Изобретение относится к способу декорирования панели, включающему стадии помещения панели на носитель, проведения по меньшей мере первой стадии печати посредством первого печатного блока и проведения второй стадии печати посредством второго печатного блока.
Такой способ известен из ЕР 2363299. В известном способе базовый декоративный рисунок печатают на панели на первой стадии печати. Панель переносят на цифровое печатающее устройство для нанесения на панель печатным способом отверждаемого вещества на второй стадии печати, чтобы декорировать панель. Перед поступлением на печатающее устройство базовый рисунок распознают с помощью камеры. Базовый декоративный рисунок может быть имитацией природного дерева, включая прожилки и сучки. Отверждаемое вещество наносят методом печати на панель и впоследствии отверждают, чтобы создать на панели текстуру, которая может соответствовать базовому рисунку, возможно для получения рельефа с соблюдением точной приводки. Таким образом можно создать реалистичную текстурированную поверхность, соответствующую, например, натуральной деревянной доске. Из-за необходимости процесса распознавания перед цифровым печатающим устройством этот известный способ, по-видимому, требует большого количества времени. Кроме того, если рисунок из отверждаемого вещества должен быть совмещен с базовым декоративным рисунком, может возникнуть необходимость промежуточного действия по размещению панели по отношению к носителю и/или второму печатному блоку.
Задачей данного изобретения является обеспечение эффективного способа декорирования панели.
Этого достигают способом по данному изобретению, в котором для формирования декорированной панели первую и вторую стадии печати проводят в соответствии с заданным относительным положением, и в котором в ходе первой и второй стадий печати и между ними, панель удерживают в по существу зафиксированном положении по отношению к носителю.
Так как панель остается в фиксированном положении по отношению к носителю, вторую стадию печати можно контролировать на основе тех же самых координат, которые используют для первой стадии печати. Другими словами, можно опустить дополнительные стадии получения отдельного цифрового изображения рисунка, напечатанного на первой стадии печати, например, посредством камеры, как это известно из уровня техники, и, например, расчета координат, относящихся к этому рисунку, для контроля второй стадии печати. Фактически, можно использовать единую опорную систему координат для расчета систем координат, которые используют для обеих стадий печати. Это приводит к быстрому процессу изготовления. Координаты могут быть связаны с положением носителя. Системы координат, которые используют на первой и второй стадиях печати не обязательно идентичны друг другу. Желаемые рисунки, которые печатают на первой и второй стадиях печати, можно произвольно сдвигать друг относительно друга. Однако способ по данному изобретению обеспечивает возможность использования идентичных координат на обеих стадиях печати, так, что рисунки печатают точно на том же месте панели, то есть друг на друге. Это обеспечивает возможность проведения стадий печати в непрерывном процессе с высокой степенью точности и быстро.
Панель может представлять собой напольную панель, стеновую панель, потолочную панель, панель для изготовления мебели, упаковку или т.п., и быть пригодной для внутреннего и/или внешнего использования. Панель может быть жесткой или гибкой, и она может иметь несколько измерений. Она может быть изготовлена из материала на древесной основе, такого как МДФ (древесноволокнистая плита средней плотности), ДВП (древесно-волокнистая плита высокой плотности), ДПК (древесно-пластиковый композит), или из винила, металла, стекла, камня, керамики, текстиля, нетканого полотна, картона, строительного картона, а также из полимерного композита. Кроме того, панель может быть наложена на другую основу, например, посредством ламинирования.
После осуществления способа по изобретению панель может быть готова к использованию. Например, панель, подлежащая декорированию, уже имеет желаемые размеры и уже снабжена средствами фиксации, для соединения панелей друг с другом, например, шпунтовым соединением. Возможно также, что после осуществления способа по данному изобретению панель является полуфабрикатом, например, ее еще следует нарезать на более мелкие куски и снабдить средствами фиксации. Следует отметить, что способ может включать большее число стадий изготовления перед, после и между первой и второй стадиями печати, например, для подготовки поверхности панели перед стадиями печати посредством нанесения грунтовки или посредством других видов обработки, таких как коронный разряд, плазменный разряд, пиролиз, нагревание и обработка для активации поверхности или т.п., или обработки поверхности панели между стадиями печати или после них, например, посредством нанесения защитного слоя или т.п.
Способ по изобретению не зависит от размера, состава материала или физических свойств панели. Например, способ можно осуществить в виде процесса «рулон за рулоном» или «панель за панелью» в пределах более крупного процесса производства.
Кроме того, продолжительность первой и второй стадий печати может быть различной, например, если на обеих стадиях следует нанести различные количества вещества.
Первый и/или второй печатный блок, и/или любой дополнительный печатный блок, может включать одну из струйной печатающей головки (inkjet head), клапанной печатающей головки (valvejet head) и головки для напыления пигмента (toner head), так что для любого желаемого примера воплощения данного способа можно выбрать любую последовательность и сочетание печатающих головок.
Предпочтительно в ходе первой и второй стадий печати носитель имеет заданные положения относительно точки отсчета. Это означает, что нет необходимости определять фактическое положение панели в случае, если носитель смещается между первой и второй стадиями печати. Например, по отношению к точке отсчета расположение панели при проведении первой стадии печати отличается от расположения панели при проведении второй стадии печати. Следует отметить, что фактическое положение носителя относительно точки отсчета можно контролировать, но этот контроль не зависит от фактического положения панели, или любого рисунка, который печатают на ней в ходе первой стадии печати, по отношению к носителю. Возможно также на первой или второй стадии печати печатать на панели код, и этот код связан с системой координат соответствующего рисунка. На следующей производственной стадии можно использовать эти данные для последующих стадий обработки. Благодаря заданным положениям носителя можно достичь высокой точности. Если первым и вторым печатным блоками управляют с помощью цифрового программного управления, желаемые рисунки, которые следует напечатать, можно быстро изменять, что приводит к высокой степени гибкости.
В ходе первой и второй стадий печати носитель может проходить по заданным траекториям относительно точки отсчета.
В случае заданных положений и/или заданных траекторий носителя местоположения, в которых проводят первую и вторую стадию печати, могут находиться одно за другим, например, когда в качестве носителя используют конвейерную ленту. Возможно также, что в ходе первой стадии печати как носитель, так и первый печатный блок перемещаются относительно точки отсчета и/или относительно друг друга; и/или в ходе второй стадии печати как носитель, так и второй печатный блок перемещаются относительно точки отсчета и/или по отношению друг к другу. Точность заданных положений или траекторий зависит от точности перемещения носителя. В случае регулируемой конвейерной ленты можно достичь точности 5 мкм или менее в направлении, параллельном плоскости ленты, и 100 мкм или менее в направлении, перпендикулярном плоскости ленты.
В конкретном примере воплощения на первой стадии печати на панели печатают базовый декоративный рисунок, а на второй стадии печати на панель наносят отверждаемое вещество, после чего это отверждаемое вещество отверждают. Это обеспечивает возможность создания текстурированной поверхности. Следовательно, нет необходимости использовать относительно дорогостоящие печатные формы или прижимные ролики, чтобы создать на панели рельефную поверхность. Вторая стадия печати может занимать больше времени, чем первая стадия печати, так как на второй стадии печати следует нанести относительно большое количество отверждаемого вещества. Однако дополнительное время можно минимизировать путем проведения одной или большего количества стадий печати после второй стадии печати. В случае, когда отверждаемое вещество формируют, нанося на панель жидкость, после чего на эту жидкость подают порошок, так что порошок или жидкость совместно с порошком образуют отверждаемое вещество, этот порошок может представлять собой порошок геля, чтобы уменьшить время печати в ходе второй стадии печати. Кроме того, можно применить специально для этого предназначенные печатные головки, которые могут подавать относительно большие потоки, больше, чем у средних печатных головок. Например, можно использовать клапанные головки, но приемлемыми являются и другие типы печатных головок.
Отверждаемое вещество можно наносить так, чтобы создавать текстурированную поверхность между боковыми кромками панели, и/или так, чтобы по меньшей мере какая-либо из боковых кромок панели имела скошенную фаску. Толщина вещества после отверждения может составлять менее 1000 мкм, предпочтительно менее 500 мкм и более предпочтительно менее 250 мкм. Угол наклона вещества после отверждения может составлять до 45°, предпочтительно до 60°, и более предпочтительно до 90° относительно плоскости панели.
Относительное положение базового декоративного рисунка и рисунка из отверждаемого вещества может быть таким, что оба рисунка по существу совпадают, частично совпадают, или что оба рисунка сдвинуты по отношению к друг другу. Кроме того, оба рисунка можно напечатать различными материалами, чтобы создать различный внешний вид, например, глянцевый и матовый. Различный внешний вид можно также создавать, воздействуя на процесс отверждения. Например, если применяют поверхностное отверждение вместо отверждения всей жидкости, поверхность может стать нерегулярной из-за гофрирования. Это может вызвать эффект матирования.
Предпочтительно отверждаемое вещество наносят поверх по меньшей мере части указанного базового декоративного рисунка, или в непосредственной близости с указанным базовым декоративным рисунком, что обеспечивает поверхности панели внешний вид рельефа с соблюдением точной приводки. В первом случае на полученном продукте может возникать возвышение на рисунке, напечатанном на первой стадии печати; а во втором случае на полученном продукте может возникать углубление на рисунке, напечатанном на первой стадии печати.
В общих чертах, рисунок из отверждаемого вещества можно напечатать в некотором относительном положении по отношению к положению базового декоративного рисунка. Обычно это желательно делать по границам базового декоративного рисунка, так как отверждаемое вещество может создать расплывчатую границу. Это может случиться, если расстояние между границами базового рисунка и связанным с ним рисунком из отверждаемого вещества столь мало, что отверждаемое вещество переливается через границу базового рисунка до и/или в ходе отверждения.
Базовый декоративный рисунок можно напечатать с помощью краски на водной основе, на основе растворителя или краски, отверждаемой под действием УФ-излучения; блестящего или матового лака, цветной типографской краски, непигментированной или прозрачной типографской краски или т.п.
Отверждаемое вещество может представлять собой фото-полимерную типографскую краску, которую можно отвердить в расположенном далее устройстве для отверждения, но приемлемы и альтернативные вещества. Возможно также формирование отверждаемого вещества путем нанесения на панель жидкости или адгезива, возможно поверх базового декоративного рисунка, после чего на жидкость наносят промежуточное вещество, так, что это промежуточное вещество образует отверждаемое вещество, или жидкость совместно с промежуточным веществом образуют отверждаемое вещество. Это промежуточное вещество представляет собой, например, термографический порошок или набухающий порошок. В случае набухающего порошка в ходе плавления и/или отверждения объем вещества становится больше суммарного объема жидкости и порошка, взятых по отдельности, следовательно высота полученной при отверждении текстуры увеличивается. Максимальная толщина вещества после отверждения может составлять от 20 до 1000 мкм, предпочтительно от 50 до 500 мкм, и более предпочтительно от 70 до 250 мкм, но приемлемыми являются более тонкая или более толстая текстуры.
В случае, когда промежуточное вещество содержит термографический порошок, после расплавления термографического порошка его можно охладить с помощью принудительного охлаждения, чтобы быстро увеличить вязкость расплавленного вещества.
В случае, когда отверждаемое вещество формируют путем печатания на панели жидкости или адгезива, с последующим нанесением на жидкость промежуточного вещества, так что промежуточное вещество образует отверждаемое вещество, или жидкость совместно с промежуточным веществом образуют отверждаемое вещество, и промежуточное вещество содержит порошок, при этом плотность порошка можно увеличить, например, посредством прессования, прокатки, нанесения смеси с различными размерами порошка или т.п.
Порошок можно нанести с помощью электростатографического процесса.
В случае, когда отверждаемое вещество формируют путем печатания на панели жидкости или адгезива, с последующим нанесением на жидкость промежуточного вещества, так что это промежуточное вещество образует отверждаемое вещество, или жидкость совместно с промежуточным веществом образуют отверждаемое вещество, по меньшей мере одно вещество из жидкости и отверждаемого вещества могут включать противоизносные частицы, частицы, препятствующие нанесению царапин, пигменты, красители, металлические частицы или т.п.
Жидкость, которую наносят на второй стадии печати, перед нанесением промежуточного вещества, может включать ингибитор, предназначенный для увеличения времени процесса сушки жидкости. Это может способствовать адгезии между жидкостью и промежуточным веществом перед и/или в ходе отверждения. Кроме того, промежуточное вещество также может быть жидкостью. В этом случае свойства, связанные с увеличением времени процесса сушки, могут быть полезными для надлежащего смешивания жидкостей.
Жидкость, которая может быть нанесена на второй стадии печати, перед нанесением промежуточного вещества, может обладать свойствами грунтовки, чтобы улучшить адгезию между панелью, жидкостью, промежуточным веществом и любым слоем, покрывающим панель на стороне, где нанесены жидкость и промежуточное вещество.
Полезно наносить жидкости, обладающие относительно низкой способностью поглощать тепло, так как это может привести к относительно быстрому нагреванию промежуточного вещества, воспринятого жидкостью. В случае использования в качестве промежуточного вещества порошка, он будет быстро плавиться. Способность поглощать тепло предпочтительно должна быть более низкой, чем у воды. Например, жидкость может содержать спирт. Следовательно, можно получить быстрый производственный процесс, даже если способность панели поглощать тепло является относительно высокой. Кроме того, если теплоемкость панели выше, чем теплоемкость жидкости, сведен к минимуму риск неблагоприятного воздействия на поверхность панели, расположенную под жидкостью.
Следует отметить, что расплавление порошков можно эффективно осуществить посредством инфракрасного нагрева или отверждения в области, близкой к инфракрасной, так как большинство порошков очень хорошо поглощают инфракрасную энергию.
Можно сконцентрировать нагревание на жидкости и промежуточном веществе, или отдельно на промежуточном веществе, и/или на части панели, которая контактирует с отверждаемым веществом. В таком случае можно выбрать жидкость и/или промежуточное вещество, совместимые с источником нагревания, например, УФ-лампой, УФ-лазером, лампой, генерирующей излучение в оптической области, газоразрядной лампой, ИК-нагреванием, обычным нагревателем или нагревателем посредством электронного луча.
На первой стадии печати на панель можно нанести отталкивающий агент или антиадгезив, а на второй стадии печати на панель можно нанести отверждаемое вещество, при этом отталкивающий агент или антиадгезив наносят в местоположениях, в которых поток отверждаемого вещества в ходе и/или после второй стадии печати может быть затруднен, или где вещество после отверждения может быть удалено. Конечно, первой стадии печати может предшествовать стадия печати для нанесения на панель декоративного рисунка. Кроме того, декоративный рисунок и рисунки, напечатанные на первой и второй стадиях печати, могут иметь заданное положение относительно друг друга.
Возможно также наносить на второй стадии печати промежуточное вещество, например мелкий порошок или пигмент, который можно точно нанести на рисунок из жидкости, напечатанный на первой стадии печати. Можно также нанести мелкий порошок или пигмент непосредственно на панель, на первой и/или второй стадии печати. Результаты экспериментов показали, что предпочтительно, когда мелкий порошок или пигмент обладают термографическими свойствами.
На практике между первой и второй стадиями печати можно провести по меньшей мере промежуточную стадию нанесения на панель дополнительного слоя. Это не влияет отрицательно на принцип точного проведения стадий печати в соответствии с заданным относительным положением, так как панель удерживают в фиксированном положении по отношению к одному и тому же носителю в ходе первой и второй стадии печати, а также между этими стадиями и последующими стадиями, если такие имеются.
Возможность применения в способе по данному изобретению большего количества стадий изготовления, чем две стадии печати, обеспечивает возможность получать высокую скорость производства и создавать многочисленные возможные вариации печати. Например, четыре печатных блока могут быть расположены один за другим и печатать следующие комбинации на проходящей панели с использованием цветового пространства CMYK:
cccc-mmmm-yyyy-kkkk,
cmyk-cmyk-cmyk-cmyk,
или можно проводить ступенчатое наращивание текстурированной поверхности посредством печатания непигментированной типографской краской:
непигментированная краска - непигментированная краска непигментированная краска - непигментированная краска.
В последнем случае первые два блока могут включать клапанные устройства или печатающие головки специального назначения, способные печатать относительно большие объемы на проход для грубого, но быстрого создания текстуры, так как клапанные устройства являются менее точными, в то время как последние два блока могут включать струйные печатающие устройства, для создания более точной текстуры. Например, клапанные устройства печатают 72 точки на дюйм, в то время как струйное устройство, которое имеет пьезо-контролируемые печатающие головки, печатает 300 точек на дюйм или более. Клапанные устройства или альтернативные печатающие головки создают основной слой, а вторая серия струйных устройств создает более точный слой поверх слоя основы. Наносимый при печати материал может представлять собой непигментированную или окрашенную типографскую краску, матовую или глянцевую, или т.п., и при этом можно проводить промежуточное отверждение. Количество печатных блоков не ограничено четырьмя, но их может быть два или более.
Количество печатных блоков можно выбрать в связи с желаемой скоростью процесса. Оно связано также с точностью печати. Например, если печать проводят по системе «цвет в цвет», требуется более высокая точность, чем печать по системе «цвет на цвет».
Кроме того, повышенная скорость панели по отношению к печатным блокам требует более высокой и более мощной скорости струи, особенно если в месте, где производят печать, возникает некоторое движение воздуха из-за относительного перемещения панели и печатного блока. В результате скорость капель может возрастать до 5-7 м/с, предпочтительно до 8-9 м/с, или даже более. В то же время объем капли может быть уменьшен, например, до величины ниже 6 пиколитров.
Следует отметить, что на второй стадии печати, до нанесения промежуточного вещества, можно наносить различные типы жидкостей, и эти жидкости обладают различными абсорбционными свойствами в отношении приема промежуточного вещества. В этом случае различные типы жидкостей можно наносить на третьей или на последующих стадиях печати, перед нанесением промежуточного вещества.
В альтернативном воплощении на первой стадии печати на панели печатают рисунок из отверждаемого вещества, для создания текстурированной поверхности, а на второй стадии печати на панели печатают декоративный рисунок; при этом отверждаемое вещество отверждают так, чтобы сформировать текстурированный рисунок. Это означает, что порядок стадий печати для создания декоративного рисунка и текстурированного рисунка является обратным по отношению к воплощениям, описанным ранее. Отверждаемое вещество можно отвердить до или после второй стадии печати.
В первом примере на первой стадии печати на панель наносят текстурированный слой, например, посредством печати белой типографской краской в качестве отверждаемого вещества. После этого на второй стадии печати наносят декоративный рисунок, после чего наносят поверхностный слой, например содержащий износостойкое вещество и/или противоизносные частицы, и/или частицы, препятствующие нанесению царапин. Поверхностный слой можно наносить посредством нанесения покрытия, например, с использованием валика или гибкого валика, такого как резиновый. Первой стадии печати может предшествовать стадия нанесения покрытия, например, предварительного нанесения на панель белой краски, например, на всю верхнюю поверхность. Текстурированный рисунок на первой стадии печати можно создавать в несколько отдельных стадий, посредством последовательной печати слоев отверждаемого вещества. На второй стадии печати декоративный рисунок печатают в заданном положении относительно текстурированного рисунка, например, декоративный рисунок печатают поверх текстурированной поверхности, которая создана на первой стадии печати. Однако возможно большое количество других способов печатания декоративных рисунков по отношению к текстурированной поверхности.
Во втором примере верхний слой можно напечатать с помощью третьей стадии печати. Например, одна или большее количество печатающих головок с цифровым программным управлением могут наносить непигментированную краску на текстурированную поверхность. Это может создавать эффект большей глубины, который трудно получить с использованием нанесения покрытия, например, валиком. Можно также селективно печатать поверхностный слой в связи с одним или обоими рисунками, которые напечатаны на предшествующих стадиях печати.
В дополнение к последним двум примерам, можно также наносить на панель верхний слой после печати базового декоративного рисунка на первой стадии печати и печати отверждаемого вещества на второй стадии печати, для создания текстурированной поверхности, как это описано ранее в нескольких примерах воплощения. В этом случае можно также наносить верхний слой с помощью валика, или с помощью цифровой печати на третьей стадии печати. Валик может быть текстурирован, и/или панель может быть покрыта частично.
В дополнительном альтернативном воплощении возможны следующие последовательные стадии. Сначала на панели создают черновую базовую текстурированную поверхность, посредством нанесения покрытия на панель с помощью текстурированного валика. После этого на панели можно печатать декоративный рисунок на первой стадии печати, а на второй стадии печати можно наносить отверждаемое вещество, посредством цифровой печати. Текстура, созданная на второй стадии печати, может быть более тонкой, чем черновая базовая текстура.
В общих чертах, текстурированный рисунок, который создают посредством печати отверждаемого вещества, можно создать в несколько отдельных стадий, посредством последовательной печати слоев отверждаемого вещества, с возможным проведением отверждения между слоями. С ростом числа слоев поверхность с нанесенным рисунком может уменьшаться или увеличиваться, в зависимости от желаемой формы текстурированной поверхности. Это можно эффективно осуществить с помощью способа по данному изобретению, так как можно использовать ту же базовую систему координат. Кроме того, можно также изменять природу отверждаемого вещества в слое, чтобы получить значительное разнообразие внешнего вида, такого как матовый, глянцевый, светлый, темный, окрашенный и т.д.
Изобретение также относится к устройству для декорирования панели, которое включает носитель для поддерживания панели; фиксатор для удерживания панели в по существу фиксированном положении относительно носителя; блок печатания декора для печатания на панели декоративного рисунка; блок печатания рельефа для печатания отверждаемого вещества; систему управления для перемещения носителя, блока печатания декора и блока печатания рельефа относительно друг друга и для регулирования количества вещества, наносимого печатными блоками; при этом система управления снабжена запоминающим устройством, для сохранения координат рисунка, которые используют для перемещения носителя, блока печатания декора и блока печатания рельефа относительно друг друга.
Это устройство не нуждается ни в системе распознавания, для обнаружения рисунка на панели, помещенной на носитель; ни в отдельном алгоритме преобразования для расчета координат с целью регулирования блока печатания рельефа на основе рисунка, который был напечатан блоком печатания декора, так как для перемещения носителя, блока печатания декора и блока печатания рельефа друг относительно друга можно использовать одну и ту же базовую систему координат.
В конкретном воплощении блок печатания декора является частью стационарного устройства для печатания декора, а блок печатания рельефа является частью стационарного устройства для печатания рельефа, в то время как носитель образован бесконечной лентой конвейера, вдоль которой расположены печатающие устройства. Из-за того, что панель перемещают на ленте конвейера от устройства для печатания декора к устройству для печатания рельефа, и что эти устройства расположены одно за другим по одной и той же ленте конвейера, можно опустить расположенные между печатающими устройствами отдельные выравнивающие устройства, для выравнивания панели по отношению к устройству для печатания рельефа. Блок печатания декора может быть подвижным относительно стационарного устройства для печатания декора, а блок печатания рельефа может быть подвижным относительно стационарного устройства для печатания рельефа. Устройство можно контролировать таким образом, чтобы в рабочих условиях в аппарате присутствовала только одна панель, а на следующую панель не наносили изображение в устройстве для печатания декора до тех пор, пока предыдущая панель не выйдет из устройства для печатания рельефа. Однако возможно также, чтобы на панели синхронно наносили изображение на обоих печатающих устройствах.
Лента может иметь многочисленные конфигурации и включает, например, приводимую в движение цепь.
Устройство может включать привод для перемещения ленты конвейера в поперечном направлении относительно направления его движения, чтобы поддерживать конвейерную ленту на заданной траектории. Это сводит к минимуму любые отклонения между рисунком, который напечатан устройством для печатания декора и устройством для печатания рельефа, в случае печатания рельефа с соблюдением точной приводки.
Фиксатор может включать вакуумную систему для прижатия панели к ленте конвейера. В качестве альтернативы, фиксатор может включать систему зажимов или т.п.
В более общих чертах, данное устройство может включать носитель для поддерживания панели, фиксатор для удерживания панели в по существу фиксированном положении по отношению к носителю, первый печатный блок, второй печатный блок, систему управления для перемещения носителя, первого печатного блока и второго печатного блока по отношению друг к другу и для регулирования количества вещества, наносимого печатными блоками; при этом система управления снабжена запоминающим устройством для сохранения координат рисунка, которые используют для перемещения носителя, первого печатного блока и второго печатного блока по отношению друг к другу. Это устройство способно осуществить способ, описанный выше; при этом первую стадию печати осуществляют с помощью первого печатного блока, а вторую стадию печати - с помощью второго печатного блока.
Система управления может регулировать носитель на основании данных одного или большего количества датчиков, для определения положения носителя. Например, если носитель включает ленту конвейера, то датчик (датчики) могут отслеживать кромку ленты или отметки на поверхности ленты. Таким образом можно точно регулировать положение конвейерной ленты, так, чтобы погрешность размещения в плоскости ленты могла быть менее 10 мкм, или даже менее 5 мкм. Так как панель удерживают в по существу фиксированном положении по отношению к ленте, погрешность размещения панели относительно точки отсчета также является малой.
На первой стадии печати панель, на которую следует нанести изображение, имеет фиксированное положение относительно носителя. Это условие можно соблюсти, определяя фактическое положение панели по отношению к носителю перед первой стадией печати и корректируя его, если это необходимо. Благодаря точному функционированию носителя нет необходимости отслеживать положение панели по отношению к носителю в ходе первой и второй стадий печати и между ними. Если положение панели регулируют по отношению к носителю перед первой стадией печати, можно таким же образом корректировать координаты, используемые на первой стадии печати и на второй стадии печати.
Система управления может быть центральной системой управления, включающей алгоритм регулирования, который совместно регулирует носитель и печатные блоки и возможные дополнительные печатные блоки; или это устройство может включать два или большее количество отдельных систем управления, которые взаимодействуют друг с другом и/или с системами управления дополнительных устройств, которые присоединены перед первым печатным блоком, после второго печатного блока или между первым и вторым печатными блоками.
Следует заметить, что блок печатания декора может быть расположен выше или ниже блока печатания рельефа по ходу технологического процесса. Выше и/или ниже блока печатания декора и блока печатания рельефа могут быть расположены дополнительные печатные блоки и/или модули поверхностной обработки, такие как устройство для нанесения покрытия с помощью валика, отверждающее устройство, третий печатный блок или т.п.
Данное изобретение также относится к панели, которая декорирована в соответствии со способом по данному изобретению или с применением устройства по данному изобретению, описанными выше. Данное изобретение относится также к панели, которая содержит подложку, первый напечатанный на этой подложке рисунок и второй напечатанный на этой подложке рисунок; при этом первый и второй напечатанные рисунки связаны по относительному положению. Относительное положение может быть таким, что если первый и второй напечатанный рисунок наложить один на другой для наилучшего совпадения, то отклонение одного рисунка от другого составляет менее 10 мкм, или даже менее 5 мкм.
В конкретном воплощении второй напечатанный рисунок включает текстурированный слой, который возвышается над первым напечатанным рисунком. Второй напечатанный рисунок может точно соответствовать первому напечатанному рисунку, но также может следовать за первым напечатанным рисунком на заданном расстоянии, или произвольно отклоняться от первого напечатанного рисунка. Первый напечатанный рисунок может быть декоративным базовым рисунком, например, рисунком, имитирующим дерево, а второй напечатанный рисунок может обеспечивать дополнительные декоративные эффекты, такие как блестящий, перламутровый, серебристый, золотистый, глянцевый, матовый внешний вид или т.п. Панель также может быть непрерывным листом.
Панель может быть пригодна для пола, стен, потолка, мебели, упаковки или т.п., а также для внутреннего (интерьерного) и/или внешнего применения.
В дальнейшем данное изобретение будет освещено со ссылкой на чертежи, очень схематично изображающие примеры воплощения данного изобретения.
Фиг. 1 представляет иллюстративный вид воплощения устройства по данному изобретению.
Фиг. 2 представляет подобный фиг. 1 вид альтернативного воплощения.
Фиг. 3 представляет подобный фиг. 1 вид другого альтернативного воплощения.
Фиг. 4 представляет подобный фиг. 1 вид еще одного альтернативного воплощения.
Фиг. 5 представляет вид сверху части панели в крупном масштабе; и эта панель изготовлена способом по данному изобретению.
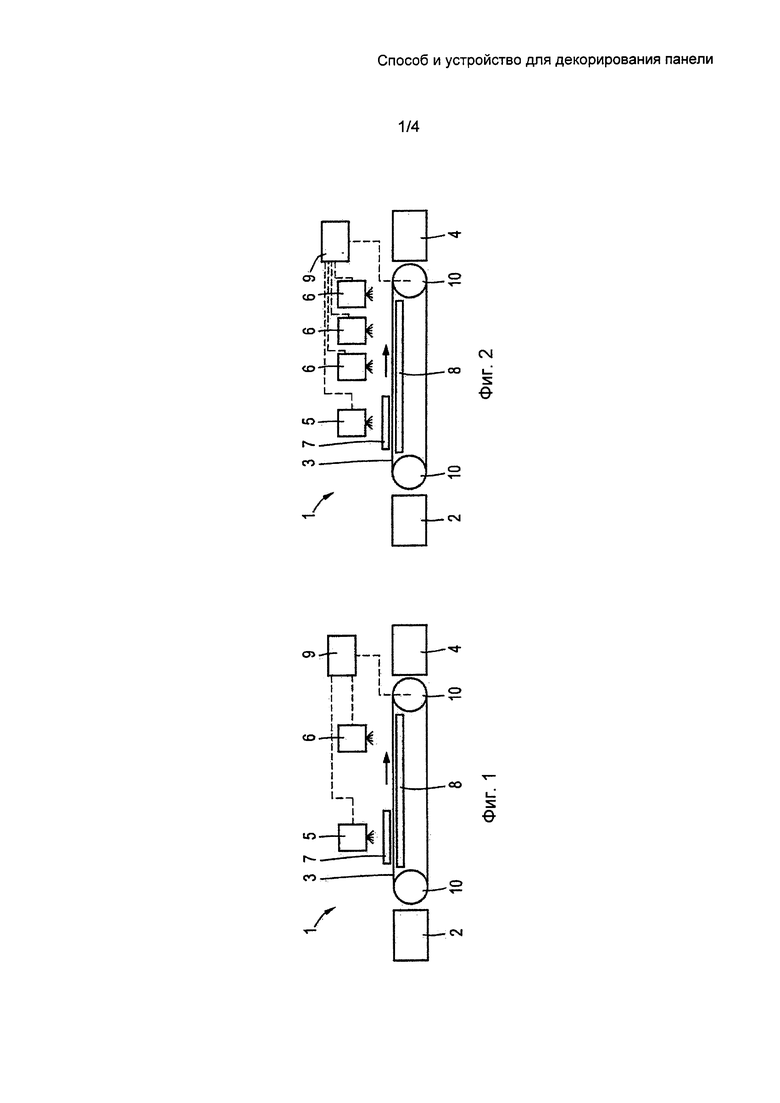
Фиг. 1 изображает воплощение устройства 1 для изготовления декоративной панели по данному изобретению. Кроме того, фиг. 1 иллюстрирует воплощение способа декорирования панели по данному изобретению. Устройство 1 пригодно для изготовления декоративных панелей непрерывным способом и включает зону 2 загрузки, носитель в форме бесконечной конвейерной ленты 3 и зону 4 выгрузки. Стационарное устройство 5 для печатания декора и стационарное устройство 6 для печатания рельефа расположены вдоль конвейерной ленты 3. Стационарное устройство 6 для печатания рельефа расположено ниже стационарного устройства 5 для печатания декора по ходу технологического процесса.
В рабочих условиях устройства 1 панели 7 подают из зоны 2 загрузки на конвейерную ленту 3. Каждую из панелей 7 перемещают вдоль обоих печатающих устройств 5, 6. Устройство 5 для печатания декора включает блок печатания декора с цифровым программным управлением, который печатает декоративный базовый рисунок на панели 7, которая находится на конвейерной ленте 3 в устройстве 5 для печатания декора. Устройство 6 для печатания рельефа включает блок печатания рельефа с цифровым программным управлением, который наносит отверждаемое вещество на панель 7. В более общих чертах, блок печатания декора является первым печатным блоком, для проведения первой стадии печати, а блок печатания рельефа является вторым печатным блоком, для проведения второй стадии печати. Первый печатный блок может быть подвижным по отношению к стационарному печатному устройству 5, а второй печатный блок может быть подвижным по отношению к стационарному устройству 6 для печатания рельефа.
После второй стадии печати панель 7 сходит с конвейерной ленты 3 в направлении зоны 4 выгрузки, для последующей обработки панели 7, например, для отверждения рисунка из отверждаемого вещества на панели 7. Устройство 1 может быть снабжено вакуумными захватами (не показаны), для помещения панели 7 из зоны 2 загрузки на ленту 3 конвейера и для перемещения панели 7 от конвейерной ленты 3 в зону 4 выгрузки, но приемлемыми являются и альтернативные системы перемещения.
Устройство 1 включает фиксатор в виде вакуумной системы 8 для прижима панели 7 к конвейерной ленте 3. Вследствие этого панель 7 сохраняют в фиксированном положении на конвейерной ленте 3 при перемещении панели 7 вдоль печатающих устройств 5, 6. Другими словами, в ходе стадии печати базового декоративного рисунка и стадии печати отверждаемого вещества, а также между этими стадиями, панель 7 удерживают в фиксированном положении относительно конвейерной ленты 3.
Конвейерной лентой 3 и печатными блоками печатающих устройств 5, 6 управляет управляющее устройство 9. В данном случае конвейерная лента 3 движется непрерывно, но в альтернативном примере воплощения конвейерная лента 3 может быть остановлена или замедлена до более низкой скорости, когда панель 7, на которую должно быть нанесено изображение, прибывает на соответствующие печатающие устройства 5, 6. Управляющее устройство 9 снабжено запоминающим устройством, включающим таблицу преобразования, которая включает координаты базового декоративного рисунка, который должен быть напечатан на панели 7 блоком печатания декора. Ту же таблицу преобразования используют для управления блоком печатания рельефа. Следовательно, отверждаемое вещество можно наносить точно на базовый декоративный рисунок, или на его части. Таким образом можно создать поверхность, текстурированную рельефом с соблюдением точной приводки. Однако это не является обязательным; рисунки, напечатанные на первой и на второй стадиях печати, могут быть, например, смещены друг относительно друга.
Из эстетических соображений может быть полезно покрывать отверждаемым веществом только часть базового декоративного рисунка. Например, по-видимому, в случае уменьшения толщины линии в базовом декоративном рисунке, пропорционально меньшее количество отверждаемого вещества, нанесенного поверх этой линии, создает привлекательные эффекты, например, в том случае, когда такая линия имитирует древесную прожилку.
Возможно также проводить вторую стадию печати таким образом, чтобы рисунок, напечатанный на второй стадии печати, был расположен рядом с рисунком, напечатанным на первой стадии печати. Например, базовый декоративный рисунок имеет область, которая представляет собой древесную прожилку, и отверждаемое вещество наносят рядом с этой древесной прожилкой. Это означает, что полученная панель имеет углубление на месте древесной прожилки. Ясно, что способ и устройство по данному изобретению обеспечивают также возможность создать возвышение на древесной прожилке, если это желательно.
Обращаясь к фиг. 1, следует отметить, что между печатающим устройством 5 для печатания декора и печатающим устройством 6 для печатания рельефа устранены любые средства распознавания, для распознавания координат базового декоративного рисунка на панели 7, такие как камеры. Кроме того, нет необходимости рассчитывать новые координаты для новой таблицы преобразования, которые можно было бы использовать для управления блоком печатания рельефа. Это позволяет изготавливать декоративные панели в быстром непрерывном процессе, например, при скоростях от 0 до 300 м/мин или выше, возможно в зависимости от ширины и длины ленты 3. Эксперименты показали, что лента 3, верхняя поверхность которой имеет ширину примерно 1 м и длину примерно 3 м, может перемещаться со скоростью от 120 до 180 м/мин, в то время как точность в направлении длины и ширины составляет менее 5 мкм. Точность, достигаемая в направлении, перпендикулярном верхней поверхности ленты 3, составляет менее 100 мкм.
Для того, чтобы сохранить постоянными относительные положения панели 7 и печатающего устройства 5 для печатания декора, с одной стороны, и панели 7 и печатающего устройства 6 для печатания рельефа, с другой стороны, конвейерную ленту 3 регулируют таким образом, что панель 7 проходит через оба печатающих устройства 5, 6 в заданных или фиксированных положениях относительно точки отсчета. Устройство 1 снабжено приводом (не показан) для регулирования положения конвейерной ленты 3 в поперечном направлении, относительно направления ее перемещения. Кроме того, устройство 1 включает перематывающие ролики 10, которые направляют бесконечную конвейерную ленту 3. Перематывающие ролики 10 могут вращаться вокруг осей, концы которых можно смещать в направлении, поперечном по отношению к направлению этих осей, чтобы скомпенсировать коническую конфигурацию, которую конвейерные ленты имеют на практике. В результате можно достичь по существу постоянного натяжения по ширине конвейерной ленты. Когда в печатающем устройстве 5 для печатания декора на панели 7 печатают тонкие линии, например, представляющие прожилки дерева, отверждаемое вещество можно очень точно наносить поверх этой линии в печатающем устройстве 6 для печатания рельефа; или очень точно наносить его рядом или вблизи прожилки.
Если конвейерную ленту 3 перемещают с фиксированной скоростью, блок печатания рельефа может проходить такой же путь, как и блок печатания декора, но с некоторым запаздыванием по времени. Это запаздывание зависит от скорости конвейерной ленты 3.
Скорость конвейерной ленты 3 может быть различной. Например, если на втором печатающем устройстве 6 наносят отверждаемое вещество, чтобы создать возвышенную поверхность, скорость конвейерной ленты 3 на втором печатающем устройстве 6 может быть ниже, чем на первом печатающем устройстве 5, так как может требоваться большее количество наносимого материала, чем для печати базового рисунка на первом печатающем устройстве 5. Например, скорость составляет 10 м/мин, когда панель 7 находится в первом печатающем устройстве 5, и 2 м/мин, когда панель 7 находится во втором печатающем устройстве 6.
Обращаясь к фиг. 1, допустимо проводить дополнительные стадии между печатанием базового декоративного рисунка и нанесением отверждаемого вещества. Например, можно наносить на панель 7 защитный слой, например, слой лака, включающего противоизносные частицы. Защитный слой не ограничен базовым декоративным рисунком, но может покрывать всю верхнюю поверхность панели 7. Впоследствии, на печатающем устройстве 6 для печатания рельефа, на панель 7 можно нанести отверждаемое вещество, возможно, после отверждения или частичного отверждения защитного слоя. Частичное отверждение может быть благоприятным в отношении адгезии различных слоев. В рисунок из отверждаемого вещества также можно добавлять противоизносные частицы. В конкретном примере воплощения противоизносные частицы в защитном слое могут быть крупнее, чем частицы, применяемые в отверждаемом веществе. Противоизносные частицы в защитном слое могут обладать свойством сопротивления к истиранию, в то время как противоизносные частицы в отверждаемом веществе могут обладать свойством стойкости к нанесению царапин.
Базовый декоративный рисунок, или базовый текстурированный рисунок, можно напечатать с использованием типографской краски на водной основе или на основе растворителя; УФ-отверждаемой типографской краски, лака, цветной типографской краски, прозрачной типографской краски или т.п. Отверждаемое вещество, которое должно быть нанесено с помощью блока печатания рельефа, может представлять собой фотополимерную типографскую краску или какое-либо другое вещество. Среда, которую наносят на панель 7 в печатающем устройстве 5 для печатания декора, может быть адаптирована к свойствам панели 7, например, к свойствам панели 7 в отношении способности поглощать типографскую краску. Подобным образом, вещество, которое наносят на панель 7 в печатающем устройстве 6 для печатания рельефа, может быть адаптировано к свойствам среды, которую наносят в печатающем устройстве 5 для печатания декора, например, к свойствам вещества, которое должно быть нанесено в печатающем устройстве 6 для печатания рельефа, в отношении способности поглощения типографской краски. Кроме того, на такие характеристики рисунка, который должен быть напечатан, как поведение вещества на панели 7 в отношении растекания, могут влиять вязкость и другие свойства материалов, которые должны быть нанесены, а также окружающие условия. Устройство 9 управления снабжено расчетным модулем, для расчета необходимого количества типографской краски, полимера и т.д.
Блок печатания декора и блок печатания рельефа могут быть снабжены печатающими головками следующих типов (не ограничиваясь ими): струйными печатающими головками, клапанными печатающими головками, пьезо-контролируемыми печатающими головками, печатающими головками для нанесения пигмента. Кроме того, можно применять такие технологии печати, как шелкография, печать на основе литографии или лазерная печать.
Панели, на которые должно быть нанесено изображение, могут быть сделаны из различных материалов, например, МФД (древесно-волокнистой плиты средней плотности), ДВП (древесно-волокнистой плиты высокой плотности), древесины, полимерного композиционного материала, ДПК (древесно-пластикового композита), виниловой плитки, ПВХ, картона, текстиля, ковровых плиток, керамики, камня, металла и т.п. Кроме того, устройство 1 может быть сконструировано для панелей 7, имеющих различные формы и/или размеры. Продукты могут быть пригодны для использования в качестве половых панелей, стеновых панелей, потолочных панелей, для изготовления мебели, упаковки и т.д. Полученные панели могут представлять собой полуфабрикаты большого размера, которые еще должны быть разрезаны на куски, после чего эти куски можно снабдить средствами фиксации, такими как шпунтовые соединения. Панель также может быть сплошным листом, на который наносят изображение, например, способом с рулона-на рулон.
Фиг. 2 изображает альтернативный пример воплощения устройства 1. В этом случае устройство 1 также снабжено одним печатающим устройством 5 для печатания декора, но тремя печатающими устройствами 6 для печатания рельефа. Печатающие устройства 6 для печатания рельефа наносят отверждаемое вещество в несколько стадий. Между последовательно расположенными печатающими устройствами 6 для печатания рельефа вещество может быть частично или полностью отверждено. Каждый блок печатания рельефа регулируют на основе той же таблицы преобразования координат, что и базовый декоративный рисунок. Возможно, чтобы количество отверждаемого вещества, которое наносят с помощью блоков печатания рельефа, различалось для отдельных печатающих устройств 6 для печатания рельефа. Например, в случае печатания рельефа с соблюдением точной приводки, толстые линии можно покрывать тремя слоями отверждаемого вещества, наносимыми тремя блоками печатания рельефа, в то время как тонкие линии можно покрывать только двумя слоями отверждаемого вещества, наносимыми двумя блоками печатания рельефа. Различия также можно создавать путем изменения размера капель, вязкости и других свойств.
Как описано ранее, нет необходимости, чтобы рисунки, которые наносят на печатающих устройствах 6, точно соответствовали базовому декоративному рисунку. Рисунки, напечатанные на отдельных печатающих устройствах 6, могут даже быть различными. Тем не менее, устройство 1 обеспечивает возможность создания заданного относительного положения между базовым декоративным рисунком и рисунками из отверждаемого вещества, на основе опорной системы координат, которую используют на различных печатающих устройствах 5, 6. Устройства 6 для печатания рельефа также могут наносить различные типы веществ в различных рисунках, например, глянцевое вещество в одном рисунке и матовое вещество в рисунке, не совпадающем с первым.
Блок печатания декора и/или блок печатания рельефа могут быть подвижными или стационарными, в зависимости от типа рисунка, который должен быть напечатан. Например, если проходящую панель 7 следует декорировать единой углубленной линией (grout line), расположенной в продольном направлении, то есть в направлении перемещения ленты 3, то печатающее устройство 5 для печатания декора может печатать на панели линию, а печатающее устройство 6 для печатания рельефа может наносить отверждаемое вещество в непосредственной близости к указанной линии, чтобы полученная панель 7 имела углубление на указанной линии. В таком случае печатные блоки могут быть стационарными по отношению к началу координат.
Кроме того, допустимо, чтобы панели 7 проходили через одно и то же печатающее устройство 6 для печатания рельефа более одного раза. Например, обращаясь к фиг. 1, панель 7 может выходить с конвейерной ленты 3 на пункте 4 выгрузки и поступать обратно на пункт 2 загрузки, чтобы ее еще раз направили на конвейерную ленту 3. При прохождении через блок 5 печатания декора этот блок не активируют, но при прохождении печатающего устройства 6 для печатания рельефа на панель 7 наносят следующий слой, с помощью блока печатания рельефа.
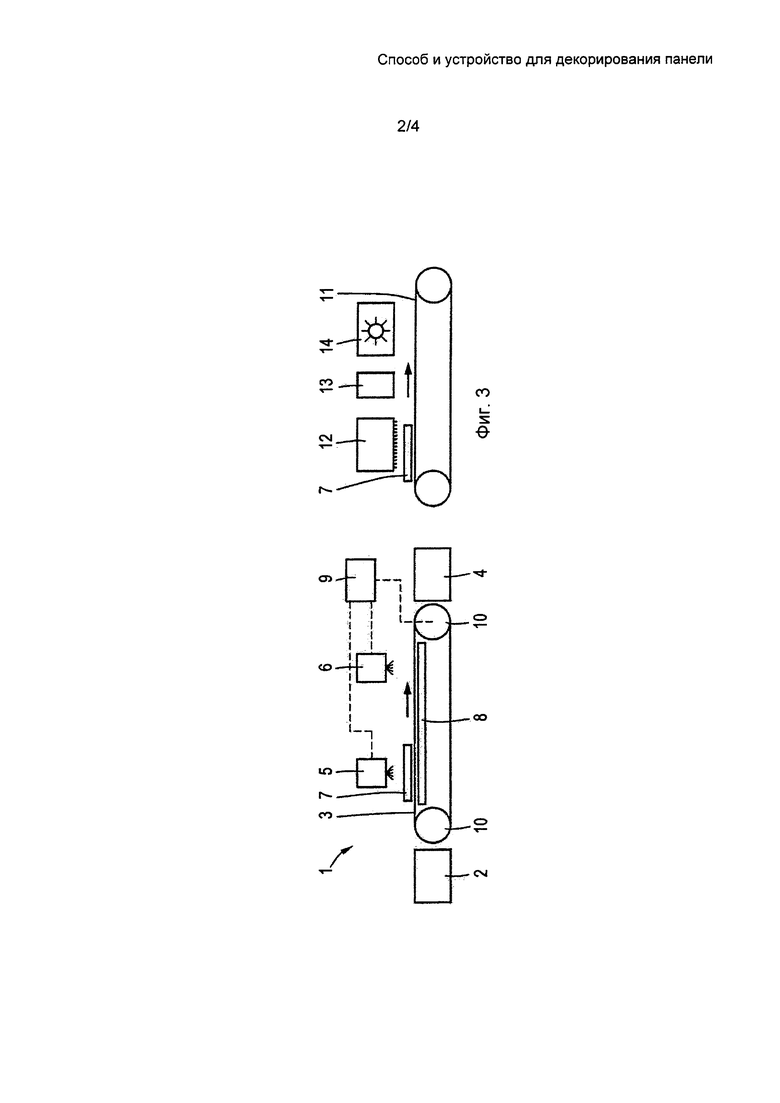
Фиг. 3 изображает альтернативный пример воплощения устройства 1. В этом случае панель 7 переносят на другой конвейер 11 через пункт 4 выгрузки. Первый печатный рисунок наносят на первом печатающем устройстве 5, а второй печатный рисунок наносят на втором печатающем устройстве 6. Второе печатающее устройство 6 наносит на панель 7 жидкость или адгезив. Порошковым блоком 12 можно управлять так, чтобы он распределял порошок по проходящей панели 7. Часть порошка прилипает к жидкости второго напечатанного рисунка, а другая часть порошка попадает за пределы нанесенного вещества, и ее можно удалить отсосом 13. Следовательно, порошок прилипает только к жидкости или адгезиву на втором печатном рисунке. Если желательно получить рельеф с соблюдением точной приводки, первый и второй печатные рисунки совпадают. В альтернативном случае лишний порошок удаляют потоком воздуха, например, с помощью воздушного шабера, воздушного ножа или воздушного пистолета. Порошок может содержать блестящие частицы, противоизносные частицы, такие как частицы корунда, стеклянные шарики, оксид кремния и т.п. Порошок может содержать термографический или набухающий порошок и плавиться в единую массу, которая возвышается над исходной верхней поверхностью панели 7. Допустимо, чтобы жидкость и порошок совместно образовывали отверждаемое вещество, или же сам порошок являлся отверждаемым веществом, которое прилипает к панели при отверждении. В последнем случае жидкость может частично или полностью исчезать на последующей стадии отверждения, например, путем испарения.
Термографический порошок может быть термореактивным порошком, возможно, содержащим пенообразователь. Размер частиц порошка может иметь заданный разброс, и порошок может быть окрашенным, прозрачным или т.п. В альтернативном случае порошок может быть иономером, например Surlyn. Нанесение иономерного порошка является предпочтительным, так как он не только образует текстурированный рисунок при отверждении, но также обеспечивает противоизносные свойства. Это означает, что нет необходимости еще добавлять противоизносные частицы. Тем не менее, комбинацию иономерного порошка и противоизносных частиц можно наносить для того, чтобы получить текстурированную поверхность с оптимальной износостойкостью.
В общих чертах, изобретение также относится к способу изготовления панели, обладающей текстурированной поверхностью, который включает стадии подачи панели, нанесения на панель жидкости в виде заданного рисунка, подачи на эту жидкость отверждаемого порошка, отверждения порошка, таким образом формируя панель; где порошок содержит иономер, например, Surlyn. Этот способ можно комбинировать с другими стадиями, описанными выше, например, с нанесением рисунка жидкостью в некотором положении относительно декоративного рисунка; удалением избыточного порошка и т.д. Порошок также может включать противоизносные частицы, чтобы после отверждения иономера эти частицы были внедрены в слой иономера.
Данное изобретение также относится к способу изготовления панели с текстурированной поверхностью, включающему стадии подачи панели, нанесения на панель порошка; нанесения на панель, содержащую порошок, жидкости в виде заданного рисунка, так, чтобы порошок оставался на рисунке, сделанном жидкостью; удаления избыточного порошка и отверждения порошка, или отверждения жидкости и порошка, таким образом формируя панель. Порошок может содержать иономер, например, Surlyn. Порошок может также содержать противоизносные частицы так, что после отверждения иономера эти частицы оказываются внедрены в слой иономера. Стадию удаления избыточного порошка можно проводить до или после стадии отверждения.
Допустимыми являются различные типы, формы и размеры порошка. Например, порошок металлизированной смолы, который создает металлический эффект после плавления; блестящий порошок смолы, где в порошок добавляют блестящие частицы; антистатический порошок, который позволяет избежать накопления электростатического заряда; и порошки, которые создают перламутровый эффект, матовый эффект или эффект запаха. Порошок может содержать антиадгезивные агенты, такие как воск, или гелевый компонент для улучшения когезии с полимерным расплавом.
Фиг. 3 показывает, что отверждаемое вещество, включающее порошок, отверждают в устройстве 14 отверждения, которое может содержать, например, УФ-лампу, УФ-лазер, лампу, генерирующую оптическое излучение, газоразрядную лампу, ИК-нагревание, обычный нагреватель или нагреватель посредством электронного пучка. Предпочтительно энергию отверждения концентрируют на отверждаемом веществе и/или на прилегающей к нему части панели, на которой должно держаться вещество. В случае использования УФ-типографской краски в качестве жидкости для приема термографического порошка, можно предварительно нагреть панель и краску, чтобы инициировать расплавление перед началом УФ-отверждения. После УФ-отверждения на некоторые термографические порошки не действует возможные последующие виды термообработки.
Также можно регулировать нагревание таким образом, чтобы расплавленное вещество начало кипеть. Вследствие этого возникает нерегулярная поверхность, что создает эффект матовой поверхности. Это обеспечивает возможность создания на панели 7 эффекта матового стекла.
Кроме того, следует отметить, что порошковый блок 12, отсасывающее устройство 13 и устройство 14 отверждения также можно разместить вдоль точно регулируемой конвейерной ленты 3, но это не является необходимым, так как эти виды обработки требуют меньшей точности, чем стадии печати. В альтернативном примере воплощения порошок можно добавлять в нескольких последовательных пунктах, в которых размер частиц порошков может изменяться от пункта к пункту. Например, порошок, имеющий размер частиц 150 мкм, напыляют на панель 7 в первом порошковом блоке, а порошок, имеющий размер частиц 50 мкм - во втором порошковом блоке. Сочетание термографических порошков с частицами различного размера может увеличить насыпную плотность полученного вещества при отверждении. Благодаря повышенной плотности порошки могут плавиться быстрее, так как включения воздуха, которые обычно обладают изолирующими свойствами, сведены к минимуму. Полученное расплавленное вещество выглядит однородным и приобретает гладкую поверхность.
Кроме того, после напыления порошок можно вдавливать в жидкость или адгезив, например, посредством ролика, ленты, пластины или т.п. Благодаря вдавливанию порошка в жидкость плотность порошка увеличивается, и сцепление порошка с жидкостью улучшается.
Следует отметить, что жидкость, которую наносят посредством устройства 6 для печатания рельефа, может обладать свойствами грунтовки, для улучшенного сцепления между порошком и панелью 7 при отверждении. Например, в случае нанесения иономерного порошка на панель, имеющую полипропиленовую поверхность, к жидкости можно добавить промотор сцепления.
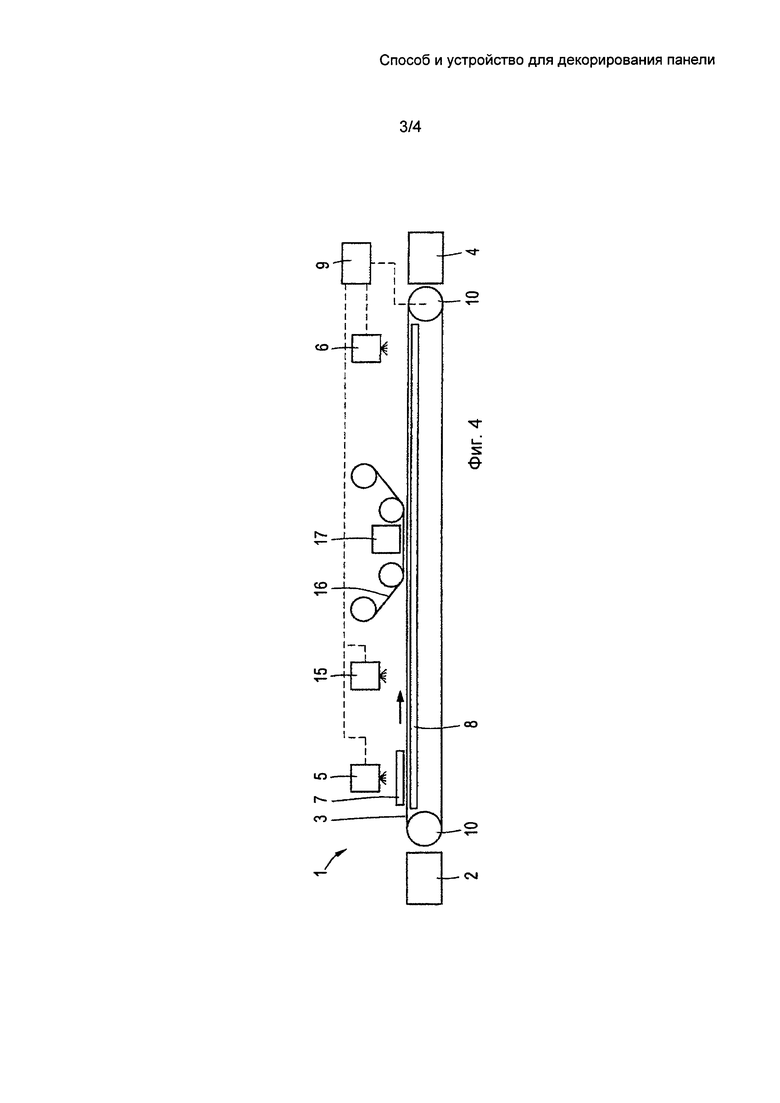
Фиг. 4 изображает альтернативный пример воплощения устройства 1, в котором между стадией печатания базового декоративного рисунка на печатающем устройстве 5 для печатания декора и стадией нанесения отверждаемого вещества на печатающем устройстве 6 для печатания рельефа проводят промежуточные стадии. После того, как панель 7 покидает печатающее устройство 5 для печатания декора, она поступает на печатающее устройство 15 для нанесения пигмента. Пигмент наносят на основе той же таблицы преобразования, которую используют также для управления блоком печатания декора в печатающем устройстве 5 для печатания декора. Затем, с помощью каландровой системы покрытия, панель 7 покрывают металлизированной передающей фольгой 16. В примере воплощения, приведенном на фиг. 4, передающую фольгу сматывают после отверждения посредством отверждающего элемента 17. Затем на панели 7 проводят следующую стадию печати, в печатающем устройстве 6 для печатания рельефа. В этом случае печатающее устройство 5 для печатания декора, печатающее устройство 15 для нанесения пигмента и печатающее устройство 6 для печатания рельефа расположены вдоль одной и той же точно регулируемой ленты 3 конвейера. Они используют одну и ту же таблицу преобразования для управления индивидуальными печатными блоками, что, таким образом, приводит к быстрому процессу изготовления. Хотя это и не показано на фиг. 4, отверждаемое вещество будут отверждать после выхода с конвейерной ленты 3, с получением декоративных панелей. В альтернативном случае отверждаемое вещество формируют путем нанесения жидкости на печатающем устройстве 6 для печатания рельефа и напыления на нее порошка, как это описано в связи с примером воплощения, соответствующим фиг. 3. Порошок также может включать противоизносные частицы.
Толщина отверждаемого вещества или полученного на панели 7 текстурированного рисунка может быть различной, но обычно эта толщина может составлять от 5 до 1000 мкм, предпочтительно от 50 до 500 мкм, или еще более предпочтительно от 80 до 250 мкм. Толщина также может быть связана с размером дополнительных частиц, таких как противоизносные частицы или пигментированные частицы, которые могут содержаться в отверждаемом веществе. Ширина и/или высота текстурированного рисунка в плоскости панели 7 предпочтительно больше, чем размер противоизносных или других частиц. Обычно, с эстетической точки зрения, может быть нежелательно, чтобы какие-либо частицы выступали за границы текстурированной области на панели 7.
Как было упомянуто ранее, способ и устройство по данному изобретению обеспечивают возможность осуществлять первую и вторую стадии печати с заданным относительным расположением. Носитель или конвейерная лента 3 точно функционирует так, что первая и вторая стадия печати могут быть основаны на одной и той же опорной системе координат, без необходимости отслеживать положение рисунка, напечатанного на первой стадии печати. Описано также, что на второй стадии печати может быть нанесено отверждаемое вещество, возможно, путем нанесения жидкости и затем напыления на нее порошка. Это дает возможность создавать на панели 7 текстурированную поверхность, возможно (но не обязательно) с соблюдением точной приводки по отношению к нижележащему базовому декоративному рисунку. Например, панель, имитирующая шлифованную деревянную доску, не имеет рельефного рисунка, нанесенного полностью с соблюдением точной приводки. Кроме того, вторая стадия печати может наносить рисунок, подобный рисунку, нанесенному на первой стадии печати, но на некотором расстоянии от него, что не является результатом недостаточной точности, но сделано намеренно. Это проиллюстрировано в связи с фиг. 5.
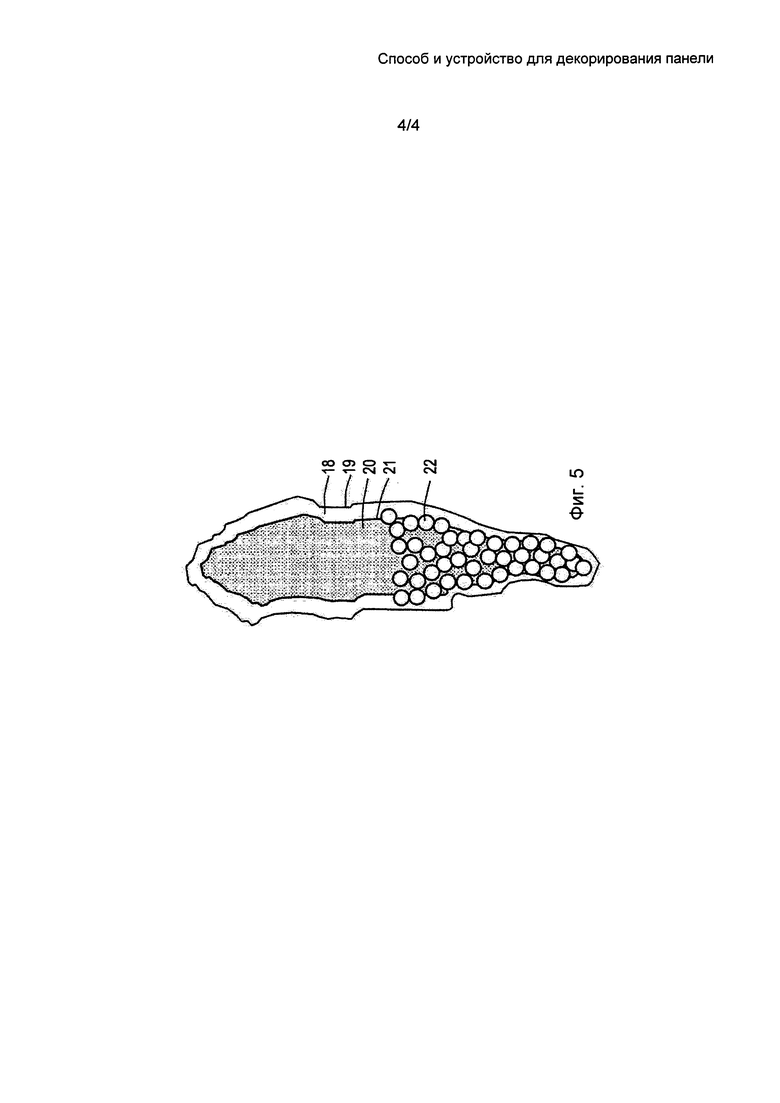
Фиг. 5 изображает часть верхней поверхности панели, которая декорирована с помощью способа по данному изобретению. На первой стадии печати на панель 7 наносят первую область 18, имеющую первую границу или контур 19. Эта первая область 18 может представлять древесные прожилки деревянной доски, и в качестве наносимого вещества можно использовать типографскую краску. На второй стадии печати на первую область 18 наносят вторую область 20, которая имеет вторую границу или контур 21. Наносимое на вторую область 20 вещество представляет собой жидкость, на которую впоследствии наносят термографический порошок 22, так, чтобы создать приподнятую поверхность на первой области 18.
На практике может быть желательно сохранить первый контур 19 ясно видимым после окончательной обработки панели 7. Если вторая область 20 перекрывает первый контур 19, это могло бы привести к нечеткому первому контуру 19, даже если вещество полученной второй области 20 является прозрачным. Для того, чтобы избежать перетекания жидкости второй области 20 через контур первой области 18, координаты, которые использовали для первой стадии печати, видоизменяют так, что жидкость второй области 20 наносят внутри первой области 18, на некотором расстоянии от первого контура 19 первой области 18. Расстояние, которое следует выбрать, зависит от вязкости жидкости второй области 20. Кроме того, это расстояние зависит от размера частиц порошка 22. Фиг. 5 показывает, что частицы могут выступать за второй контур 21 второй области 20, но оставаться в пределах первого контура 19 первой области 18. Следовательно, расстояние между контурами 19, 21 обеих областей 18, 20 должно быть таким, чтобы частицы, которые прилипают на кромке второй области 21, после отверждения не выступали за кромку первой области 18. В случае использования набухающего порошка расстояние между обоими контурами 19, 21 может быть еще больше. При нанесении порошка, имеющего особенно малый размер частиц, любое выступание частиц за пределы второго контура 19 сведено к минимуму, и расстояние между первым и вторым контурами 19, 21 может быть сведено к минимуму.
Порошок 22 можно наносить относительно неточно, посредством напыления на панель 7 и удаления избыточного порошка 22 перед отверждением, но также возможно точно наносить порошок на вторую область 20, с помощью третьей стадии печати, например, посредством печатного блока на основе пигмента. В альтернативном случае порошок 22 наносят посредством электростатографического процесса, такого как ксерография, ионография, технология лазерной печати или т.п.
Если желательно создать более высокий уровень поверхности за пределами первой области 18, вторая стадия печати должна наносить жидкость вне первого контура 19 первой области 18. В этом случае координаты, которые использовали на первой стадии печати, можно легко откорректировать для проведения второй стадии печати, так, что нанесение жидкости останавливают на заданном расстоянии от первого контура 19, вне первой области 18.
Хотя пример воплощения согласно фиг. 5 показывает вторую стадию печати, за которой следует напыление или печать термографического порошка 22, допустимо также, чтобы отверждаемое вещество наносили на вторую область 20 без необходимости последующего добавления порошка.
Кроме того, для того, чтобы избежать перетекания через кромки рисунка, как проиллюстрировано на фиг. 5, возможно также нанести отталкивающий или антиадгезионный агент. Обращаясь к фиг. 5, здесь снова можно напечатать первую область 18 на первой стадии печати. На второй стадии печати на первый контур 19 и, возможно, также внутри первого контура 19 можно нанести отталкивающий или антиадгезионный агент, после чего на третьей стадии печати вне первой области 18 можно нанести отверждаемое вещество. Отталкивающий состав на первом контуре 19 предотвращает перелив отверждаемого вещества или плавящегося термографического порошка через первый контур 19 в первую область 18. Впоследствии отталкивающий агент можно удалить, или оставить на панели 7. Отталкивающий агент может быть выполнен из кремнийорганических соединений. Если отталкивающий или антиадгезионный агент впоследствии удаляют, допустимо, чтобы на третьей стадии печати отверждаемое вещество наносили и внутри первой области 18, чтобы можно было наносить отверждаемое вещество менее точно. В случае способа и устройства по данному изобретению возможны многочисленные изменения процессов, в результате возможности точного нанесения без промежуточного мониторинга относительного расположения какого-либо рисунка на панели 7.
Перетекания через кромки рисунка в ходе отверждения можно избежать также путем изменения условий отверждения, например посредством быстрого охлаждения после расплавления термографического порошка, чтобы быстро увеличить вязкость расплавленного вещества.
Вместо того, чтобы имитировать прожилки дерева, как это описано ранее, возможно создавать на панели текстурированную поверхность в форме скошенных боковых кромок, чтобы создать V-образную канавку между прилегающими друг к другу панелями. Такую текстуру можно создать, например, нанося большое количество слоев жидкости или адгезива друг на друга, при этом слои становятся более узкими в направлении от панели, в то время как термографический порошок напыляют на эти слои. После отверждения полученного вещества получают панель, включающую наклонные противолежащие боковые кромки. Конечно, для достижения такого же результата можно использовать многочисленные альтернативные способы печати на кромках.
Способ изготовления по данному изобретению дополнительно обеспечивает возможность создавать различные печатные слои рядом или в непосредственной близости друг к другу, вместо того, чтобы наносить слои друг на друга, или в дополнение к этому, например, чтобы создавать области с различными уровнями блеска. Тем не менее, способ по данному изобретению можно использовать для получения текстурированной поверхности имеющей различные уровни блеска.
Кроме того, можно наносить на панель жидкости с различными свойствами с помощью множества печатных блоков. Например, жидкости могут различаться по скорости приема порошка, так что после напыления термографического порошка и удаления избытка порошка на панели имеется различная плотность распределения порошка. После отверждения полученного вещества текстура может различаться по высоте.
На скорость приема порошка можно также влиять посредством способности панели поглощать жидкость. Если жидкость быстро поглощается панелью, она будет поглощать меньше порошка, что приводит к получению относительно малого возвышения.
На другой, дополнительной стадии изготовления на панель можно нанести верхний слой, например, слой, содержащий противоизносные частицы.
Из вышеизложенного ясно, что данное изобретение обеспечивает эффективный способ декорирования панелей и устройство для его осуществления.
Благодаря точному функционированию носителя возможно точным образом повторять несколько стадий печати и создавать многочисленные вариации возможных последовательных стадий обработки. Например, можно изготовить панель, имитирующую древесную прожилку, которая является углубленной и более блестящей по сравнению с окружающей ее поверхностью. Можно провести следующий процесс. Сначала на панели жидкостью печатают рисунок древесной прожилки; затем на жидкость напыляют блестящий порошок, впоследствии удаляя его избыток. Затем жидкостью печатают второй рисунок, вне рисунка древесной прожилки и в непосредственной близости к нему, напыляя на второй рисунок матовый порошок, обладающий термографическими свойствами, и удаляя избыточный матовый порошок. После расплавления и/или отверждения жидкостей и/или порошков поверхность панели за пределами древесной прожилки будет выше и будет иметь матовый вид, в то время как углубленная древесная прожилка будет иметь блестящий вид.
Данное изобретение не ограничено вышеописанными примерами воплощения, показанными на чертежах, которые можно изменять различными путями, не выходя за рамки объема изобретения. Различные способы печати, в частности относящиеся к термографии, можно применять отдельно, независимо от данного способа, имеющего по меньшей мере две стадии печати, и применяя устройства, отличающиеся от тех, что приведены выше в тексте данного описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЙ ДОСКИ | 2011 |
|
RU2561327C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2021 |
|
RU2830022C1 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛАМИНАТА | 2008 |
|
RU2459708C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ИМЕЮЩИХ ДЕКОРАТИВНУЮ ПОВЕРХНОСТЬ | 2015 |
|
RU2670415C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ИМЕЮЩИХ ДЕКОРАТИВНУЮ ПОВЕРХНОСТЬ | 2015 |
|
RU2765280C2 |
Изобретение относится к способу и устройству для декорирования панели. Способ декорирования панели включает подачу керамической панели на носитель; стадию помещения панели на носитель; проведение по меньшей мере первой стадии печати посредством первого печатного блока и проведения второй стадии печати посредством второго печатного блока; в котором для получения декорированной панели первую и вторую стадии печати проводят в соответствии с заданным относительным положением и в котором в ходе первой и второй стадий печати и между ними панель удерживают в по существу фиксированном положении по отношению к носителю, при этом каждый из первого печатного блока и второго печатного блока включает головку, выбранную из струйной печатающей головки, клапанной печатающей головки и головки для напыления пигмента, и в котором одна из первой и второй стадий печати включает печать на панели базового декоративного рисунка, а другая из первой и второй стадий печати включает печать отверждаемого вещества на панели для создания текстурированной поверхности, причем способ дополнительно включает отверждение отверждаемого вещества. Устройство для изготовления декоративной панели включает носитель для поддержки панели; фиксатор для удерживания панели в по существу фиксированном положении по отношению к носителю; блок печатания декора для печатания на панели декоративного рисунка; блок печатания рельефа для печатания отверждаемого вещества с целью формирования текстурированной поверхности; систему управления для перемещения носителя, блока печатания декора и блока печатания рельефа относительно друг друга, выполненную для регулирования количества материала, наносимого печатными блоками; при этом система управления снабжена запоминающим устройством для сохранения координат декоративного рисунка, которые используют для перемещения носителя, блока печатания декора и блока печатания рельефа друг относительно друга, и где каждый блок из блока печатания декора и блока печатания рельефа включает головку, выбранную из струйной печатающей головки, клапанной печатающей головки и головки для напыления пигмента. Техническим результатом изобретения является обеспечение эффективного способа декорирования панели. 2 н. и 18 з.п. ф-лы, 5 ил.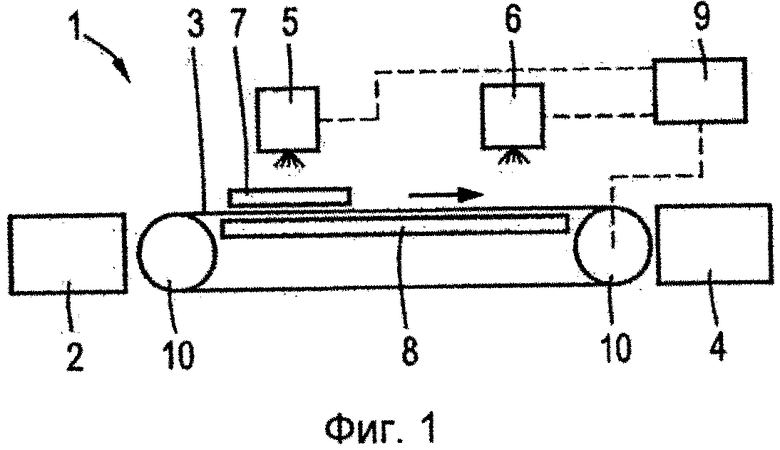
1. Способ декорирования панели, включающий подачу керамической панели на носитель; стадию помещения панели на носитель; проведение по меньшей мере первой стадии печати посредством первого печатного блока и проведения второй стадии печати посредством второго печатного блока; в котором для получения декорированной панели первую и вторую стадии печати проводят в соответствии с заданным относительным положением и в котором в ходе первой и второй стадий печати и между ними панель удерживают в по существу фиксированном положении по отношению к носителю, при этом каждый из первого печатного блока и второго печатного блока включает головку, выбранную из струйной печатающей головки, клапанной печатающей головки и головки для напыления пигмента, и в котором одна из первой и второй стадий печати включает печать на панели базового декоративного рисунка, а другая из первой и второй стадий печати включает печать отверждаемого вещества на панели для создания текстурированной поверхности, причем способ дополнительно включает отверждение отверждаемого вещества.
2. Способ по п. 1, в котором носитель размещают в ходе первой и второй стадий печати в заданные положения по отношению к точке отсчета.
3. Способ по п. 2, в котором в ходе первой и второй стадий печати размещение носителя включает прохождение по заданным траекториям относительно точки отсчета.
4. Способ по п. 3, в котором заданные траектории проходят одна за другой.
5. Способ по п. 1, в котором печать отверждаемого вещества включает печать поверх по меньшей мере части указанного основного декоративного рисунка или в непосредственной близости с указанным основным декоративным рисунком.
6. Способ по п. 1, дополнительно включающий между первой и второй стадиями печати по меньшей мере промежуточную стадию нанесения на панель дополнительного слоя.
7. Способ по п. 1, в котором носитель в ходе первой и второй стадий печати размещают в фиксированные положения относительно точки отсчета.
8. Способ по п.1, в котором второй печатный блок выполнен для нанесения жидкости на второй стадии печати.
9. Способ по п.1, в котором указанное отверждаемое вещество является непигментированным.
10. Способ по п.1, в котором указанное отверждение отверждаемого вещества по меньшей мере формирует текстурированную поверхность на указанной панели.
11. Способ по п.10, в котором указанная текстурированная поверхность включает по меньшей мере углубления на поверхности панели.
12. Способ по п.10, в котором указанная текстурированная поверхность включает по меньшей мере возвышения на поверхности панели.
13. Способ по п.1, в котором указанное отверждение отверждаемого вещества по меньшей мере формирует блестящий и матовый эффекты на указанной панели.
14. Устройство для изготовления декоративной панели, включающее носитель для поддержки панели; фиксатор для удерживания панели в по существу фиксированном положении по отношению к носителю; блок печатания декора для печатания на панели декоративного рисунка; блок печатания рельефа для печатания отверждаемого вещества с целью формирования текстурированной поверхности; систему управления для перемещения носителя, блока печатания декора и блока печатания рельефа относительно друг друга, выполненную для регулирования количества материала, наносимого печатными блоками; при этом система управления снабжена запоминающим устройством для сохранения координат декоративного рисунка, которые используют для перемещения носителя, блока печатания декора и блока печатания рельефа друг относительно друга, и где каждый блок из блока печатания декора и блока печатания рельефа включает головку, выбранную из струйной печатающей головки, клапанной печатающей головки и головки для напыления пигмента.
15. Устройство по п. 14, в котором блок печатания декора является частью стационарного устройства для печатания декора, а блок печатания рельефа является частью стационарного устройства для печатания рельефа, в то время как носитель образован бесконечной конвейерной лентой, вдоль которой расположены печатающие устройства.
16. Устройство по п. 15, в котором фиксатор включает вакуумную систему для прижатия панели к конвейерной ленте.
17. Устройство по п. 15, в котором устройство включает привод для перемещения конвейерной ленты в поперечном направлении относительно направления ее движения, чтобы удерживать конвейерную ленту на заданном курсе.
18. Устройство по п. 14, в котором предусмотрено устройство отверждения выше или ниже блока печатания рельефа по ходу процесса.
19. Устройство по п. 18, в котором между блоком печатания рельефа и устройством отверждения предусмотрен порошковый блок для распределения порошка по проходящей панели.
20. Устройство по п. 14, в котором блок печатания декора включает печатную головку для нанесения жидкости, а блок печатания рельефа включает печатную головку для нанесения порошка.
| US 6095050 A, 01.08.2000 | |||
| US 20090252925 A1, 08.10.2009 | |||
| US 20050255249 A1, 17.11.2005 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ МОСКОВСКИЕ С СОУСОМ ЛУКОВЫМ С ГОРЧИЦЕЙ" | 2008 |
|
RU2363299C1 |

