Изобретение относится к технологии двигателестроения, в частности к индивидуальной сборке соосных отверстий коренных опор блок-картеров с верхними и нижними вкладышами коренных подшипников скольжения и шейками коленчатого вала двигателей внутреннего сгорания, а также может применяться при аналогичной сборке соосных пар трения в компрессорах, редукторах и специальных металлорежущих станках для расточки соосных отверстий для подшипников скольжения.
Известен способ автоматизированного подбора верхнего и нижнего вкладышей соосных подшипников в условиях компенсации действительных погрешностей коренных опор по действительным размерам коренных опор и толщин верхнего и нижнего вкладышей (Санинский В.А. Метод компьютерного моделирования компенсации погрешностей размеров и расположения коренных опор ДВС / В.А.Санинский, Н.А.Сторчак, Н.П.Сторчак // Технология машиностроения. - 2005. - №5. - С.20-23).
Способ основан на том, что для автоматизированной компенсации различия диаметров постелей и их несоосностей компьютерной сборкой предложено значения толщин их вкладышей выбирать в среде КОМПАС 3D по рассчитанным средним величинам продольного сечения. Для этого разработана геометрическая модель, приближенная к реальному вкладышу, позволившая в автоматическом режиме определить массоинерционные характеристики верхних и нижних вкладышей: осевые и центробежные моменты инерции, являющиеся критериями их различия по толщине, которые используются при комплектации соосных подшипников узла. При этом смещение центра тяжести (xc, xy, zc), образовавшееся от разнотолщинности каждого из соединяемых вкладышей, будет вычисляться по осям Y и Z, а совокупность этих смещений будет фиксироваться центробежным моментом инерции Jyz.
Метод такого подбора позволяет рекомендовать наиболее благоприятные варианты сочетаний парных вкладышей и тем самым способствовать стабилизации зазоров в соосных подшипниках скольжения, повышению запаса их точности для любой коренной опоры картера по соответствующим действительным отклонениям коренных опор и их расположению (несоосности).
Недостатком способа является полуавтоматический подбор вкладышей, включающий участие оператора в ручном, малопроизводительном подборе нужных толщин и оценке результатов комплектования сборочного узла путем визуального сравнения полученных автоматическим путем результатов.
Известен способ комплектования многоопорных узлов на подшипниках скольжения при групповой сборке на основе компьютерного моделирования (Кулешов А.Д. Комплектование многоопорных узлов на подшипниках скольжения при групповой сборке на основе компьютерного моделирования / А.Д.Кулешов, Н.П.Москвичева, В.А.Санинский // Технология машиностроения. - 2007. - №7. - С.34-38).
Метод позволяет рекомендовать наиболее благоприятные варианты сочетаний парных вкладышей по заранее рассчитанным ручным методом полям допусков диаметров условных втулок-подшипников. Он способствует стабилизации зазоров в соосных парах трения коренных подшипников скольжения, повышению запаса их точности для любой коренной опоры картера в полуавтоматическом режиме.
Недостаток метода в необходимости выполнения дополнительного ручного и поэтому малопроизводительного и неточного расчета поля допуска диаметров условных втулок-подшипников с участием оператора. Необходимость ручного подбора нужных толщин вкладышей снижает производительность, а визуальная оценка полученных полуавтоматическим путем результатов путем их сравнения с требуемыми пределами радиальных зазоров снижает точность комплектования сборочного узла.
Известен способ комплектования многоопорных узлов при групповой сборке (Санинский В.А. Групповая идентифицированная сборка вкладышей коренных подшипников скольжения с коренными опорами и коленчатым валом ДВС / В.А.Санинский // Вестник машиностроения. - №4. - 2006. - С.31-36).
Способ не предусматривает автоматизацию процесса комплектования и основан на том, что значения толщин вкладышей выбираются по основному отклонению, поле допуска которого разбивают на группы. Аналогично разбивают поля допусков коренных шеек и толщины вкладышей. Это позволило осуществить метод селективной сборки путем отбора 4-х селективных групп деталей, отсортированных из расчета, что 2t - номинальная удвоенная толщина условной втулки-подшипника, полученная в результате удвоения номинальной толщины двух измеренных вкладышей.
Недостаток метода в необходимости предварительного малопроизводительного и надежного расчета диаметра условных втулок-подшипников с участием оператора. Он не устраняет применение ручного, малопроизводительного подбора нужных толщин вкладышей. Оценка результатов комплектования сборочного узла производится также визуальным сравнением полученных результатов.
Недостаток способа также в отсутствии программного обеспечения функции выравнивания величин радиальных зазоров между образующими рабочих поверхностей вкладышей каждого из подшипников скольжения и коренных шеек.
Известен метод определения предельных зазоров коренных подшипников дизелей (Санинский В.А. Методы стабилизации предельных зазоров коренных подшипников дизелей / В.А.Санинский, Ю.М.Быков, Н.П.Сторчак // Технология машиностроения. - 2007. - №3. - С.38-42).
Недостаток метода в непроизводительном ручном расчете зазоров, лишенном возможности автоматического выравнивания значений зазоров между образующими рабочих поверхностей нижних вкладышей подшипников скольжения и коренными шейками коленчатого вала.
Известен способ селективной сборки подшипников качения, например радиально-упорных двухрядных шарикоподшипников, который может быть использован в подшипниковой промышленности, при котором у партии колец шарикоподшипников измеряют диаметры дорожек качения наружных и внутренних колец и диаметры тел качения в зоне контакта, затем осуществляют сортировку деталей по размерным группам и подбирают комплекты деталей (Патент RU 2141582, опубликовано 25.11.1999). При этом диаметры дорожек качения наружных и внутренних колец измеряют под углом контакта и учитывают величину контактных деформаций деталей под действием осевой нагрузки. Измеряют относительное положение торцов внутреннего и наружного колец под нагрузкой с учетом всех параметров измерения и суммарной погрешности комплектования, моделируют сборку. При моделировании рассчитывают точность комплектования путем нахождения эмпирического закона распределения геометрических параметров деталей. Достигаемый технический результат - повышение собираемости подшипников, увеличение производства.
Недостаток способа в невозможности использовать его приемы при автоматизации комплектования подшипников скольжения, собираемых из вкладышей в условиях селективной сборки многоопорных узлов поддержки коленчатых валов, состоящих из коренных опор картеров, подшипников скольжения, например, коренных подшипников коленчатых валов двигателей внутреннего сгорания и аналогичных им механизмов.
Известен способ селективной сборки многоопорного узла поддержки коленчатого вала (МУПВ), состоящего из комплектующих деталей: картера двигателя внутреннего сгорания, крышек подшипников скольжения, подшипников скольжения, собранных из верхнего и нижнего вкладышей, установленных и закрепленных в соосных отверстиях коренных опор картера и образующих с рабочими поверхностями соосных коренных шеек уложенного в них коленчатого вала гарантированные монтажные зазоры в парах трения коренная шейка вала-подшипник скольжения. Способ осуществляют, создавая базы данных действительных размеров поверхностей контакта деталей, замеряя размеры в трех равномерно расположенных по окружности плоскостях и двух перпендикулярных к общей оси, выбирают действительные размеры коренных опор картера, шеек коленчатого вала, компенсируя их биение толщинами верхних и нижних вкладышей автоматизированным компьютерным подбором (Санинский В.А. Автоматизация процесса подбора диаметральной компенсации механической обработки соосных отверстий в многоопорном узле дизельного двигателя разнотолщинностью вкладышей / В.А.Санинский, А.В.Петрухин, Н.П.Москвичева // Технология машиностроения. - 2007. - №7. - С.65-68).
Данный способ имеет недостаточный технический уровень, обусловленный ограниченными функциональными возможностями в обеспечении точности радиальных зазоров соосных подшипников скольжения и производительности подбора комплектующих при индивидуальной селективной сборке. Невозможность их точной сборки в пределах оптимальных величин зазоров обусловлена тем, что наиболее ответственная часть работы по выбору комплектующих из базы данных возлагается на оператора. Так как известный способ не полностью устраняет применение ручного, малопроизводительного подбора нужных толщин вкладышей, при большом количестве комплектующих деталей, например в массовом производстве, и оценке результатов комплектования сборочного узла путем визуального сравнения полученных результатов с требуемыми величинами с участием оператора, его применение не обеспечивает требуемой точности.
Тем не менее, предлагаемый способ является наиболее близким техническим решением, позволяющим обеспечить автоматизацию достижения технических требований к величинам радиальных зазоров в процессе сборки коренных опор картера, коренных подшипников и шеек коленчатого вала путем их подбора по действительным размерам.
Задачей заявленного способа является расширение технологических возможностей, заключающееся в повышении точности радиальных зазоров в сосных парах трения коренной подшипник коленчатого вала-шейка и производительности автоматического перебора действительных размеров толщин вкладышей коренных подшипников, диаметров коренных опор картера и шеек коленчатого вала, обеспечивающего индивидуальный подбор комплектующих деталей, за счет автоматизации сравнения полученных результатов автоматизированного расчета радиальных зазоров с заданными пределами и повышения точности радиальных зазоров, поскольку операция оценки результатов перебора комплектов деталей происходит без участия оператора.
Технический результат повышения точности радиальных зазоров и производительности процесса сборки достигнут автоматизацией процесса комплектования многоопорного подшипникового узла.
Технический результат достигается в способе сборки коренных подшипников коленчатого вала, включающем измерение диаметров коренных опор картера, коренных шеек коленчатого вала, величин их несоосностей, толщины верхних и нижних вкладышей, сортировку деталей по размерным группам, подбор комплектов деталей в партии путем моделирования сборки с учетом всех параметров измерений и расчета суммарной погрешности комплектования, осуществлением подбора вкладышей по их толщине, при котором рассчитывают «рабочие» зазоры в зоне их наибольшего сближения под нагрузкой, с учетом параметров измерений диаметров каждой коренной опоры и одноименной коренной шейки, сортировку деталей, одновременно рассчитывая точность радиального зазора, соизмеряя его с допустимыми предельными значениями радиальных зазоров и выбирая ближайшие по значению измеренные размеры поверхностей контакта комплектующих деталей, и моделирование, используя геометрическую плоскую модель сборочного узла, осуществляя математическое моделирование и компьютерный подбор нужной комбинации размеров толщин верхнего и нижнего вкладышей и коренных шеек, затем выбирают требуемые толщины вкладышей, вычитая из величины «рабочего» зазора соответствующие величины предельных значений радиальных зазоров в каждой одноименной паре коренной подшипник-коренная шейка коленчатого вала путем использования данных действительных измеренных размеров диаметров коренных опор картера дизеля, коренных шеек коленчатого вала d, толщин верхних и нижних вкладышей коренных подшипников скольжения с использованием комбинаторной зависимости расчетного радиального зазора:
Spi=(0,0008…0,001)d,
где для осуществления автоматизированного подбора вкладышей в процессе управления компенсацией погрешностей коренных опор картера моделируют величину зазора для каждого номера Р соответствующей пары трения в соответствии с комбинаторной зависимостью:
Spi+D=tPi,
где D - переменный параметр действительных измеренных толщин верхнего tвк.вi или нижнего tвк.н.i вкладышей, причем в автоматизированной системе толщины верхних и нижних вкладышей измеренных действительных размеров также являющейся для коренных шеек, а «рабочие» зазоры tPi определяются по разнице принадлежащих одной подшипниковой опоре действительных диаметров коренных опор и шеек и служат для расчета подбираемых толщин вкладышей, а толщина «рабочего» зазора выше tP1/ниже tP2 основной оси рассчитывается по формуле
 ,
,
где Dmi - диаметр i-й коренной опоры картера m, (i - индекс, определяющий номер коренной опоры картера, т.е. i=1, 2, 3, 4, 5; m - порядковый номер картера в данных измеренных действительных размеров m=1…M);
dnj - диаметр j-й коренной шейки вала n, например, в пределах размера, (j - индекс, определяющий номер шейки вала, т.е. j=1, 2, 3, 4, 5; n - порядковый номер вала в данных измеренных действительных размеров, n=1…N.
Процесс автоматизированного подбора комплектующих деталей многоопорного узла поддержки валов (МУПВ) выполняется в условиях компенсации действительных погрешностей их механической обработки и индивидуальной сборки.
При этом обеспечиваются диаметральные зазоры в соосных парах трения МУПВ в переделах от SminF до Sopt, минимальные толщины масляных слоев и максимальные значения запасов на износ и работоспособности.
В основе автоматизации компьютерного подбора положена разработанная система обозначений допусков и посадок коренных опор картера, вкладышей подшипников скольжения и шеек коленчатых валов, входящих в МУПВ.
Сущность нового способа сборки коренных подшипников скольжения коленчатого вала представлена на фиг.1-6 и в таблицах 1-3.
На фиг.1 представлена геометрическая модель продольного сечения пятиопорного МУПВ дизеля с нанесенными схематично именами полей компенсирующих значений погрешностей продольного сечения картера и коленчатого вала без вкладышей (табл.1-3); tP1 - «рабочий» зазор между поверхностями коренных опор и шеек коленчатого вала, соответствующими толщинам верхних вкладышей; tP2 - «рабочий» зазор между поверхностями коренных опор и шеек коленчатого вала, соответствующими толщинам нижних вкладышей; Р - порядковый номер «рабочего» зазора; O1-O5 - общая ось для коренных опор i=1 и i=5 и коренных шеек j=1 и j=5, относительно которой измеряют величины несоосностей коренных опор 9, 10, 11, обозначения которых представлены в табл.2.
На фиг.2 - расчетная схема выравнивания рабочих поверхностей вкладышей промежуточных подшипников относительно крайних с расположением стандартных имен полей допусков на несоосность коренных опор 9, 10, 11, (табл.2) в продольном сечении, на примере пятиопорного МУПВ; O1, O2, O3, O4, O5 - центры опор (точки пересечения общей оси O1-O5 с плоскостями I-I, II-II, III-III, IV-IV, V-V средних сечений коренных опор); O1-O5 - общая ось, относительно которой определяют несоосность коренных опор 9, 10, 11 (при работе ЭВМ используется обозначение i номеров коренных опор 8, 9, 10, 11, 12, в данном случае, i=2, i=3 и i=4, как признак различия с одноименными номерами j коренных шеек 23, 24, 25, 26, 27).
На фиг.3 представлена схема - геометрическая модель пятиопорного МУПВ, включающая обозначения погрешностей, представленных в табл.1, 2. 3; SP1 - величина радиального зазора выше оси O1-O5; SP2 - величина радиального зазора ниже оси O1-O5; B - расстояние от общей оси O1-O5 до базовой поверхности. O1-O5 - общая ось, относительно которой определяют несоосности коренных опор под номерами позиций 9, 10, 11 (i=2, i=3, i=4) и коренных шеек j (j=24, j=25, j=26); ±ΔB - допуск на расстояние общей оси O1-O5 до базовой поверхности В.
На фиг.4 показана зависимость толщины hmin масляного слоя соосных четырех опор в плоскости наибольшего сближения от диаметрального зазора между поверхностями шейки вала и подшипником.
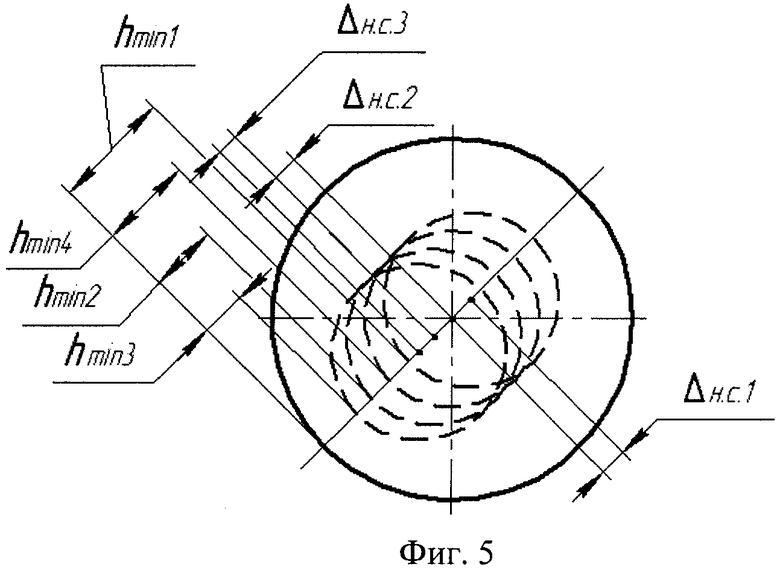
На фиг.5 показана схема образования толщины hmin масляного слоя в плоскости наибольшего сближения отдельного подшипника и коренной шейки.
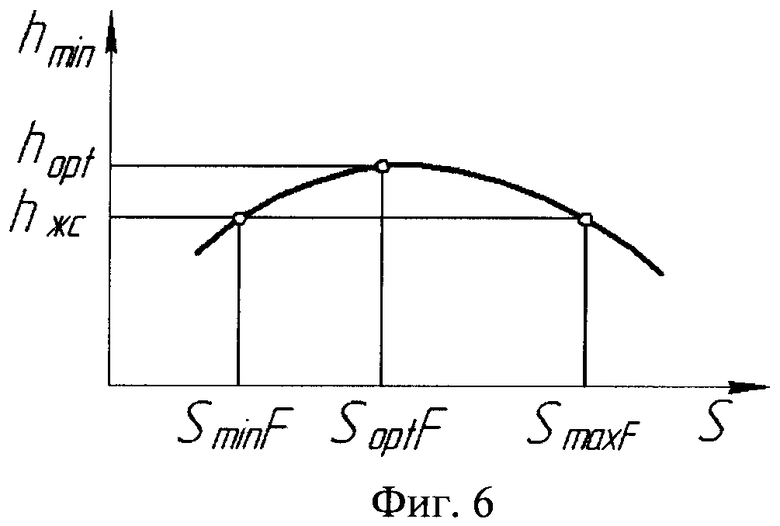
На фиг.6 показано положение плоскости расчета зависимость толщины hmin масляного слоя от величины диаметральных зазоров Smax, SminF, Sopt.
МУПВ имеет следующие комплектующие детали (фиг.1): картер 1, коленчатый вал 2 и крышки 3, 4, 5, 6, 7, образующие коренные опоры 8, 9, 10, 11, 12, служащие для установки и зажима верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22 (фиг.1-3). Например, 13 - верхний вкладыш образует коренной подшипник в «рабочем» зазоре tP1 с порядковым номером P=1, вместе с нижним вкладышем 18, который устанавливают в «рабочем» зазоре tP2 т. е., соответственно, с порядковым номером P=5. Величины радиальных зазоров SP1 и SP2 образуются после установки в «рабочие» зазоры tP1 и tP2 соответственно, верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22 с образованием соответствующих коренных подшипников (позиции не обозначены).
Крайние коренные подшипники (не обозначены номерами позиций) образуются после установки в коренные опоры 8, 12 одинаковых по толщине верхних вкладышей 13 и 17, нижних вкладышей 18 и 22, соответственно и затягиваются крышками 3, 7, а промежуточные коренные подшипники (номерами позиций не обозначены) образуются после установки в коренные опоры 9, 10, 11 картера 1 соответственно верхних вкладышей 14, 15, 16 и нижних вкладышей 19, 20, 21. Коренные подшипники, уложенные в каждом из коренных опор 8, 9, 10, 11, 12, образуются из парных верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22. Парными считаются верхние вкладыши 13 и нижние вкладыш 18, верхние вкладыши 14 и нижние вкладыши 19 и т.д. Коренные опоры обозначены соответственно i=l, i=2, i=3, i=4, i=5, что необходимо для обеспечения работы по автоматизации подбора на ЭВМ, соответственно присвоены обозначения номеров «рабочих» зазоров слева направо P=1, P=2, P=3, P=4, P=5, после последующей в них укладки коленчатого вала 2, имеющего коренные шейки 23, 24, 25, 26, 27, обозначенные, соответственно, номерами j=l, j=2, j=3, j=4, j=5 (табл.1-3).
Для диаметральной компенсации неизбежно возникающих погрешностей механической обработки (табл.1-3) можно подобрать соответствующие пары верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22, измеренных по толщине в точках K, соответствующих плоскости измерения hmin, т.е. наибольшему сближению пар трения подшипник скольжения коренная шейка (фиг.4), например коренная шейка 23 с номером i=1 соответствует точке K, аналогично любая другая, показанная на схеме, фиг.5.
Осуществляя способ сборки коренных подшипников коленчатого вала 2, измеряют диаметры коренных опор 8, 9, 10, 11, 12 картера 1, коренных шеек 23, 24, 25, 26, 27 коленчатого вала 2, величины их несоосностей (табл.1-3), толщины верхних и нижних вкладышей (формирующих переменный параметр действительных толщин вкладышей D), сортируют детали по размерным группам и выполняют подбор комплектов деталей в партии путем моделирования сборки с учетом всех параметров измерений и расчета суммарной погрешности комплектования. Для формирования исходных данных многочисленные замеры (не приведены) используют в средствах компьютерного моделирования при построении геометрической модели МУПВ и в расчетах ЭВМ. В данном примере измерены число M=2 картеров 1, число N=3 коленчатых вала 2 и верхних вкладышей 13, 14, 15, 16, 17 в количестве 215 штук и нижних вкладышей 18, 19, 20, 21, 22 в количестве 215 штук, которые затем автоматическим перебором выбирают по измеренным действительным отклонениям диаметров коренных опор 8, 9, 10, 11, 12 и их несоосности (табл.1-3) до получения требуемых величин радиальных зазоров SP1 и SP2, руководствуются расчетными пределами зазоров 0,0175≤Si≤0,03. При сортировке деталей по размерным группам подбирают одновременно комплекты деталей в партии: диаметры коренных опор 8, 9, 10, 11, 12, картера 1, диаметры коренных шеек 23, 24, 25, 26, 27 - коленчатого вала 2 (фиг.1, 3), моделируют сборку с учетом всех параметров измерения (табл.1, 2, 3) поверхностей контакта коренных опор 8, 9, 10, 11, 12. При этом используют переменный параметр действительных толщин вкладышей D разнотолщинных верхних 13, 14, 15, 16, 17 и нижних 18, 19, 20, 21, 22 (фиг.2) и погрешности комплектования, рассчитывая точность радиальных зазоров Spi так, чтобы их величины лежали в расчетных пределах 0,0175≤Si≤0,03, где Si=SP1=SP2. При этом на геометрической модели (фиг.1) ось O1-O5 выполняют общей для коленчатого вала 2 и картера 1, т.е. проходящей как через центры коренных шеек 23 и 27, так и через центры отверстий крайних опор 8 и 12 картера 1 (фиг.3). Для этого на компьютере автоматически рассчитывают величины диаметральной компенсации погрешностей относительного положения промежуточных коренных опор 9, 10, 11 картера относительно общей оси O1-O5, для этого выбирая измеренные толщины верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22 и осуществляя виртуальную селективную сборку МУПВ (фиг.3), рассчитывая «рабочие» зазоры tP1 и tP2 в зоне их наибольшего сближения под нагрузкой (фиг.4, 5), точность радиального зазора SP1=SP2, учитывая параметры измерений каждой коренной опоры 8, 9, 10, 11, 12 и одноименной коренной шейки 23, 24, 25, 26, 27. Полученные величины радиального зазора SP1=SP2 соизмеряют с рассчитанной величиной диаметральной компенсации и допустимыми предельными значениями радиальных зазоров 0,0175≤Si≤0,03 мм. Выбирая ближайшие по значению измеренные размеры поверхностей контакта комплектующих деталей из таблиц 1-3, используя при этом геометрическую плоскую модель сборочного узла (фиг.1), осуществляют математическое моделирование и компьютерный подбор нужной комбинации размеров разнотолщинных верхних 13, 14, 15, 16, 17 и нижних 18, 19, 20, 21, 22 вкладышей (табл.1-3) и коренных шеек 23, 24, 25, 26, 27 коленчатого вала 2. Выбирая требуемые толщины верхних 13, 14, 15, 16, 17 и нижних 18, 19, 20, 21, 22 вкладышей, вычитают из величины «рабочего» зазора tP1 или tP2 соответствующие величины предельных значений радиальных зазоров в каждой одноименной паре коренные подшипник-шейка.
При комплектовании сборки МУПВ, заключающемся в формировании воздействий на процесс управления величиной зазора 0,0175≤Si≤0,03 мм, в соосных парах трения, образующегося между каждой i-й парой трения, используют данные измеренных действительных размеров диаметров коренных опор 8, 9, 10, 11, 12 картера 1, коренных шеек 23, 24, 25, 26, 27 коленчатого вала 2, верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22, представленных в таблицах 2-3. При достижении оптимальных зазоров 0,0175≤Si≤0,03 мм в «рабочих зазорах tP1 и tP2, путем автоматизированного управления выбором толщин верхних 13, 14, 15, 16, 17 и нижних 18, 19, 20, 21, 22 вкладышей используют (для перебора различных коммбинаций комплектования) комбинаторную зависимость расчетного радиального зазора Si в каждой паре трения из ряда соосных:
SPi=(0,0008…0,001)d,
где для осуществления автоматизированного подбора верхних 13, 14, 15, 16, 17, и нижних 18, 19, 20, 21, 22 вкладышей в процессе управления компенсацией погрешностей коренных опор картера моделируют величину зазора Spi для каждого номера Р соответствующей пары трения в соответствии с комбинаторной зависимостью:
Spi+D=tPi,
где D - переменный параметр действительных толщин верхнего tвк.вi, (поз.фиг.2, поз.13, 14, 15, 16, 17), и нижнего tвк.н.i (фиг.2, поз.18, 19, 20, 21, 22) вкладышей, причем в автоматизированной системе толщины верхних 13, 14, 15, 16, 17 и нижних 18, 19, 20, 21, 22 вкладышей измеренных действительных размеров также являющейся для каждой из коренных шеек 23, 24, 25, 26, 27, а «рабочие» зазоры tP определяются по разнице одноименных (принадлежащих одной коренной опоре) действительных диаметров коренных опор 8, 9, 10, 11, 12 и коренных шеек 23, 24, 25, 26, 27 и служат для расчета подбираемых толщин верхних tвк.i (поз.фиг 2 13, 14, 15, 16, 17) и нижних (поз.фиг.2 18, 19, 20, 21, 22) fвк.н. вкладышей. Например, действительных диаметров D_p2 коренной опоры 2 (фиг.1, 3), ее отклонения от соосности Δнс1-2 и соответствующей суммы величин действительного размера D_sh2 коренной шейки 2 (фиг.3).Толщина «рабочего» зазора tP1=tP2 (зазора между отверстием 8, 9, 10, 11, 12 коренной опоры картера 1 и коренной шейкой 23, 24, 25, 26, 27 коленчатого вала 2 выше tP1/ниже tP2 основной оси O1-O5) рассчитывается по формуле:
,
где символом tP1 обозначен «рабочий зазор» выше оси O1-O5, символом tP2 обозначен «рабочий зазор» ниже оси O1-O5, фиг.1;
Dmi - диаметр i-й коренной опоры картера m, (i - индекс, определяющий номер 8, 9, 10, 11, 12 отверстия коренной опоры картера 1, т.е. i=1, 2, 3, 4, 5; m - порядковый номер картера в данных измеренных действительных размеров, m=1…М);
dnj - диаметр j-й коренной шейки 23, 24, 25, 26, 27 коленчатого вала 2 вала n, например, в пределах размера, j - индекс, определяющий номер шейки вала, т.е. j=1, 2, 3, 4, 5; n - порядковый номер вала в данных измеренных действительных размеров, n=1…N).
Измерение геометрических параметров коренных опор картера, коренных шеек коленчатого вала и толщин вкладышей выполняется на контрольной операции после их окончательной механической обработки. Для реализации технологии подбора комплектующих деталей измеренные размеры заносят в ЭВМ и используют их при компьютерном подборе поверхностей контакта деталей комплекта, компенсируя погрешности изготовления коренных опор погрешностями изготовления (разнотолщинностью) вкладышей.
После измерения геометрических параметров комплектующих деталей значений верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22 автоматизированным подбором берутся данные действительных (измеренных с допустимой погрешностью) размеров толщин вкладышей в сечении, соответствующем наибольшему сближения пар трения. Такой метод позволяет, после укладки верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22 и затяжки крышек 3, 4, 5, 6, 7, получить требуемые размеры радиального зазора SP1 и SP2 (фиг.3) коренных подшипников с более жестким допуском расположения, чем это требуется по стандартным техническим требованиям. Например, в коренные опоры после растачивания их на специальных металлорежущих станках с соосностью Δн.с., например 0,03 мм, устанавливают предварительно отобранные из базы данных вкладыши с допуском 0,03 мм так, чтобы их объемы заполняли «рабочий зазор» между поверхностью каждой коренной опоры и коренной шейки с образованием минимального значения радиального зазора SP1 и SP2 (фиг.3) во всех парах трения (индекс 1 означает, что «рабочий» зазор лежит выше оси O1-O5, индекс 2 означает положение «рабочего» зазора ниже оси O1-O5).
В результате достигается повышение точности, поскольку в настоящее время известные традиционные технологии, основанные на принципах полной взаимозаменяемости, обеспечивают величины диаметральных зазоров Si=Sp1+Sp2 в недопустимо широких пределах 0,1≤Si≤0,3 (мм). При использовании автоматизированной системы управления эта величина может лежать в гораздо меньших пределах 0,0175≤Si≤0,03. Т.е. автоматизированная система обеспечивает более высокие требования, например, рекомендованные фирмой «Глико» (расчетные зазоры Si, выполненные по рекомендациям фирмы «Глико», лежат в пределах (0,0008…0,001), d=0,088…0,11 мм.
Для достижения поставленной цели осуществляют автоматизированный подбор вкладышей коренных подшипников, в процессе которого в расчете диаметральной компенсации погрешностей механической обработки коренных опор разнотолщинностью вкладышей моделируют величину радиального зазора как части каждого номера Р соответствующего «рабочего» зазора в соответствии с комбинаторной зависимостью Si+D=tP, где D - переменный параметр действительных толщин вкладышей (табл.1), для этого производят измерения толщин верхних и нижних вкладышей, диаметров коренных опор, коренных шеек вала, а данные об измерениях используют в средствах компьютерного моделирования при строении моделей МУПВ, расчетах и сравнении их результатов, что повышает производительность сборки.
Для технологического обеспечения компенсации несоосности коренных опор 9, 10, 11 картера 1 (фиг.3, табл.2) разнотолщинностью верхних вкладышей 13, 14, 15, 16, 17 и нижних вкладышей 18, 19, 20, 21, 22, на основе учета измеренных величин диаметров и смещений коренных опор 9, 10, 11, необходимо иметь соответствующую систему обозначений допусков (табл.1-3).
Принимают, что с центрами O1 и O5 коренных опор 8, 12 картера 1 и коренных шеек 23, 27 коленчатого вала 2 совпадает общая для них ось O1-O5. Таким образом, ось O1-O5 будет общей как всех для коренных опор 8, 9, 10, 11, 12, так и для коренных шеек 23, 24, 25, 26, 27. Тогда «рабочие» зазоры определяются по разнице одноименных (принадлежащих одной подшипниковой опоре) действительных размеров коренных опор и шеек и служат для расчета подбираемых толщин вкладышей. Например, разница величины действительного размера D_p2 коренной опоры 2 (фиг.1, 3), ее отклонения от соосности Δнс1-2 и соответствующей суммы величин действительного размера D_sh2 коренной шейки 2 (фиг.3) дает величину действительного диаметрального зазора Si в рассматриваемой паре трения, находящейся в пределах оптимального радиального зазора в расчетной паре трения должны быть равны сумме толщин верхнего и нижнего вкладышей в плоскости наименьшего сближения шейки вала и подшипника. Автоматизированный подбор вкладышей на этом принципе был выполнен и показал удовлетворительные результаты. При этом условные обозначения, показанные на фиг.1-3, соответствовали табл.1-3.
Процесс отбора комплектующих включает расчет монтажного зазора по действительным размерам поверхностей контакта комплектующих деталей, который производят относительно общей оси крайних отверстий коренных опор и совмещенной с общей оси коренных шеек коленчатого вала. Расчет выполняется так, чтобы величины толщин верхнего и нижнего вкладышей, сложенные с нижним пределом величины зазора, были равны монтажному расчетному зазору. При этом зазор S определяют расчетным путем с применением модулей так, что выбирают из базы данных размеры тех комплектующих, которые обеспечивают зазор, являющийся технологическим, более жестким, по сравнению с конструкторским. Он должен лежать в пределах между значениями минимального функционального и оптимального зазоров и не выходить за пределы, ограниченные зависимостью Si=(0,0008…0,001)d.
Для этого разрабатывают геометрическую модель МУПВ так, что центры подшипников смещаются в направлении векторов их благоприятного расположения, а оси крайних и промежуточных подшипников располагают в плоскости наибольшего сближения поверхностей трения соосных пар трения. Этим создавая возможность радиального смещения оси каждого коренного подшипника и учета биения коренной опоры путем радиального смещения оси подшипника за счет разнотолщинности верхнего и нижнего вкладышей рассчитываемого единичного подшипникового узла, принятой в расчет.
Способ определения оптимального варианта комплектования многоопорного узла поддержки вала включает следующую последовательность операций.
1. Контроллер замеряет при помощи микрометра размеры поверхностей контакта комплектующих деталей и отклонения их от соосности.
1.1. Замер толщины вкладыша.
1.2. Замер диаметров коренных опор картеров.
1.2.1. Замер несоосности осей II, III и IV коренных опор картера относительно основной оси.
1.3. Замер диаметров шеек коленчатых валов.
1.3.1. Замер несоосности осей II, III и IV шеек коленчатого вала относительно основной оси.
2. Контроллер заполняет карту обмера, внося дату замера и сами замеры.
3. С использованием карт обмеров и сопроводительной документации изделий формируется таблица данных валов, картеров, коренных опор и вкладышей.
4. С использованием данных замеров из таблиц данных валов, картеров, коренных опор и вкладышей моделируется сборка картер-вал и вычисляется толщина «рабочего» зазора при виртуальной сборке картер-вал на общей оси O1-O5 между коренными опорами 8, 9, 10, 11, 12 картера 1 и коренными шейками 23, 24, 25, 26, 27 коленчатого вала 2 в каждом из десяти возможных случаев, т.к. у картера 1 имеется, в данном примере, пять коренных опор и «рабочий» зазор лежит выше оси O1-O5, ниже оси O1-O5.
5. Толщина «рабочего» зазора записывается в таблицу «Толщины «рабочих» зазоров».
Далее операции 4 и 5 повторяются до тех пор, пока закончены замеры.
6. Автоматически формируется «Комплектовочная таблица оптимальной комбинации сборки» с использованием данных замеров толщин вкладышей из таблицы данных валов, коренных опор, картеров и вкладышей и данных замеров «рабочих зазоров» из таблицы «Толщины «рабочих зазоров».
7. Путем применения к таблице «Комплектовочная таблица оптимальных вариантов сборки» методов оптимизации (метод максимального элемента, метод весовых коэффициентов, минимаксный метод) формируется таблица «Комплекты оптимальных сборок», в которой указываются порядковые номера деталей из таблицы данных валов, картеров и вкладышей, которые рекомендовано собирать в узел, и для каждого вкладыша указаны позиции их расположения.
По сравнению с известными способами селективной сборки созданы условия для эффективности результатов автоматизации процесса подбора комплектующих деталей за счет стабилизации радиальных зазоров в соосных парах трения и повышения точности зазоров и работоспособности узла путем создания повышенных запасов на износ в парах трения.
Таким образом, обеспечивается стабилизация зазоров в парах трения подшипник-шейка на стадии их сборки, учитывающей суммарные погрешности механической обработки и коренных опор, подшипников и шеек коленчатого вала. Этим улучшаются основные технико-экономические показатели работоспособности подшипников: оптимальный Sopt, действительный максимальный Smax и средний Scp зазоры в ряду соосных пар трения, запасы точности Kт и износа Sи, коэффициент равномерности зазоров εн=Smax/Scp. Подбор комплектов вкладышей подшипников, поступивших на сборку, осуществляется для обеспечения расчетных зазоров S в оптимальных пределах (фиг.6) от SminiF до Sopt. Такой подход позволяет создать возможность повышения работоспособности пар трения коренных подшипников. Таким образом, вышеизложенное свидетельствует о выполнении при использовании изобретения следующей совокупности условий.
Необходимости повышения производительности автоматизации подбора комплектующих деталей в массовом производстве, основанного на диаметральной компенсации погрешностей механической обработки коренных опор разнотолщинностью вкладышей, в которой определяют радиальные зазоры SP1 и SP2, руководствуясь комбинаторной зависимостью Si+D=tPi, где D - переменный параметр действительных толщин вкладышей, и измеряют толщины верхних и нижних вкладышей, диаметров коренных опор, коренных шеек вала.
Данные о замерах используют в средствах автоматизации при строении модели МУПВ, производя подбор верхних и нижних вкладышей по измеренным действительным отклонениям диаметров коренных опор и несоосности, по которым сортируют детали.
Подбирая комплекты деталей в партии, моделируют сборку с учетом всех параметров измерения и суммарной погрешности комплектования. Рассчитывают точность комплектования, выбирая измеренные толщины вкладышей, осуществляют индивидуальную сборку многоопорного узла поддержки вала, рассчитывая «рабочие» зазоры в зоне их наибольшего сближения под нагрузкой, с учетом параметров измерений каждой коренной опоры и одноименной коренной шейки, рассчитывая точность радиального зазора. При этом соизмеряют точность радиального зазора по рассчитанной величине диаметральной компенсации с допустимыми предельными значениями радиальных зазоров, выбирая ближайшие по значению измеренные размеры поверхностей контакта комплектующих деталей.
Для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления в соответствии с описанием и прилагаемыми чертежами; разработан способ, воплощающий заявленное изобретение, при его осуществлении способно обеспечить достижение усматриваемого технического результата.
Следовательно, заявленное изобретение соответствует требованию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Способ сборки подшипника качения | 2016 |
|
RU2627258C1 |
| Составной коленчатый вал | 2021 |
|
RU2751470C1 |
| СПОСОБ БЕЗРАЗБОРНОЙ ДИАГНОСТИКИ СТЕПЕНИ ИЗНОСА КОРЕННЫХ ПОДШИПНИКОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2517968C2 |
| Способ ремонта упрочненных индукционной закалкой коленчатых валов двигателей внутреннего сгорания | 2017 |
|
RU2673900C1 |
| СБОРНО-РАЗБОРНЫЙ КОЛЕНЧАТЫЙ ВАЛ ДВС | 2016 |
|
RU2619413C1 |
| ШЕСТЕРЕННО-РЕЕЧНАЯ ПОРШНЕВАЯ МАШИНА | 2011 |
|
RU2484255C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ПРИ РЕМОНТНОЙ СБОРКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2417359C2 |
| СПОСОБ БЕЗРАЗБОРНОЙ ДИАГНОСТИКИ СТЕПЕНИ ИЗНОСА ПОДШИПНИКОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2399898C1 |
| ПОЛУШЕСТЕРЕННО-РЕЕЧНАЯ ПОРШНЕВАЯ МАШИНА | 2012 |
|
RU2483216C1 |




Изобретение относится к технологии двигателестроения, в частности к технологии селективной сборки коренных подшипников двигателей внутреннего сгорания. Способ включает измерение диаметров коренных опор картера, коренных шеек коленчатого вала, величин их несоосностей, толщины верхних и нижних вкладышей, сортировку деталей но размерным группам, подбор комплектов деталей в партии путем моделирования сборки с учетом всех параметров измерений и расчета суммарной погрешности комплектования. При этом осуществляют подбор вкладышей по их толщине, рассчитывая «рабочие» зазоры в зоне их наибольшего сближения под нагрузкой, с учетом параметров измерений каждой коренной опоры и одноименной коренной шейки. Сортируют детали, одновременно рассчитывая точность радиального зазора, соизмеряя его с допустимыми предельными значениями радиальных зазоров и выбирая ближайшие по значению измеренные размеры поверхностей контакта комплектующих деталей. Моделируют, используя геометрическую плоскую модель сборочного узла и осуществляя математическое моделирование и компьютерный подбор нужной комбинации размеров толщин верхнего и нижнего вкладышей и коренных шеек. Затем выбирают требуемые толщины вкладышей, вычитая из величины «рабочего зазора» соответствующие величины предельных значений радиальных зазоров в каждой одноименной паре коренной подшипник-коренная шейка коленчатого вала, путем использования данных действительных измеренных размеров диаметров отверстий коренных опор картера дизеля, коренных шеек коленчатого вала, толщин верхних и нижних вкладышей коренных подшипников скольжения с использованием комбинаторной зависимости расчетного радиального зазора. Технический результат - повышение точности радиальных зазоров и производительности процесса сборки за счет автоматизации процесса комплектования многоопорного подшипникового узла. 6 ил., 3 табл.
Способ комплектования многоопорного узла поддержки коленчатого вала, включающий измерение диаметров коренных опор картера, коренных шеек коленчатого вала, величин их несоосностей, толщины верхних и нижних вкладышей, сортировку деталей по размерным группам, подбор комплектов деталей в партии путем моделирования сборки с учетом всех параметров измерений и расчета суммарной погрешности комплектования, отличающийся тем, что при осуществлении подбора вкладышей по их толщине рассчитывают «рабочие» зазоры в зоне их наибольшего сближения под нагрузкой с учетом параметров измерений диаметров каждой коренной опоры и одноименной коренной шейки, сортируют детали, одновременно рассчитывая точность радиального зазора, соизмеряя его с допустимыми предельными значениями радиальных зазоров и выбирая ближайшие по значению измеренные размеры поверхностей контакта комплектующих деталей, и моделируют, используя геометрическую плоскую модель сборочного узла и осуществляя математическое моделирование и компьютерный подбор нужной комбинации размеров толщин верхнего и нижнего вкладышей и коренных шеек, выбирают требуемые толщины вкладышей, вычитая из величины «рабочего зазора» соответствующие величины предельных значений радиальных зазоров в каждой одноименной паре коренной подшипник-коренная шейка коленчатого вала, путем использования данных действительных измеренных размеров диаметров коренных опор картера дизеля, коренных шеек коленчатого вала d, толщин верхних и нижних вкладышей коренных подшипников скольжения с использованием комбинаторной зависимости расчетного радиального зазора:
Spi=(0,0008…0,001)d,
где для осуществления автоматизированного подбора вкладышей в процессе управления компенсацией погрешностей коренных опор картера моделируют величину зазора для каждого номера Р соответствующей пары трения в соответствии с комбинаторной зависимостью:
Spi+D=tPi,
где D - переменный параметр действительных измеренных толщин верхнего tвк.вi или нижнего tвк.н.i вкладышей, причем в автоматизированной системе толщины верхних и нижних вкладышей измеренных действительных размеров также для коренных шеек, а «рабочие» зазоры tPi определяются по разнице принадлежащих одной подшипниковой опоре действительных диаметров коренных опор и шеек и служат для расчета подбираемых толщин вкладышей, а толщина «рабочего зазора» выше tP1/ ниже tP2 основной оси рассчитывается по формуле:
где Dmi - диаметр i-й коренной опоры картера m, (i - индекс, определяющий номер коренной опоры картера, т.е. i=1, 2, 3, 4, 5; m - порядковый номер картера в данных измеренных действительных размеров m=1…M);
dnj - диаметр j-й коренной шейки вала n, например, в пределах размера, (j - индекс, определяющий номер шейки вала, т.е. j=1, 2, 3, 4, 5; n - порядковый номер вала в данных измеренных действительных размеров, n=1…N).
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ СКОЛЬЖЕНИЯ | 1993 |
|
RU2079013C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ ДЛЯ КОРЕННЫХ ОПОР У-ОБРАЗНЫХ ДВИГАТЕЛЕЙ ВУНТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2013672C1 |
| Способ ремонта разъемного коренного подшипника скольжения коленчатого вала | 1982 |
|
SU1123827A1 |
| US 6984070 B2, 10.01.2006 | |||
| Режущее устройство | 1988 |
|
SU1602840A1 |

