Изобретение относится к способу изготовления панелей, в частности, панелей для настила пола, с верхней рабочей поверхностью и с фиксирующими профилями для механической фиксации однотипных панелей друг с другом, причём в, по меньшей мере, двух противолежащих друг другу кромочных зонах рабочей поверхности предусмотрены углубления, причём углубления двух однотипных, зафиксированных друг с другом панелей образуют общий паз. Далее изобретение относится к полуформату для изготовления панелей, в частности, панелей для настила пола, в частности, в соответствии с указанным способом, с, по меньшей мере, двумя расположенными, в основном, параллельно и за счёт, по меньшей мере, одной перемычки на расстоянии друг от друга пазами. Кроме того, изобретение относится к прессформе для спрессовывания несущей пластины с, по меньшей мере, одним рабочим слоем, в частности, для изготовления полуформата указанного типа, причём прессформа имеет, по меньшей мере, две расположенные, в основном, параллельно, возвышенные ребристые структуры для формирования, по меньшей мере, двух, в основном, параллельных пазов в полуформате.
Панели для настила пола или применяемые иным способом панели обычно снабжаются декором. Таким образом, панели становятся более привлекательными и могут широко использоваться для различных целей. Кроме того, делаются попытки улучшить оптическое и гаптическое восприятие от панелей. Декор, к примеру, панелей для настила пола зачастую ориентирован на оптический эффект, к примеру, массива дерева, облицовочной плитки или камня, так что в уложенном состоянии панели для настила пола создают впечатление деревянного пола, пола из облицовочной плитки, каменного пола или проч. Чтобы максимально точно имитировать оригинал, рабочая поверхность панелей может быть снабжена, к примеру, углублениями или возвышениями, так чтобы образовались поверхностные структуры, которые соответствуют поверхностным структурам дерева, плитки, камня и проч. Примером этого являются так называемые древесные поры, которые могут быть воспроизведены посредством точечных углублений в рабочей поверхности панелей.
Рабочая поверхность рассматривается при этом в качестве поверхности панелей, служащей для формирования верхней стороны образованного из нескольких соединённых друг с другом панелей настила, к примеру, настила для пола. Рабочая поверхность имеет обычно четыре кромки, от которых, в случае необходимости, наружу могут выступать ещё и фиксирующие профили панелей, служащие лишь для соединения панелей, а не для формирования верхней стороны образованного из панелей настила. Фиксирующие профили осуществлены при этом в предпочтительном варианте таким образом, что позволяют осуществить механическую, в частности, с геометрическим замыканием, фиксацию панелей относительно друг друга. Фиксирующее усилие действует при этом в целесообразном варианте как в направлении параллельно плоскости панели и перпендикулярно соответствующей боковой кромке, так и перпендикулярно плоскости панели.
Зачастую желательно имитировать шов между соединёнными друг с другом панелями, который имеет место у стеновых покрытий, потолочных покрытий или покрытий для пола из древесины, камня или плитки. Это достигается посредством того, что кромочные зоны рабочих поверхностей панелей скашиваются или закругляются. В соединённом состоянии однотипных панелей углубления образуют общий паз, который может иметь, к примеру, V-образное поперечное сечение, к примеру, чтобы копировать пазы дощатого пола. Посредством согласования поперечного сечения образованных двумя смежными панелями пазов или формы углублений в кромочных зонах рабочих поверхностей могут имитироваться и другие виды настилов.
Изготовление имеющих соответствующие углубления панелей является, однако, очень дорогостоящим процессом или приводит к большому количеству бракованных панелей. Обычно сначала изготавливаются полуформаты в форме пластин, которые могут иметь многослойную конструкцию. Эта многослойная конструкция может при этом соответствовать уже изготавливаемой панели. Полуформаты имеют зачастую несущую пластину из древесного материала, к примеру, древесно-волокнистую плиту, на которой располагается верхний декоративный рабочий слой и нижний стабилизирующий слой. В случае необходимости добавляется ещё и изоляционный слой в качестве нижнего заключительного слоя. Рабочий слой и стабилизирующий слой имеют, в частности, по меньшей мере, один спрессованный, пропитанный смолой, к примеру, меламиновой смолой, слой бумаги. Могут быть предусмотрены также и другие такого рода слои. К тому же, могут быть использованы, к примеру, повышающие износостойкость частицы. К тому же, рабочий слой и стабилизирующий слой обычно спрессовываются с несущей пластиной. Рабочий слой и стабилизирующий слой могут быть образованы, однако, также посредством нанесения, соответственно, по меньшей мере, одного слоя лака. В этом случае декор рабочего слоя в предпочтительном варианте наносится на полуформат методом печати.
При этом на образующей рабочую поверхность стороне полуформата могут быть сформированы пазы, в частности, со скошенными или закруглёнными боковыми поверхностями, которые, по меньшей мере, частично образуют углубления в кромочных зонах рабочих поверхностей будущих панелей. Затем на следующем этапе обработки от полуформата вдоль пазов отделяются панельные полуфабрикаты, причём паз удаляется частично. Самое позднее при формировании фиксирующих профилей паз удаляется настолько, что у готовой панели остаются лишь углубления в кромочных зонах поверхностей паза.
Как при разделении полуформата на части полуформата, в частности, панельные полуфабрикаты, так и при формировании фиксирующих профилей, могут иметь место погрешности. Таким образом, удаляется то бóльшая, то меньшая часть сформированного в полуформате паза, так как углубления в кромочных зонах поверхности паза могут отличаться от панели к панели. Так выявляются, к примеру, непрямые или различные по ширине пазы между соединённым друг с другом панелями. Если углубления соединённых друг с другом панелей в зоне соединения панелей не соприкасаются друг с другом, то, к тому же, в зоне смещения влажность может проникать в несущую пластину, в частности, когда несущая пластина изготовлена из древесного материала. Предотвращение этих недостатков предполагает большие затраты на оборудование и снижение скорости изготовления, чтобы, тем самым, иметь возможность, соответственно, повысить точность изготовления. В этом случае изготовление связано, однако, с большими затратами.
Поэтому, в основе предложенного на рассмотрение изобретения лежит задача создания и усовершенствования указанного в начале и описанного выше более детально способа таким образом, чтобы панели с предусмотренными в кромочных зонах поверхности паза углублениями можно было изготовить просто, быстро, экономично и точно.
Эта задача решается в соответствии с пунктом 1 формулы изобретения посредством способа изготовления панелей, в частности, панелей для настила пола, с верхней рабочей поверхностью и с фиксирующими профилями для механической фиксации однотипных панелей друг с другом, причём в, по меньшей мере, двух противолежащих друг другу кромочных зонах рабочей поверхности предусмотрены углубления, причём углубления двух однотипных зафиксированных друг с другом панелей образуют общий паз,
- при котором полуформат, содержащий большое количество панельных полуфабрикатов с, по меньшей мере, двумя образующими углубления пазами, в частности, в основном, параллельно, по меньшей мере, двум пазам, разделяется на несколько частей полуформата, в частности, несколько панельных полуфабрикатов,
- при котором регистрируется тип и/или положение, по меньшей мере, одного идентификационного знака частей полуформата, в частности, панельных полуфабрикатов,
- при котором части полуформата, в частности, панельные полуфабрикаты и, по меньшей мере, один обрабатывающий инструмент обрабатывающего устройства, соответственно, в зависимости от зарегистрированного типа и/или положения, по меньшей мере, одного идентификационного знака, ориентируются относительно друг друга, и
- при котором посредством обрабатывающего устройства на, по меньшей мере, одной стороне частей полуформата, в частности, панельных полуфабрикатов, предпочтительно на двух противолежащих сторонах формуется фиксирующий профиль из частей полуформата, в частности, панельных полуфабрикатов.
Способ касается, таким образом, полуформата, содержащего большое количество панельных полуфабрикатов, из которых посредством дальнейшей обработки изготавливаются панели. Из полуформата посредством соответствующего отделения можно получить, по меньшей мере, несколько частей полуформата. В особо предпочтительном варианте, однако, следует разделять полуформат таким образом, чтобы непосредственно получить большое количество панельных полуфабрикатов. В ином случае, части полуформата должны быть разделены еще на отдельные панельные полуфабрикаты или панели.
Полуформаты имеют, по меньшей мере, два паза, которые, в частности, в основном, параллельно ориентированы относительно друг друга. Каждый из пазов имеет при этом, по меньшей мере, одну боковую сторону, которая, по меньшей мере, частично образует углубление в кромочной зоне рабочей поверхности панели. Под углублением в кромочной зоне понимается при этом предпочтительно зона рабочей поверхности, которая смещена назад относительно граничащей в направлении центра панели зоны, и/или относительно большой части рабочей поверхности, и/или относительно центрального расположения рабочей поверхности в направлении несущей пластины или в направлении обратной стороны несущей пластины.
Полуформаты могут быть изготовлены также в соответствии со способом на предыдущих рабочих этапах, если это желательно. Вдоль пазов полуформат разделяется, по меньшей мере, на части полуформата, причём полученные таким образом части полуформата или панельные полуфабрикаты имеют идентификационные знаки или идентификационные символы. Идентификационные символы или идентификационные знаки в предпочтительном варианте уже имели место на полуформате. Разумеется, идентификационные знаки или идентификационные символы должны иным образом располагаться на частях полуформата или на панельных полуфабрикатах. Более того, возможно, что идентификационные символы полуформата при разделении полуформата на части полуформата или на панельные полуфабрикаты частично удаляются или разрушаются. Лишь в последнем случае должно осуществляться распознавание между идентификационными символами и идентификационными знаками, причём тогда обозначение идентификационного знака представляет собой, по меньшей мере, одну часть идентификационного символа. В противном случае идентификационный знак и идентификационный символ могут восприниматься как синонимы.
По меньшей мере, один идентификационный знак может быть зарегистрирован посредством соответствующих устройств, притом в отношении своего типа и/или своего положения. Тип и/или положение идентификационных знаков может варьироваться при этом, в зависимости от того, насколько точно были отделены части полуформата и/или панельные полуфабрикаты от полуформата. Поэтому, в данном случае необходима лишь небольшая точность и небольшие погрешности являются безопасными. Погрешности компенсируются далее, и притом посредством соответствующей ориентации частей полуформата, в частности, панельных полуфабрикатов, относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства. Эта ориентация осуществляется в зависимости от того, какой тип и/или положение, по меньшей мере, одного назначенного соответствующей части полуформата, в частности, панельному полуфабрикату, идентификационного знака были ранее зарегистрированы.
Идентификационный знак может по своему типу зависеть, к примеру, от того, каким образом часть полуформата или панельный полуфабрикат отделён, в частности, отрезан от полуформата. На этом этапе способа, именно в случае необходимости, идентификационный символ может быть обработан или изменён таким образом, что оставшийся идентификационный знак поясняет то, насколько точно часть полуформата или панельный полуфабрикат относительно, по меньшей мере, одного паза отделены от полуформата. Однако может быть также получена информация о том, насколько далеко и в каком направлении имеет место отклонение от оптимального варианта отделения части полуформата или панельного полуфабриката от полуформата. Если, к примеру, при разделении полуформата разрез производится по идентификационному символу, то при этом сохраняются другие идентификационные знаки, в зависимости от того, в каком месте производился разрез по идентификационному символу.
Однако может быть предусмотрен также идентификационный знак, который при отделении частей полуформата или панельных полуфабрикатов не изменяется. Так как нет никакого различия между идентификационным знаком и идентификационным символом. Разумеется, и в этом случае положение, к примеру, относительно кромки части полуформата или панельного полуфабриката, или другой базовой точки может зависеть от точности при разделении полуформата. При этом идентификационный знак может быть расположен на рабочей поверхности следующей панели, к примеру, в декоре, или же рядом. Последний вариант предпочтителен, так как в этом случае декор не препятствует регистрации идентификационного знака и, так как идентификационный знак или идентификационный символ при следующей за распознаванием обработке части полуформата или панельного полуфабриката удаляется. Зарегистрированная погрешность может быть компенсирована на следующем рабочем этапе и, притом посредством ориентации части полуформата или панельного полуфабриката относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства.
Обрабатывающий инструмент может служить при этом, в случае необходимости, лишь для корректировки предыдущей погрешности в обработке частей полуформата или панельных полуфабрикатов. Однако, с целью экономии обрабатывающих инструментов особенно предпочтительно, если, по меньшей мере, один обрабатывающий инструмент одновременно осуществляет и так уже необходимую обработку частей полуформата или панельных полуфабрикатов. При этом речь идёт, в частности, о, по меньшей мере, частичном формировании фиксирующего профиля соответствующей панели. Это осуществляется, однако, в случае необходимости, следом за этапом обработки посредством, по меньшей мере, одного обрабатывающего инструмента в соответствующем обрабатывающем устройстве в целом.
Посредством ориентации частей полуформата или панельных полуфабрикатов относительно, по меньшей мере, одного обрабатывающего инструмента и/или посредством ориентации, по меньшей мере, одного обрабатывающего инструмента относительно частей полуформата или панельных полуфабрикатов, соответственно, на основании соответствующего положения и/или типа, соответственно, назначенного части полуформата или панельному полуфабрикату идентификационного знака осуществляется формирование фиксирующих профилей в правильном положении относительно соответствующей изготавливаемой панели, даже если разделение полуформата ранее осуществлено неточно. Для соответствующей ориентации в предпочтительном варианте используется устройство, которое может быть достаточно быстро отрегулировано для обеспечения возможности производства панелей с большой скоростью.
Чтобы иметь возможность изготавливать фиксирующие профили с заданной высокой точностью, они формируются на противолежащих друг другу боковых кромках в предпочтительном варианте одновременно. Таким образом, в случае необходимости достаточно однократной ориентации частей полуформата или панельных полуфабрикатов относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства, чтобы предусмотреть на двух противолежащих сторонах фиксирующие профили с высокой точностью относительно углублений. В случае необходимости, однако, при последующей обработке каждой отдельной кромки может быть осуществлена также отдельная регистрация, по меньшей мере, одного идентификационного знака и/или отдельная ориентация части полуформата или панельного полуфабриката относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства.
К тому же, описанным способом как продольные кромки, так и поперечные кромки, или как длинные кромки, так и короткие кромки, могут быть изготовлены с высокой точностью. При этом предлагается обработать все круговые кромки панельных полуфабрикатов соответствующим образом. В любом случае может быть изготовлено несколько кромок по описанному ранее типу с описанной ранее точностью. Это способствует красивому внешнему виду и точности изготовленного из панелей покрытия в целом.
В первом предпочтительном варианте осуществления способа может быть предусмотрено, поэтому, после формирования фиксирующего профиля, по меньшей мере, на одной стороне частей полуформата, в частности, панельных полуфабрикатов, регистрировать тип и/или положение, по меньшей мере, одного идентификационного знака частей полуформата, в частности, панельных полуфабрикатов. При этом речь идёт о новом этапе регистрации, по меньшей мере, одного идентификационного знака, в частности, однако, по меньшей мере, одного другого идентификационного знака, для возможности обеспечения высокой точности и при последующей обработке. Соответственно, в зависимости от зарегистрированного типа и/или положения, по меньшей мере, одного идентификационного знака, части полуформата, в частности, панельные полуфабрикаты и, по меньшей мере, один обрабатывающий инструмент обрабатывающего устройства ориентируются тогда относительно друг друга. И при этом речь может идти о том же самом, по меньшей мере, одном обрабатывающем инструменте того же самого обрабатывающего устройства. В предпочтительном варианте речь идёт, однако, о, по меньшей мере, одном другом обрабатывающем инструменте другого обрабатывающего устройства, для ускорения процесса изготовления панелей. Посредством обрабатывающего устройств затем на, по меньшей мере, одной ещё не снабжённой фиксирующим профилем стороне частей полуформата, в частности, панельных полуфабрикатов, предпочтительно на двух противолежащих друг другу ещё не снабжённых фиксирующим профилем сторонах, формируется фиксирующий профиль из частей полуформата, в частности, панельных полуфабрикатов.
В особо простом и одновременно особо эффективном случае регистрируется, по меньшей мере, один первый идентификационный знак в отношении типа и/или положения, затем осуществляется соответствующая ориентация частей полуформата или панельных полуфабрикатов, и на двух из четырёх боковых кромок панельных полуфабрикатов формируются фиксирующие профили. Затем производится следующее распознавание, по меньшей мере, одного второго идентификационного знака в отношении его типа и/или положения, заново осуществляется соответствующая ориентация и затем формирование фиксирующих профилей на других двух противолежащих друг другу боковых кромках, на которых ещё не были предусмотрены фиксирующие профили.
Чтобы иметь возможность изготовить как продольные кромки, так и поперечные кромки, или же расположенные перпендикулярно друг другу кромки, которые могут иметь одинаковую длину, с углублениями в кромочных зонах рабочих поверхностей панелей, особо целесообразно использовать полуформат, соответственно, с, по меньшей мере, двумя перпендикулярными, предпочтительно с рядом расположенных друг под другом, либо перпендикулярно, либо параллельно друг другу, пазами или же сначала изготовить такой полуформат. По меньшей мере, одна боковая сторона пазов образует при этом, по меньшей мере, одну часть углубления в кромочной зоне рабочей поверхности панели. Затем, к примеру, на продольных сторонах и на поперечных сторонах панельных полуфабрикатов или панелей могут быть образованы углубления.
Чтобы панели могли быть по кругу снабжены углублениями, предлагается, чтобы в четырёх круговых кромочных зонах панельных полуфабрикатов полуформата был предусмотрен, соответственно, по меньшей мере, один образующий углубление паз. В частности, за счёт этого в четырёх круговых кромочных зонах рабочей поверхности панелей могут быть предусмотрены углубления. И тот и другой варианты позволяют сформировать оптически привлекательное покрытие, которое может быть похоже на определённый образец. Также на четырёх круговых кромках панельных полуфабрикатов могут быть сформированы фиксирующие профили. В этом случае однотипные панели покрытия, в частности, покрытия для пола, могут быть по всем четырём сторонам зафиксированы с другими панелями, и могут образовать, тем самым, долговременное стабильное покрытие.
Впрочем, возможно снабжать углублениями в соответствующих кромочных зонах лишь продольные стороны панелей. Если части полуформата или панельные полуфабрикаты были отделены от полуформата с лёгким скосом, то может быть целесообразно, слегка повернув вокруг оси перпендикулярно частям полуформата или панельным полуфабрикатам или посредством, к примеру, изменённого транспортирующего устройства, подать их на следующее обрабатывающее устройство. Скошенные части полуформата или панельные полуфабрикаты могут быть легко распознаны, если вдоль продольных сторон частей полуформата или панельных полуфабрикатов предусмотрены, по меньшей мере, два идентификационных знака или идентификационных символа. Они, к тому же, в целесообразном варианте предусмотрены вблизи противолежащих концов продольных сторон частей полуформата или панельных полуфабрикатов. Тогда скошенность может быть определена легче, чем, если бы идентификационные знаки или идентификационные символы были предусмотрены вблизи центра.
Для обеспечения экономичной возможности надёжной и точной регистрации, по меньшей мере, одного идентификационного знака частей полуформата, в частности, панельных полуфабрикатов, по их типу и/или положению, по меньшей мере, один идентификационный знак может быть зарегистрирован посредством оптического датчика, в частности, камеры. В альтернативном варианте или в дополнение к этому нужная ориентация частей полуформата, в частности, панельных полуфабрикатов, относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства может быть определена и отрегулирована посредством устройства обработки результатов и управления. Таким образом, гарантируется, что посредством обработки частей полуформата или панельных полуфабрикатов имеющиеся погрешности в отношении последующих углублений компенсируются. В частности, углубления изготавливаются прямыми относительно панелей. Управление базируется при этом, в частности, на типе и/или положении, по меньшей мере, одного идентификационного знака частей полуформата, в частности, панельных полуфабрикатов, которые были определены ранее. Тип и/или положение, по меньшей мере, одного идентификационного знака определяются, таким образом, посредством последующей компенсации возможных погрешностей.
Особенно простой, надёжный и точный вариант выявляется, к тому же, когда ориентация частей полуформата, в частности, панельных полуфабрикатов, осуществляется относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства посредством регулировки выполненного с возможностью регулировки упора для частей полуформата, в частности, панельных полуфабрикатов. Части полуформата, в частности, панельные полуфабрикаты, ориентируются на упоре и, тем самым, в определённом положении относительно, по меньшей мере, одного обрабатывающего инструмента вводятся в контакт с ним. Благодаря этому, при обработке части полуформата, в частности, панельного полуфабриката, посредством, по меньшей мере, одного обрабатывающего инструмента достигается компенсация имеющихся погрешностей за счёт того, что упор для компенсации этих погрешностей регулируется. В случае необходимости упор осуществляется с возможностью линейной регулировки и регулировки перпендикулярно направлению транспортировки частей полуформата или панельных полуфабрикатов. Однако, в альтернативном варианте или в дополнение к этому, также может изменяться наклон упора относительно направления транспортировки. Под направлением транспортировки может пониматься при этом направление транспортировки без наклона упора, так как лёгкий наклон упора может оказывать воздействие на направление транспортировки частей полуформата или панельных полуфабрикатов, по меньшей мере, вдоль упора. Линейная регулировка упора может компенсировать постоянное смещение при осуществлённой ранее обработке, в то время как регулировка наклона может создавать условия для того, чтобы углубление было сформировано всегда параллельно соответствующей панельной кромке.
В альтернативном варианте или в дополнение к этому ориентация частей полуформата, в частности, панельных полуфабрикатов, относительно, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства может осуществляться также посредством регулировки, по меньшей мере, одного обрабатывающего инструмента. При этом регулировка осуществляется тогда предпочтительно относительно, в частности, стационарного упора для частей полуформата, в частности, для панельных полуфабрикатов, чтобы иметь справочное значение для регулировки, по меньшей мере, одного обрабатывающего инструмента обрабатывающего устройства. Таким образом, часть полуформата или панельный полуфабрикат может быть ориентирован относительно, по меньшей мере, одного обрабатывающего инструмента или, по меньшей мере, один обрабатывающий инструмент может быть ориентирован относительно части полуформата или панельного полуфабриката. Оба варианта могли бы быть также скомбинированы друг с другом, что, однако, потребовало бы увеличенных затрат на регулировочную и аппаратную технику.
Особенно привлекательными соединённые панели являются тогда, когда, по меньшей мере, одно углубление в кромочной зоне рабочей поверхности осуществляется в виде скоса и/или закругления. Тогда могут быть сымитированы, к примеру, оптический эффект и тактильные ощущения дощатого пола. В альтернативном варианте или в дополнение к этому, по меньшей мере, одно углубление может быть предусмотрено таким образом, что две однотипные зафиксированные друг с другом панели образуют общий V-образный, U-образный или прямоугольный паз. Таким образом, паз может быть просто приведён в соответствие с имитируемым покрытием. В принципе, могут быть предусмотрены, однако, углубления любой формы.
У полуформата может быть предусмотрено, по меньшей мере, два расположенных за счёт, по меньшей мере, одной перемычки на расстоянии друг от друга, паза. Это требует меньших прижимных усилий, чем в случае формирования более широкого паза. Кроме того, в не заглублённых зонах сохраняется повышенное удельное давление. Благодаря этому, рабочая поверхность или рабочий слой могут сохранять, к примеру, повышенную степень глянцевости. Перемычка, к тому же, при отделении частей полуформата или панельных полуфабрикатов друг от друга может быть частично удалена. Остаток перемычки затем, при последующей обработке частей полуформата или панельных полуфабрикатов, удаляется. Таким образом, не является помехой то обстоятельство, что у полуформата между пазами предусмотрена перемычка.
Особо предпочтительным в связи с этим является то обстоятельство, когда на, по меньшей мере, одной перемычке предусматривается, по меньшей мере, один идентификационный символ. Идентификационный знак или идентификационный символ может быть предусмотрен тогда отдельно от видимой далее рабочей поверхности панелей, вид которой не портят идентификационный знак или идентификационный символ. Кроме того, идентификационный знак можно, таким образом, легко и точно регистрировать. При этом идентификационный символ при разделении полуформата на части полуформата, в частности, на панельные полуфабрикаты, может быть, в случае необходимости, частично удалён. Оставшаяся часть идентификационного символа образует в этом случае дополнительно регистрируемый идентификационный знак. К примеру, в зависимости от того, в каком месте произведён разрез идентификационного знака, остаются различные фрагменты идентификационного символа в различных местах относительно режущей кромки.
Возможность регистрации, по меньшей мере, одного идентификационного знака может быть улучшена, если под идентификационным знаком и/или под идентификационным символом понимается, по меньшей мере, один ромбовидный символ, в частности, по меньшей мере, один сдвоенный ромбовидный символ, и/или, по меньшей мере, один структурированный идентификационный символ. Ромбовидные символы или их части можно точно и надёжно регистрировать. Кроме того, могут очень хорошо регистрироваться по своему положению и/или типу и части ромбовидного символа, которые остаются, если, к примеру, при отделении частей полуформата или панельных полуфабрикатов от полуформата часть ромбовидного символа удаляется. В альтернативном варианте или в дополнение к этому структурирование идентификационного символа или идентификационного знака улучшает их регистрацию, причём идентификационный символ или идентификационный знак могут быть осуществлены относительно смежных зон, по меньшей мере, частично выступающими и/или, по меньшей мере, частично углублёнными. Структурированный идентификационный символ или структурированный идентификационный знак осуществлены, таким образом, не гладкими.
Чтобы обеспечить возможность простого и эффективного размещения, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одного идентификационного символа, соответственно, по меньшей мере, частично на полуформате, можно осуществлять это при спрессовывании несущей пластины полуформата с рабочим слоем и/или при формировании, по меньшей мере, двух пазов в полуформате. Особо предпочтительно, однако, осуществлять этот процесс совместно на одном общем этапе прессования. В этом случае на полуформате могут быть сформированы, с одной стороны, по меньшей мере, одна часть, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одна часть, по меньшей мере, одного идентификационного символа, а, с другой стороны, по меньшей мере, два паза при спрессовывании несущей пластины с, по меньшей мере, одним рабочим слоем. Это просто, точно и экономично.
Если у панельных полуфабрикатов обрабатываются круговые боковые кромки с компенсацией возможных погрешностей, то у полуформата вдоль продольных сторон частей полуформата, в частности, панельных полуфабрикатов, может быть предусмотрено, по меньшей мере, два идентификационных символа и/или вдоль поперечных сторон частей полуформата, в частности, панельных полуфабрикатов, по меньшей мере, один идентификационный символ. На укороченных, в случае необходимости, поперечных сторонах может быть достаточно одного идентификационного символа или идентификационного знака, в то время как на удлинённых, в случае необходимости, продольных сторонах могут быть целесообразными два идентификационных символа или идентификационных знака, для ориентации панельных полуфабрикатов или частей полуформата, к примеру, чтобы иметь возможность обеспечить расположенные по прямой углубления.
Особенно простым и экономичным является вариант, когда части полуформата, в частности, панельные полуфабрикаты, вырезаются из полуформата. Дополнительно к этому или в альтернативном варианте затраты на изготовления могут быть уменьшены, когда фиксирующие профили частей полуформата, в частности, панельных полуфабрикатов, изготавливаются методом фрезерования.
Ламинат подходящего типа получается, к примеру, когда полуформат имеет образующий, в частности, декоративную рабочую поверхность, поверхностный слой. Поверхностный слой осуществлён при этом в предпочтительном варианте многослойным. В этом случае поверхностный слой может иметь, по меньшей мере, один слой пропитанной смолой крафт-бумаги. Под смолой понимается, к тому же, в предпочтительном варианте меламиновая смола, которая является очень стойкой. К тому же, могут быть предусмотрены и другие элементы или частичные слои, которые обеспечивают декор и/или улучшают износостойкость. В целесообразном варианте поверхностный слой на несущей пластине предусматривается из древесного материала, в частности, древесно-волокнистой плиты средней плотности (МДФ) или древесно-волокнистой плиты высокой плотности (ХДФ). Поверхностный слой может быть при этом спрессован с несущей пластиной, причём одновременно в полуформате формируются пазы. К тому же, может быть предусмотрен ещё один слой с нижней стороны, который может быть обозначен как стабилизирующий слой и способствует компенсации напряжений в панели. Спрессовывание поверхностного слоя с несущей пластиной осуществляется, в частности, при повышенной температуре при непрерывно или периодически работающем прессе, который может иметь прессующую ленту или прессующий лист.
Указанная в начале задача решается также при помощи полуформата в соответствии с ограничительной частью пункта 20 формулы изобретения посредством того, что на, по меньшей мере, одной перемычке предусмотрен, по меньшей мере, один идентификационный знак и/или, по меньшей мере, один идентификационный символ. Это позволяет осуществить простую регистрацию, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одного идентификационного символа и зависящую от зарегистрированного типа и/или положения, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одного идентификационного символа ориентацию частей полуформата или панельных полуфабрикатов для, по меньшей мере, одного следующего этапа обработки. При этом речь идёт, в частности, о формировании фиксирующих профилей.
При этом, по меньшей мере, один идентификационный знак и/или, по меньшей мере, один идентификационный символ, по меньшей мере, частично может быть нанесён методом штампования на, по меньшей мере, одну перемычку. Это позволяет осуществить простое нанесение идентификационного знака и/или идентификационного символа. В альтернативном варианте или в дополнение к этому может быть таким образом, однако, в случае необходимости, достигнуто также хорошее распознавание и/или регистрация идентификационного знака и/или идентификационного символа.
Указанная в начале задача решается также при помощи прессформы по пункту 19 формулы изобретения посредством того, что прессформа имеет между, по меньшей мере, двумя расположенными, в основном, параллельно ребристыми структурами, по меньшей мере, одну возвышенную структуру для, по меньшей мере, частичного штампования, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одного идентификационного символа на полуформате между, по меньшей мере, двумя пазами, в частности, на предусмотренной между, по меньшей мере, двумя пазами перемычке полуформата.
При помощи соответствующей прессформы, к примеру, в форме прессующего листа или прессующей ленты, полуформат для описанного способа может быть изготовлен просто и быстро. По меньшей мере, частично нанесение методом штампования, по меньшей мере, одного идентификационного знака и/или, по меньшей мере, одного идентификационного символа может быть осуществлено тогда на одном рабочем этапе с формированием пазов в полуформате или в панельном полуфабрикате, или же в несущей пластине.
Изобретение поясняется далее более детально на основании представляющего лишь один вариант осуществления чертежа, на котором представлены:
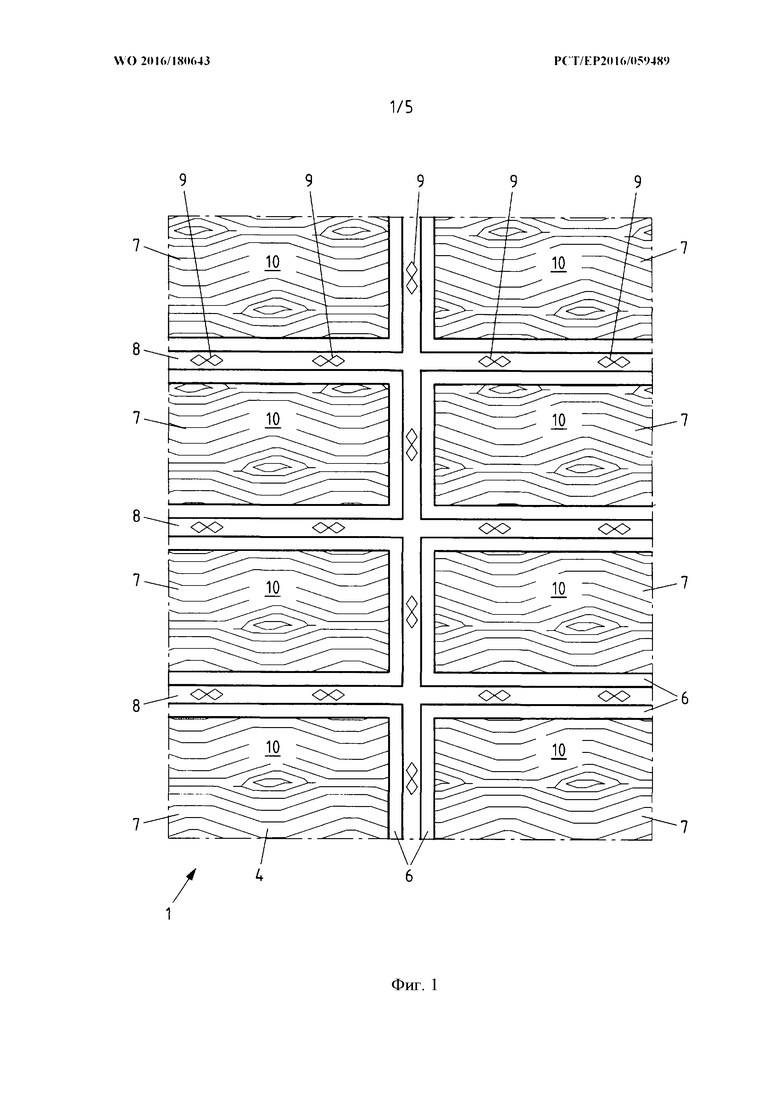
фиг. 1 - деталь полуформата для использования в способе в соответствии с изобретением, на виде сверху;
фиг. 2 - деталь полуформата для использования в способе в соответствии с изобретением, на перспективном виде в разрезе;
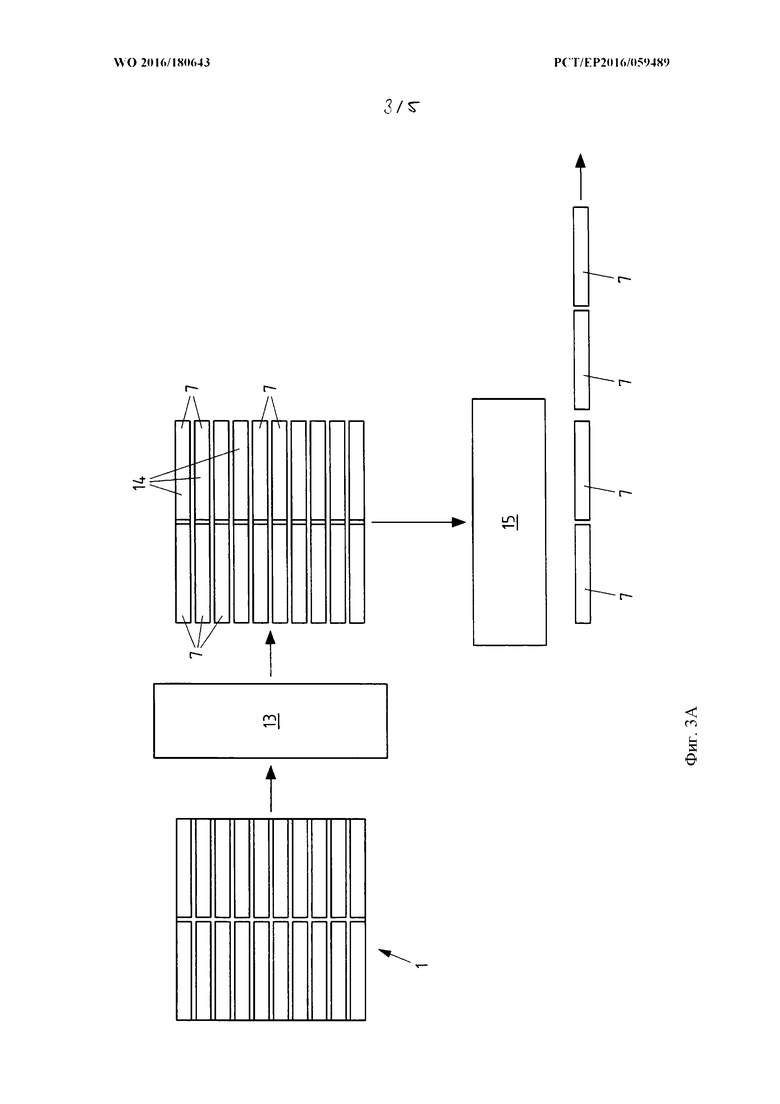
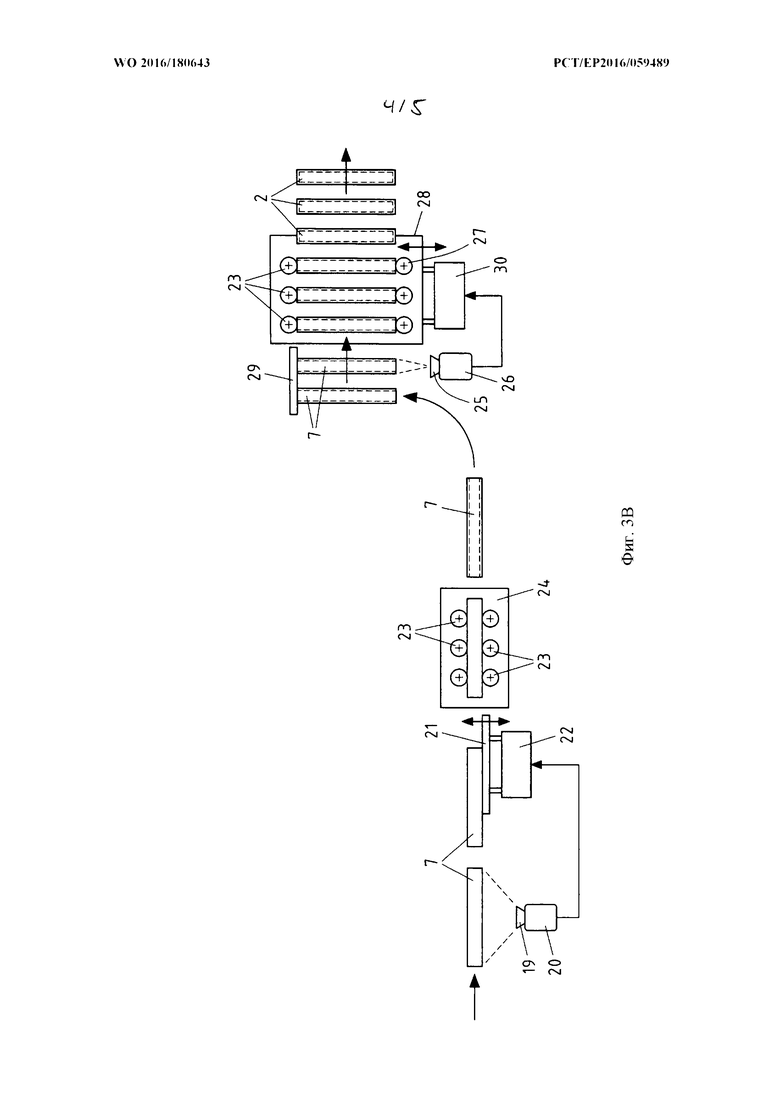
фиг. 3А-В - способ в соответствии с изобретением в схематичном изображении;
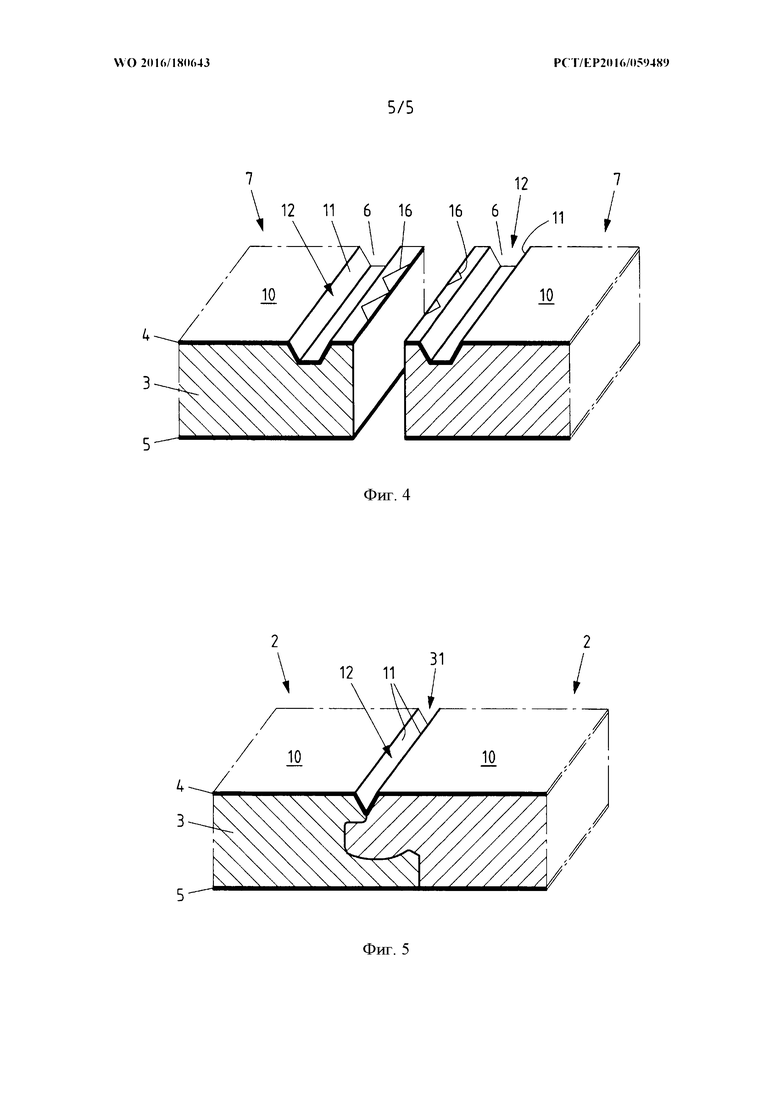
фиг. 4 - деталь двух образованных из полуформата в соответствии с фиг. 1 и 2 частей полуформата, на перспективном виде в разрезе; и
фиг. 5 - две соединённые друг с другом панели, изготовленные в соответствии со способом в соответствии с изобретением в соответствии с фиг. 3А-В.
На фиг. 1 и 2 представлена деталь полуформата 1, которая может быть использована для изготовления панелей 2 в соответствии с фиг. 5. Представленный и, соответственно, предпочтительный полуформат 1 состоит из древесной несущей пластины 3 в форме древесно-волокнистой плиты, в частности, древесноволокнистой плиты высокой плотности (ХДФ), которая спрессована с декоративным рабочим слоем 4 и напротив со стабилизирующим слоем 5. Рабочий слой 4 и стабилизирующий слой 5 имеют, соответственно, по меньшей мере, один пропитанный смолой, в частности, меламиновой смолой, слой бумаги, на которую, в случае если это рабочий слой 4, методом печати нанесён, к примеру, древесный декор. При спрессовывании несущей пластины 3 с рабочим слоем 4 и стабилизирующим слоем 5 в полуформате 1 выбираются пазы 6. Однако, в случае необходимости, при отказе от бумаги, рабочий слой 4 и/или стабилизирующий слой 5 могут быть образованы из слоя лака или из нескольких слоёв лака. В случае рабочего слоя 4 в предпочтительном варианте предусмотрен декор, который может быть нанесён методом прямой печати.
Представленный и, соответственно, предпочтительный полуформат 1 включает в себя следующие друг за другом десять рядов, соответственно, с двумя панельными полуфабрикатами 7. Таким образом, из представленного и, соответственно, предпочтительного полуформата 1 можно изготовить в целом 20 панелей. По кругу в отдельных панельных полуфабрикатах 7 предусмотрены сформированные пазы 6, которые располагаются относительно друг друга либо параллельно, либо перпендикулярно. В пограничной зоне между, соответственно, двумя панельными полуфабрикатами 7 всегда предусмотрены два паза 6, которые посредством перемычки 8 отделены друг от друга. На перемычках 8 на равных расстоянии предусмотрены идентификационные символы 9 в форме сдвоенных ромбовидных символов.
В предпочтительном варианте верхние стороны перемычек 8 расположены на той же высоте, что и рабочие поверхности 10 панельных полуфабрикатов, как это представлено, к примеру, на виде в разрезе полуформата 1 в соответствии с фиг. 2. Рабочие поверхности 10 панелей 2 образуют в соединённом друг с другом состоянии общую верхнюю сторону соответствующего покрытия из панелей 2. На фиг. 2 можно видеть также, что боковые стороны 11 сформированных в полуформате 1 пазов 6 располагаются с наклоном. Обращённые к полуфабрикатам 7 панелей боковые стороны 11 пазов 6 образуют углубления 12 в кромочных зонах рабочих поверхностей 10 панелей.
Процесс изготовления панелей 2 схематично представлен на фиг. 3А-В. Сначала используется полуформат 1, который описан, к примеру, на фиг. 1 и 2. Полуформат 1 подаётся на первое отрезное устройство 13, в котором полуформат 1 вдоль расположенных в направлении транспортировки полуформата 1, ограниченных пазами 6, перемычек разрезается на части 14 полуформата, которые включают в себя, соответственно, два панельных полуфабриката 7. Изготовленные таким образом части 14 полуформата подаются затем перпендикулярно продольным сторонам на второе отрезное устройство 15, в котором части 14 полуформата разрезаются на отдельные панельные полуфабрикаты 7, и притом вдоль расположенных в этом направлении транспортировки, обрамлённых пазами 6, перемычек 8.
При отрезании панельных полуфабрикатов 7 разрез производится по предусмотренным на перемычках 8 идентификационным символам 9 в форме сдвоенных ромбовидных символов. Однако, после разреза часть идентификационного символа 9 сохраняется в качестве идентификационного знака 16, как представлено на фиг. 4. Если разделение полуформата 1 осуществляется не по центру относительно соответствующей перемычки 8, то на обеих сторонах обрезной кромки в качестве идентификационных знаков 16 остаются различные по величине части идентификационного символа 9. Где в оптимальном варианте должен быть произведён разрез вдоль перемычки 8, зависит также от габаритов фиксирующих профилей 17, 18, которые ещё должны быть сформированы. Разделение перегородок 8 по центру, таким образом, желательно не всегда, когда взаимодействующие друг с другом фиксирующие профили 17, 18 выступают на различное расстояние.
При проведении панельных полуфабрикатов 7 мимо сенсорного устройства 19 в форме камеры оставшиеся на продольной стороне панельных полуфабрикатов 7 идентификационные знаки 16 регистрируются. На основании того, какие части идентификационного символа 9 остались или на каком расстоянии от кромки располагаются определённые части, в частности, углы идентификационных символов 9, производится анализ того, с каким смещением в каком направлении и насколько параллельно пазам 6 панельные полуфабрикаты 7 должны быть отрезаны от полуформата 1. Это определяется посредством соединённого с камерой устройства 20 обработки результатов и управления, которое соответствующим образом регулирует упор 21. Упор выполнен с возможностью регулировки посредством привода 22, в частности, сервопривода, и может быть отрегулирован для каждого панельного полуфабриката 7 на основании регистрации идентификационных знаков 16 таким образом, что панель 2 изготавливается параллельно пазам 6 и в обеих противоположных кромочных зонах предусматриваются равные по ширине углубления 12 в рабочей поверхности 10. Для этой цели представленный и, тем самым, предпочтительный упор 21 может регулироваться как линейно в направлении перпендикулярно направлению транспортировки, так и, в случае необходимости, слегка с наклоном относительно направления транспортировки, чтобы оказывать воздействие на направление транспортировки. Последнее не является, однако, необходимым условием, к примеру, если для этого необходимо позаботиться о том, чтобы разделение полуформата 1 всегда осуществлялось в достаточной степени параллельно панельным полуфабрикатам 7. Посредством регулировки упора 21 каждый панельный полуфабрикат 7 ориентируется соответствующим образом относительно обрабатывающих инструментов 23 последующего обрабатывающего устройства 24. Обрабатывающие инструменты 23 методом фрезерования формируют на противоположных продольных кромках фиксирующие профили 17, 18, посредством которых однотипные панели 2 могут быть соединены или зафиксированы друг с другом. При этом рабочий слой 4 панельных полуфабрикатов 7 также укорачивается, так что всего лишь, по меньшей мере, одна часть боковой стороны 11 паза 6 остаётся в качестве углубления 12 в кромочной зоне рабочей поверхности 10 панели 2.
Затем панельные полуфабрикаты 7 поворачиваются и подаются к другому сенсорному устройству 25 с камерой, которая регистрирует идентификационные знаки 16 на поперечных сторонах панельных полуфабрикатов 7, и притом в отношении их положения и/или типа. Присоединённое устройство 26 обработки результатов и управления определяет как должны быть ориентированы отдельные панельные полуфабрикаты 7 относительно обрабатывающих инструментов 27 последующего обрабатывающего устройства 28, так чтобы получились на обеих поперечных сторонах панелей 2 в кромочных зонах рабочих поверхностей 10 равные по ширине углубления 12, которые ориентированы параллельно поперечным кромкам. Чтобы добиться такой ориентации между панельными полуфабрикатами 7 и обрабатывающими инструментами 27 в представленном и, тем самым, предпочтительном способе обрабатывающие инструменты 27 обрабатывающего устройства 28 ориентируются напротив упора 29 для панельных полуфабрикатов 7. Это осуществляется при помощи соединённого с обрабатывающим устройством 28 привода 30, в частности, сервопривода. Однако, возможно было бы также, вместо упора 29 фиксировать панели не со специальной ориентацией и с обеих сторон ориентировать обрабатывающие устройства посредством привода 30 на основании идентификационных знаков. Посредством соответствующих обрабатывающих инструментов 27 на поперечных кромках методом фрезерования формируют фиксирующие профили 17, 18, которые служат для соединения и фиксации панелей 2. При этом и в данном случае рабочий слой 4 панельных полуфабрикатов 7 удаляется настолько, что только лишь, по меньшей мере, одна часть боковой стороны 11 паза 6 остаётся в качестве углубления 12 в кромочной зоне рабочей поверхности 10 панели 2.
На фиг. 5 представлены две однотипные, изготовленные ранее описанным способом панели 2. Панели 2 на двух боковых кромках посредством своих фиксирующих профилей 17, 18 в направлении перпендикулярно плоскостям панелей, как и в направлении параллельно плоскостям панелей и перпендикулярно соединительной кромке, зафиксированы друг с другом. В граничащих друг с другом в зафиксированном состоянии кромочных зонах рабочих поверхностей 10 панелей предусмотрены углубления 12, в которые заглублена рабочая поверхность 10 и, в частности, также рабочий слой 4, по сравнению с преобладающей оставшейся частью остальной рабочей поверхности 10, то есть, смещена назад в направлении нижней стороны панели 2 или внутрь в её несущую пластину 3. Оба углубления 12, ввиду описанного способа изготовления, равны по ширине и ориентированы параллельно друг другу. К тому же, углубления 12 образуют у представленных и, тем самым, предпочтительных панелей 2 общий паз 31 с, к примеру, V-образным поперечным сечением. Кроме того, внешние края или кромки рабочих поверхностей 10 соединённых друг с другом панелей 2 находятся на одинаковой высоте. В случае необходимости эти края или кромки также примыкают друг к другу, благодаря чему проникновение влажности в несущую пластину 3 через общий паз 31, в основном, предотвращается.
Посредством описанного способа или варианта способа могут быть изготовлены, в случае необходимости, различные по длине панели. Однако, предпочтительно, когда панели изготавливаются с идентичной длиной. При укладке панелей рядами не является проблемой, если длины соединяемых панелей различны. Однако, ширина панелей должна быть в этом случае всегда одинакова, так как при укладке панелей рядами это не компенсируется. Использование панелей с одинаковой шириной гарантирует, что панели могут быть соединены в общее покрытие, в частности, напольное покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ДЛЯ ПОКРЫТИЯ ПОВЕРХНОСТИ, ВКЛЮЧАЮЩИЙ ПАНЕЛИ И ВНЕШНИЙ ФИКСИРУЮЩИЙ ЭЛЕМЕНТ | 2011 |
|
RU2561422C2 |
| ОПАЛУБОЧНЫЙ ЩИТ ДЛЯ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2535311C2 |
| НОМЕРНОЙ ЗНАК ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2672312C2 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ | 2001 |
|
RU2245973C2 |
| ЭЛЕКТРИЧЕСКИЙ БЫТОВОЙ ПРИБОР | 2012 |
|
RU2558939C2 |
| ВСТАВНОЙ ДИСПЕНСЕР ДЛЯ ЛИСТОВЫХ ИЗДЕЛИЙ, ШКАФ ДЛЯ УСТАНОВКИ В НЕГО ВСТАВНОГО ДИСПЕНСЕРА И ИСПОЛЬЗОВАНИЕ ВСТАВНОГО ДИСПЕНСЕРА В ШКАФУ | 2015 |
|
RU2721495C2 |
| СИСТЕМА БОКОВОЙ ОПАЛУБКИ | 2007 |
|
RU2446261C2 |
| СБОРНЫЙ ЭЛЕМЕНТ И ИСПОЛЬЗУЕМОЕ В НЕМ УГЛОВОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2580489C2 |
| НАСТИЛ ПОЛА, ЭЛЕМЕНТ ПОЛА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПОЛА | 2007 |
|
RU2403356C2 |
| СТЕНОВАЯ ИЛИ ПОТОЛОЧНАЯ ПАНЕЛЬ, УСТАНАВЛИВАЕМАЯ В РАЗНЫХ ПОЛОЖЕНИЯХ | 2005 |
|
RU2348774C2 |

Группа изобретений относится к деревообрабатывающей промышленности, в частности к изготовлению панелей для настила пола. Полуформат, содержащий панельные полуфабрикаты, разделяют на несколько частей. Регистрируют тип и/или положение идентификационного знака частей полуформата. Части полуформата и обрабатывающий инструмент ориентируют относительно друг друга в зависимости от зарегистрированного типа и/или положения идентификационного знака. Посредством обрабатывающего устройства на сторонах частей полуформата формуют фиксирующий профиль из частей полуформата. Пресс-форма для спрессовывания несущей пластины с рабочим слоем имеет расположенные в основном параллельно возвышенные ребристые структуры для формирования методом штампования в основном параллельных пазов в полуформате. Между ребристыми структурами пресс-форма имеет возвышенную структуру для частичного штампования идентификационного знака и/или идентификационного символа на полуформате между двумя пазами. Повышается точность изготовления панелей. 3 н. и 19 з.п. ф-лы, 5 ил.
1. Способ изготовления панелей (2), в частности панелей для настила пола, с верхней рабочей поверхностью (10) и с фиксирующими профилями (17, 18) для механической фиксации однотипных панелей (2) друг с другом, причём в по меньшей мере двух противолежащих друг другу кромочных зонах рабочей поверхности (10) предусмотрены углубления (12), при этом углубления (12) двух однотипных зафиксированных друг с другом панелей (2) образуют общий паз (31), при котором полуформат (1), содержащий большое количество панельных полуфабрикатов (7) с по меньшей мере двумя образующими углубления (11) пазами (6), в частности в основном параллельно по меньшей мере двум пазам (6), разделяют на несколько частей (14) полуформата, в частности несколько панельных полуфабрикатов (7), при котором регистрируют тип и/или положение по меньшей мере одного идентификационного знака (16) частей (14) полуформата, в частности панельных полуфабрикатов (7), при котором части (14) полуформата, в частности панельные полуфабрикаты (7), и по меньшей мере один обрабатывающий инструмент (23, 27) обрабатывающего устройства (24, 28), соответственно, в зависимости от зарегистрированного типа и/или положения по меньшей мере одного идентификационного знака (16), ориентируют относительно друг друга, и при котором посредством обрабатывающего устройства (24, 28) на по меньшей мере одной стороне частей (14) полуформата, в частности панельных полуфабрикатов (7), предпочтительно на двух противолежащих сторонах, формируют фиксирующий профиль (17, 18) из частей (14) полуформата, в частности панельных полуфабрикатов (7).
2. Способ по п. 1, при котором после формирования фиксирующего профиля (17, 18) на по меньшей мере одной стороне частей (14) полуформата, в частности панельных полуфабрикатов (7), регистрируют тип и/или положение по меньшей мере одного идентификационного знака (16) частей (14) полуформата, в частности панельных полуфабрикатов (7), при котором части (14) полуформата, в частности панельные полуфабрикаты (7), и по меньшей мере один обрабатывающий инструмент (27) обрабатывающего устройства (28), соответственно, в зависимости от зарегистрированного типа и/или положения по меньшей мере одного идентификационного знака (16), ориентируют относительно друг друга, и при котором посредством обрабатывающего устройства (28) на по меньшей мере одной, еще не снабжённой фиксирующим профилем (17, 18) стороне частей (14) полуформата, в частности панельных полуфабрикатов (7), предпочтительно на двух противолежащих, еще не снабжённых фиксирующим профилем (17, 18) сторонах, формируют фиксирующий профиль (17, 18) из частей (14) полуформата, в частности панельных полуфабрикатов (7).
3. Способ по п. 1 или 2, при котором используют полуформат (1) с по меньшей мере двумя образующими ориентированные перпендикулярно друг другу углубления (12) пазами (6).
4. Способ по пп. 1-3, при котором используют полуформат (1) с, соответственно, по меньшей мере одним образующим углубление (12) пазом (6) в четырёх круговых кромочных зонах панельных полуфабрикатов (7).
5. Способ по пп. 1-4, при котором в четырёх круговых кромочных зонах рабочей поверхности (10) панелей (2) предусматривают углубления (12).
6. Способ по пп. 1-5, при котором из четырёх круговых кромок панельных полуфабрикатов (7) формируют фиксирующие профили (17, 18).
7. Способ по любому из пп. 1-6, при котором тип и/или положение по меньшей мере одного идентификационного знака (16) частей (14) полуформата, в частности панельных полуфабрикатов (7), регистрируют посредством оптического датчика, в частности камеры.
8. Способ по любому из пп. 1-7, при котором нужную ориентацию частей (14) полуформата, в частности панельных полуфабрикатов (7), относительно по меньшей мере одного обрабатывающего инструмента (23, 27) обрабатывающего устройства (24, 28) определяют и регулируют посредством устройства (20, 26) обработки результатов и управления, на основании типа и/или положения по меньшей мере одного идентификационного знака (16) частей (14) полуформата, в частности панельных полуфабрикатов (7).
9. Способ по любому из пп. 1-8, при котором ориентацию частей (14) полуформата, в частности панельных полуфабрикатов (7), относительно по меньшей мере одного обрабатывающего инструмента (23) обрабатывающего устройства (24) осуществляют посредством регулировки выполненного с возможностью регулировки упора (21) для частей (14) полуформата, в частности панельных полуфабрикатов (7).
10. Способ по любому из пп. 1-9, при котором ориентацию частей (14) полуформата, в частности панельных полуфабрикатов (7), относительно по меньшей мере одного обрабатывающего инструмента (27) обрабатывающего устройства (28) осуществляют посредством регулировки по меньшей мере одного обрабатывающего инструмента (27), в частности относительно упора (29) для частей (14) полуформата, в частности панельных полуфабрикатов (7).
11. Способ по любому из пп. 1-10, при котором по меньшей мере одно углубление (12) в кромочной зоне рабочей поверхности (10) осуществляют в виде скоса и/или закругления и/или при котором углубления (12) предусматривают таким образом, что две однотипные зафиксированные друг с другом панели (2) образуют общий V-образный, U-образный или прямоугольный паз (31).
12. Способ по любому из пп. 1-11, при котором полуформат изготавливают с по меньшей мере двумя расположенными на расстоянии друг от друга посредством по меньшей мере одной перемычки пазами.
13. Способ по п. 12, при котором на по меньшей мере одной перемычке (8) предусматриваются по меньшей мере один идентификационный символ (9) и предпочтительно идентификационный символ (9) при разделении полуформата (1) на части (14) полуформата, в частности панельные полуфабрикаты (7), удаляют, в крайнем случае, по частям.
14. Способ по любому из пп. 1-13, при котором в качестве идентификационного знака (16) и/или идентификационного символа (9) используют по меньшей мере один ромбовидный символ, и/или структурированный идентификационный символ (16), и/или идентификационный символ (9).
15. Способ по любому из пп. 1-14, при котором, с одной стороны, по меньшей мере одну часть по меньшей мере одного идентификационного знака (16) и/или по меньшей мере одного идентификационного символа (9), а с другой стороны, по меньшей мере два паза (6) методом штампования формируют на полуформате (1) при спрессовывании несущей пластины (3) с по меньшей мере одним рабочим слоем (4).
16. Способ по любому из пп. 1-15, при котором у полуформата (1) предусматривают вдоль продольных сторон частей (14) полуформата, в частности панельных полуфабрикатов (7), по меньшей мере два идентификационных символа (9) и/или вдоль поперечных сторон частей (14) полуформата, в частности панельных полуфабрикатов (7), по меньшей мере один идентификационный символ (9).
17. Способ по любому из пп. 1-16, при котором части (14) полуформата, в частности панельные полуфабрикаты (7), отделяют от полуформата (1) и/или методом фрезерования формируют фиксирующие профили (17, 18) частей (14) полуформата, в частности панельных полуфабрикатов (7).
18. Способ по любому из пп. 1-17, при котором используют полуформат (1) с образующим, в частности, декоративную рабочую поверхность (10), в случае необходимости, сформированным многослойным, расположенным на несущей пластине (3), предпочтительно из древесины, в частности древесно-волокнистой плиты средней плотности (МДФ) или древесно-волокнистой плиты высокой плотности (ХДФ), поверхностным слоем или рабочим слоем (4).
19. Способ по любому из пп.1-18, при котором поверхностный слой или рабочий слой (4), в частности, при повышенной температуре посредством пресса спрессовывают с несущей пластиной (3) и предпочтительно при котором при спрессовывании поверхностного слоя или рабочего слоя (4) с несущей пластиной (3) в полуфабрикате полуформата формируют по меньшей мере один паз (6).
20. Полуформат (1) для изготовления панелей (2), в частности панелей для настила пола, в частности в соответствии со способом по любому из пп. 1-19, с по меньшей мере двумя расположенными в основном параллельно и за счёт по меньшей мере одной перемычки (8) на расстоянии друг от друга пазами (6), отличающийся тем, что на по меньшей мере одной перемычке (8) предусмотрен по меньшей мере один идентификационный знак (16) и/или по меньшей мере один идентификационный символ (9).
21. Полуформат по п. 20, отличающийся тем, что по меньшей мере один идентификационный знак (16) и/или по меньшей мере один идентификационный символ (9) по меньшей мере частично нанесены методом штамповки на по меньшей мере одну перемычку (8).
22. Пресс-форма для спрессовывания несущей пластины (3) с по меньшей мере одним рабочим слоем (4), в частности, для изготовления полуформата (1) по п. 20 или 21, причём пресс-форма имеет по меньшей мере две расположенные в основном параллельно возвышенные ребристые структуры для формирования методом штампования по меньшей мере двух в основном параллельных пазов (6) в полуформате (1), отличающаяся тем, что пресс-форма имеет между по меньшей мере двумя расположенными в основном параллельно ребристыми структурами по меньшей мере одну возвышенную структуру для по меньшей мере частичного штампования по меньшей мере одного идентификационного знака (16) и/или по меньшей мере одного идентификационного символа (9) на полуформате между по меньшей мере двумя пазами (6), в частности на предусмотренной между по меньшей мере двумя пазами (6) перемычке (8) полуформата (1).
| ТРЕХЗВЕННОЕ ЗАКЛИНИВАЮЩЕЕ СОЕДИНЕНИЕ | 1996 |
|
RU2108492C1 |
| DE 19963203 A1, 20.09.2001 | |||
| DE 102011081075 A1, 21.02.2013 | |||
| ПОЛОВАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2329363C2 |
| СПОСОБ ОБРАБОТКИ БОКОВОЙ КРОМКИ ПАНЕЛИ | 2008 |
|
RU2426641C2 |

