной сборки, приводящая к увеличению производственных площадей под стапеля для шпангоутов и удлинению технологического цикла сборки агрегата;
- необходима разборка предварительно собранных отдельных шпангоутов по линии стыка верхней и нижней секции для обеспечения их сборки секций, приводящая к удлинению технологического цикла сборки агрегата.
Задачей настоящего изобретения является снижение себестоимости сборки объемных агрегатов летательных аппаратов.
Ожидаемый технический результат использования изобретения - сокращение цикла сборки объемных агрегатов летательных аппаратов, применяемой стапельной оснастки и высвобождение производственных площадей, занятых стапелями для предварительной сборки шпангоутов.
Поставленная задача решается так, что в известном способе сборки объемных агрегатов летательных аппаратов, заключающемся в сборке верхних и нижних секций из частей шпангоутов и панелей, установке и фиксации нижней секции на ложементах и в стапельной плите, фиксации и установке в стапель верхней секции, стыковке шпангоутов обеих секций посредством стыковочных накладок и соединении их панелей по продольным стыкам, в отличие от прототипа перед установкой в стапель на шпангоуты внутри верхней секции монтируют по хорде сечения раздвижные штанги, снабженные сориентированными вниз стойками-упорами с домкратами, затем к шпангоутом нижней секции на установочные базовые отверстия (УБО) крепят стыковочные пластины, после чего верхнюю секцию устанавливают в стапель, обеспечивая совпадение плоскостей ее шпангоутов с соответствующими плоскостями стыковочных пластин и соприкосновение всех стоек-упоров с балками пола, фиксируя секцию в стапельной плите, а совмещение установочных базовых отверстий в ободьях шпангоутов и стыковочных пластинах ведут регулировкой длины раздвижных штанг и осевым перемещением домкратов стоек-упоров, которые затем после фиксации шпангоутов стыковочными накладками и соединения панелей демонтируют.
Точное совмещение секций по линии стыка обеспечивают регулировкой длины технологических штанг и высоты упоров. Приведенная совокупность существенных признаков обеспечивает достижение технического результата, так как фиксация на одной стапельной плите верхней и нижней секции, а также их фиксация друг относительно друга сначала с помощью регулируемых технологических штанг и упоров, и затем с помощью стыковочных штанг за УБО, имеющие неизменные координаты на всех этапах сборки, обеспечивает точное совмещение и соединение шпангоутов накладками по линии стыка без предварительной сборки. В результате отпадает необходимость в стапелях для предварительной сборки шпангоутов и, следовательно, потребных для их размещения площадях, исключается операция предварительной сборки шпангоутов, чем сокращается цикл сборки агрегатов.
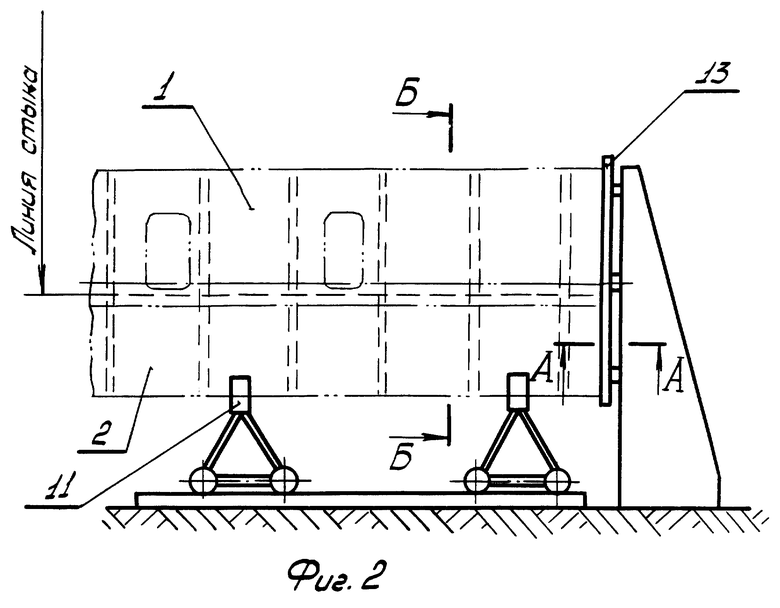
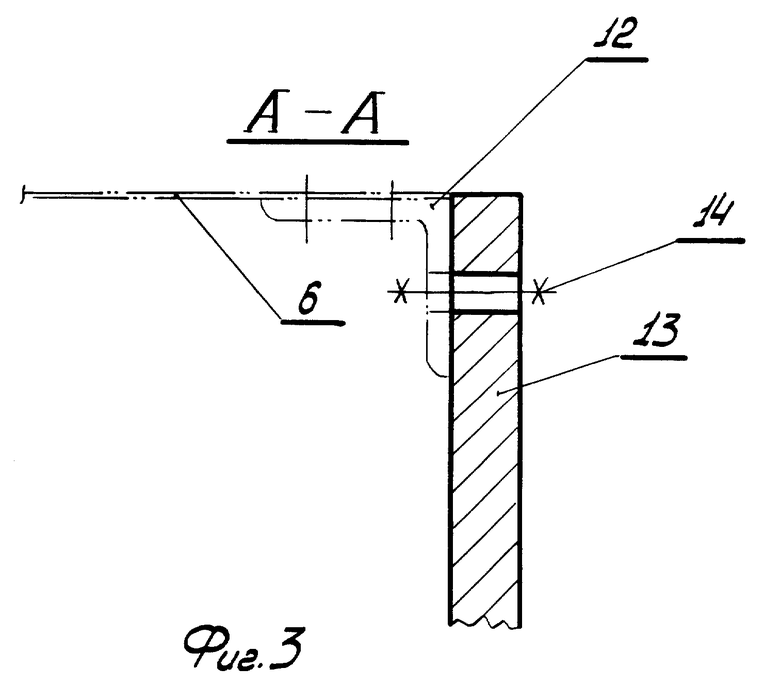
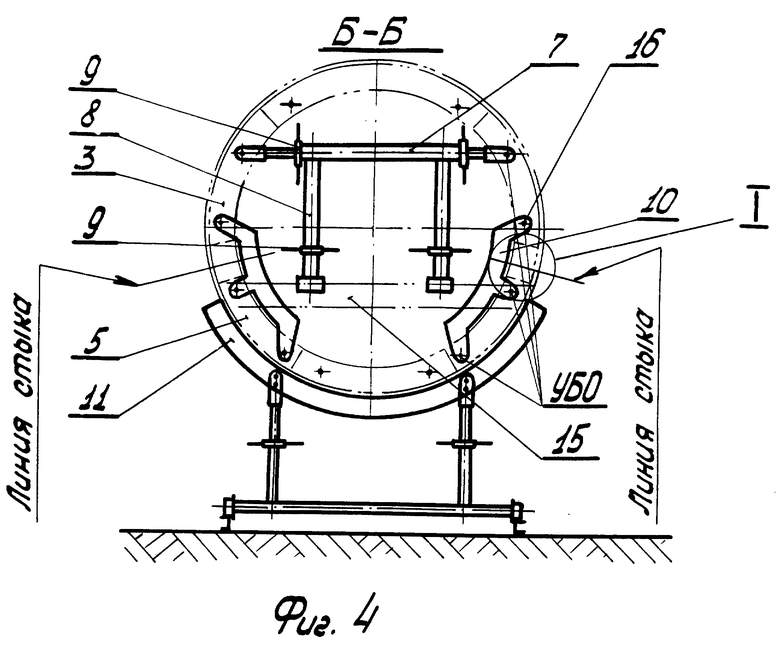
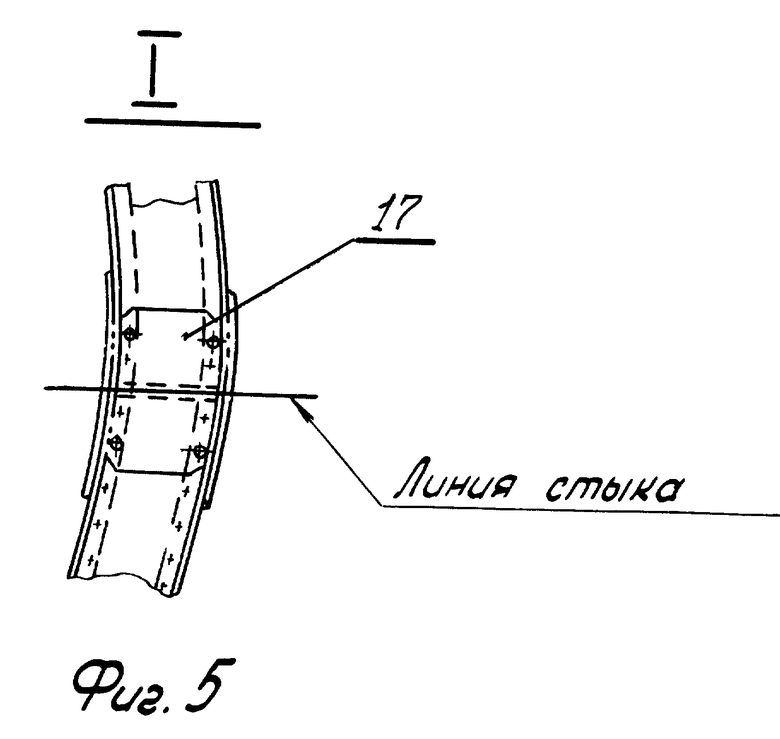
На фиг. 1 изображены секции агрегата в изометрии; на фиг. 2 - общий вид агрегата в стапеле; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - узел 1 на фиг. 4.
Способ сборки объемных агрегатов летательных аппаратов осуществляют следующим образом:
На первом этапе (см. фиг. 1) производят параллельную сборку верхней 1 и нижней 2 секций агрегата, соединяя верхние 3 секции шпангоутов с панелями обшивки 4, нижние 5 секции шпангоутов с панелями обшивки 6. Каждую секцию собирают в отдельном приспособлении (не показаны). Затем внутри верхней секции 1 на УБО в ободьях секций 3 шпангоутов устанавливают раздвижные (технологические) штанги 7 с сориентированными вниз стойками-упорами 8 и винтовыми домкратами 9 (см. фиг. 4). Количество комплектов раздвижных (технологических) штанг 7 со стойками-упорами 8 и домкратами 9 зависит от жесткости верхней секции 1 (обычно не менее двух). Одновременно внутри нижней секции 2 (см. фиг. 4) за два УБО ободьев секций 5 шпангоутов крепят стыковочные пластины 10 (попарно на каждый шпангоут 5).
На втором этапе (см. фиг. 2) производят общую сборку агрегата. В стапель для общей сборки устанавливают нижнюю 2 секцию агрегата, укладывая ее на регулируемые ложементы 11 и фиксируя за УБО замыкающего шпангоута 12 в стапельной плите 13 посредством штырей-фиксаторов 14 (см. фиг. 3). Затем устанавливают в стапель верхнюю 1 секцию, фиксируя ее в стапельной плите 13 с помощью фиксаторов 14 после соприкосновения всех стоек-упоров 8 с балками пола 15 (см. фиг. 1 и 4).
Далее совмещают отверстия 16 в стыковочных пластинах 10 с УБО в ободьях верхних 3 секций шпангоутов посредством регулировки длины раздвижных технологических штанг 7 и стоек-упоров 8 с помощью домкратов 9 и фиксируют их друг относительно друга при помощи штырей-фиксаторов 14. Производят установку стыковочных накладок 17 (см. фиг. 5) по линии стыка секций 3 и 5 шпангоутов и штатного крепежа по линии стыка панелей обшивки 4 и 6.
После этого демонтируют раздвижные технологические штанги 7 и стыковочные пластины 10, удаляют штыри-фиксаторы 14 из стапельной плиты 13 и вынимают готовый агрегат из стапеля.
Изобретение относится к области производства летательных аппаратов и может быть использовано в других отраслях машиностроения, производящих сложные объемные агрегаты. Технический результат использования изобретения - сокращение цикла сборки объемных агрегатов за счет исключения операции предварительной сборки-разборки шпангоутов. Способ сборки объемных агрегатов летательных аппаратов заключается в сборке секций агрегата в разных приспособлениях соединением панели обшивки соответственно с верхней и нижней секциями шпангоутов. Общую сборку агрегата выполняют путем стыковки верхней и нижней секции шпангоутов по линии стыка с помощью стыковочных штанг, закрепляемых попарно в установочных базовых отверстиях ободьев нижней и верхней секций шпангоутов. Затем устанавливают стыковочные накладки по линии стыка секций шпангоутов и штатный крепеж по линии стыка панелей обшивки. 5 ил.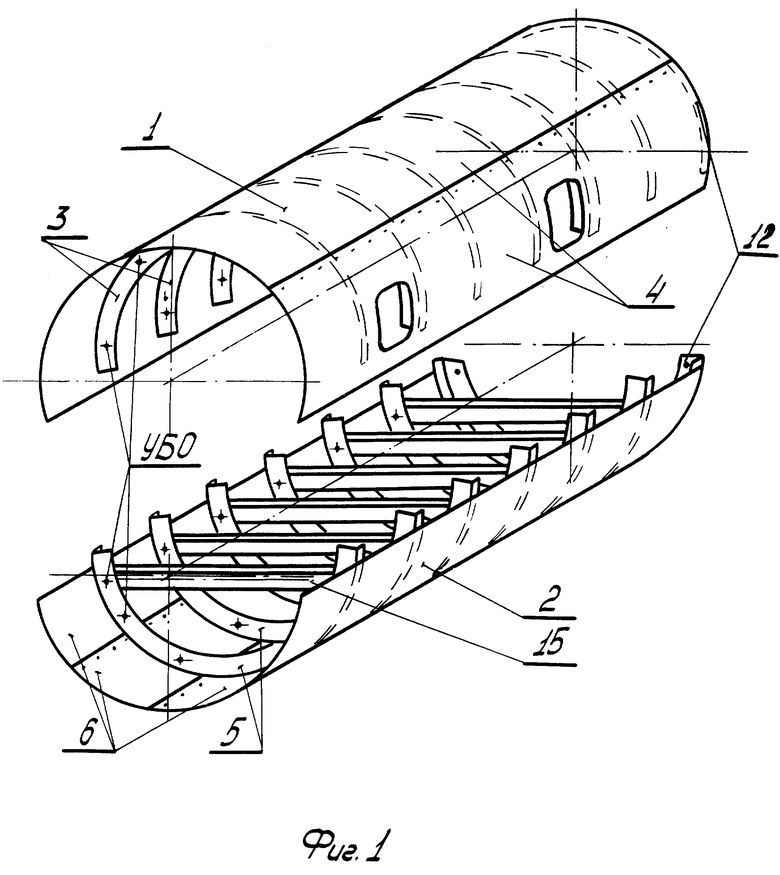
Способ сборки объемных агрегатов летательных аппаратов, заключающийся в сборке верхних и нижних секций из частей шпангоутов и панелей, установке и фиксации нижней секции на ложементах и в стапельной плите, установке в стапель верхней секции, стыковке шпангоутов и панелей обеих секций путем совмещения установочных базовых отверстий в ободах шпангоутов и стыковочных пластинах, их фиксации стыковочными накладками и соединении панелей по продольным стыкам, отличающийся тем, что перед установкой в стапель на шпангоуты внутри верхней секции монтируют по хорде сечения раздвижные штанги, снабженные сориентированными вниз стойками-упорами с домкратами, затем к шпангоутам нижней секции на установочные базовые отверстия крепят стыковочные пластины, после чего верхнюю секцию устанавливают в стапель, обеспечивая совпадение плоскостей ее шпангоутов с соответствующими плоскостями стыковочных пластин и соприкосновение всех стоек-упоров с балками пола, фиксируют верхнюю секцию в стапельной плите, а совмещение установочных базовых отверстий в ободах шпангоутов и стыковочных пластинах ведут регулировкой длины раздвижных штанг и осевым перемещением домкратов стоек-упоров, которые затем, после фиксации шпангоутов стыковочными накладками и соединения панелей, демонтируют.
| SU, 1777302, A1, B 64 F 5/00, 10.04.96 | |||
| SU, 1607301, A1, B 64 F 5/00, 20.08.95 | |||
| SU, 1655071 A1, B 64 F 5/00, 20.10.95 | |||
| SU 1824828 A1, B 64 F 5/00, 10.06.96. |

