Настоящее изобретение относится к способу взвешенной плавки, в процессе которой материал вводится в медный тигель с водяным охлаждением и намотанной в нем спиралью индукционного нагревания с последующим плавлением этого материала, причем способ исключает вероятность контактирования расплавленного металла с поверхностями внутренней стенки тигля.
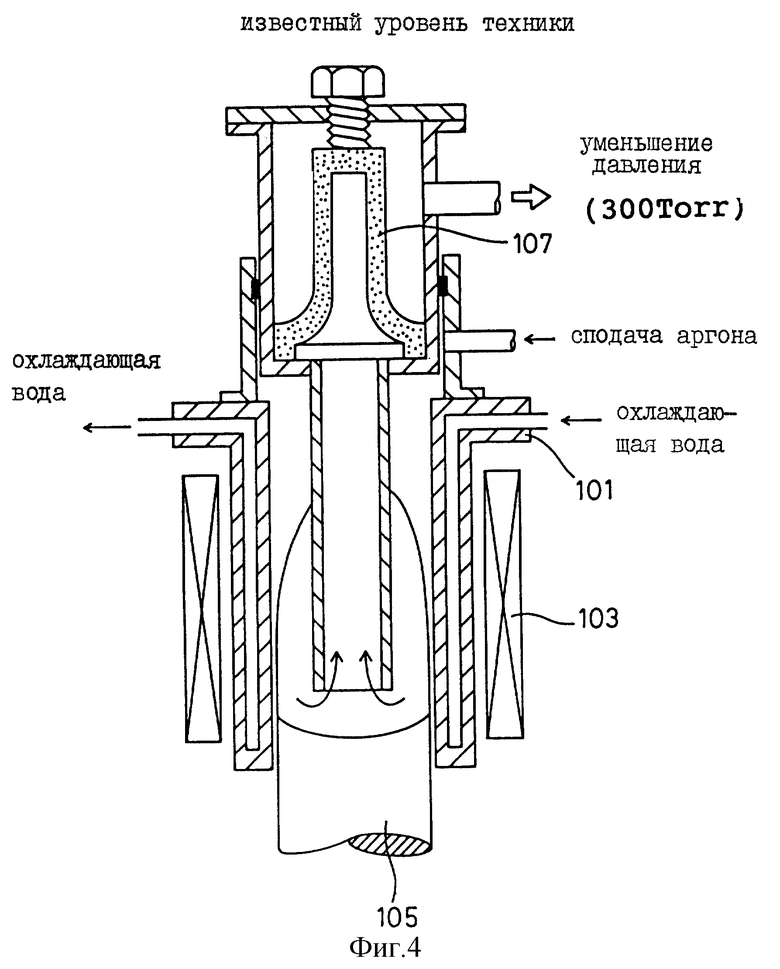
Как правило, в случае необходимости добиться точной отливки титана или другого активного металла с высокой точностью плавления рекомендуется использовать показанный на фиг. 4 цилиндрический медный тигель с водяным охлаждением. По внешней периферии тигля 101 намотана спираль индукционного нагревания 103. Основной материал 105 вводится в нижнюю часть тигля 101, и одновременно с этим образуется защита внутренней части тигля 101 с помощью аргона. Расплавленный металл вводится в прецизионную литейную форму 107, в которой и происходит отливка металла, причем в данном случае исключается какое-либо контактирование с поверхностью внутренней стенки тигля 101 или смешивание с каким-либо посторонним материалом. Такой способ взвешенной плавки описан, например, в уже опубликованной заявке на патент Японии N 4-41062.
В соответствии с обычным способом взвешенной плавки после введения расплавленного металла в литейную форму 107 происходит подъем основного материала 105 с целью образования нового расплавленного металла для последующего процесса литья.
И, тем не менее, основной материал 105 должен иметь специфическую конфигурацию поперечного сечения, которая будет соответствовать конфигурации тигля 101. Следовательно, основной материал 105 необходимо подготовить заранее, что связано с введением в технологический процесс дополнительных этапов. Именно это описано в уже опубликованной заявке на патент Японии N 6-71416.
Чтобы свести к минимуму количество этапов технологического процесса, можно будет загружать скрап сверху тигля 101, благодаря чему отпадает необходимость в подготовительной операции основного материала 105. Однако, поскольку скрап имеет различные конфигурации, то между отдельными конфигурациями скрапа образуются зазоры, в результате чего уменьшается эффективность или коэффициент заполнения тигля 101. Более того, понижается эффективность индукционного нагревания и уменьшается скорость плавления. Следовательно, в данном случае не удается значительно сократить количество этапов технологического процесса.
Целью настоящего изобретения является создание способа взвешенной плавки, который дает возможность расплавлять и плавить посредством эффективного индукционного нагревания скрап или другой материал, имеющий различные конфигурации.
С целью реализации этой и некоторых других целей настоящее изобретение предусматривает создание способа взвешенной плавки, в соответствии с которым материал вводится в медный тигель с водяным охлаждением и с намотанной вокруг него спиралью индукционного нагревания, при этом исключается возможность контактирования расплавленного таким образом материала с любой поверхностью внутренней стенки тигля. После выпуска расплавленного металла какая-то часть расплавленного металла остается в тигле, и поверх оставшегося расплавленного металла загружается дополнительный материал с последующим повторением этапа плавления.
По упомянутому выше способу левитационого плавления после введения дополнительного материала поверх оставшегося в тигле расплавленного металла зазоры в материале заполняются расплавленным металлом. Следовательно, после окружения материала, который имеет неправильную конфигурацию и низкую объемную плотность, расплавленным металлом происходит повышение общей объемной плотности в самом тигле. Следовательно, дополнительный материал не обязательно должен иметь какую-то специфическую конфигурацию поперечного сечения, и отпадает необходимость в дополнительном этапе регулирования конфигурации материала. По предложенному способу можно будет эффективно плавить даже материал с низкой объемной плотностью и неправильной конфигурации.
Следовательно, с помощью настоящего изобретения можно будет значительно сократить количество этапов технологического процесса и себестоимость реализации процесса плавления. Если способ по настоящему изобретению совместить с процессом прецизионного литья, тогда конечные изделия можно будет получить при значительном сокращении себестоимости их изготовления.
По способу взвешенной плавки является предпочтительным, чтобы количества остающегося в тигле расплавленного металла было достаточнo для заполнения зазоров в дополнительном материале. С этой целью вес и объемную плотность дополнительного материала и количество одноразового выпуска расплавленного металла рассчитывают таким образом, чтобы было обязательно удовлетворено условие K < 1,8 в следующем уравнении:
WS = K • WM /{K - 1 + (pM/pS)}, (1)
где WS - количество дополнительного материала, кг;
WM - вес расплавленного металла перед его выпуском, кг;
pM - удельный вес расплавленного металла, г/см3;
pS - объемный удельный вес материала, г/см3;
K - операционный параметр.
Теперь более детально остановимся на особенностях уравнения (1).
Во-первых, расчетный объем зазоров в дополнительном материала насыпью VS выражается с помощью следующего уравнения:
VS = (WS/pS) - (WS/pM) = WS(1/pS - 1/pM). (2)
Расчетный объем расплавленного металла, остающегося в тигле VR, выражается с помощью следующего уравнения:
VR = (WM - WS)/pM. (3)
Если VS намного больше VR, тогда материал неполностью заполняет тигель, и, следовательно, будет понижаться эффективность индукционного нагревания. Результаты экспериментов убедили изобретателей в том, что существует какая-то переходная точка эффективности нагревания около значения VS = 1,8VR. Если это значение находится в диапазоне VS = 1,5VR и VS <1,5VR, тогда можно будет избежать чрезмерного уменьшения эффективности нагревания.
Если VS меньше VR, тогда эффективность индукционного нагревания можно будет постоянно поддерживать на каком-то высоком значении. Однако, если значение VS будет намного ниже значения VR, тогда для плавления и литья потребуются значительно большие производственные мощности. После ряда экспериментов изобретатели пришли к выводу, что, если нижний предел VS будет примерно 0,5VR, то в этом случае можно будет обойтись вполне реалистическими производственными мощностями.
После установления эффективного диапазона соотношения VS относительно VR в качестве K взаимосвязь между VS и VR выражалась с помощью следующего уравнения:
VS = K • VR. (4)
Замена уравнений (2) и (3) уравнением (4) давала возможность образовать следующие уравнения: включительно.
WS (1/pS - 1/pM) = K • (WM - WS)/pM, (5)
WS (1/pS - 1/pM) + K/pM = K • WM/pM, (6)
WS = K • WM /(K - 1 + pM/pS). (7)
Результирующее уравнение (7) эквивалентно уравнению (1). Как уже упоминалось выше, эффективный диапазон значения K предпочтительно не должен быть больше 1,8, а лучше должен находиться в диапазоне между 0,5 и 1,5. При этом условии размер оборудования не будет слишком большим.
В соответствии со способом взвешенной плавки по настоящему изобретению смешивали кусочки или порошок исходного материала с целью образования материала, который необходимо было добавлять в тигель, а объемный вес этого материала рассчитывали таким образом, чтобы значение K было меньше 1,8, а лучше находилось в диапазоне между 0,5 и 1,5, используя для этого следующее уравнение:
pS = pM • WS/{K • (WM - WS) + WS)}, (8)
где WS - вес дополнительного материала, кг;
WM - вес расплавленного металла перед моментом его выпуска, кг;
pM - удельный вес расплавленного металла, г/см3;
pS - объемный удельный вес материала, г/см3;
K - операционный параметр.
Уравнение (8) выводили на основе уравнения (7) для pS.
Например, если осуществляли прецизионное литье с помощью литейных форм типа, который обычно используется в массовом производстве, тогда вес дополнительного материала, или WS, определяли или ограничивали размером формы. Чтобы приготовить заданный вес дополнительного материала, заранее определяли скорость смешивания кусочков или порошка материала, имеющих различные конфигурации, чтобы можно было удовлетворить требованиям уравнения (8).
По настоящему изобретению можно изменять вес расплавленного металла перед моментом его выпуска или изменять WM.
Если условия удовлетворяют требованиям уравнений (1) и (8), тогда этапы плавления можно было повторять, хотя значение WM увеличивалось или уменьшалось на один градус. Следовательно, количество дополнительно введенного материала и объемный вес материала можно было изменять на протяжении всего периода, пока упомянутые значения находились в упомянутом диапазоне, чтобы удовлетворить требованиям уравнений (1) и (8).
Способ взвешенной плавки по настоящему изобретению, в соответствии с которым исключалась возможность попадания постороннего материала в находящийся в тигле расплавленный металл, особенно пригоден для плавления титана, хрома, молибдена, никеля, сплавов перечисленных металлов или других активных металлов с высокой точкой плавления. Способ по настоящему изобретению можно использовать совместно с процессом прецизионного литья или с так называемым процессом литья почти чистой формы. В процессе литья почти чистой формы расплавленный металл отливается в конфигурацию, которая будет близка конфигурации конечного изделия, так что потребуется незначительное срезание материала и незначительная конечная обработка изделия. Способ по настоящему изобретению можно будет использовать для плавления и других материалов, помимо перечисленных выше, а также для иных процессов литья, например для образования заготовок или слитков. По настоящему изобретению можно создать способ взвешенной плавки, в соответствии с которым из тигля можно выпускать почти заданное количество расплавленного металла, при этом для какой-то иной цели этап плавления будет продолжаться с использованием любого предназначенного для плавления материала.
Настоящее изобретение также предусматривает создание устройства для взвешенной плавки и отливки, состоящего из медного тигля с водным охлаждением, вокруг которого намотана спираль индукционного нагревания. Нижняя часть тигля блокирована материалом, идентичным материалу, которому предстоит плавиться в тигле. Внутренняя часть тигля защищена инертным газом. Плавление материала в тигле происходит в результате подачи электротока в спираль индукционного нагревания. Всасывающая трубка литейной формы через верхнюю часть тигля вставляется в расплавленный металл в процессе осуществления литья методом вакуумного всасывания. Тигель снабжен бункером для хранения материала, в котором будет храниться материал, предназначенный для дополнительного плавления. После завершения процесса литья методом вакуумного всасывания бункер для хранения материала устанавливается в верхней точке тигля, занимая место литейной формы, и в нужный момент из него в тигель будет загружаться необходимое количество материала. Устройство по изобретению отличается от обычного оборудования для взвешенной плавки и литья тем, что материал дополнительно вводится в тигель из установленного в верхней точке бункера для хранения материала. Следовательно, в данном случае имеется возможность подготовить материал с таким расчетом, чтобы он отвечал требованиям и условиям уравнений (1) и (8) и чтобы он хранился в упомянутом бункере для хранения материала до момента его дополнительного инжектирования в тигель.
Ниже описание изобретения в качестве примера будет сопровождаться ссылками на чертежи, на которых:
фиг. 1 - схематическое изображение устройства для взвешенной плавки и литья согласно изобретению;
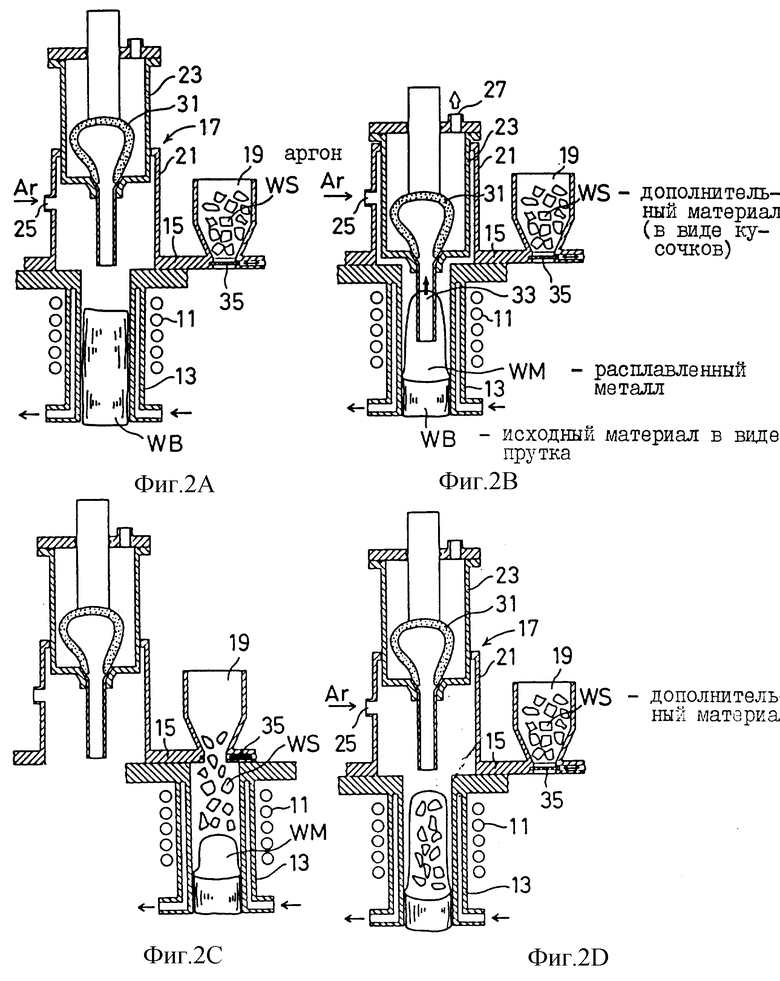
фиг. 2A, 2B, 2C и 2D - схематическое изображение осуществления этапов технологического процесса по настоящему изобретению;
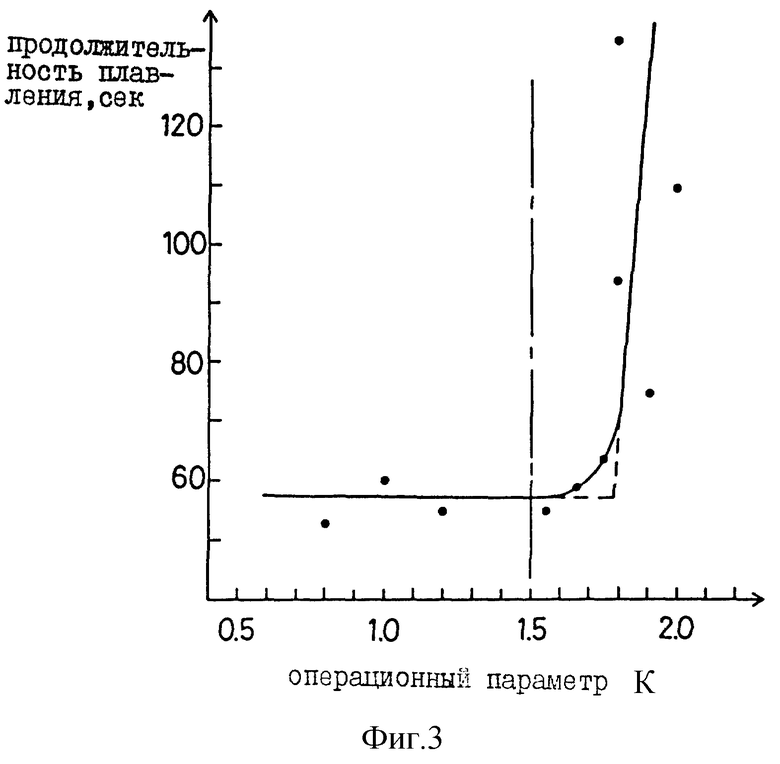
фиг. 3 - графическое представление полученных в ходе эксперимента результатов;
фиг. 4 - схематическое изображение уже известного устройства взвешенной плавки и литья.
По одному из вариантов изобретения, показанному на фиг. 1, головка клюшки для игры в гольф из титанового сплава отливается с помощью устройства для плавления и литья 10 с почти финальной конфигурацией головки. Устройство плавления и литья 10 снабжено цилиндрическим медным тиглем с водяным охлаждением 13 и с намотанной вокруг него спиралью индукционного нагревания 11, скользящей крышкой 15, установленной с возможностью скольжения в верхней части тигля 13, всасывающим приспособлением 17, установленным на скользящей крышке 15, и бункером для хранения материала 19, который также установлен на скользящей крышке 15.
Всасывающее приспособление 17 имеет двойную цилиндрическую конструкцию, состоящую из внешней цилиндрической части 21 и внутренней цилиндрической части 23, причем последняя может скользить в вертикальной плоскости внутри внешней цилиндрической части 21. Внешняя цилиндрическая часть 21 снабжена впускным отверстием для аргона 25. В процессе плавления и литья аргоновый газ выдувается из впускного отверстия 23 и проходит через зазор в донной части внешней цилиндрической части 21 и попадает в тигель 13 в виде экранирующей или защитной среды. Внутренняя цилиндрическая часть 23 снабжена портом понижения давления 27, который сообщается с вакуумным насосом (не показан). Прецизионная литейная форма 31 устанавливается внутри внутренней цилиндрической части 23 с последующим осуществлением литья методом вакуумного всасывания. Всасывающая трубка 33 выходит за пределы донной части литейной формы 31. Благодаря всасывающему приспособлению 17 шток давления литейной формы 37 удлиняется непосредственно до литейной формы 31. За счет опускания внутренней цилиндрической части 23 нижний конец всасывающей трубки 33 начинает контактировать с расплавленным металлом. В результате понижения давления через порт понижения давления 27 происходит втягивание расплавленного металла в литейную форму 31, в которой и происходит процесс литья.
В нижней части бункера для хранения материала 19 установлена скользящая плита 35. Кусочки материала WS, которые уже загружены сюда через верхнюю часть бункера для хранения материала 19, просто проваливаются через нижнюю часть бункера для хранения материала 19 с последующим их плавлением и отливкой. Перед моментом загрузки в бункер для хранения материала 19 кусочки материала WS смешивают между собой и взвешивают, чтобы полностью удовлетворить требованиям, определяемым уравнениями (1) и (8).
Как это ясно видно на фиг. 2A, 2B, 2C и 2D, процесс плавления и литья повторяется с помощью упомянутого выше устройства плавления и литья 10.
На первом этапе пруток исходного материала WB, поперечное сечение которого будет соответствовать внутреннему диаметру тигля 13, вставляется в тигель 13. Скользящая крышка 15 сдвигается и устанавливается в такой позиции, чтобы тигель 13 в вертикальном плане был центрирован или выравнен относительно внешней цилиндрической части 21 всасывающего приспособления 17. Затем из впускного отверстия 25 в тигель 13 инжектируется газ аргон, который и обеспечивает защиту внутренней части тигля. Электрический ток проходит по спирали индукционного нагревания 11, и начинается плавление прутка исходного материала WB. На этой стадии внутренняя цилиндрическая часть 23 всасывающего приспособления 17 начинает подниматься, что и показано на фиг. 2A.
В процессе взвешенной плавки какая-то часть прутка исходного материала WB превращается в расплавленный металл WM. Затем, как это хорошо показано на фиг. 2B, происходит опускание внутренней цилиндрической части 23 всасывающего приспособления 17, а всасывающая трубка 33, которая отходит от литейной формы 31, входит в расплавленный металл WM.
Часть расплавленного металла WM втягивается в литейную форму 31, где и происходит процесс литья. Количество вытягиваемого расплавленного металла ограничивается какой-то постоянной величиной, которая в свою очередь зависит от размера литейной формы 31.
После завершения всасывания постоянного количества расплавленного металла в литейную форму 31 (см. фиг. 2C) происходит скольжение скользящей крышки 15, и она устанавливается так, чтобы бункер для хранения материала 19 в вертикальной плоскости был выравнен с тиглем 13. В результате открытия скользящей плиты 35 кусочки материала WS добавляются в расплавленный металл WM, оставшийся в тигле 13.
Перед моментом добавления кусочки материала WS смешивают, чтобы они имели объемный удельный вес pS, который удовлетворяет требованиям уравнений (1) и (8). Кроме того, кусочки материала WS взвешивают, чтобы убедиться в том, что они имеют практически тот же вес, что и вес расплавленного металла, предназначенного для выпуска. Кусочки материала WS образуют объем, в котором имеются зазоры. Однако после их добавления в расплавленный металл WM, оставшийся в тигле 13, существующие в кусочках материала WS зазоры заполняются расплавленным металлом WM, благодаря чему образуется плотная масса. Эта плотная масса будет нагреваться с помощью спирали индукционного нагревания 11, что и показано на фиг. 2D. Следовательно, добавленные кусочки материала WS могут быстро расплавиться без понижения общей эффективности нагревания.
В момент добавления и плавления кусочков материала WS литейная форма 31 заменяется другой литейной формой. В момент осуществления литья методом вакуумного всасывания в бункер для хранения материала 19 загружаются дополнительные кусочки материала WS.
Упомянутые выше этапы плавления, литья методом вакуумного всасывания и добавления материала повторяются, посредством чего и достигается эффективное изготовление желаемых литых изделий.
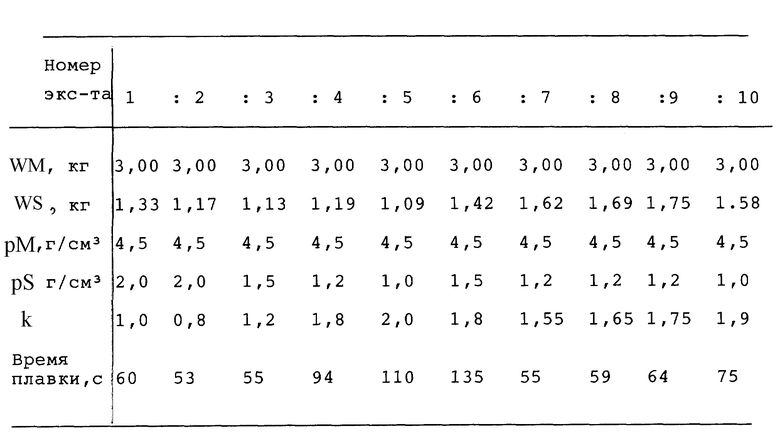
Теперь подробно остановимся на экспериментальных примерах взвешенной плавки. В упомянутых экспериментах использовали устройство плавления и литья 10 описанного выше варианта, а материал сплава состоял на 90% по весу из титана, на 6% по весу из алюминия и на 4% по весу из ванадия. В таблице суммированы используемые в экспериментах значения параметров в ранее упомянутых уравнениях; измеряли также период времени, необходимый для плавления дополнительного материала.
Результаты экспериментов в графической форме показаны на фиг. 3. Для экспериментов 1-3 необходимый для плавления период времени равен 60 с или чуть меньше, а для экспериментов 4 и 5 он был несколько длиннее. Это указывает на то, что после увеличения операционного параметра K зазоры в кусочках материала, которые должны добавляться, становятся слишком большими, чтобы они могли заполниться расплавленным металлом, оставшимся в тигле. Такой "шероховатый" объем кусочков материала в сочетании с расплавленным металлом предусматривает обязательное использование более длительного периода индукционного нагревания.
Продолжительность периода плавления в экспериментах 4 и 6, в которых операционный параметр K равен 1,8, будет длиннее примерно на 50%, чем в других экспериментах. Именно поэтому около операционного параметра K в 1,8 существует какая-то переходная точка. Если операционный параметр K будет меньше какой-то конкретной величины, тогда считается, что зазоры в кусочках материала полностью заполнены, а продолжительность периода плавления может удерживаться почти на постоянном уровне независимо от операционного параметра K.
Предположим, что переходная точка существует около операционного параметра K в 1,8, что на фиг. 3 показано штрихпунктирной линией, тогда продолжительность периода плавления остается постоянной независимо от операционного параметра K, когда он будет меньше какого-то конкретного значения. Путем экстраполяции показанного на фиг. 3 графика можно будет вычертить сплошную линию. Это указывает на то, что, если операционный параметр K будет меньше 1,5, тогда продолжительность периода плавления по существу будет постоянной.
Небольшое значение операционного параметра K указывает на то, что скорость выпуска расплавленного металла уменьшается, а количество остающегося в тигле расплавленного металла увеличивается. Если операционный параметр K устанавливается на очень небольшом значении, тогда требуется использовать большой тигель, что связано с возникновением ряда практических проблем.
Следовательно, является предпочтительным, чтобы значение операционного параметра K было не более 1,8, а еще лучше 1,5 или даже меньше, и еще лучше 1,2 или даже меньше. Является также предпочтительным, чтобы нижний предел операционного параметра K был равен примерно 0,5.
Настоящее изобретение описано выше на примере предпочтительного варианта, который проиллюстрирован на чертежах. Для любого специалиста в данной области совершенно очевидно, что в изобретение можно внести модификации и изменения. Несмотря на уже описанный вариант с целью лучшей иллюстрации сути изобретения, следует иметь в виду, что настоящее изобретение предусматривает включение всех возможных модификаций и изменений в объем и суть прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ, ЕГО ВАРИАНТЫ И СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ И ОТЛИВКИ, ЕГО ВАРИАНТ | 1996 |
|
RU2128235C1 |
| ТИГЕЛЬ ДЛЯ ПЛАВКИ ВО ВЗВЕШЕННОМ СОСТОЯНИИ | 1996 |
|
RU2121121C1 |
| СПОСОБ ЛИТЬЯ ДЛЯ АКТИВНОГО МЕТАЛЛА | 2017 |
|
RU2729246C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА СПЛАВА | 2010 |
|
RU2494158C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОГО СЛИТКА | 2012 |
|
RU2556255C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПЛАВКИ ЛИТЬЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2319752C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДЛЯ СЛИТКА, ИЗГОТАВЛИВАЕМОГО ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2613253C2 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| СПОСОБ СВОБОДНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ СВОБОДНОГО ЛИТЬЯ И ЛИТОЕ ИЗДЕЛИЕ | 2011 |
|
RU2550465C2 |
Изобретение относится к способу и устройству взвешенной плавки, с помощью которых можно будет плавить материал различной конфигурации, используя при этом эффективный индукционный нагрев. На первом этапе в тигель вводится исходный материал, чей внешний диаметр соответствует внутреннему диаметру тигля. Тигель защищен аргоном, что облегчает процесс плавления материала (WB) и получение расплавленного металла (WM). После этого в расплавленный металл вставляется всасывающая трубка формы для всасывания какой-то части расплавленного металла в литейную форму для отливки. После всасывания части расплавленного металла происходит движение скользящей крышки таким образом, чтобы бункер для хранения материала установился как раз над тиглем. В результате открытия скользящей плиты бункера для хранения материала кусочки материала загружаются из бункера для хранения материала в расплавленный металл, оставшийся в тигле. Поскольку зазоры между кусочками материала (WS) заполнены расплавленным металлом (WM), то образуется плотность массы, которая затем будет плавиться с помощью индукционного нагревания. 3 с. и 14 з. п. ф-лы, 4 ил., 1 табл.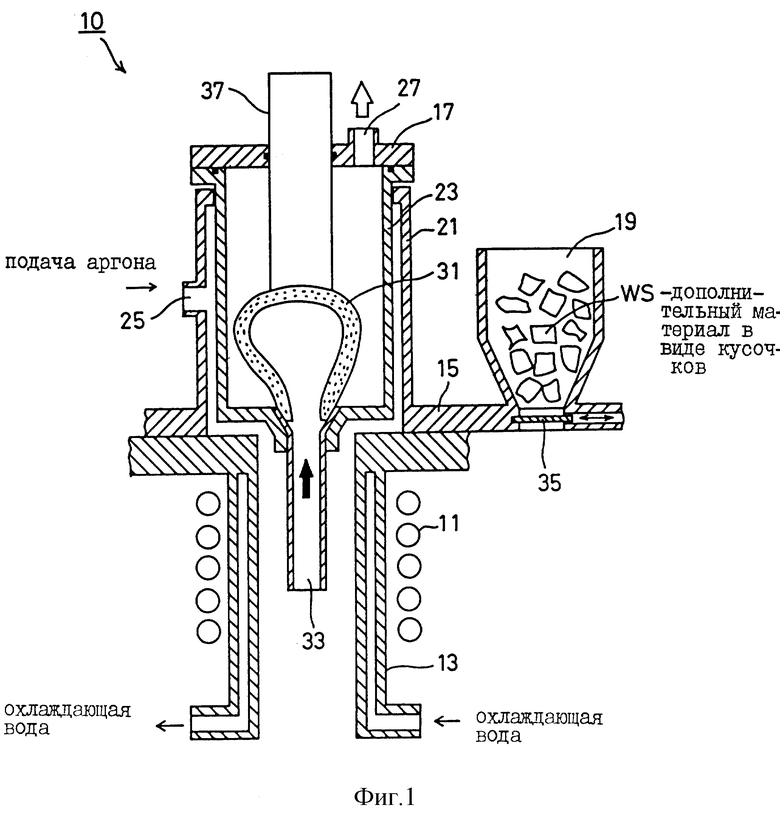
WS=K WM/K-1+(pM/pS),
где WS - количество дополнительного материала, кг;
WM - вес расплавленного металла перед моментом выпуска, кг;
pM - удельный вес расплавленного металла, г/см3;
pS - объемный удельный вес материала, г/см3;
K - операционный параметр.
pS=pMWS/K(WM-WS)+WS,
где WS - вес дополнительного материала, кг;
WM - вес расплавленного металла перед моментом выгрузки, кг;
pM - удельный вес расплавленного металла, г/см3;
pS - объемный удельный вес материала, г/см3;
K - операционный параметр.
| US 5193607 A, 16.03.1993 | |||
| Способ индукционного переплаваМЕТАллОВ и СплАВОВ | 1979 |
|
SU817069A1 |
| СПОСОБ ПЛАВКИ МЕТАЛЛА ВО ВЗВЕШЕННОМ СОСТОЯНИИ В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ | 1970 |
|
SU431234A1 |
| US 3598168, 10.08.1971 | |||
| US 3734480, 22.05.1973 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| GB 1254830 A, 24.11.1971 | |||
| СПОСОБ ДИАГНОСТИКИ ДИРОФИЛЯРИОЗА У ЖИВОТНЫХ И ЧЕЛОВЕКА | 2012 |
|
RU2506926C1 |
| US 5042561 A, 27.08.1991 | |||
| US 5111871 A, 12.05.1992. | |||

