Область техники, к которой относится изобретение
Изобретение относится к способу изготовления, по меньшей мере, одной группы удлиненных панелей для имитации длинной половой доски, причем группа включает, по меньшей мере, две оконечные напольные панели, каждая из которых имеет одну первую короткую поперечную кромку и одну вторую короткую поперечную кромку, а также две продольные кромки и которые стыкуются соответственно первой короткой поперечной кромкой друг с другом или соответственно первой короткой поперечной кромкой с короткой поперечной кромкой, по меньшей мере, одной продольной промежуточной панели и образуют удлиненную напольную доску с непрерывным декором, в частности декором под дерево, на поперечном стыке кромок, причем панели на декорированной стороне имеют скошенные продольные кромки, а вторая короткая поперечная кромка соответствующей напольной оконечной панели на декорированной стороне выполнена как скошенная поперечная кромка. Группа панелей согласно изобретению предусмотрена для изготовления настенных, потолочных и напольных покрытий, преимущественно ламинатных полов.
Уровень техники
Для нанесения на бумажную ленту или на другую крупноформатную основу, например на крупноформатную плиту, подлежащую покрытию, декора, в частности декора под дерево, как правило, применяется косвенная глубокая печать. Исполнение декоров таким способом ограничивается в определенных границах применяемыми печатными цилиндрами. Окружность печатного цилиндра составляет, как правило, примерно 1300 мм, а его длина примерно 2000 мм. Посредством такого печатного цилиндра за один оборот можно нанести печать, например, на 10 панелей или изготовить декорированную панель шириной около 200 мм и длиной около 1300 мм. Так называемый полуформат имеет, как правило, с припусками на обработку длину 2800 мм и ширину 2070 мм. На него накладывается лист декоративной бумаги, на который печать наносится за два оборота печатного цилиндра. Из полуформата при таком выборе соотношения размеров можно получить, таким образом, 20 панелей. Известный из производства плит на основе древесных материалов стандартный размер плит имеет формат 2070 мм×5610 мм. Поруформатом обозначают ополовиненную по длине плиту.
Декоративный рисунок наносится, как правило, посредством печатного валика или сначала на декоративную бумагу или непосредственно на плиту подлежащую покрытию. Таки образом декор повторяется в зависимости от окружности печатного цилиндра. Длина панелей соответствует этой длине. Однако бывает необходимо, особенно при декоре под дерево, оптически имитировать вид удлиненной доски. Для достижения этого применяют т.н. декоры с нахлестом. Это такие декоры, когда декор в конце каждой доски переходит в декор в начале каждой доски. При стыковке таких досок на концах, т.е. на коротких поперечных кромках, без швов не образуется разрывов в декоре, за счет чего возникает оптическая видимость доски, идущей на всю длину ряда. Эта видимость может быть дополнительно усилена, если продольные кромки досок скошены, так как это усиливает оптическую видимость необычной длины доски.
Для возможно лучшего достижения видимости удлиненной доски, как, например, в привычных образцах из натурального дерева в т.н. «палубных полах» или «полах загородного дома», желательно воспроизводить доски с длиной от 2 м до 5 м.
Раскрытие изобретения
Задачей изобретения является создания способа изготовления группы панелей для лучшей имитации удлиненной напольной доски и группы панелей.
Эта задача решается способом с признаками по пункту 1 формулы изобретения или группой панелей по пункту 19 формулы изобретения.
Указанный выше способ согласно изобретению характеризуется следующими этапами:
- заготовка крупноформатной, в частности, прямоугольной плиты, имеющей на верхней стороне, по меньшей мере, группу удлиненных панельных декоров, причем каждый панельный декор имеет направление декора и проходит параллельно одной из кромок плиты, а каждая группа панельных декоров имеет в первой крайней области, перпендикулярной направлению панельного декора, вдоль одной из кромок плиты один первый отрезок панельного декора, который для создания непрерывного декора, в частности декора под дерево, сочетается со вторым отрезком панельного декора в той же первой крайней области и/или в противоположной крайней области этой группы панельного декора, находящимся напротив первого отрезка панельного декора перпендикулярно направлению смещенного панельного декора;
- разделение крупноформатных плит на отдельные, имеющие каждая один из панельных декоров, панели;
- профилирование продольных и поперечных кромок соответствующих панелей и
- изготовление наклонных поверхностей путем скашивания продольных кромок на декорированной стороне готовой панели и второй поперечной кромки, не предназначенной для создания непрерывного декора.
Посредством способа согласно изобретению изготовляют группу панелей, которые наличием расположенных напротив стыка поперечных кромок скошенных поперечных кромок улучшают видимость удлиненной доски.
Преимущественный вариант выполнения изобретения заключается в том, что соответствующая группа панельных декоров в первой крайней области, перпендикулярной направлению панельного декора, имеет третий отрезок панельного декора, который не сочетается с четвертым отрезком панельного декора в противоположной крайней области этой группы панельного декора, находящимся напротив третьего отрезка панельного декора перпендикулярно направлению смещенного панельного декора, причем в этих несочетающихся отрезках панельного декора изготовляется соответствующая скошенная поперечная кромка на декорированной стороне. Это создает на скошенной кромке соответствующей панели эффект прерывания декора, что дополнительно усиливает впечатление естественной или заданной длины удлиненной доски.
При этом соответствующая группа панельных декоров может быть посредством обрезки и/или припусков на обработку отделена от кромок плиты.
В следующем предпочтительном варианте выполнения изобретения предусмотрено, что скошенные поверхности изготовляются на крупноформатных плитах перед их разделением, в частности, методом штамповки. Технологически это дает преимущество, особенно если скошенные поверхности выштамповываются в плитах в процессе их прессовки с декоративной бумагой.
В альтернативном варианте выполнения изобретения, являющемся преимущественным, в частности в случае подлежащих покрытию плит с непосредственно напечатанным декором, скошенные поверхности изготовляются только после разделения крупноформатных плит. В этой связи также предлагается изготавливать скошенные поверхности в процессе профилирования продольных и поперечных кромок соответствующей панели. При этом, по меньшей мере, продольные кромки панели снабжаются профилем с механическим замыканием. Комбинация профилирования кромок панели путем скашивания продольных кромок, а также коротких кромок панели, не предназначенных для создания эффекта непрерывного декора, обеспечивает особо эффективное изготовление панелей согласно изобретению.
Для максимально приближенной к естественной имитации удлиненной доски из натуральной древесины в следующем преимущественном варианте выполнения изобретения предусмотрено, что на скошенные поверхности наносится декор, соответственно продолжающий декор на верхней стороне панели.
С другой стороны эффект удлиненной доски согласно изобретению может быть лучше имитирован путем нанесения на скошенные поверхности слоя краски, контрастирующей с декором на верхней стороне панели.
Следующий преимущественный вариант выполнения изобретения состоит в том, что вторая поперечная кромка панели, не предназначенная для создания эффекта непрерывного декора, помечается нанесением маркировки на плиту, маркировка определяется оптическим считывающим устройством, и изготовление скошенной поверхности на второй поперечной кромке регулируется автоматически в зависимости от обнаружения маркировки считывающим устройством. При этом маркировка наносится преимущественно вне декора, в частности, на противоположной декорированной, тыльной стороне плиты или панели.
Следующий преимущественный вариант выполнения изобретения относительно изготовления скошенных поверхностей на соответствующих кромках панели отличается тем, что вторая поперечная кромка панели, не предназначенная для создания эффекта непрерывного декора, определяется регистрацией панельного декора оптическим считывающим устройством, например камерой, и сравнением зарегистрированного панельного декора с, по меньшей мере, одним каталожным панельным декором, причем изготовление скошенной поверхности на второй поперечной кромке производится автоматически в зависимости от этого сравнения.
Последующие предпочтительные и преимущественные варианты выполнения способа согласно изобретению указаны в зависимых пунктах формулы.
Краткое описание чертежей
Ниже изобретение детально объясняется на примере нескольких вариантов выполнения, изображенных на чертежах в схематическом виде.
Фиг.1 - горизонтальная проекция прямоугольной подлежащей нанесению плиты, имеющей четыре панельных декора, проходящих в одном главном направлении параллельно одной из кромок плиты.
Фиг.2 - горизонтальная проекция следующей прямоугольной подлежащей нанесению плиты, имеющей согласно второму варианту выполнения изобретения шесть панельных декоров, проходящих в одном главном направлении параллельно одной из кромок плиты.
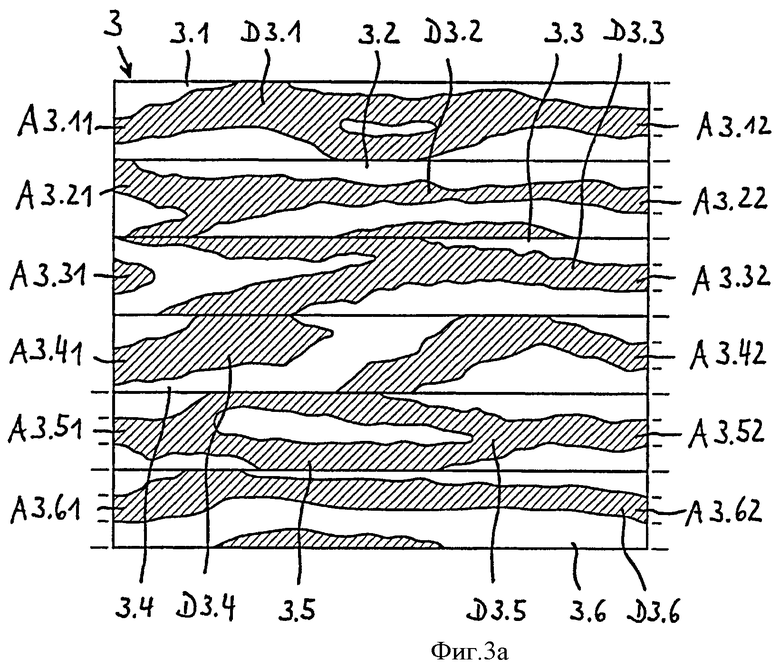
Фиг.3а - горизонтальная проекция третьей прямоугольной подлежащей нанесению плиты, имеющей согласно третьему варианту выполнения изобретения также шесть панельных декоров, проходящих в одном главном направлении параллельно одной из кромок плиты.
Фиг.3б - горизонтальная проекция четвертой прямоугольной подлежащей нанесению плиты, имеющей согласно четвертому варианту выполнения изобретения также шесть панельных декоров, проходящих в одном направлении параллельно одной из кромок плиты.
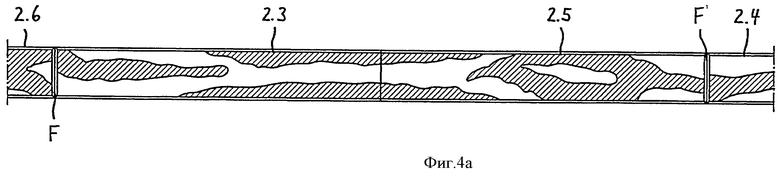
Фиг.4а - горизонтальная проекция удлиненной доски, состоящей из двух панелей согласно изобретению.
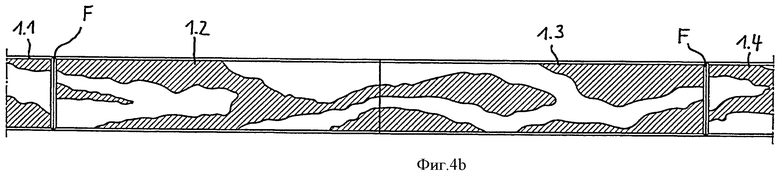
Фиг.4б - горизонтальная проекция следующей удлиненной доски, состоящей из двух панелей согласно изобретению.
Фиг.5 - горизонтальная проекция удлиненной доски, состоящей из трех панелей согласно изобретению и
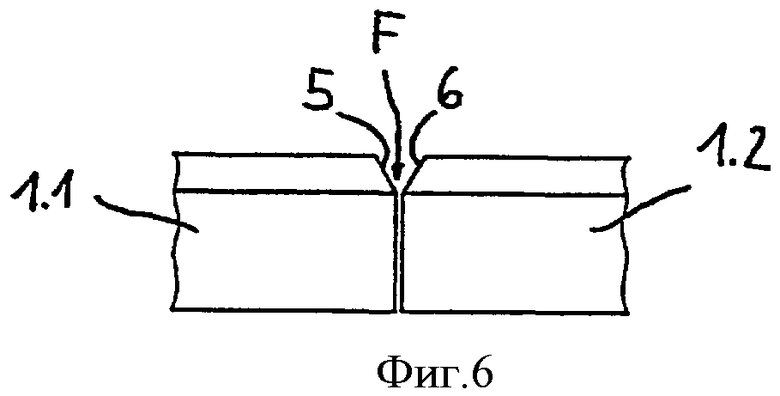
Фиг.6 - боковая проекция стыка поперечных кромок двух сопряженных панелей со скошенными кромками, образующих друг с другом V-образный шов.
Осуществление изобретения
Изображенные на чертежах плиты 1, 2, 3, 4 или полученные путем их разделения панели 1.1, 1.2, 1.3 и 1.4, 4.5 и 4.6 состоят из подлежащей нанесению плиты, являющейся преимущественно плитой на основе древесных материалов, массивной плитой, плитой их композитных материалов или из комбинации таких материалов.
Крупноформатная подлежащая нанесению плита 1, 2, 3 или 4 имеет на верхней стороне несколько панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 или Д2.1, Д2.2, Д2.3, Д2.4, Д2.5 и Д2.6 или Д3.1, Д3.2, Д3.3, Д3.4, Д3.5 и Д3.6 или Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 и Д4.6 с одним общим направлением декора параллельно одной из кромок плиты.
Плита 1, 2, 3 или 4 имеет преимущественно на верхней стороне, по меньшей мере, две одинаковых группы удлиненных панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 или Д2.1, Д2.2, Д2.3, Д2.4, Д2.5 и Д2.6 или Д3.1, Д3.2, Д3.3, Д3.4, Д3.5 и Д3.6 или Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 и Д4.6, что в целях упрощения не изображено.
В случае панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 или Д2.1, Д2.2, Д2.3, Д2.4, Д2.5 и Д2.6 или Д3.1, Д3.2, Д3.3, Д3.4, Д3.5 и Д3.6 или Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 и Д4.6 речь идет о, например, декорах под дерево (декоров под дерево напольной доски). Декоры Д1.1, Д1.2, Д1.3 и Д1.4 или Д2.1, Д2.2, Д2.3, Д2.4, Д2.5 и Д2.6 или Д3.1, Д3.2, Д3.3 Д3.4, Д3.5 и Д3.6 или Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 и Д4.6 нанесены на подлежащую нанесению плиту 1, 2,3 или 4 методом наслаивания. Наслаивание осуществляется путем наслаивания пленки, ламината или лака. Ламинат может быть при этом спрессован непосредственно с подлежащей нанесению плитой 1, 2, 3 или 4 непрерывно или т.н. короткотактным способом или может состоять из многослойного материала, наносимого отдельным процессом прессования на плиту 1, 2, 3 или 4. Декор из лака в противоположность этому наносится непосредственно на плиту 1, 2, 3 или 4 и затем запечатывается слоем прозрачного лака или слоем искусственной смолы, преимущественно меламиноформальдегидной смолы, который спрессовывается с декорированной плитой. Тыльная сторона плиты 1, 2, 3 или 4 при необходимости закрепляется тяговым усилием.
Крупноформатная плита 1, 2, 3 или 4 разделяется посредством режущего устройства, например пилы или лазерной режущей установки на панели 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2,.4.3, 4.4, 4.5 и 4.6, имеющие соответственно панельные декоры Д1.1, Д1.2, Д1.3 и Д1.4 или Д2.1, Д2.2, Д2.3, Д2.4, Д2.5 и Д2.6 или Д3.1, Д3.2, ДЗ.З, Д3.4, Д3.5 и Д3.6 или Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 и Д4.6. Из группы удлиненных панелей 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2, 4.3, 4.4, 4.5 и 4.6 образуется путем соответствующей компоновки удлиненная доска определенной длины (см. Фиг.4а, 4б и 5).
Для имитации доски с длиной от около 2 м до 5 м соединяются две, три или четыре панели 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2, 4.3, 4.4, 4.5 и 4.6 с перекрывающим декором по их (первым) коротким кромкам (поперечным кромкам). «Начало» первой панели и «конец» последней панели, т.е. второй, третьей или четвертой имеют скошенные кромки так же, как и соответствующая последующая панель следующей группы, так что между группами образуется V-образный в поперечном сечении шов F.
На Фиг.6 в боковой проекции изображены конечные отрезки двух сопряженных короткими кромками (поперечными кромками) панелей 1.1, 1.2. Кромки панелей 1.1, 1.2 скошены на декорированной стороне. Скошенные поверхности 5, 6 вместе образуют V-образный шов F.
Скашивание кромок происходит преимущественно в процессе фрезеровки профиля кромок. Таким образом, на образующихся скошенных поверхностях обнажается подлежащая нанесению плита 1, 2, 3 или 4. Обнаженная скошенная поверхность защищается путем соответствующей обработки, например нанесением слоя, печати (в частности, путем термопереносной печати), бесстружечным сглаживанием, термической обработкой (лазером или термосглаживанием).
На ламинированные плиты 1, 2, 3 или 4 скосы (скошенные поверхности) наносятся преимущественно уже в процессе прессования пропитанной декоративной бумаги с плитой.
Группа из двух панелей состоит из двух оконечных напольных панелей - см. Фиг.4а и 4б. Левая оконечная панель 2.3 или 1.2 имеет по левой кромке скос и не имеет перекрывающего декора. На правой панели 2.5 или 1.3 скос и неперекрывающий декор, т.е. декор, не совпадающий с декором следующей панели 2.4 или 1.4 для имитации непрерывного рисунка, расположены наоборот.
Группа из более чем двух панелей состоит из двух оконечных напольных панелей (краевых панелей) 2.3, 2.4, 2.5, 2.6 или 3.1, 3.2, 3.3, 3.4 и одной или двух промежуточных панелей (серединных панелей) 2.1, 2.2 или 3.5, 3.6, причем промежуточной панелью согласно настоящему изобретению называется панель, имеющая на обеих коротких кромках (поперечных кромках) перекрывающий декор, но не имеющая скошенных поверхностей. - см. Фиг.5.
Согласно в.н. соотношениям размеров на полуформате, как правило, умещается двойная окружность печатного цилиндра. Соответственно реальный конец последующей панели 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2,.4.3, 4.4, 4.5 и 4.6 находится не на противоположной кромке полуформата, а, по сути, в центре полуформата, что после разделения крупноформатной плиты 1, 2, 3 или 4 на отдельные панели приводит к одинаковому результату. В целях упрощения это обстоятельство далее не учитывается.
При необходимости изготовить группы из двух панелей заготавливается, например, один полуформат или одна подлежащая нанесению плита 1, которая имеет на верхней стороне прямое количество или, по меньшей мере, одну группу удлиненных панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 с одним общим главным направлением декора, причем главное направление декора проходит, по сути, параллельно одной из кромок плиты. Кроме этого плита 1 или группа (соответствующая) панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 имеет вдоль одной из кромок плиты в первой крайней области, перпендикулярной направлению панельного декора, несколько (первый) отрезков панельных декоров А1.11, А1.31, совпадающих для создания непрерывного декора с соответствующим числом (вторым) отрезков панельных декоров А1.22, А1.42, находящихся в противоположной крайней области этой группы (или в центре полуформата) панельных декоров Д1.2, Д1.4, смещенных перпендикулярно направлению декора. Кроме этого плита 1 или группа (соответствующая) панельных декоров Д1.1, Д1.2, Д1.3 и Д1.4 имеет в первой крайней области, перпендикулярной направлению панельного декора, несколько отрезков панельных декоров А1.21, А1.41, не совпадающих для создания непрерывного декора с соответствующим числом отрезков панельных декоров А1.12, А1.32, находящихся в противоположной крайней области этой группы (или в центре полуформата) панельных декоров Д1.1, Д1.3, смещенных перпендикулярно направлению декора. На Фиг.1 изображено, как количество совпадающих отрезков панельных декоров А1.11, А1.22, А1.31, А1.42 равно количеству несовпадающих отрезков панельных декоров А1.21, А1.12, А1.41, А1.32 (ср. Фиг.4б).
При необходимости изготовить группы из трех панелей для имитации удлиненных досок заготавливается, например, один полуформат или одна подлежащая нанесению плита 3, которая имеет на верхней стороне прямое количество панельных декоров Д3.1, Д3.2, Д3.3, Д1.4, Д3.5 и Д3.6 с одним общим главным направлением декора, причем главное направление декора проходит, по сути, параллельно одной из кромок плиты. Соответствующая группа панелей для имитации удлиненной доски определенной длины включает в этом случае две оконечные панели 3.1, 3.2, 3.3 или 3.4 и одну промежуточную панель 3.5 или 3.6, причем оконечные панели короткой (первой) кромкой примыкает к коротким кромкам промежуточной панели 3.5 или 3.6 промежуточной панели 3,5 или 3.6 и образуют удлиненную доску, имеющую непрерывный декор под дерево на стыке поперечных кромок.
На Фиг.2 изображена подходящая для изготовления группы из трех панелей для имитации удлиненной доски плита 2. Плита 2 имеет на левом конце или в левой крайней области четыре отрезка панельных декоров A2.ll, А2.21, А2.51 и А2.61, совпадающих в противоположной крайней области плиты для создания непрерывного декора с соответствующим числом отрезков панельных декоров А2.12, А2.22, А2.32 и А2.42 декоров Д.2.1, Д2.2, Д2.3 или Д2.4. Кроме этого плита 2 имеет в левой крайней области два отрезка панельных декоров А2.31 и А2.41, не совпадающих с соответствующим числом отрезков панельных декоров А2.52 и А2.62, находящихся в противоположной крайней области плиты 2 панельных декоров Д2.5 или Д2.6, смещенных перпендикулярно направлению декора. Количество совпадающих отрезков панельных декоров A2.ll, А2.21, А2.51, А2.61, А2.12, А2.22, А2.32 и А2.42 в этом случае больше, а именно в два раза больше количества несовпадающих отрезков панельных декоров А2.31, А2.41, А2.52 и А2.62.
Другими словами, в изображенном на Фиг.2 варианте верхняя треть или область двух верхних панелей 2.1, 2.2 левой кромки полуформата имеет совпадающий декор, центральная треть или две следующих панели 2.3, 2.4 на левой кромке не имеют совпадающий декор, а нижняя треть или две нижних панели 2.5, 2.6 на левой кромке опять имеют совпадающий декор. Половина левой крайней области с совпадающим декором, а именно верхняя треть, находится против крайней области (отрезка кромки), имеющей также совпадающий декор, а вторая половина левой крайней области с совпадающим декором, а именно нижняя треть, находится против крайней области (отрезка кромки) без совпадающего декора.
При необходимости изготовления группы из четырех панелей для имитации удлиненной доски действуют соответствующим образом. В этом случае группа состоит из двух оконечных панелей (крайних панелей) и двух промежуточных панелей (серединных панелей). Соответственно на каждом полуформате или подлежащей нанесению плите изготавливается четверть панелей как правые крайние панели, четверть панелей как левые крайние панели, а половина панелей как промежуточные панели.
Посредством указанных выше вариантов выполнения полуформатов для групп из трех и четырех панелей можно изготавливать и удлиненные доски определенной различной длины, а именно, если необходимо изготовить удлиненную доску, например, из двух панелей 3.1 и 3.2 или из четырех панелей 3.3, 3.4, 3.5 и 2.6, или же, если необходимо изготовить удлиненную доску определенной длины из, например, трех панелей 3.1, 3.5 и 3.2 или же из пяти панелей 3.3, 3.5, 3.6, 3.5 и 3.4. Рамки изобретения предусматривают также изготовление крупноформатной подлежащей нанесению плиты или полуформата таким образом, что при укладке более большого числа полученных из них панелей на большой площади неизбежно получаются удлиненные доски определенной различной длины. Такой полуформат мог бы, например, иметь по три левых и правых оконечных панели и четыре промежуточных панели. Из этого можно образовать две группы из трех панелей и одну группу из четырех панелей. В любом случае при укладке таких панелей небольшой площади неизбежно возникает необходимость изготовления удлиненных досок определенной различной длины.
Другая возможность изготовления правых и левых оконечных панелей заключается в том, чтобы предусмотреть по краю полуформата, перпендикулярному главному направлению декора, отрезки панельных декоров A3.11, A3.21, А3.31, A3.41, которые соответственно не совпадают ни с одним из отрезков панельных декоров A3.12, A3.22, А3.32, А3.42, А3.52, А3.62 на противоположном краю полуформата. Полученные из выполненного таким образом полуформата панели 3.1, 3.2, 3.3, 3.4 с отрезками панельных декоров A3.11, A3.21, А3.31, A3.41, не совпадающие ни с одним из отрезков декоров A3.12, А3.22, А3.32, А3.42, А3.52, А3.62 на противоположном краю полуформата, перед обработкой кромок поворачиваются каждая на 180°, что обеспечивает получение правых и левых оконечных (крайних) панелей. Условием для этого, однако, является то, что отрезки декоров, которые должны совпадать друг с другом, совпадают, если повернуть их на 180° (Фиг.3а и Фиг.5). Изображенные на этих фигурах панели имеют по правой кромке по одному симметричному боковому декору, соотнесенному с их продольной центральной осью.
На Фиг.3б изображена подлежащая нанесению плита 4 с панельными декорами или полуформат, из которой/которого можно изготовить группы из двух панелей (например: 4.1, 4.2 и 4.3, 4.4 и 4.5, 4.6) для создания из них определенной удлиненной доски. В этом варианте выполнения предусмотрен изображенный слева декоративный рант для образования панелей, которые необходимо снабдить скосами. Из противоположного края изготавливаются короткие кромки панелей с соответственно совпадающим декором. Для этого предусмотрено, что половина панелей с поворотом на 180° совпадает своими боковыми отрезками декоров с боковыми отрезками декоров второй половины панелей. Перед профилированием этих панелей 4.1, 4.2, 4.3, 4.4, 4.5 и 4.6 каждая вторая (или каждая соответствующая) панель поворачивается на 180°.
В изображенном на Фиг.36 варианте выполнения совпадающие друг с другом отрезки панельных декоров А4.12, А4.22, А4.32, А4.42, А4.52, А4.62 соответствующей группы панельных декоров Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6 расположены в той же первой крайней области этой группы. Совпадающие отрезки панельных декоров А4.12, А4.22, А4.32, А4.42, А4.52, А4.62 выполнены асимметрично относительно продольной центральной оси соответствующего панельного декора Д4.1, Д4.2, Д4.3, Д4.4, Д4.5 или Д4.6.
Если скосы кромок изготовляются до выполнения кромочного профиля с механическим замыканием, то все скосы изготовляются на одном и том же фрезеровочном станке. В заключении соответствующие панели поворачиваются на 180° и профилируются по кромкам. Конечно, и при полуформате согласно Фиг.3б можно предусмотреть определенную часть промежуточных досок, на которые затем наносится двусторонний совпадающий декор.
В определенных случаях, например при определенном декоре, необходимый оптический эффект определенной удлиненной доски может быть достигнут изготовлением панелей, у которых все отрезки панельных декоров коротких кромок совпадают друг с другом, причем созданные удлиненные доски отличаются друг от друга только скосами поперечных кромок, не предназначенных для создания эффекта непрерывного декора. Для этого используются полуформаты с декором, соответствующим декору для изготовления обычных удлиненных досок, а именно, когда каждый отрезок кромки, перпендикулярной направлению декора, совпадает со всеми другими отрезками этих отрезков декоров. Для изготовления досок, не имитирующих длину всего ряда, предусмотрено, что отдельные доски на коротких кромках (поперечных кромках) имеют скосы, причем обращается внимание на то, чтобы изготавливалось одинаковое количество правых и левых крайних панелей. Преимущество этого варианта выполнения состоит в том, что он может применяться для декоров, для печати декоров.
Если скосы не выштамповываются уже при спрессовывании плит 1, 2, 3 или 4 с наносимым покрытием, то они изготавливаются в отдельном технологическом процессе. Это происходит, как правило, путем обработки со съемом стружки на фрезеровочных или протяжных станках. Альтернативно для этого можно применять бесстружечный способ, например обработку лазерным лучом. Преимуществом является, если процесс обработки для выполнения скосов включен в процесс выполнения профилей кромок. Однако можно предусмотреть и отделенный по времени и/или месту технологический процесс. Нанесение покрытия на скошенные поверхности может производиться непосредственно после их выполнения.
Предпочтительно при этом на скошенные поверхности наносится декор. Этот нанесенный на скошенные поверхности декор может быть продолжением панельного декора верхней стороны панели.
Альтернативно скошенные поверхности могут покрываться слоем краски, тон которой контрастирует с поверхностью панели. Этим можно усилить выделение границ панелей, где это необходимо. Оптический эффект определенной удлиненной доски может быть этим дополнительно усилен.
Для выполнения скосов на коротких кромках панелей 1.1, 1.2, 1.3 и 1.4 или 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3 и 3.4 или 4.1, 4.2, 4.3, 4.4, 4.5 и 4.6 там, где это необходимо, предусмотренный для этого рабочий инструмент подводится к кромке панели или соответствующая панель размещается на рабочем инструменте. Возможна также комбинация этих способов.
Промышленное изготовление согласно изобретению панелей 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2,.4.3, 4.4, 4.5 и 4.6 осуществляется преимущественно с очень короткой продолжительностью циклов. Это обеспечивает возможность изготовления панелей с размерами около 200 мм х 1200 мм со скоростью примерно 250 штук в минуту.
Преимуществом является автоматическое определение коротких кромок панелей, на которых необходимо выполнить скошенный кант. Это реализуется преимущественно посредством, по меньшей мере, оптического считывающего устройства, определяющего, необходимо или нет выполнить на короткой кромке панели скос. Это происходит, например, путем нанесения на декор относительно соответствующей кромки определенной маркировки. При считывании этой маркировки считывающим устройством происходит (или не происходит) обработка кромки. При необходимости инструмент для выполнения скоса ставится в рабочее положение. Оптическое считывающее устройство может также определить наличие на кромке совпадающего декора и затем отрегулировать обработку кромки. Также возможно нанесение маркировки на нижнюю сторону панелей 1.1, 1.2, 1.3 и 1.4 или 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6 или 3.1, 3.2, 3.3, 3.4, 3.5 и 3.6 или 4.1, 4.2,.4.3, 4.4, 4.5 и 4.6, которая используется для дальнейшего управления соответствующими рабочими процессами.
При наличии большого числа обрабатываемых идентичных полуформатов станет возможной настройка инструментов для выполнения скосов кромок в зависимости от последовательности панелей. Так, например, при последовательности полуформатов согласно Фиг.1 скошенная кромка выполняется всегда на каждой второй панели, причем противоположная сторона обрабатывается также на каждой второй панели, но только если другой кант не подлежит обработке. Если полуформаты обрабатываются согласно Фиг.2, после четырех обрабатываемых кромок следуют две не подлежащие обработке кромки. Другая сторона обрабатывается со сдвигом на два цикла.
Выполнение изобретения не ограничивается декорами, изготавливаемыми на машине с печатными валами. Для изготовления панелей с удобной для пользования длиной, как правило, примерно 1200 мм преимущественным будет и при применении других печатных технологий, например цифровой печати, при которой декоры можно изготавливать с более или менее любой длиной, изготовление групп панелей, состоящих из правых и левых крайних панелей 1.1, 1.2, 1.3 и 1.4 или 2.3, 2.4, 2.5 и промежуточных панелей (серединных панелей) 2.1, 2.2 или 3.5, 3.6.




Изобретение относится к способу изготовления, по меньшей мере, одной группы удлиненных панелей для имитации длинной половой доски. Способ изготовления, по меньшей мере, одной группы удлиненных панелей для имитации длинной половой доски, включающий следующий этапы: заготовку крупноформатной, в частности, прямоугольной плиты (1, 2, 3, 4), имеющей на верхней стороне, по меньшей мере, группу удлиненных панельных декоров (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6), причем каждый панельный декор имеет направление декора и проходит параллельно одной из кромок плиты, а каждая группа панельных декоров имеет в первой крайней области, перпендикулярной направлению панельного декора, вдоль одной из кромок плиты один первый отрезок панельных декоров (A1.11, A1.31; А2.32, А2.42; A3.12, А3.22; А4.12, А4.32, А4.52), который для создания непрерывного декора, в частности декора под дерево, сочетают со вторым отрезком панельных декоров (А1.22, А1.42; А2.51, А2.61; А3.32, А3.42, А3.52, А3.62, А3.51, A3.61; А4.22, А4.62) в той же первой крайней области и/или в противоположной крайней области этой группы панельных декоров, находящейся напротив первого отрезка панельного декора перпендикулярно направлению смещенного панельного декора (Д1.2, Д1.4; Д2.5, Д2.6; Д3.3, Д3.4, Д3.5, Д3.6; Д4.2, Д4.4, Д4.6); разделение крупноформатной плиты (1, 2, 3, 4) на отдельные, имеющие каждая один из панельных декоров, панели (1.1, 1.2, 1.3, 1.4; 2.3, 2.4, 2.5, 2.6; 3.1, 3.2, 3.3, 3.4; 4.1, 4.2, 4.3, 4.4, 4.5, 4.6); профилирование продольных и поперечных кромок соответствующих панелей и изготовление наклонных поверхностей путем скашивания продольных кромок на декорированной стороне готовой панели и второй поперечной кромки, не предназначенной для создания непрерывного декора. Техническим результатом заявляемого изобретения является создание способа изготовления группы панелей для лучшей имитации удлиненной напольной доски и группы панелей. 3 н.и 17 з.п.ф-лы, 6 ил.
1. Способ изготовления, по меньшей мере, одной группы удлиненных панелей для имитации длинной половой доски, причем группа включает, по меньшей мере, две оконечные напольные панели (1.1, 1.2, 1.3, 1.4; 2.3, 2.4, 2.5, 2.6; 3.1, 3.2, 3.3, 3.4; 4.1, 4.2, 4.3, 4.4, 4.5, 4.6), каждая из которых имеет одну первую короткую поперечную кромку и одну вторую короткую поперечную кромку, а также две продольные кромки, и которые стыкуют соответственно первой короткой поперечной кромкой с короткой поперечной кромкой, по меньшей мере, одной продольной промежуточной панели (2.1, 2.2; 3.5, 3.6) и образуют удлиненную напольную доску с непрерывным декором, в частности декором под дерево, на поперечном стыке кромок, причем панели на декорированной стороне имеют скошенные продольные кромки, а вторая короткая поперечная кромка соответствующей напольной оконечной панели на декорированной стороне выполнена как скошенная поперечная кромка, включающий следующие этапы:
заготовку крупноформатной, в частности прямоугольной, плиты (1, 2, 3, 4), имеющей на верхней стороне, по меньшей мере, группу удлиненных панельных декоров (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6), причем каждый панельный декор имеет направление декора и проходит параллельно одной из кромок плиты, а каждая группа панельных декоров имеет в первой крайней области, перпендикулярной направлению панельного декора, вдоль одной из кромок плиты один первый отрезок панельных декоров (А 1.11, А 1.31; А2.32, А2.42; A3.12, A3.22; А4.12, А4.32, А4.52), который для создания непрерывного декора, в частности декора под дерево, сочетают со вторым отрезком панельных декоров (А1.22, А1.42; А2.51, А2.61; А3.32, А3.42, А3.52, А3.62, А3.51, А3.61; А4.22, А4.62) в той же первой крайней области и/или в противоположной крайней области этой группы панельных декоров, находящейся напротив первого отрезка панельного декора перпендикулярно направлению смещенного панельного декора (Д1.2, Д1.4; Д2.5, Д2.6; Д3.3, Д3.4, Д3.5, Д3.6; Д4.2, Д4.4, Д4.6);
разделение крупноформатной плиты (1, 2, 3, 4) на отдельные, имеющие каждая один из панельных декоров, панели (1.1, 1.2, 1.3, 1.4; 2.3, 2.4, 2.5, 2.6; 3.1, 3.2, 3.3, 3.4; 4.1, 4.2, 4.3, 4.4, 4.5, 4.6);
профилирование продольных и поперечных кромок соответствующих панелей и
изготовление наклонных поверхностей путем скашивания продольных кромок на декорированной стороне готовой панели и второй поперечной кромки, не предназначенной для создания непрерывного декора.
2. Способ по п.1, в котором соответствующая группа панельных декоров в первой крайней области, перпендикулярной направлению панельного декора, имеет третий отрезок панельных декоров (А1.21, А 1.12, А1.32, А1.41; А2.31, А2.41, А2.52, А2.62; А3.11, А3.21, А3.31, А3.41; А4.11, А.4.21, А4.31, А4.41, А4.51, А4.61), который не сочетается с четвертым отрезком панельных декоров в противоположной крайней области этой группы панельных декоров (А1.21, А1.12, А1.32, А1.1; А2.31, А2.41, А2.52, А2.62; А3.11, А3.21, А3.31, А3.41; А4.11, А4.21, А4.31, А4.41, А4.51, А4.61), находящимся напротив третьего отрезка панельного декора перпендикулярно направлению смещенного панельного декора, причем в этих несочетающихся отрезках панельных декоров изготовляется скошенная поперечная кромка (5, 6) на декорированной стороне.
3. Способ по п.1 или 2, в котором плита (1, 2, 3, 4) имеет на верхней стороне, по меньшей мере, две одинаковых группы удлиненных панельных декоров (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6).
4. Способ по п.1 или 2, в котором соответствующую группу панельных декоров отделяют от кромок плиты допусками на обрезку и/или обработку.
5. Способ по п.1 или 2, в котором все совпадающие друг с другом отрезки панельных декоров (А4.12, А4.22, А4.32, А4.42, А4.52, А4.62) соответствующей группы панельных декоров (Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6) располагают в той же первой крайней области этой группы.
6. Способ по п.5, в котором совпадающие друг с другом отрезки панельных декоров (А4.12, А4.22, А4.32, А4.42, А4.52, А4.62) соответствующей группы панельных декоров (Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6) выполняют асимметричными относительно продольной центральной оси соответствующего панельного декора.
7. Способ по п.1 или 2, в котором скошенные поверхности (5, 6) перед разделением крупноформатной плиты (1, 2, 3, 4) выполняют в ней, в частности, методом штамповки.
8. Способ по п.7, в котором скошенные поверхности (5, 6) выполняют в процессе спрессовывания пропитанной декоративной бумаги с плитой (1, 2, 3, 4).
9. Способ по п.1 или 2, в котором скошенные поверхности (5, 6) выполняют после разделения крупноформатной плиты (1, 2, 3,4).
10. Способ по п.9, в котором скошенные поверхности (5, 6) выполняют в процессе профилирования продольных и поперечных кромок соответствующей панели.
11. Способ по п.1 или 2, в котором скошенные поверхности (5, 6) наносят панельный декор (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6), совпадающий с декором верхней стороны панели.
12. Способ по п.1 или 2, в котором на скошенные поверхности (5, 6) наносят слой краски, контрастирующий с панельным декором (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6) верхней стороны панели.
13. Способ по п.1 или 2, в котором скошенные поверхности (5, 6) выравнивают бесстружечным способом и/или их свойства улучшают термической обработкой.
14. Способ по п.1 или 2, в котором вторую поперечную кромку панели, не предназначенную для создания эффекта непрерывного декора, помечают нанесением маркировки на плиту, причем маркировку определяют оптическим считывающим устройством и изготовление скошенной поверхности (5, 6) на второй поперечной кромке регулируют автоматически в зависимости от обнаружения маркировки считывающим устройством.
15. Способ по п.1 или 2, в котором вторую поперечную кромку панели (1.1, 1.2, 1.3, 1.4; 2.3, 2.4, 2.5, 2.6; 3.1, 3.2, 3.3, 3.4; 4.1, 4.2, 4.3, 4.4, 4.5, 4.6), не предназначенную для создания эффекта непрерывного декора, определяют регистрацией панельного декора (Д1.1, Д1.2, Д1.3, Д1.4; Д2.1, Д2.2, Д2.3, Д2.4, Д2.5, Д2.6; Д3.1, Д3.2, Д3.3, Д3.4, Д3.5, Д3.6; Д4.1, Д4.2, Д4.3, Д4.4, Д4.5, Д4.6) оптическим считывающим устройством и сравнением зарегистрированного панельного декора с, по меньшей мере, одним каталожным панельным декором, причем изготовление скошенной поверхности (5, 6) на второй поперечной кромке производят автоматически в зависимости от этого сравнения.
16. Способ по п.1 или 2, в котором соответствующая группа удлиненных панелей (1.1, 1.2, 1.3, 1.4) для имитации удлиненной доски имеет две оконечные панели (1.1, 1.2 и 1.3 и 1.4), которые стыкуют первой короткой поперечной кромкой, образуют удлиненную доску с непрерывным декором, в частности декором под дерево, на стыке поперечных кромок, причем соответствующая группа панельных декоров в первой крайней области, перпендикулярной направлению панельного декора, имеет несколько отрезков панельных декоров (А1.11, А1.31), совпадающих для образования непрерывного декора с соответствующим числом панельных декоров (А1.22, А1.42) в противоположной крайней области этой группы панельных декоров (Д1.2, Д1.4), смещенных относительно направления декора, и причем соответствующая группа панельных декоров в первой крайней области, перпендикулярной направлению декора, имеет несколько отрезков панельных декоров (А1.21, А1.41), не совпадающих с соответствующим числом отрезков панельных декоров (А1.12, А1.32) в противоположной крайней области этой группы панельных декоров (Д1.1, Д1.3), смещенных перпендикулярно относительно направления декора.
17. Способ по п.16, в котором количество совпадающих друг с другом отрезков панельных декоров (А1.11, А1.22, А1.31, А1.42) равно количеству несовпадающих друг с другом отрезков панельных декоров (А1.21, А1.12, А1.32, А1.41).
18. Способ по п.1 или 2, в котором группа удлиненных панелей для имитации удлиненной доски имеет две оконечные панели (2.3, 2.4, 2.5, 2.6) и промежуточную панель (2.1, 2.2), причем оконечные панели (2.3, 2.4, 2.5, 2.6), стыкуясь первой короткой поперечной кромкой с короткой поперечной кромкой промежуточной панели (2.1, 2.2), образуют удлиненную доску с непрерывным декором, в частности декором под дерево, на стыке поперечных кромок, причем соответствующая группа панельных декоров в первой крайней области, перпендикулярной направлению панельного декора, имеет несколько отрезков панельных декоров (А2.11, А2.21, А2.51, А2.61), совпадающих для образования непрерывного декора с соответствующим числом отрезков панельных декоров (А2.12, А2.22, А2.32, А2.42), в противоположной крайней области этой группы панельных декоров, смещенных относительно направления декора, и причем соответствующая группа панельных декоров в первой крайней области этой группы панельных декоров, перпендикулярной направлению декора, имеет несколько отрезков панельных декоров, не совпадающих с соответствующим числом отрезков панельных декоров, смещенных перпендикулярно относительно направления декора, и причем количество совпадающих друг с другом отрезков панельных декоров (А2.11, А2.21, А2.51, А2.61, А2.12, А2.22, А2.32, А2.42) больше, в частности в два раза больше, количества несовпадающих друг с другом отрезков панельных декоров (А2.31, А2.41, А2.52, А2.62).
19. Группа удлиненных панелей для имитации длинной доски, изготовленная способом по п.1 или 2, которая содержит, по меньшей мере, две оконечные панели (1.1, 1.2, 1.3, 1.4; 2.3, 2.4, 2.5, 2.6; 3.1, 3.2, 3.3, 3.4; 4.1, 4.2, 4.3, 4.4, 4.5, 4.6), которые, стыкуясь друг с другом первой короткой поперечной кромкой или короткой поперечной кромкой с короткой поперечной кромкой, по меньшей мере, одной удлиненной промежуточной панели (2.1, 2.2; 3.5, 3.6), образуют удлиненную доску с непрерывным декором, в частности декором под дерево, на стыке поперечных кромок, причем соответствующая оконечная панель на декорированной стороне имеет скошенные продольные кромки и одну, противоположную стыку поперечных кромок, скошенную поперечную кромку.
20. Группа удлиненных панелей для имитации длинной доски, изготовленная способом по п.14, отличающаяся тем, что маркировка нанесена в панельный декор.
| WO 2006074831 A1, 20.07.2006 | |||
| DE 102005047767 A1, 12.04.2007 | |||
| Устройство для предотвращения падения колонны подъемных труб с электропогружным насосом на забой скважины | 1987 |
|
SU1541373A1 |
| WO 9301378 A1, 21.01.1993 | |||
| ПОЛОВАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2329363C2 |
| СИСТЕМА НАСТИЛА ПОЛА, СОДЕРЖАЩАЯ СУБПАНЕЛИ С ВЗАИМОДОПОЛНЯЮЩИМИ КРАЕВЫМИ РИСУНКАМИ | 2005 |
|
RU2371554C2 |

