Настоящее изобретение касается способа и устройства для жидкостного нанесения металлического покрытия на волокна.
В области авиационной промышленности, в частности, постоянно ставится задача оптимизации прочности деталей при их минимальных массе и габаритах. Поэтому с определенных пор некоторые детали могут содержать вставку из композитного материала с металлической матрицей. Такой композитный материал содержит матрицу из металлического сплава, например сплава титана Ti, в которой расположены волокна, например керамические волокна из карбида кремния SiC. Такие волокна обладают пределом прочности при растяжении, намного превышающим предел прочности при растяжении титана (обычно 4000 МПа против 1000 МПа), и, как правило, в три раза более высокой жесткостью. Поэтому усилия воспринимаются волокнами, а матрица из металлического сплава обеспечивает передачу нагрузок между волокнами, функцию связующего с остальной частью детали, а также функцию защиты и разделения волокон, которые не должны входить в контакт друг с другом. Кроме того, керамические волокна являются прочными, но хрупкими и должны быть обязательно защищены металлом.
Эти композитные материалы можно использовать для изготовления дисков, валов, корпусов силовых цилиндров, картеров, поперечин, в качестве усиления монолитных деталей, таких как лопатки, и т.д. Их можно также применять в других областях, где деталь подвергается воздействию поля объемных усилий, например, ствол пушки или резервуар для текучей среды под давлением.
Для получения такой вставки из композитного материала предварительно формируют нити, называемые «нитями с покрытием», содержащие арматуру, образованную керамическим волокном и покрытую металлической оболочкой. Металлическое покрытие повышает жесткость нити, но вместе с тем и повышает ее прочность, что необходимо для манипулирования с этой нитью. Изготовление нитей из композитного материала или нитей с покрытием можно осуществлять разными способами, например, осаждением металла на волокно в паровой фазе в электрическом поле, путем электрофореза из металлического порошка или путем нанесения покрытия на волокна погружением в ванну жидкого металла.
Способ нанесения покрытия на волокна погружением в ванну жидкого расплавленного металла описан в патенте ЕР 0931846, выданном на имя заявителя. Согласно способу, описанному в патенте ЕР 0931846, жидкий расплавленный металл поддерживается в состоянии левитации в тигле, чтобы, по меньшей мере, частично избежать его контакта со стенками тигля, при соответствующей температуре. Состояния левитации достигают за счет электромагнитных средств вокруг тигля. Керамическое волокно, удерживаемое в натянутом состоянии захватными средствами, протягивают через ванну металла. Скорость прохождения волокна в металлической ванне устанавливают в зависимости от необходимой толщины металла на волокне.
Параметром, существенно влияющим на качество металлического покрытия, является высота источника. Высоту источника определяют как моментальную высоту волокна, погруженного в ванну жидкого металла, то есть высоту шарика жидкого металла, через которую проходит волокно. Чем больше высота источника остается постоянной во время процесса, тем выше качество нанесения покрытия. Тем не менее, по мере нанесения покрытия масса шарика металла в состоянии левитации и, следовательно, ее объем уменьшаются, что приводит к уменьшению высоты источника в месте, где проходит волокно. Таким образом, качество покрытия может быть приемлемым только до определенной пороговой длины получаемого волокна с покрытием, и за пределами этой пороговой длины продолжение нанесения покрытия приводит к слишком малой толщине покрытия. Кроме того, в любом случае, даже если эта длина меньше порогового значения, покрытие будет неудовлетворительным, так как его толщина уменьшается вдоль нити.
Таким образом, для толщины нанесенного металла в десяток микрон нанесение покрытия должно быть прекращено после получения нескольких сотен метров нити с покрытием; для толщины нанесенного металла в пятьдесят микрон нанесение покрытия должно быть прекращено после получения нескольких десятков метров нити с покрытием. Следовательно, такой способ нанесения металлического покрытия нельзя применять в промышленном масштабе.
Решение этой проблемы представлено в документе ЕР 0931846, согласно которому питание расплавленной ванны осуществляют при помощи металлического прутка, вводимого через дно тигля поступательно снизу вверх. Однако этот способ не является вполне удовлетворительным. Действительно, расплавленный шарик не является абсолютно термически стабильным по причине близости прутка, и регулирование количества массы, питаемой за единицу времени, затруднено. Кроме того, представленное устройство невозможно реализовать для волокна, натянутого горизонтально, что является недостатком.
Настоящее изобретение призвано предложить альтернативное решение проблемы питания ванны расплавленного металла в способе жидкостного нанесения металлического покрытия на волокна.
В этой связи настоящее изобретение касается способа жидкостного нанесения металлического покрытия на волокно, в котором волокно протягивают через ванну жидкого расплавленного металла для нанесения на него этого металла, при этом ванна жидкого металла удерживается в тигле «левитационного» типа, который, по меньшей мере, частично исключает контакт между жидким металлом и тиглем, отличающийся тем, что в ходе процесса ванну питают металлом в виде металлического порошка.
Благодаря изобретению питание ванны расплавленного металла является простым и эффективным. Ванну можно поддерживать в ее первоначальной массе в течение очень длительного времени, что позволяет получать несколько километров нити с покрытием. Таким образом, способ в соответствии с настоящим изобретением позволяет получать нити с покрытием путем жидкостного нанесения покрытия в промышленном масштабе, благодаря значительному повышению производительности.
Согласно варианту выполнения металлический порошок высыпают в ванну при помощи вибрационной лопатки.
Использование такой вибрационной лопатки позволяет очень точно управлять расходом порошка и равномерностью его распределения. Таким образом, высота источника, то есть длина волокна, погруженного в ванну, является постоянной, что обеспечивает качественное нанесение покрытия. В частности, нанесение покрытия на керамические волокна, которое требует строгого соблюдения этой высоты источника, можно применять в промышленном масштабе.
Согласно варианту выполнения, поскольку лопатку питают порошком из резервуара с порошком, расход порошка, высыпаемого в ванну, регулируют за счет высоты между резервуаром и лопаткой и за счет частоты вибрации лопатки.
Регулирование расхода за счет высоты между резервуаром и за счет частоты вибрации лопатки обеспечивает высокую точность регулирования этого расхода и гарантирует постоянство высоты источника.
Согласно варианту выполнения питание порошком происходит непрерывно в ходе процесса.
Согласно варианту выполнения расплавленная ванна питается на уровне нескольких зон подачи порошка.
Согласно варианту выполнения питание ванны происходит за счет силы тяжести.
Согласно варианту выполнения волокно является керамическим волокном, например, волокном из карбида кремния.
Согласно варианту выполнения металл является титановым сплавом.
Изобретение касается также устройства жидкостного нанесения металлического покрытия на волокна, предназначенного для применения способа жидкостного нанесения металлического покрытия на волокна, например на керамические волокна, в котором волокно протягивают через ванну жидкого расплавленного металла, например титанового сплава, для нанесения на него этого металла, при этом ванна жидкого металла удерживается в тигле «левитационного» типа, который, по меньшей мере, частично исключает контакт между жидким металлом и тиглем, содержащего модуль питания металлическим порошком ванны расплавленного жидкого металла.
Устройство имеет те же преимущества, что и вышеуказанный способ.
Согласно варианту выполнения модуль питания порошком содержит, по меньшей мере, один распределитель порошка, содержащий вибрационную лопатку для высыпания металлического порошка в ванну.
Согласно варианту выполнения распределитель порошка содержит, по меньшей мере, один резервуар питания лопатки порошком.
Согласно варианту выполнения распределитель порошка обслуживает множество зон подачи порошка в расплавленную ванну.
Согласно варианту выполнения распределитель порошка содержит резервуар для порошка и трубку питания вибрационной лопатки, при этом лопатка выполнена с возможностью высыпания порошка в трубку подачи порошка за счет силы тяжести в ванну металла.
Согласно варианту выполнения модуль питания порошком содержит множество распределителей порошка.
Согласно варианту выполнения устройство содержит модуль эмисии волокна, модуль нанесения покрытия на волокно, содержащий тигель, и модуль приема волокна.
Настоящее изобретение будет более очевидно из нижеследующего описания предпочтительного варианта выполнения способа и устройства в соответствии с настоящим изобретением со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 - схематичный вид в разрезе тигля устройства в соответствии с настоящим изобретением.
Фиг. 2 - схематичный вид сбоку устройства в соответствии с настоящим изобретением.
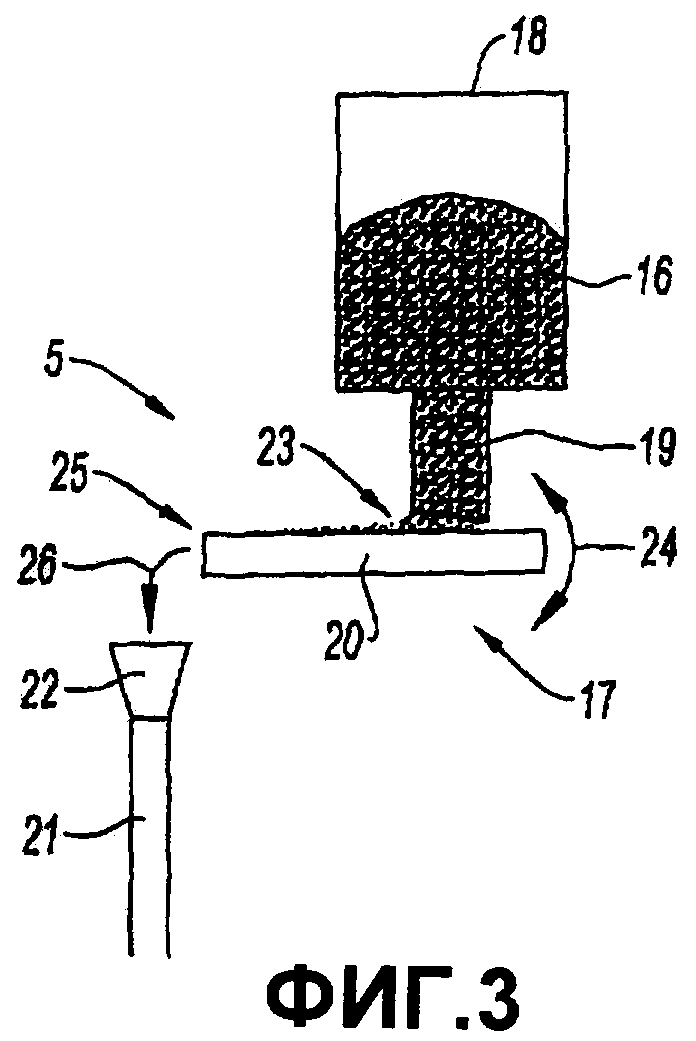
Фиг. 3 - схематичный вид сбоку модуля питания порошком устройства в соответствии с настоящим изобретением.
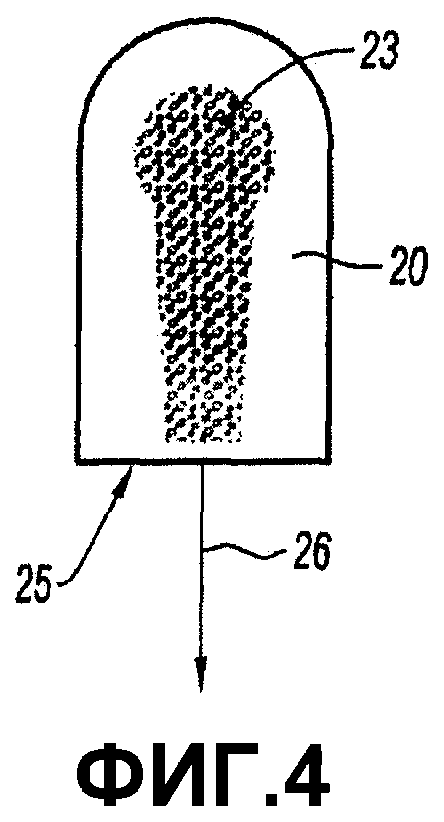
Фиг. 4 - вид сверху первого варианта выполнения вибрационной лопатки модуля питания порошком устройства в соответствии с настоящим изобретением.
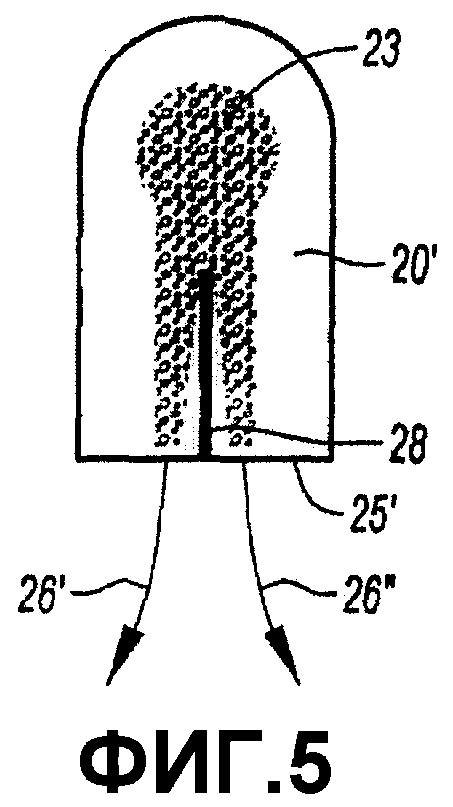
Фиг. 5 - вид сверху второго варианта выполнения вибрационной лопатки модуля питания порошком устройства в соответствии с настоящим изобретением.
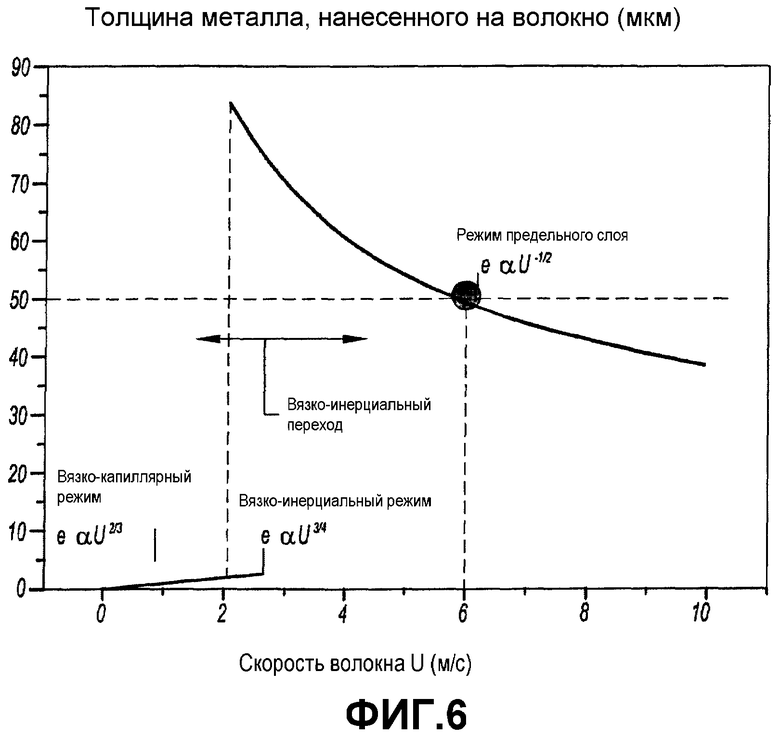
Фиг. 6 - график, показывающий изменение толщины металла, наносимого на волокно, в зависимости от скорости перемещения волокна в ванне расплавленного жидкого металла.
Настоящее изобретение представлено в связи с получением нити с покрытием, содержащей керамическое волокно из карбида кремния с нанесенной на него оболочкой титанового сплава. Предпочтительно, как известно, в центре волокна вдоль его оси находится очень тонкая углеродная или вольфрамовая нить, причем эта углеродная или вольфрамовая нить покрыта карбидом кремния, тогда как тонкий слой углерода или пироуглерода покрывает карбид кремния и находится между волокном и металлом, обеспечивая функцию диффузионного и защитного барьера, предохраняющего волокно от эффекта надреза, и буферного действия во время дифференциальной термической релаксации, которая происходит в момент охлаждения жидкого металла, нанесенного на волокно.
Как показано на фиг. 2, устройство 1 жидкостного нанесения металлического покрытия на волокна в соответствии с настоящим изобретением содержит модуль 2 эмиссии, в данном случае разматывания керамического волокна 3 из карбида кремния, модуль 4 нанесения жидкого металла, модуль 5 питания металлическим порошком модуля 4 нанесения, модуль 6 охлаждения полученной нити 7 с покрытием и приемный модуль 8, в данном случае модуль наматывания нити 7 с покрытием.
Модуль 2 эмиссии содержит катушку 2а, на которой намотано керамическое волокно 3, которое разматывают через первый отклоняющий ролик 2b и второй отклоняющий ролик 8b к катушке 8а приемного модуля 8. Волокно 3 натянуто между двумя катушками 2а, 8а и расположено по существу прямолинейно между двумя отклоняющими роликами 2b, 8b. На этом прямолинейном участке волокно 3 проходит через модуль 4 нанесения.
Как показано на фиг. 1, модуль 4 нанесения содержит тигель 9 «левитационного» типа. Такой тигель 9 содержит стенки 10, выполненные между первым отверстием 11 входа волокна 3 и вторым отверстием 12 выхода волокна 3. Как правило, тигель 9 имеет симметрию вращения вокруг оси 13, которая в данном случае параллельна оси, вдоль которой расположено волокно 3 между двумя отклоняющими роликами 2b, 8b. Стенки 10 тигля 9 содержат, по меньшей мере, одну не показанную на чертеже продольную щель, обеспечивающую прохождение волокна 3 снаружи тигля 9 внутрь тигля 9.
Кроме того, модуль 4 нанесения содержит электромагнитный индуктор с множеством витков 14, выполненных с возможностью генерирования магнитного поля в объеме тигля 9, которое, как известно, позволяет удерживать в состоянии левитации шарик 15 расплавленного металла в объеме тигля 9. В данном случае металл является титановым сплавом. Так как металл находится в состоянии левитации, его контакт со стенками 10 тигля 9, по меньшей мере, частично исключается.
На фиг.1 керамическое волокно 3 показано в двух положениях, обозначенных позициями А и В. В положении А волокно 3 проходит не прямолинейно, огибая тигель 9. В этом случае волокно 3 находится снаружи объема тигля 9 между стенками 10 тигля 9 и витками 14 индуктора. В этом положении, которое является нерабочим положением или положением ожидания, керамическое волокно 3 не входит в контакт с расплавленным металлом 15.
В положении В волокно 3 проходит внутри объема расплавленного металла 15. Волокно 3 перемещают из положения А в положение В через вышеупомянутую щель, предусмотренную в стенках 10 тигля. Запуск перемещения из положения А в положение В может осуществляться при помощи любого соответствующего средства, например, при помощи убирающегося ролика. В положении В волокно 3 разматывается из модуля 2 эмиссии в направлении приемного модуля 8 через расплавленный жидкий металл 15. Волокно 3 обволакивается металлом и выходит из ванны металла 15 со стороны выходного отверстия 12 тигля 9 в виде нити 7 с покрытием. Эту нить охлаждают в модуле 6 охлаждения.
Кроме того, как было указано выше, устройство 1 нанесения покрытия содержит модуль 5 питания металлическим порошком ванны расплавленного металла 15. Питание ванны 15 порошком позволяет сохранять высоту источника, определенную ранее и обозначенную на фиг.1 высотой Hs, по возможности максимально постоянной. Действительно, расход порошка регулируют таким образом, чтобы компенсировать уменьшение массы шарика расплавленного металла 15, связанное с нанесением металла на волокно 3. В представленном варианте выполнения порошок 16 состоит из того же металла, что и металл, присутствующий в ванне расплавленного металла, в данном случае титановый сплав.
Добавление порошка 16 обеспечивает простое и эффективное питание ванны металла 15. В частности, расход питания можно регулировать в зависимости от скорости нанесения покрытия на волокно 3. Кроме того, поскольку порошок 16 имеет вид множества мелких частиц, он легко «усваивается» ванной 15. Под «усвоением» порошка 16 ванной 15 следует понимать действие, которым ванна поглощает порошок и расплавляет его, образуя однородную массу, иначе говоря речь идет о трансформации твердых частиц металла порошка в расплавленный металл. Усвоение облегчается электромагнитным перемешиванием загрузки металла 15 в состоянии левитации, которое увлекает порошок внутрь этой загрузки 15 и облегчает его плавление и гомогенизацию всей массы.
Для того чтобы процесс нанесения покрытия обеспечивал хорошее качество, важно, чтобы зона ванны, в которой проходит керамическое волокно 3 для нанесения на него металла, являлась зоной, где находится только расплавленный металл, но не металл в виде порошка. Поэтому необходимо убедиться, что порошок 16 правильно расплавился в рассматриваемой зоне.
Так, если расход порошка 16 является слишком большим, частицы металла скапливаются в жидкой ванне в виде агломератов, что задерживает их плавление, и могут сцепляться, не расплавляясь, с волокном 3, что отрицательно сказывается на качестве нити 7 с покрытием. Если же расход порошка 16 является слишком малым, масса металла уменьшается по мере нанесения металла на волокно 3, и высота источника Hs уменьшается.
Как показано на фиг. 3 и 4, модуль 5 питания содержит распределитель 17 порошка, содержащий резервуар 18 порошка, трубку 19 питания вибрационной лопатки 20 и трубку 21, содержащую воронку 22 подачи порошка 16 за счет силы тяжести с лопатки 20 в ванну металла 15. Распределитель 17 порошка может работать в вакууме или в нейтральной атмосфере.
Порошок 16, содержащийся в резервуаре 18, может свободно высыпаться в трубку 19 питания на лопатку 20, где он образует небольшую горку 23. Лопатку 20 приводят в состояние вибрации, как указано стрелкой 24, что заставляет порошок 16 двигаться от горки 23 к концу 25 лопатки, находящемуся над воронкой 22. Как показано стрелкой 26, порошок 16 падает за счет силы тяжести в воронку 22 и, следовательно, в трубку 21 питания, которая за счет силы тяжести направляет его в зону 27 приема и поглощения порошка 16 ванной 15, как показано на фиг. 1. В дальнейшем эта зона 27 будет также называться зоной 27 подачи порошка 16 в ванну 15. Порошок 16 попадает в ванну 15 и плавится. Трубка 21 подачи порошка 16 в расплавленную ванну 15 содержит, по меньшей мере, на своем конце, ближнем к ванне 15, теплозащитное покрытие, предохраняющее ее от воздействия температуры ванны 15. Эта зона, находящаяся вблизи ванны 15, может представлять собой (или содержать) сопло питания, например, в виде усеченного конуса.
Расход питания ванны порошком 16 регулируют, в частности, за счет высоты между концом трубки 19 питания лопатки 20 от резервуара 18 и лопаткой 20, за счет частоты и амплитуды вибрации лопатки 20, за счет угла наклона лопатки 20 по отношению к горизонтали и за счет гранулометрического состава порошка 16. Что касается высоты между концом трубки 19 питания и лопаткой 20, то она позволяет регулировать высоту горки 23, что влияет на расход, так как, чем больше горка, тем больше может быть расход, поскольку на уровне другого конца 25 лопатки 20 может подаваться более значительная масса металла. Что касается частоты и амплитуды вибрации лопатки 20 и угла ее наклона по отношению к горизонтали, то чем они больше, тем больше расход. Наконец, что касается гранулометрического состава порошка 16, то чем он больше, тем тяжелее перемещать порошок 16 за счет вибрации и, следовательно, тем меньше расход.
Попутно следует отметить, что, как показано на фиг. 6, влияние скорости перемещения керамического волокна 3 на толщину металла, нанесенного на волокно 3, не является линейным. Подробное разъяснение этого влияния в данном случае опускается, и специалист может обратиться к графику на фиг. 6, где показаны хорошо известные кривые связи между толщиной покрытия и скоростью в зависимости от рабочего режима (вязко-капиллярный, вязко-инерциальный или режим предельного слоя), при этом упомянутый режим определен скоростью волокна 3. В целом следует отметить, что в диапазоне низких скоростей толщина покрытия увеличивается по мере повышения скорости, а в диапазоне высоких скоростей толщина покрытия уменьшается по мере повышения скорости.
Например, при скорости прохождения волокна 3 м/сек расход порошка может быть равен примерно 1 г/сек для порошка 16, частицы которого имеют диаметр примерно 125 мкм, что позволяет получать покрытие металла на волокне 3 толщиной примерно в 70 мкм. Разумеется, эти значения приведены исключительно в качестве примера и можно предусмотреть другие значения.
Если, как показано на фиг. 1, волокно 3 перемещается не по центру, а сбоку шарика расплавленного металла 15, порошок 16 предпочтительно подают с другой стороны шарика 15, при этом удаление между зоной 27 подачи порошка 16 и волокном 3 дает порошку 16 больше времени для плавления, прежде чем войти в контакт с волокном 3, поэтому в данном случае можно предусмотреть больший расход порошка 16.
Кроме того, для лучшей гомогенизации ванны расплавленного металла 15 можно предусмотреть множество зон 27 подачи порошка в ванну расплавленного металла 15, что позволяет распределить добавление порошка на большей площади жидкой ванны 15. Для этого модуль 5 питания порошком 16 может содержать множество распределителей порошка, например, соответствующих описанному выше распределителю 17. Кроме того, модуль 5 питания может содержать один или несколько распределителей, каждый из которых обслуживает множество зон 27 подачи порошка 16 в ванну 15.
На фиг. 5 показана вибрационная лопатка 20', позволяющая применять распределитель согласно этому последнему варианту выполнения. Как и в предыдущем случае, лопатка 20' содержит зону формирования горки 23' порошка. Кроме того, начиная от своего конца 25' питания воронки, лопатка 20' содержит перегородку 28 разделения потока 26 порошка на два потока, что обеспечивает подачу порошка 16 в две не показанные на чертеже разные трубки питания, что схематично показано стрелками 26', 26”. Эти две трубки питания обеспечивают питание порошком 16 на уровне двух разных зон 27 подачи порошка 16 в расплавленную ванну 15.
Разумеется, что возможны и другие, не описанные различные варианты выполнения. Например, волокно 3 может разматываться и перемещаться в центре шарика расплавленного металла 15, при этом порошок подают во множество зон 27, расположенных вокруг волокна 3 и предпочтительно симметрично по отношению к этому волокну.
Кроме того, способ и устройство в соответствии с настоящим изобретением были представлены для порошка, подаваемого за счет силы тяжести, однако речь могла бы также идти о подаче порошка под давлением.
Волокно 3 необязательно проходит вертикально, в частности, оно может проходить горизонтально. Кроме того, порошок 16 необязательно подавать через отверстие выхода волокна 3, а можно подавать сбоку от волокна 3.

Изобретение относится к жидкостному нанесению металлического покрытия на волокна. В способе волокно (3) протягивают через ванну жидкого расплавленного металла (15) для нанесения на него этого металла, при этом ванну жидкого металла (15) удерживают в тигле (9) «левитационного» типа, который, по меньшей мере, частично исключает контакт между ним и жидким металлом. В ходе процесса ванну жидкого металла (15) питают металлом в виде металлического порошка (16). Таким образом, питание ванны расплавленного металла является простым и эффективным, что позволяет получать нити с покрытием путем жидкостного нанесения покрытия в промышленном масштабе. 2 н. и 13 з.п. ф-лы, 6 ил.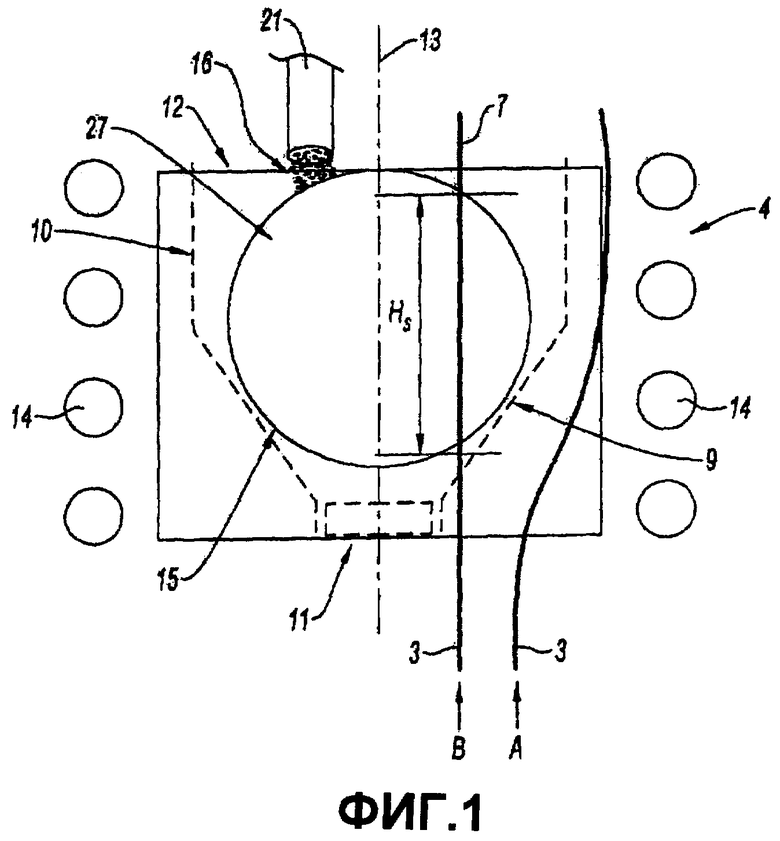
1. Способ жидкостного нанесения металлического покрытия на волокно, в котором волокно (3) протягивают через ванну жидкого расплавленного металла (15) для нанесения на него этого металла, при этом ванну жидкого металла (15) удерживают в тигле «левитационного» типа, который, по меньшей мере, частично исключает контакт между ними жидким металлом, отличающийся тем, что в ходе процесса ванну жидкого металла (15) питают металлическим порошком (16).
2. Способ по п.1, в котором металлический порошок (16) высыпают в ванну при помощи вибрационной лопатки (20).
3. Способ по п.2, в котором, поскольку лопатку (20) питают металлическим порошком (16) из резервуара (18, 19) с порошком, расход порошка (16), высыпаемого в ванну (15), регулируют за счет высоты между резервуаром (18, 19) и лопаткой (20) и за счет частоты вибрации лопатки (20).
4. Способ по п.1, в котором питание металлическим порошком (16) происходит непрерывно в ходе процесса.
5. Способ по п.1, в котором ванну (15) питают на уровне нескольких зон (27) подачи металлического порошка (16).
6. Способ по п.1, в котором питание ванны (15) происходит за счет силы тяжести.
7. Способ по п.1, в котором волокно (3) является керамическим волокном, например волокном из карбида кремния.
8. Способ по п.1, в котором металл является титановым сплавом.
9. Устройство для жидкостного нанесения металлического покрытия на волокно, например на керамическое волокно, в котором волокно (3) протягивают через ванну жидкого расплавленного металла (15), например титанового сплава, для нанесения на него этого металла, при этом ванна жидкого металла (15) удерживается в тигле (9) «левитационного» типа, который, по меньшей мере, частично исключает контакт между ними жидким металлом, содержащее модуль (5) питания металлическим порошком (16) ванны расплавленного жидкого металла (15).
10. Устройство по п.9, в котором модуль (5) питания металлическим порошком (16) содержит, по меньшей мере, один распределитель (17) порошка, содержащий вибрационную лопатку (20) для высыпания металлического порошка (16) в ванну.
11. Устройство по п.10, в котором распределитель (17) порошка содержит, по меньшей мере, один резервуар (18, 19) питания лопатки (20) порошком (16).
12. Устройство по п.10, в котором распределитель (17) порошка обслуживает множество зон (27) подачи порошка в расплавленную ванну (15).
13. Устройство по п.10, в котором распределитель (18, 19) порошка содержит резервуар (18) для порошка и трубку (19) питания вибрационной лопатки (20), при этом лопатка (20) выполнена с возможностью высыпания порошка (16) в трубку (21) подачи порошка (16) за счет силы тяжести в ванну металла (15).
14. Устройство по п.10, в котором модуль (5) питания металлическим порошком (16) содержит множество распределителей порошка.
15. Устройство по п.9, которое содержит модуль (2) эмиссии волокна (3), модуль (4) нанесения покрытия на волокно (3), содержащий тигель (9), и модуль (8) приема волокна (3).
| Механизм петлителя краеобметочной швейной машины с горизонтальной иглой | 1980 |
|
SU931846A1 |
| Основание лещади доменной печи | 1983 |
|
SU1177346A1 |
| JP 53114734 А, 06.10.1978 | |||
| WO 2006111579 А1, 26.10.2006 | |||
| СПОСОБ ВЗВЕШЕННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2151207C1 |

