ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу непрерывного изготовления используемого при недержании изделия в форме трусов для приема телесных выделений, содержащего передний брюшной участок, задний спинной участок, которые для образования непрерывной проходящей в поперечном или окружном поясном направлении брюшной и спинной полосы с замкнутым в поясном направлении поясным отверстием соединены друг с другом при изготовлении в двух областях боковых швов, и снабженный адсорбирующим телом промежностный участок, который проходит в продольном направлении между брюшным участком и спинным участком и неразъемно соединен с брюшным участком и спинным участком, причем как промежностный участок, так и брюшной участок и спинной участок ограничивают отверстия для ног в используемом при недержании изделии, при этом в брюшном участке и в спинном участке предусмотрены первые средства придания эластичности, которые проходят на расстоянии друг от друга и параллельно друг другу в поперечном или поясном окружном направлении и тем самым придают поверхностную эластичность брюшному участку и спинному участку, при этом в расположенной со стороны промежности и обращенной к отверстиям для ног области брюшного участка и спинного участка (то есть удаленной от пояса области) предусмотрены вторые средства придания эластичности, которые начиная от двух областей боковых швов проходят в направлении к средней продольной оси используемого при недержании изделия и при этом расходятся дугообразно веером с увеличением расстояния друг от друга.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Такое трехкомпонентное используемое при недержании изделие известно, например, из еще неопубликованной заявки на патент Германии DE 102007055524.7, поданной от имени того же заявителя, что и заявитель по настоящей заявке.
В этом специфическом концептуальном решении изделия после соединения проходящего в продольном направлении промежностного участка с проходящим по существу в поперечном или поясном окружном направлении брюшным участком и проходящим таким же образом спинным участком в плоско развернутом состоянии этих трех компонентов получают Н-образную основную конструкцию используемого при недержании изделия. Таким образом, используемое при недержании изделие имеет модульную конструкцию и образовано из компонентов промежностного участка, брюшного участка и спинного участка. Предпочтительно эти компоненты вначале соединяют друг с другом с помощью промежностного участка и предпочтительно после этого брюшной участок соединяют на двух сторонах в областях боковых швов со спинным участком. При этом речь идет о выполняемом при изготовлении соединении, при котором получают форму трусов. В характерном случае это соединение является неразъемным. Однако эта форма трусов может быть также и разделяемой, в частности, вдоль заданной линии разрыва, которая может проходить, в частности, в области бокового шва, для снятия использованного изделия с человека, за которым требуется уход.
Используемое при недержании изделие в форме трусов принципиально отличается от открываемых и закрываемых изделий в обычной форме пеленок тем, что, как правило, предварительно задан объем талии или пояса, а адаптация к различным размерам тела достигается исходя из определенного числа основных величин, за счет способности изделия к эластичному растяжению. Для этого, как правило, с основными материалами изделия соединяют средства придания эластичности, в частности, в виде лент или нитей, которые часто называют нитями Lycra (Лайкра). Это соединение производят в предварительно натянутом состоянии нитей так называемым способом растяжки и склейки ("stretch-bond") или соединения в натянутом состоянии, то есть средства придания эластичности в предварительно натянутом состоянии закрепляют клеем на основных материалах. Вследствие предварительного натяжения эти средства придания эластичности стягивают основные материалы и образуют микроскладки. После этого используемое при недержании изделие или основные материалы, которым придана эластичность, становятся способными к растяжению при надевании изделия на пользователя по типу трусов. Используемые при недержании изделия в форме трусов с такими основными материалами, которым придана эластичность, получили широкую известность и известны, например, из ранее упомянутого патентного документа WO 2004/052260 А1.
За счет того что как промежностный участок, так и брюшной участок и спинной участок используемого при недержании изделия ограничивают отверстия для ног, придание оптимального контура отверстиям для ног при изготовлении затруднено, в особенности при обычной практике изготовления современных изделий на высокоскоростных машинах со скоростями в несколько сотен метров в минуту.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание экономичного непрерывного способа изготовления используемого при недержании изделия в форме трусов с указанными выше признаками, в котором учтены указанные аспекты придания контура отверстиям для ног.
Согласно изобретению поставленная задача решается в способе, включающем следующие этапы:
- подают снабженные адсорбирующими телами промежностные участки, которые имеют вырезы для ног, образованные первым контурным вырезом,
- подают два частичных полотнища на основе нетканого материала, образующие будущий брюшной участок и спинной участок используемого при недержании изделия,
- подают и накладывают вторые средства придания эластичности на два частичных полотнища и закрепляют на них,
- сводят вместе промежностные участки с двумя частичными полотнищами таким образом, что промежностные участки в своем продольном направлении поперечно направлению машины перекрываются одним концом с одним частичным полотнищем и другим концом с другим частичным полотнищем и при этом промежностные участки расположены на расстоянии друг от друга в направлении машины, и прикрепляют промежностные участки и частичные полотнища друг к другу в областях перекрытия и подают дальше в направлении машины,
- подают, накладывают и закрепляют первые средства придания эластичности на частичных полотнищах в направлении машины,
- для образования по существу дуговых вырезов для ног выполняют второй контурный вырез, захватывающий частичные полотнища на их обращенных друг к другу кромочных участках,
- складывают по проходящей в направлении машины линии сложения таким образом, что одно частичное полотнище накладывается на другое частичное полотнище,
- соединяют наложенные друг на друга частичные полотнища поперечно направлению машины на расстояниях друг от друга для образования областей боковых швов изготавливаемого используемого при недержании изделия и получают изделия, содержащие брюшной участок, спинной участок и расположенный между ними промежностный участок,
- выполняют разделяющий разрез поперечно направлению машины и получают отдельные готовые используемые при недержании изделия.
За счет того что образование вырезов для ног производится в два этапа, а именно путем первого контурного выреза, который выполняется в промежностном участке гигиенического изделия, и путем второго контурного выреза, который выполняется в двух частичных полотнищах, образующих брюшной участок или спинной участок используемого при недержании изделия, может быть оптимизировано формообразование. При этом также становится короче каждый отдельный контурный вырез. Кроме того, обеспечивается возможность лучше отрегулировать отдельный вырез относительно направления машины. Имеется возможность также оптимизировать режущие устройства для контурного выреза относительно подлежащих резке материалов. Так, например, для различных материалов могут использоваться различные режущие ножи.
Согласно предпочтительному примеру осуществления способа по изобретению после подачи, наложения и крепления вторых средств придания эластичности на каждое частичное полотнище подают и накладывают слой нетканого материала, покрывающий одно из вторых средств придания эластичности, и два частичных полотнища подают дальше в направлении машины на расстоянии друг от друга параллельно друг другу.
Согласно следующему предпочтительному примеру осуществления способа по изобретению после подачи, наложения и крепления первых средств придания эластичности на каждое частичное полотнище подают и накладывают в направлении машины слой нетканого материала, покрывающий одно из первых средств придания эластичности, и два частичных полотнища подают дальше в направлении машины на расстоянии друг от друга параллельно друг другу.
В принципе возможен вариант осуществления, при котором подлежащим подаче промежностным участкам используемого при недержании изделия предварительно придана такая конфигурация, что они могут подаваться бесконечным образом, например, из рулона и уже содержать первый контурный вырез для образования вырезов для ног в промежностном участке. Однако предпочтительным оказался другой пример осуществления способа по изобретению, когда подлежащие подаче промежностные участки имеют, в частности, равномерную ширину, а первый контурный вырез в промежностном участке выполняют в ходе непрерывного способа.
Согласно другому варианту способа по изобретению может быть предпочтительно, когда промежностные участки образуют только уже в ходе непрерывного способа путем того, что бесконечное полотнище материала верхнего слоя, бесконечное полотнище материала защитного слоя и адсорбирующие тела подают в направлении машины, а адсорбирующие тела располагают на расстоянии друг от друга между полотнищем материала верхнего слоя и полотнищем материала защитного слоя и закрепляют образованный таким образом компонент. Затем в этом образованном компоненте выполняют первый контурный вырез для образования вырезов для ног в будущих промежностных участках используемого при недержании изделия.
Далее, предпочтительно между материалами оболочки промежностного участка, то есть между полотнищем материала верхнего слоя и полотнищем материала защитного слоя подают средства придания эластичности у ног.
Далее, предпочтительно средства придания эластичности у ног подают таким образом, что они проходят с переменным расстоянием относительно адсорбирующего тела и на своих продольных концах отстоят от адсорбирующего тела на большее расстояние, чем посредине. Далее, предпочтительно средства придания эластичности у ног подают дугообразно. Особенно предпочтительно средства придания эластичности у ног подают таким образом, что они по существу повторяют дуговые вырезы для ног будущего промежностного участка.
В предпочтительном примере осуществления изобретения первый контурный вырез выполняют таким образом, что образуются дуговые вырезы для ног в будущих промежностных участках используемого при недержании изделия.
В особенно предпочтительном примере осуществления первый контурный вырез выполняют с помощью пары режущих вальцов, то есть с помощью вращающегося ножа с опорным валом.
Настоящее изобретение дает особые преимущества при изготовлении таких используемых при недержании изделий, в которых промежностный участок снабжен средствами придания эластичности у отверстий для ног. Когда в таких случаях промежностные участки снабжают средствами придания эластичности у ног и затем разделяют на отдельные промежностные участки, эти средства придания эластичности у ног передают высокие тяговые усилия на материалы промежностного участка и стремятся стянуть промежностный участок. При изготовлении эта техническая проблема трудно разрешима, и еще труднее придать контур отверстиям для ног в разделенных промежностных участках. Однако согласно данному изобретению та часть отверстий для ног, которая ограничивается промежностным участком, выполняется уже в ходе первого контурного выреза, а именно в тот момент времени, когда промежностные участки еще не отделены друг от друга, то есть подаются еще бесконечно. При этой бесконечной подаче легче управлять усилиями от средств придания эластичности у ног, так что при меньших технических затратах можно получать лучший результат в отношении точности при придании контура отверстиям для ног.
В принципе возможен вариант, при котором составляющие, то есть полотнище материала верхнего слоя, полотнище материала защитного слоя и адсорбирующие тела, подаются в будущем продольном направлении промежностного участка или гигиенического изделия. Возможна также подача в поперечном направлении. В первом случае в ходе бесконечного способа изготовления требуется поворот на 90°, поскольку дальнейшее изготовление осуществляется в поперечном направлении используемого при недержании изделия. В любом случае промежностные участки должны разделяться поперечно направлению машины, то есть отделяться друг от друга и затем подаваться дальше на расстоянии друг от друга, чтобы соединяться с бесконечными частичными полотнищами.
Полотнище материала защитного слоя может подаваться в виде непроницаемого для жидкости полотнища пленки, которое перед непрерывным способом изготовления или во время него снабжается покрытием из нетканого материала, что может придавать вид текстиля наружной стороне используемого при недержании изделия, обращенной наружу от тела. Может оказаться предпочтительным также нанесение усиливающего покрытия на области полотнища материала защитного слоя. Предпочтительно усиливающее покрытие состоит из нетканого материала, в частности, имеющего массу единицы площади от 10 до 20 г/м2, еще предпочтительнее от 12 до 17 г/м2.
Полотнище материала защитного слоя содержит, в частности, пленку, в частности массой единицы площади от 18 до 40 г/м2.
В частности, полотнище материала защитного слоя содержит непроницаемую для жидкости, но в то же время газопроницаемую, то есть пропускающую водяные пары, в частности, микропористую пленку. Проницаемость полотнища материала защитного слоя по водяным парам составляет предпочтительно, по меньшей мере, 300 г/м2/24 ч, более предпочтительно, по меньшей мере, 1000 г/м2/24 ч, еще более предпочтительно, по меньшей мере, 2000 г/м2/24 ч, еще более предпочтительно, по меньшей мере, 3000 г/м2/24 ч, еще более предпочтительно, по меньшей мере, 4000 г/м2/24 ч и далее максимум 6000 г/м2/24 ч, измеренную в соответствии со стандартом DIN 53 122-1 (Выпуск: 2001-08).
Адсорбирующее тело содержит адсорбирующие телесные жидкости материалы, такие как натуральные или синтетические волокна, в частности целлюлозные волокна, предпочтительно в виде пуха из целлюлозного материала. Предпочтительно адсорбирующее тело, кроме того, содержит суперадсорбирующие материалы, в частности, на основе частично нейтрализованного полиакрилата поверхностной сетчатой структуры.
В качестве средств придания эластичности у ног предпочтительно используются нитевидные или ленточные средства придания эластичности, такие как нити из резины, полиэфирполиуретана (полиуретана на основе простого полиэфира) или полиэстерполиуретана (полиуретана на основе сложного полиэфира), предпочтительно эластичные нити, такие как нити Lycra® или Spandex®. Предпочтительно средства придания эластичности у ног имеют плотность от 300 до 1500 дтекс (децитекс, единицы измерения линейной плотности), предпочтительно от 500 до 1200 дтекс и более предпочтительно от 500 до 900 дтекс.
Предпочтительно средства придания эластичности у ног закрепляют на материалах оболочки промежностного участка под предварительным натяжением от 1,5 до 6, более предпочтительно от 2,5 до 4,5.
Для подачи двух частичных полотнищ, образующих будущий брюшной участок и будущий спинной участок используемого при недержании изделия, возможен вариант, при котором каждое частичное полотнище разматывают из собственного рулона и подают в процессе изготовления. Однако согласно предпочтительному варианту способа вначале может подаваться одно бесконечное полотнище нетканого материала, которое затем для образования двух частичных полотнищ разделяют вдоль направления машины. При этом требуется оснащение машины всего одним рулоном.
Предпочтительно частичные полотнища на основе нетканого материала для будущего брюшного участка и/или будущего спинного участка выбирают из группы фильерных нетканых материалов, нетканых материалов, полученных аэродинамическим способом из расплава, нетканых материалов SM, нетканых материалов SMS, нетканых материалов SMMS, полученных чесаньем нетканых материалов или обработанных воздухом связных полученных чесаньем нетканых материалов (при этом литерой S обозначается способ формования волокна с эжекцией высокоскоростным потоком воздуха, а литерой М - слои нетканых материалов, полученные аэродинамическим способом из расплава). Особенно предпочтительно для частичных полотнищ будущего брюшного участка и/или будущего спинного участка используют нетканые материалы, имеющие массу единицы площади от 10 до 30 г/м2, еще предпочтительнее от 15 до 25 г/м2. Особенно предпочтительно в качестве частичных полотнищ для будущего брюшного участка и/или будущего спинного участка используют нетканый материал из полипропилена, в частности, массой единицы площади от 15 до 25 г/м2.
Предпочтительно первые и/или вторые средства придания эластичности подают бесконечно в направлении машины к частичным полотнищам. Особенно предпочтительно первые и вторые средства придания эластичности подают бесконечно в направлении машины на частичные полотнища.
Упомянутые проходящие в поясном окружном направлении первые средства придания эластичности предпочтительно накладывают на расстоянии от 4 до 10 мм, более предпочтительно от 4 до 8 мм и еще более предпочтительно от 4 до 6 мм друг от друга.
Вторые средства придания эластичности, которые расходятся дугообразно веером в направлении к продольной оси используемого при недержании изделия, накладывают на переменном расстоянии друг от друга от 3 до 35 мм (расстояние между непосредственно смежными средствами придания эластичности). Для наложения средств придания эластичности предпочтительно используются направляющие органы с колебательным приводом.
Предпочтительно вторые средства придания эластичности вводят таким образом, что минимальное расстояние между вторыми средствами придания эластичности (расстояние между непосредственно смежными средствами придания эластичности) в областях боковых швов составляет от 3 до 8 мм, более предпочтительно от 3 до 7 мм и еще более предпочтительно от 3 до 6 мм.
Далее, предпочтительно вторые средства придания эластичности вводят таким образом, что максимальное расстояние между вторыми средствами придания эластичности (расстояние между непосредственно смежными средствами придания эластичности) у будущей кромки адсорбирующего тела или у будущей продольной кромки промежностного участка составляет от 7 до 35 мм, более предпочтительно от 10 до 32 мм и еще более предпочтительно от 12 до 30 мм.
Предпочтительно расстояния между вторыми средствами придания эластичности в будущем спинном участке отличаются от расстояний между вторыми средствами придания эластичности в будущем брюшном участке. Предпочтительно максимальное расстояние между вторыми средствами придания эластичности в будущем спинном участке больше максимального расстояния между вторыми средствами придания эластичности в будущем брюшном участке.
Кроме того, предпочтительно, когда вторые средства придания эластичности имеют степень F расхождения
F=(A-B)/B×100%
от 50 до 900%, предпочтительно от 100 до 700% и особенно предпочтительно от 150 до 550%.
При этом степень F расхождения определяется как отношение уменьшения расстояния (А-В) к минимальному расстоянию (В) в процентах. При этом величины А и В определяются как расстояние в продольном направлении будущего используемого при недержании изделия от крайнего наружного второго средства придания эластичности до крайнего внутреннего второго средства придания эластичности (то есть не расстояние между смежными средствами придания эластичности). Таким образом, расстояние А является максимальным расстоянием, в частности, у будущей продольной кромки промежностного участка или у будущей продольной кромки адсорбирующего тела, а расстояние В является минимальным расстоянием, в частности, в будущей области бокового шва.
Было также установлено, что предпочтительно степень F расхождения вторых средств придания эластичности в будущем спинном участке больше, чем в будущем брюшном участке.
Показало себя предпочтительным решение, в котором вторые средства придания эластичности в области перекрытия с адсорбирующим телом промежностного участка деактивизированы в отношении своих эластичных свойств. Эта деактивизация может быть выполнена, например, путем ряда разделяющих разрезов в средствах придания эластичности в области перекрытия с адсорбирующим телом. Возможны и другие способы разделения, такие как, например, с помощью ультразвуковой сварки или лазера. Первые средства придания эластичности также могут быть деактивизированы в отношении своих эластичных свойств в области перекрытия с адсорбирующим телом.
Ход вторых средств придания эластичности и выполнение второго контурного выреза в частичных полотнищах предпочтительно таковы, что второй контурный вырез выполняют на расстоянии (D) от крайнего внутреннего в продольном направлении вдоль обращенного к промежности второго средства придания эластичности. Предпочтительно это расстояние (D) составляет от 2 до 40 мм, еще предпочтительнее от 3 до 30 мм и еще более предпочтительно от 4 до 20 мм.
Предпочтительно первые и/или вторые средства 28, 40, 42 придания эластичности закрепляют на частичных полотнищах под предварительным натяжением от 1,5 до 6,0, предпочтительно от 2,5 до 5,0. При этом предварительное натяжение определяют как коэффициент растяжения по сравнению с ненатянутым/свободным состоянием средств придания эластичности.
Предпочтительно в качестве первых и/или вторых средств придания эластичности используются нитевидные или ленточные средства придания эластичности, такие как нити из резины, полиэфирполиуретана или полиэстерполиуретана, предпочтительно эластичные нити, такие как нити Lycra® или Spandex®. Предпочтительно средства придания эластичности у ног имеют плотность от 300 до 1500 дтекс, еще предпочтительнее от 500 до 900 дтекс и еще более предпочтительно от 500 до 600 дтекс.
Предпочтительно крепление первых и/или вторых средств придания эластичности на частичных полотнищах осуществляют с помощью клеящего вещества. При этом предпочтительно клеящее вещество для крепления первых и/или вторых средств придания эластичности может наноситься непосредственно на частичные полотнища и/или покрывающие слои нетканого материала или непосредственно на средства придания эластичности (нанесение клея на нити). Предпочтительно первые средства придания эластичности непосредственно снабжены клеем, в частности опрысканы им, а вторые средства придания эластичности накладывают на клей, предварительно нанесенный на поверхность частичных полотнищ и/или покрывающие слои нетканого материала.
Согласно следующему предпочтительному примеру осуществления способа по изобретению второй контурный вырез захватывает только частичные полотнища, но не промежностный участок. Поэтому обеспечивается возможность образования прерывистого хода вдоль отверстий для ног на переходе от промежностного участка к брюшному участку и/или спинному участку.
Согласно предпочтительному примеру осуществления способа по изобретению выполнение второго контурного выреза в частичных полотнищах таково, что дуговой вырез для ног в частичном полотнище будущего брюшного участка имеет другую линию хода, в частности другой угол или радиус, отличные от дугового выреза в частичном полотнище будущего спинного участка.
Согласно предпочтительному примеру осуществления способа по изобретению второй контурный вырез для образования по существу дуговых вырезов для ног выполняют таким образом, что второй контурный вырез в частичном полотнище будущего брюшного участка и в частичном полотнище будущего спинного участка производят одновременно.
В особенно предпочтительном примере осуществления второй контурный вырез выполняют с помощью пары режущих вальцов, то есть вращающегося ножа с опорным валом.
Далее, может быть предпочтительным решение, когда соединение наложенных друг на друга частичных полотнищ для образования областей боковых швов используемого при недержании изделия и выполнение разделяющего разреза выполняют в ходе одного шага способа.
Другие особенности, подробности и преимущества изобретения будут ясны из пунктов формулы изобретения и последующего описания используемого при недержании изделия и способа его изготовления.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения. На чертежах:
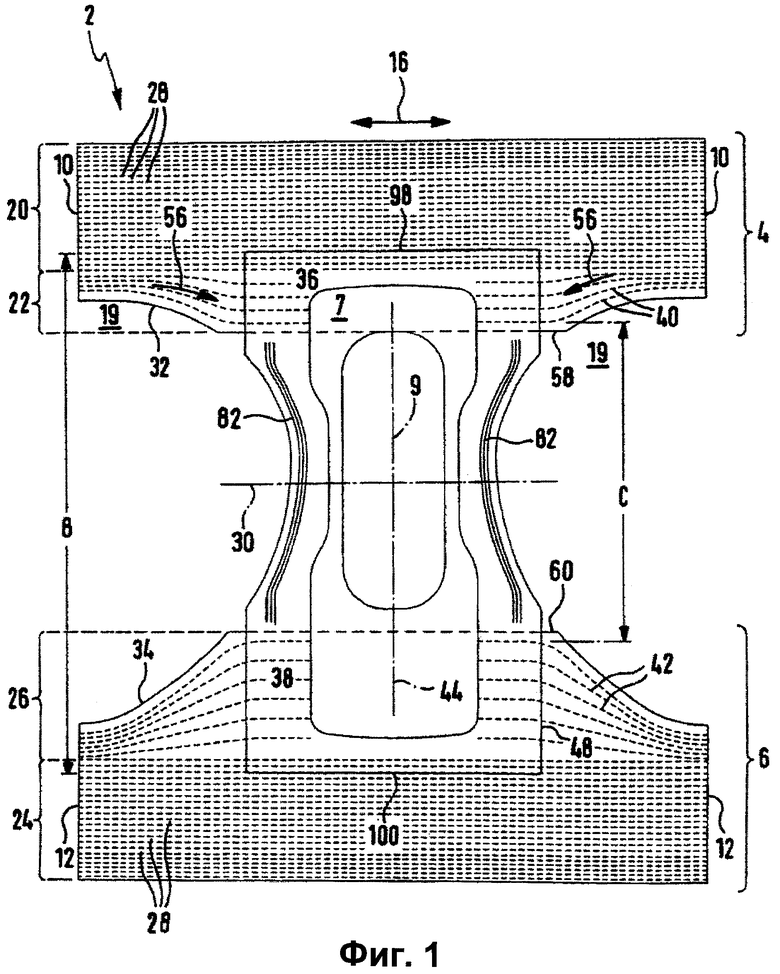
фиг.1 изображает на виде сверху используемое при недержании изделие, причем брюшной участок, спинной участок и соединяющий их промежностный участок используемого при недержании изделия еще не соединены для образования формы трусов, а показаны в плоско уложенном развернутом состоянии,
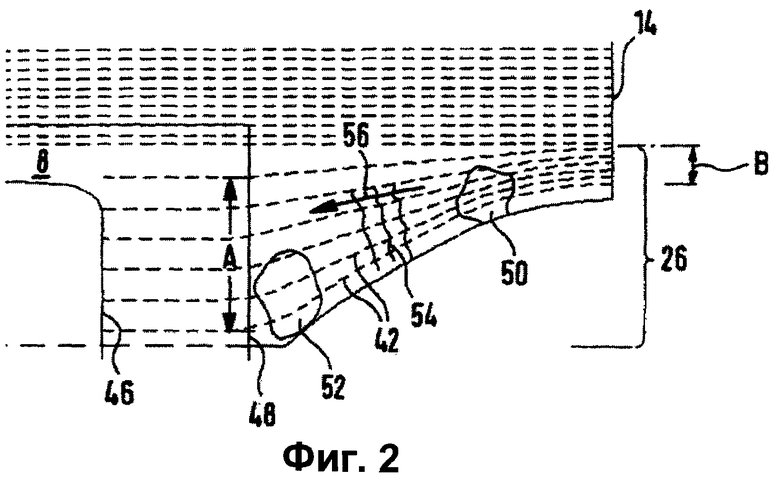
фиг.2 изображает часть используемого при недержании изделия по фиг.1,
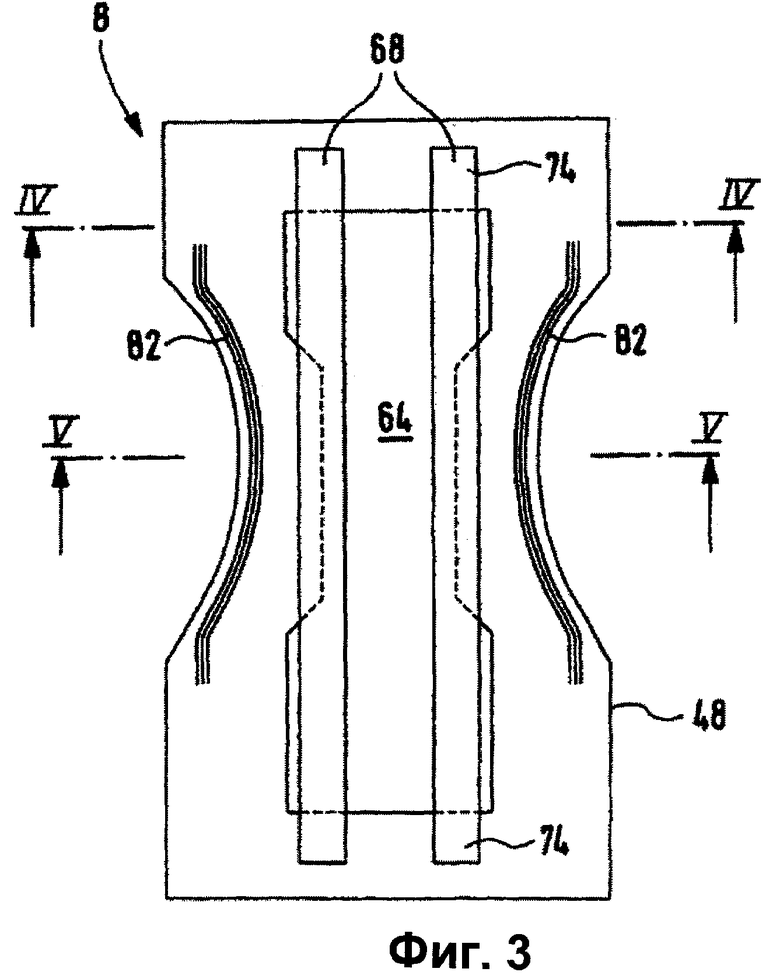
фиг.3 изображает на виде сверху промежностный участок по фиг.1 также в плоско уложенном развернутом состоянии,
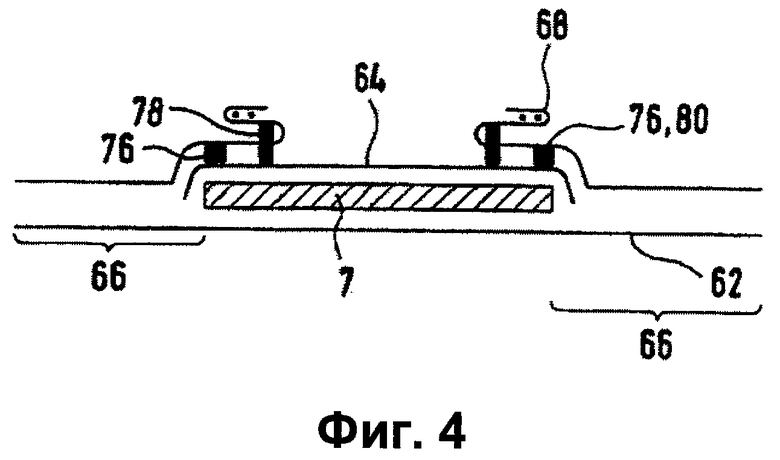
фиг.4 схематично изображает изделие в разрезе вдоль средней поперечной оси промежностного участка в плоскости IV-IV разреза на фиг.3,
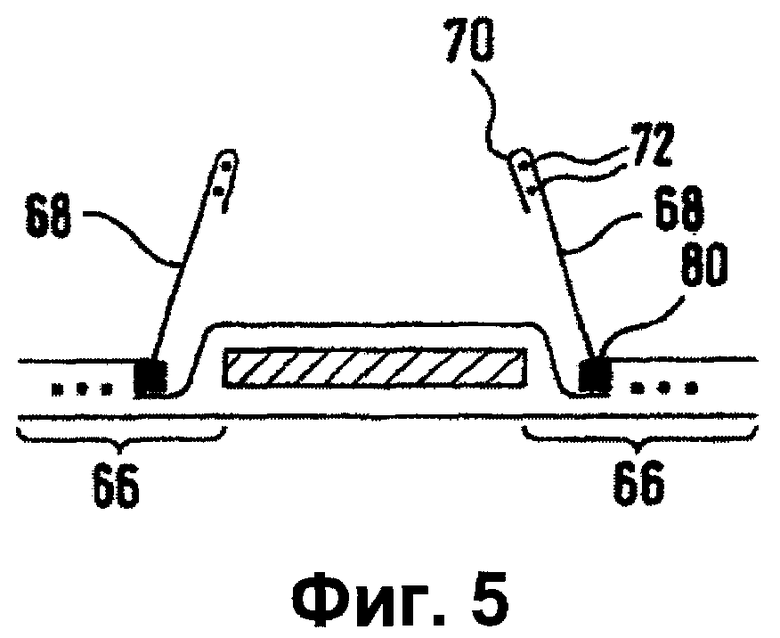
фиг.5 схематично изображает соответствующий виду по фиг.4 вид в разрезе промежностного участка в плоскости V-V разреза на фиг.3 с развернутыми и выступающими вверх барьерными средствами,
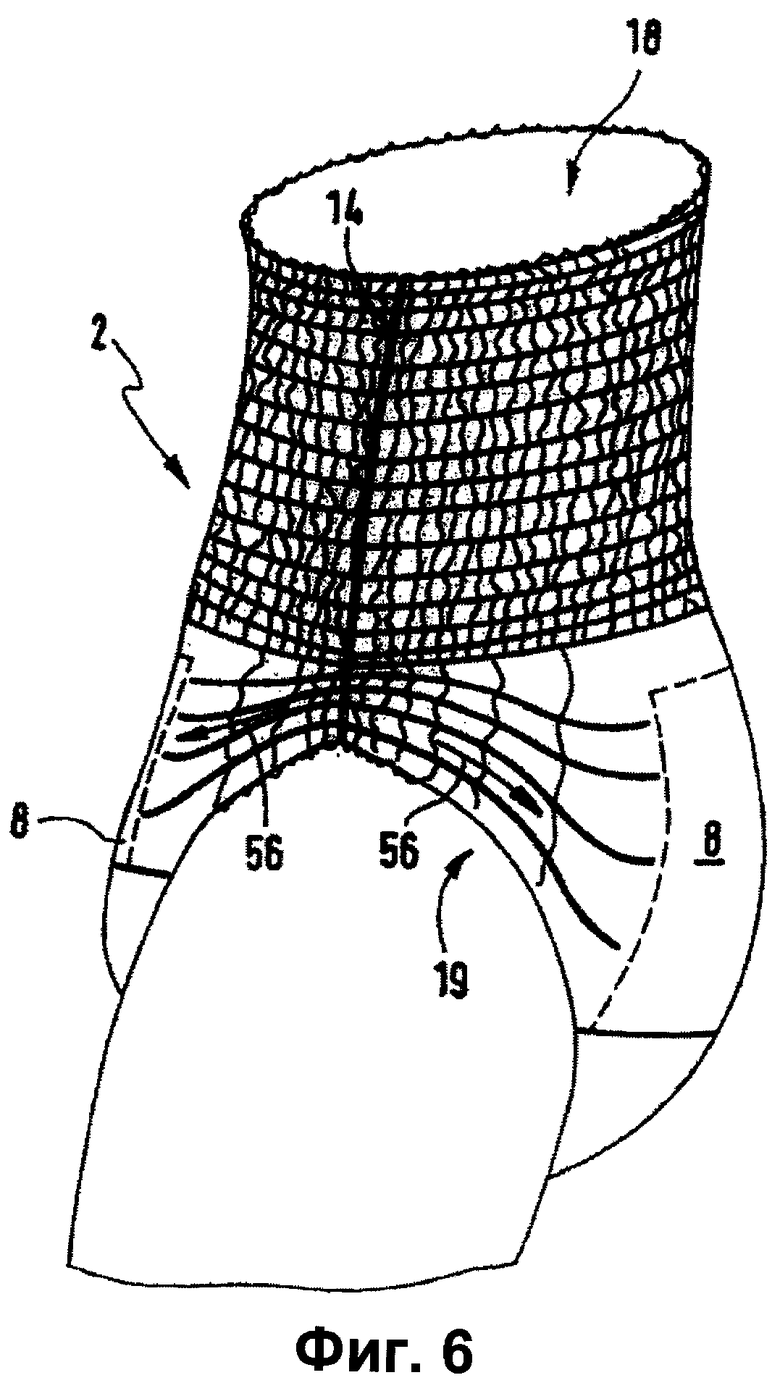
фиг.6 схематично изображает в перспективе используемое при недержании изделие по фиг.1, наложенное на пользователя,
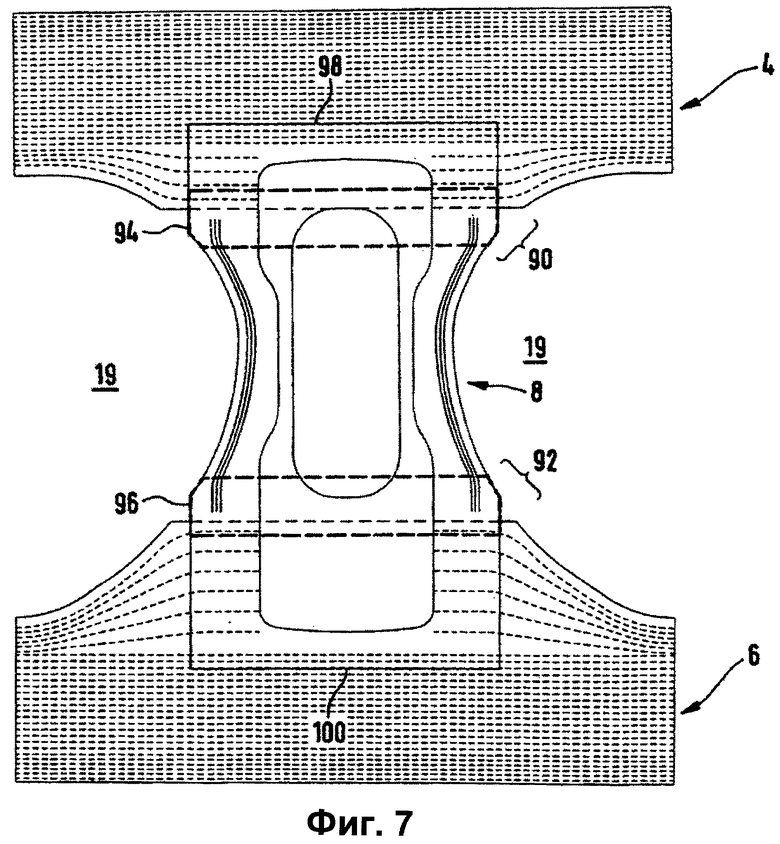
фиг.7 аналогично виду по фиг.1 изображает на виде сверху используемое при недержании изделие для наглядного пояснения соединения промежностного участка с брюшным участком или спинным участком,
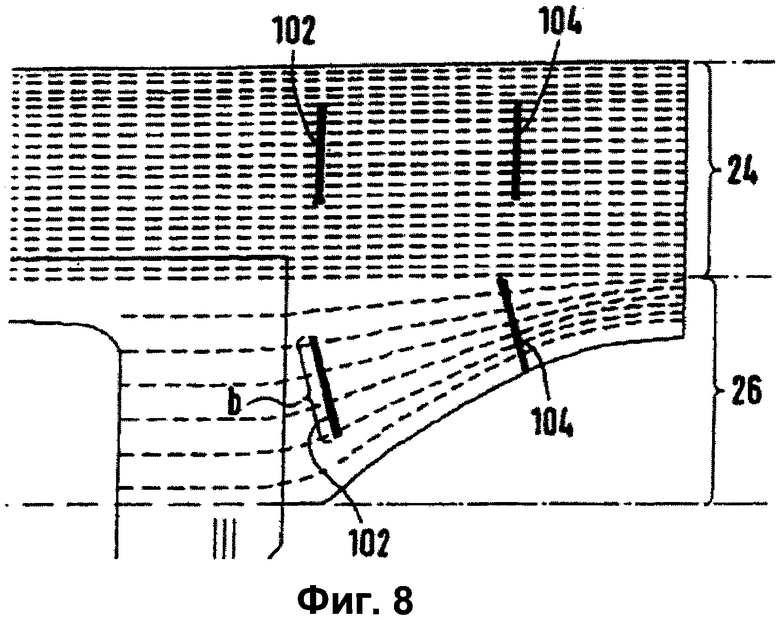
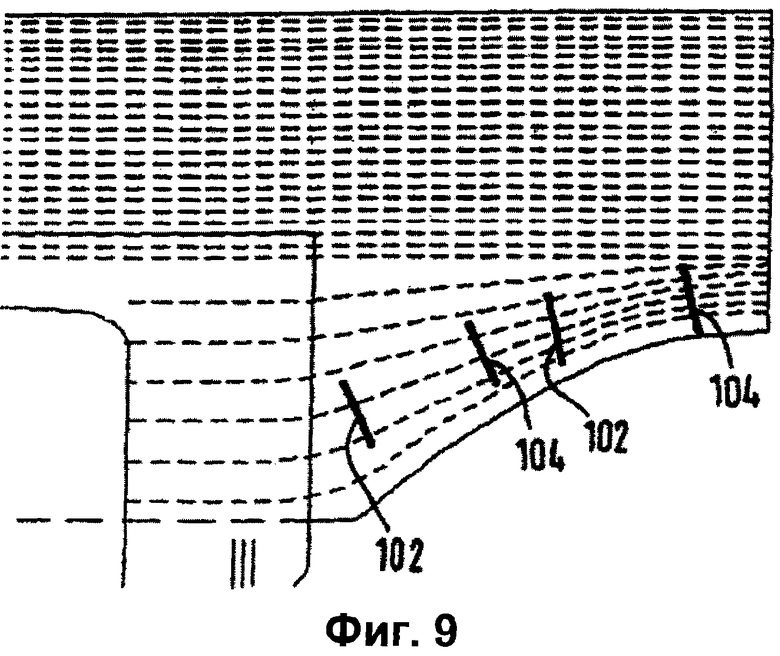
фиг.8 и 9 изображают для наглядного пояснения в качестве примера процесс определения противодействующих сил в брюшном участке или спинном участке используемого при недержании изделия по изобретению,
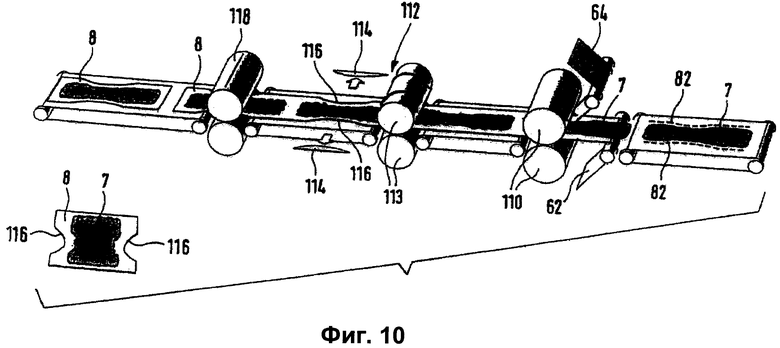
фиг.10 схематично изображает способ изготовления промежностного участка в соответствии с изобретением,
фиг.11 схематично изображает подачу и присоединение частичных участков к промежностному участку и выполнение второго контурного выреза,
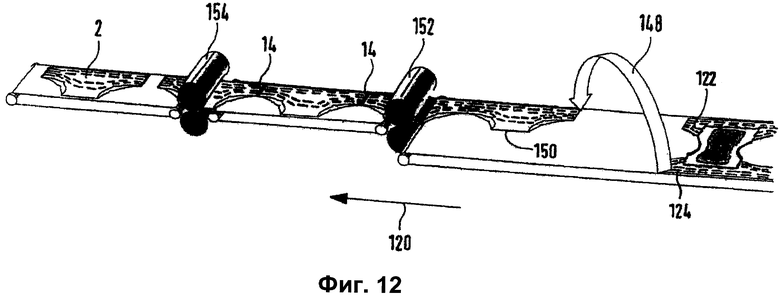
фиг.12 схематично изображает сложение в форму трусов, образование областей боковых швов и заключительное разделение на отдельные гигиенические изделия, и
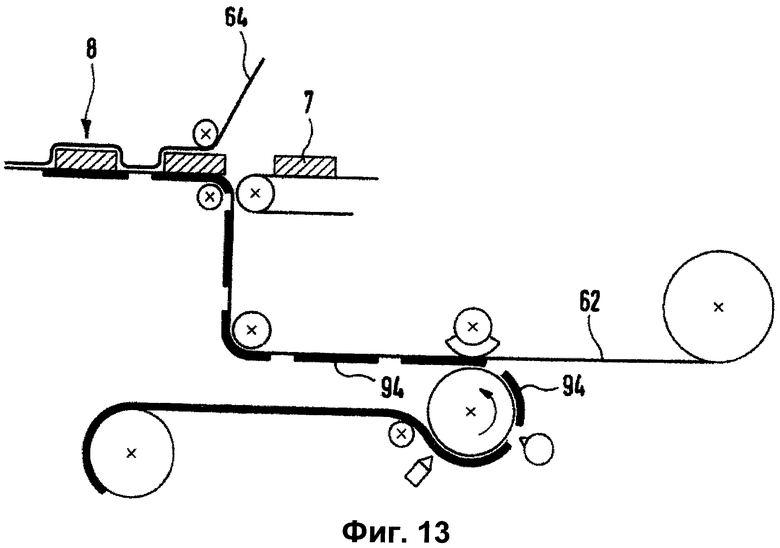
фиг.13 схематично изображает нанесение покрытия на участки материала защитного слоя для изготовления промежностного участка гигиенического изделия.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На чертежах показано обозначенное в целом позицией 2 используемое при недержании изделие в форме трусов для приема твердых и жидких телесных выделений. Используемое при недержании изделие 2 образовано из трех компонентов, которые практически могут быть изготовлены независимо друг от друга, а именно из переднего брюшного участка 4, заднего спинного участка 6 и расположенного между ними снабженного адсорбирующим телом 7 промежностного участка 8. При этом промежностный участок 8 своей по существу плоской частью перекрывается с одной стороны брюшным участком 4 и с другой стороны спинным участком 6 и в области перекрытия неразъемно соединен с ними при изготовлении. Как видно на фиг.1, это приводит к образованию Н-образной основной конструкции изделия с продольным направлением 9.
Далее показанные на фиг.1 соединенные друг с другом компоненты для образования формы трусов, схематично представленной на фиг.6, соединяют между собой на соответствующих участках 10, 12 продольных кромок брюшного участка 4 и спинного участка 6 также при изготовлении, в результате чего с двух сторон образованы области 14 боковых швов (фиг.6). В этом полученном при изготовлении состоянии изделия в форме трусов брюшной участок 4 и спинной участок 6 проходят в поперечном или поясном окружном направлении 16 непрерывно до областей 14 боковых швов, и за счет этого определяют замкнутое в поясном окружном направлении поясное отверстие 18 и отверстия 19 для ног, с помощью которых изделие надевается на пользователя подобно трусам.
Брюшной участок 4 подразделяется на поясную область 20 и область 22 со стороны промежности, обращенную к отверстиям для ног. Соответствующее подразделение предусмотрено в спинном участке 6, то есть он также имеет поясную область 24 и область 26 со стороны промежности, обращенную к отверстиям для ног.
В поясной области 20 брюшного участка 4 и в поясной области 24 спинного участка 6 предусмотрены первые средства 28 придания эластичности. Здесь, в частности, может идти речь о нитеобразных средствах придания эластичности, таких как нити Lycra®, которые в предварительно натянутом состоянии соединены так называемым способом соединения в натянутом состоянии с плоскими материалами (основными материалами) брюшного участка 4 и спинного участка 6. Эти первые средства 28 придания эластичности проходят в поперечном или поясном окружном направлении 16 непрерывно от одной области 14 бокового шва до другой.
Расположенная со стороны промежности и обращенная к отверстиям 19 для ног область 22 брюшного участка или область 26 спинного участка 6 имеют кромочный контур, соответственно 32 или 34, который отклоняется от поперечного или поясного направления 16 в направлении к средней поперечной оси 30 промежностного участка 8. В изображении по фиг.1 этот кромочный контур 32, 34 имеет дуговую форму и предназначен для ограничения отверстий 19 для ног. За счет такого кромочного контура расположенных со стороны промежности и обращенных к отверстиям для ног областей 22 или 26 достигается также более обширная область 36, 38 перекрытия между промежностным участком 8 и брюшным участком 4 или спинным участком 6, что существенно в аспекте стойкого к разрыву соединения промежностного участка 8 с брюшным участком 4 или спинным участком 6. Чем больше область 36, 38 перекрытия, тем меньше количества клея может использоваться на единицу площади областей перекрытия, что дает преимущество в отношении жесткости основных материалов. В частности, для соединения компонентов может использоваться нанесение клея не на всю площадь.
Каждая расположенная со стороны промежности и обращенная к отверстиям 19 для ног область 22, 26 брюшного участка 4 или спинного участка 6 также выполнена с приданием ей эластичности. Для этого предусмотрены вторые средства 40 или 42 придания эластичности. Вторые средства 40, 42 придания эластичности проходят соответственно от области 14 бокового шва в направлении к средней продольной оси 44 используемого при недержании изделия. Как показано на фиг.1 и 2, вторые средства 40, 42 придания эластичности расходятся веером в направлении к средней продольной оси 44. Это означает, что расстояние между ними увеличивается по направлению к средней продольной оси 44. На основании фиг.2 это расхождение вторых средств 40, 42 придания эластичности может быть определено количественно. Так, например, показанные на фиг.2 вторые средства 42 придания эластичности спинного участка 6 отстоят друг от друга в областях 14 боковых швов на минимальное расстояние от 3 до 8 мм (расстояние между непосредственно смежными средствами придания эластичности), а на кромке 46 адсорбирующего тела или на продольной кромке 48 промежностного участка 8 они отстоят друг от друга на максимальное расстояние от 7 до 35 мм (расстояние между непосредственно смежными средствами придания эластичности). На основании фиг.2 может быть определена также степень F расхождения следующим образом:
F=(A-B)/B×100%.
Эта степень расхождения может предпочтительно лежать в пределах от 50 до 900%, в частности от 100 до 700% и еще более предпочтительно от 150 до 550%. Предпочтительно в спинном участке 6 она больше, чем в брюшном участке 4. При этом величины А и В определяются как расстояние в продольном направлении 9 от крайнего наружного второго средства 40, 42 придания эластичности до крайнего внутреннего второго средства 40, 42 придания эластичности (то есть не расстояние между смежными средствами придания эластичности). Таким образом, расстояние А является максимальным расстоянием, в частности, на продольной кромке 48 промежностного участка 8, а расстояние В является минимальным расстоянием, в частности, в области 14 бокового шва.
Поскольку степень расхождения вторых средств 40, 42 придания эластичности выбрана достаточно большой, противодействующая сила в пределах расположенной со стороны промежности и обращенной к отверстиям 19 для ног области 22 или 26 уменьшается в направлении 56 к промежностному участку 8, поскольку при этом вследствие отклоняющегося от поперечного или поясного окружного направления 16 дугового контура вторых средств 40, 42 придания эластичности не происходит слишком сильного предварительного натяжения за счет большей протяженности пути этих вторых средств 40, 42 придания эластичности. Если сравнить расположенную ближе к области 14 бокового шва зону 50 соответствующей расположенной со стороны промежности и обращенной к отверстиям для ног области 22 или 26 с расположенной ближе к промежностному участку зоной 52, то очевидно, что противодействующая сила, создаваемая при поверхностном растяжении зоны 52 (растяжении в направлении средств 42 придания эластичности), меньше, чем противодействующая сила, создаваемая при поверхностном растяжении зоны 50. Соответственно, выгодным образом вследствие меньших эластичных усилий, которые в показанном примере выполнения создаются вторыми средствами 40, 42 придания эластичности, основные материалы брюшного участка 4 и спинного участка 6 собираются в микроскладки менее интенсивно, так что начиная от соответствующей области 14 бокового шва по направлению к промежностному участку 8 образуется уменьшающееся число микроскладок/сборок 54. Таким образом, при поверхностном растяжении брюшного участка 4 в расположенной со стороны промежности и обращенной к отверстиям для ног области 22 брюшного участка 4 или в соответствующей области 26 спинного участка 6 создаваемые противодействующие силы уменьшаются по направлению стрелки 56, то есть в целом от области 14 бокового шва к промежностному участку 8. За счет этого достигается значительное улучшение комфорта при носке, так как в соответствии с изобретением было установлено, что именно в этих областях эластично растягиваемые материалы показали себя особенно проблематичными, поскольку в соответствии с анатомией человеческого тела эти материалы особенно подвержены тяговым и растягивающим нагрузкам в этих областях. За счет того что согласно изобретению целенаправленно предусмотрено снижение этой противодействующей силы, а именно уменьшение противодействующей силы по направлению стрелки 56, то есть по направлению приближения к промежностному участку 8, здесь обеспечивается ранее недостижимая степень свободы, которая позволяет преодолеть описанные ранее проблемы.
Как уже было указано вначале, противодействующие силы могут быть определены непосредственно на самом основном материале используемого при недержании изделия. Для этого соответствующую область брюшного участка 4 или спинного участка 6 зажимают (фиксируют) между двумя зажимами 102, 104 (см. фиг.8) одинаковой определенной ширины b зажима и затем определяют противодействующие силы при моделирующем состояние эксплуатации определенном растяжении подлежащих измерению областей, в частности на 30%, или на 50%, или на 80% исходной длины (расстояния между зажимными колодками в ненатянутом состоянии). При этом зажимы 102, 104 отодвигаются друг от друга. Зажимы 102, 104 должны фиксировать по возможности несколько, но по меньшей мере два смежных средства 40, 42 или 28 придания эластичности подлежащей измерению области и должны быть ориентированы по существу перпендикулярно ходу средств придания эластичности, чтобы растяжение между зажимами 102, 104 и перемещение зажимов 102, 104 друг от друга происходило по существу по направлению хода средств придания эластичности. Это наглядно демонстрируется на фиг.8 и 9. На фиг.8 показан принцип расположения зажимов 102, 104 для того, чтобы сравнить противодействующие силы в расположенной со стороны промежности и обращенной к отверстиям для ног области 22, 26 с противодействующими силами в расположенной со стороны пояса области 20, 24. На фиг.9 показан принцип расположения зажимных колодок 102, 104, для того чтобы сравнить противодействующие силы в зоне ближе к промежностному участку 8 с противодействующими силами в зоне ближе к области 14 бокового шва.
В показанном предпочтительном примере выполнения используемого при недержании изделия 2 расстояние С от крайних внутренних обращенных к промежности вторых средств 40 придания эластичности брюшного участка 4 до соответствующих крайних внутренних обращенных к промежности вторых средств 42 придания эластичности спинного участка 6 составляет от 250 до 420 мм в зависимости от размера используемого при недержании изделия. Вторые средства 40, 42 придания эластичности проходят по существу до обращенной к промежностному участку поперечной кромки 58, 60 брюшного участка 4 и спинного участка 6. Расстояние между брюшным участком 4 и спинным участком 6 в продольном направлении 9 составляет от 250 до 400 мм.
Расстояние от крайних внутренних обращенных к промежности вторых средств 40, 42 придания эластичности до ограничивающего отверстия для ног кромочного контура 32, 34 расположенной со стороны промежности и обращенной к отверстиям для ног области 22, 26 брюшного участка 4 и спинного участка 6 предпочтительно составляет от 2 до 40 мм, еще более предпочтительно от 3 до 30 мм и особенно предпочтительно от 4 до 15 мм.
Протяженность брюшного участка 4 и спинного участка 6 в области 14 бокового шва в продольном направлении 9 предпочтительно составляет от 100 до 220 мм. Максимальная протяженность промежностного участка 8 в поперечном направлении 16 предпочтительно составляет от 200 до 350 мм.
Промежностный участок 8 содержит непроницаемый для жидкости материал 62 защитного слоя, который может быть образован, в частности, непроницаемым для жидкости пленочным материалом, и материал 64 верхнего слоя, предпочтительно на основе нетканого материала. Между материалом защитного слоя и материалом верхнего слоя расположено адсорбирующее тело 7, как это видно на фиг.4, 5. В данном примере осуществления материал 62 защитного слоя образует свес (припуск) или выступ 66 за адсорбирующее тело 7. Материал 64 верхнего слоя выступает за адсорбирующее тело 7 в поперечном направлении относительно ненамного, однако на каждой стороне от адсорбирующего тела 7 предусмотрено проходящее в поперечном направлении выступающее вверх барьерное средство 68. В характерном случае оно называется элементом манжеты или бортика и предпочтительно образовано из гидрофобного, в частности, непроницаемого для жидкости нетканого материала и проходит в поперечном направлении 16 предпочтительно до боковых продольных кромок 48 промежностного участка 8. Дальние концы 70 барьерных средств 68 снабжены следующими средствами 72 придания эластичности, которые при использовании изделия поднимают барьерные средства 68 до контакта с поверхностью кожи пользователя, как это схематично показано на фиг.5.
На своих соответствующих продольных концевых областях 74 боковые барьерные средства 68 с помощью схематично представленных креплений 76, 78 жестко наложены на 64 верхнего слоя или на себя самих с образованием С-образной сложенной конструкции. При этом предпочтительно и желательно внутреннее крепление 78 по фиг.4 закрепляет барьерное средство 68 на нем самом с внутренней стороны в поперечном направлении 16 от наружного крепления 76, которое образует линию 80 основания манжеты, проходящую насквозь в продольном направлении 9. В отличие от этого внутреннее крепление 78 предусмотрено только в продольных концевых областях 74.
Было установлено, что особенно выгодно, когда упомянутый выступ 66 материала 62 защитного слоя и/или материала 64 верхнего слоя за адсорбирующее тело 7 в сумме с двух сторон адсорбирующего тела, то есть в сумме слева и справа, составляет, по меньшей мере, 25% наибольшей ширины промежностного участка 8. При этом в поперечном направлении 16 остается пространство для размещения вдоль отверстий 19 для ног средств 82 придания эластичности краям отверстий для ног. Было установлено преимущество решения, когда средства 82 придания эластичности у ног проходят на определенном расстоянии от насыщенного материалом и поэтому жесткого на изгиб адсорбирующего тела 7. При этом, с одной стороны, на адсорбирующее тело не передаются дополнительные растягивающие или скручивающие усилия, которые могли бы неблагоприятно влиять на его адсорбционные свойства, и, с другой стороны, обеспечивается герметичное уплотнение у ног без влияния на него адсорбирующего тела. В представленном случае было установлено особенно предпочтительным, чтобы эти средства 82 придания эластичности у ног заканчивались в продольном направлении 9 на заметном расстоянии от вторых средств 40, 42 придания эластичности брюшного участка 4 или спинного участка 6, составляющем, по меньшей мере, 10 мм, предпочтительно, по меньшей мере, 20 мм. Предпочтительно эти средства 82 придания эластичности у ног заканчиваются в продольном направлении 9 перед брюшным участком 4 и спинным участком 6. Это предпочтительно и существенно потому, что в таком случае средства 82 придания эластичности у ног незначительно влияют или совсем не влияют на поведение брюшного участка 4 и спинного участка 6 при их натяжении. Практика показала, что в аспекте поставленной изобретением задачи улучшения комфорта при носке нежелательно, чтобы именно в расположенной со стороны промежности и обращенной к отверстиям для ног области 22 и 26 брюшного участка 4 и спинного участка 6 дополнительно проходили средства 82 придания эластичности у ног, которые обычно выполняются с повышенным предварительным натяжением и, соответственно, с большей противодействующей силой.
Как показано на фиг.1, в промежностном участке 8 в поперечном направлении выполнен увеличенный выступ 66 за адсорбирующее тело 7, в особенности в областях промежностного участка 8, обращенных к брюшному участку 4 и к спинному участку 6. За счет этого, как уже указывалось, образованы относительно более обширные области 36, 38 перекрытия промежностного участка 8 с брюшным участком 4 и спинным участком 6. Согласно предпочтительному варианту выполнения область 36 перекрытия промежностного участка 8 с брюшным участком 4 занимает, по меньшей мере, 12% площади брюшного участка 4, а область 38 перекрытия промежностного участка 8 со спинным участком 6 занимает, по меньшей мере, 20% площади спинного участка 6. Это решение показало себя предпочтительным, так как в данном случае может достигаться надежное крепление промежностного участка на брюшном участке 4 или на спинном участке 6, даже если не используется полное покрытие площади клеем. В данном случае предпочтительно достаточно, когда для соединения используется нанесение клея на участки или по клетчатой схеме. Преимущество заключается в том, что соединяемые материалы не становятся слишком жесткими.
Другие выгодные особенности используемого при недержании изделия по изобретению будут описаны со ссылкой на фиг.7, соответствующую фиг.1. За счет осуществления трехкомпонентного концептуального решения для изготовления используемого при недержании изделия по изобретению образован переход 90 между промежностным участком 8 и брюшным участком 4 и переход 92 между промежностным участком 8 и спинным участком 6. Обычно в этих переходах создается прерывистый контур кромок основных материалов, ограничивающих отверстия для ног, то есть контур с выступающими или внутренними углами или изломами. При этом имеется опасность концентрации в области переходов 90, 92 пиковых сил, которые могут приводить к разрыву основных материалов, что может неблагоприятно влиять на соединение промежностного участка 8 с брюшным участком 4 и спинным участком 6. В противодействие этому в соответствующем переходе 90 и 92 предусмотрено усиливающее покрытие 94, 96 непроницаемого для жидкости материала 62 защитного слоя промежностного участка 8. Практика показала достаточность того, чтобы это усиливающее покрытие 94, 96 было предусмотрено только в областях, обозначенных на фиг.7 штриховыми линиями. В показанном предпочтительном примере выполнения усиливающее покрытие 94, 96 перекрывает брюшной участок 4 и спинной участок 6 в продольном направлении 9 только на расстояние от 10 до 20 мм, в частности примерно на 15 мм. В продольном направлении 9 усиливающее покрытие заканчивается перед продольными концами 98, 100 промежностного участка и отстоит, по меньшей мере, на 30 мм от продольного конца 98 с брюшной стороны и, по меньшей мере, на 90 мм от продольного конца 100 со стороны спины. Это показало себя предпочтительным, так как в таком случае усиливающее покрытие 94, 96 не вызывает ненужного повышения жесткости основных материалов в той области, где это не требуется, а, скорее, нежелательно и неблагоприятно. Кроме того, это дает экономию затрат на материалы. Однако сохраняется возможность того, что усиливающее покрытие 94, 96 может быть предусмотрено только на переходе 90 или 92.
Усиливающее покрытие 94, 96 предпочтительно изготовлено из нетканого материала, в частности из фильерного нетканого материала из полипропилена, предпочтительно массой единицы площади от 10 до 20 г/м2, еще более предпочтительно от 12 до 17 г/м2.
Способ по изобретению
На фиг.10-13 показан способ изготовления используемого при недержании изделия в соответствии с изобретением. Фиг.10 изображает изготовление промежностных участков 8. Для этого к высокоскоростной производственной машине подают бесконечное полотнище 62 материала защитного слоя, бесконечное полотнище 64 материала верхнего слоя, следующие друг за другом адсорбирующие тела 7, а также средства 82 придания эластичности у ног, которые относятся к образуемым впоследствии отверстиям для ног и обозначены здесь схематично. Адсорбирующие тела 7 расположены на расстоянии друг от друга между полотнищем 64 материала верхнего слоя и полотнищем 62 материала защитного слоя, и этот образованный компонент закрепляют соответствующим соединительным средством, таким как клей. Средства 82 придания эластичности у ног также подают и закрепляют между полотнищем 64 материала верхнего слоя и полотнищем 62 материала защитного слоя. Для этого используют первую пару 110 вальцов и клей, использование которого не показано. Для полной ясности следует упомянуть, что промежностный участок 8 дополнительно содержит в качестве защиты от бокового выпуска боковые выступающие манжеты, которым предпочтительно придана эластичность. В данном случае они уже предусмотрены на обращенной к телу стороне полотнища 64 материала верхнего слоя и не показаны, однако они могут быть укреплены в любом пункте в ходе показанного на фиг.10 процесса или впоследствии.
Далее в направлении транспортирования в образованном компоненте выполняют первый контурный вырез 112 при использовании пары 113 режущих вальцов. В ходе контурного выреза 112 из образующего промежностный участок 8 компонента, состоящего из полотнища 62 материала защитного слоя и полотнища материала 64 верхнего слоя, вырезают дуговые сегменты 114 для образования в промежностном участке вырезов 116 для ног. Затем компонент подают к следующему пункту 118 резки, где выполняют разделительную резку поперечно направлению подачи для разделения промежностных участков 8 изготавливаемого используемого при недержании изделия. На фиг.10 показан также на виде сверху промежностный участок 8 с адсорбирующим телом 7 и вырезами 116 для ног.
После разделения промежностных участков 8 в ходе дальнейшей подачи их поворачивают на 90° и подают далее поперечно относительно будущей продольной оси 44 используемого при недержании изделия 2 (фиг.11). На фиг.11 также видно, что для изготовления будущего брюшного участка 4 и спинного участка 6 используемого при недержании изделия подают частичные полотнища 122, 124 на основе нетканого материала. Эти частичные полотнища 122, 124 могут быть образованы из одного полотнища путем его деления в продольном направлении. На эти частичные полотнища 122, 124 накладывают упомянутые вначале вторые средства 40 и 42 придания эластичности, которые для этого также бесконечно подают в направлении подачи частичных полотнищ 122, 124. Для крепления вторых средств 40, 42 придания эластичности на частичных полотнищах 122, 124 наносят соответствующие слои 126, 128 нетканого материала, которые перед этим покрывают клеем в пункте 130 нанесения клея, так что вторые средства 40, 42 придания эластичности оказываются заделанными между частичными полотнищами 122, 124 и слоями 126, 128 нетканого материала. Хотя вследствие схематичного представления на фиг.11 этого не видно, вторые средства 40, 42 придания эластичности подают с переменным расстоянием друг от друга посредством совершающего колебательные движения направляющего устройства, которое обозначено двойной стрелкой 132. Таким образом, с помощью соответствующего управления направляющим устройством для каждого отдельного средства 40, 42 придания эластичности образуют дуговой расходящийся веером ход вторых средств 40, 42 придания эластичности в направлении к промежностному участку 8.
Далее частичные полотнища 122, 124 подают в состав описанного компонента и сводят вместе с промежностными участками 8 таким образом, что промежностные участки в своем продольном направлении 9 поперечно направлению 120 машины перекрываются одним концом с одним частичным полотнищем 122, а другим концом с другим частичным полотнищем 124. Промежностные участки 8 подают таким образом, что после подачи они расположены на расстоянии друг от друга в направлении 120 машины. В полученной по фиг.11 конфигурации промежностные участки 8 и частичные полотнища 122, 124 прикрепляют друг к другу и подают дальше в направлении 120 машины.
Далее в машину бесконечным образом подают первые средства 28 придания эластичности, проходящие в поперечной или поясном окружном направлении, и закрепляют их на частичных полотнищах 122, 124. Здесь также подают полотнища 134, 136 нетканого материала. Однако полотнища 134, 136 нетканого материала не снабжены клеем, а клей наносят на первые средства 28 придания эластичности, затем эти первые средства 28 придания эластичности накладывают на частичные полотнища 122, 124 и покрывают полотнищами 134, 136 нетканого материала, так что они оказываются заделанными.
Однако возможен также вариант осуществления, при котором средства 28 и 40, 42 придания эластичности снабжают клеем по отдельности, то есть они образуют покрытые клеем нити.
Возможен также вариант осуществления, при котором независимо от вида нанесения клея на средства 28 и 40, 42 придания эластичности можно отказаться от слоев 126, 128, 134 и/или 136 нетканого материала. Однако слои нетканого материала дают то преимущество, что образуют мягкую на ощупь внутреннюю сторону используемого при недержании изделия.
Далее, в устройстве по фиг.11 предусмотрена следующая пара 140 режущих вальцов, между которыми образованный компонент проводят в направлении 120 машины в описанной ориентации. При этом выполняют второй контурный вырез 142, в ходе которого предпочтительно только из частичных полотнищ 122, 124 вырезают дуговые сегменты 144, при этом их делают в обращенных друг к другу поперечных кромках или кромочных участках 58 и 60 частичных полотнищ 122, 124, так что на них образуют вырезы 146 для ног. За счет того что второй контурный вырез 142 не захватывает промежностный участок 8, а только частичные полотнища 122, 124, этот второй контурный вырез 142 проходит по существу вдоль направления 120 машины и, во всяком случае, под небольшим поперечным углом к нему. При этом вырезу может быть придана оптимальная конфигурация, как и при первом контурном вырезе 112 в ходе изготовления промежностного участка 8. В целом будущие отверстия 19 для ног используемого при недержании изделия 2 могут быть образованы с высокой точностью согласно требованиям, принятым в качестве оптимальных. При этом оказалось предпочтительным, чтобы второй контурный вырез 142 в частичном полотнище 122 был образован с другим ходом линии выреза, чем в частичном полотнище 124. Таким образом, форма выреза 146 или будущих отверстий 19 для ног может иметь различную конфигурацию в брюшном участке 4 и спинном участке 6.
Образованный таким образом компонент подают дальше к пункту 148 сложения, схематично обозначенному на фиг.12. В этом пункте компонент складывают по линии 150 сложения, проходящей в продольном направлении 120 машины, таким образом, что одно частичное полотнище 124 накладывают на другое частичное полотнище 122. После этого в пункте 152 соединения образуют соответствующие области 14 боковых швов между частичными полотнищами 122, 124, то есть образуют собственно форму трусов. На этом шаге способа в заключение в пункте 154 разделения выполняют разделяющий разрез поперечно направлению 120 машины, что приводит к получению отдельных готовых используемых при недержании изделий 2. Возможен вариант осуществления, в котором пункт 152 соединения выполнен одновременно в виде пункта разделения, например в виде устройства разделения и сварки, так что производят совместно образование областей 14 боковых швов и получение отдельных используемых при недержании изделий 2.
В заключение, фиг.13 схематично изображает пример осуществления способа, при котором полотнище материала 62 защитного слоя на его участках снабжают усиливающим покрытием 94, о котором говорилось при описании со ссылкой на фиг.7. Это нанесение усиливающего покрытия 94 производят в ходе подачи полотнища материала 62 защитного слоя для изготовления промежностных участков, уже описанного со ссылкой на фиг.10. В отличие от фиг.8, усиливающее покрытие 94, которым может быть участок из нетканого материала, занимает большую часть промежностного участка 8, однако на продольных концах изготавливаемого промежностного участка 8 полотнище материала 62 защитного слоя остается не покрытым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2009 |
|
RU2477990C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2013 |
|
RU2625435C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2013 |
|
RU2609219C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2008 |
|
RU2505275C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2013 |
|
RU2597547C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2008 |
|
RU2502497C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2008 |
|
RU2503439C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2008 |
|
RU2478360C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2013 |
|
RU2626951C2 |
| АДСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2009 |
|
RU2494714C2 |
Изобретение относится к способу изготовления используемого при недержании изделия (2) в форме трусов для приема телесных выделений, содержащего передний брюшной участок (4) и задний спинной участок (6), которые для образования замкнутого в поясном направлении поясного отверстия (18) соединены друг с другом при изготовлении в двух областях (14) боковых швов, и снабженный адсорбирующим телом (7) промежностный участок (8), который проходит в продольном направлении (9) между брюшным участком (4) и спинным участком (6) и неразъемно соединен с брюшным участком (4) и спинным участком (6), причем в брюшном участке (4) и в спинном участке (6) предусмотрены первые средства (28) придания эластичности, которые проходят на расстоянии друг от друга и параллельно друг другу в поперечном или поясном окружном направлении (16) и тем самым придают поверхностную эластичность брюшному участку (4) и спинному участку (6), при этом в расположенной со стороны промежности и обращенной к отверстиям (19) для ног области (22, 26) брюшного участка (4) и спинного участка (6) предусмотрены вторые средства (40, 42) придания эластичности, которые начиная от двух областей (14) боковых швов проходят в направлении к средней продольной оси (44) используемого при недержании изделия (2) и при этом расходятся дугообразно веером с увеличением расстояния друг от друга, при этом способ включает следующие этапы: подают снабженные адсорбирующими телами (7) промежностные участки (8), которые имеют вырезы (116) для ног, образованные первым контурным вырезом (112), подают два частичных полотнища (122, 124) на основе нетканого материала, образующие будущий брюшной участок (4) и спинной участок (6) используемого при недержании изделия (2), подают и накладывают вторые средства (40, 42) придания эластичности на два частичных полотнища (122, 124) и закрепляют на них, сводят вместе промежностные участки (8) с двумя частичными полотнищами (122, 124) таким образом, что промежностные участки (8) в своем продольном направлении (9) поперечно направлению (120) машины перекрываются одним концом с одним частичным полотнищем (122), а другим концом с другим частичным полотнищем (124), и при этом промежностные участки (8) расположены на расстоянии друг от друга в направлении (120) машины, и прикрепляют промежностные участки (8) и частичные полотнища (122, 124) друг к другу в областях перекрытия и подают дальше в направлении (120) машины, подают, накладывают и закрепляют первые средства (28) придания эластичности на частичных полотнищах (122, 124) в направлении (120) машины, для образования по существу дуговых вырезов (146) для ног выполняют второй контурный вырез (142), захватывающий частичные полотнища (122, 124) на их обращенных друг к другу кромочных участках (58, 60), складывают по проходящей в направлении (120) машины линии (150) сложения таким образом, что одно частичное полотнище (122) накладывается на другое частичное полотнище (124), соединяют наложенные друг на друга частичные полотнища (122, 124) поперечно направлению (120) машины на расстояниях друг от друга для образования областей (14) боковых швов изготавливаемого используемого при недержании изделия (2) и получают изделия, содержащие брюшной участок (4), спинной участок (6) и расположенный между ними промежностный участок (8), выполняют разделяющий разрез поперечно направлению (120) машины и получают отдельные готовые используемые при недержании изделия (2). 18 з.п. ф-лы, 13 ил.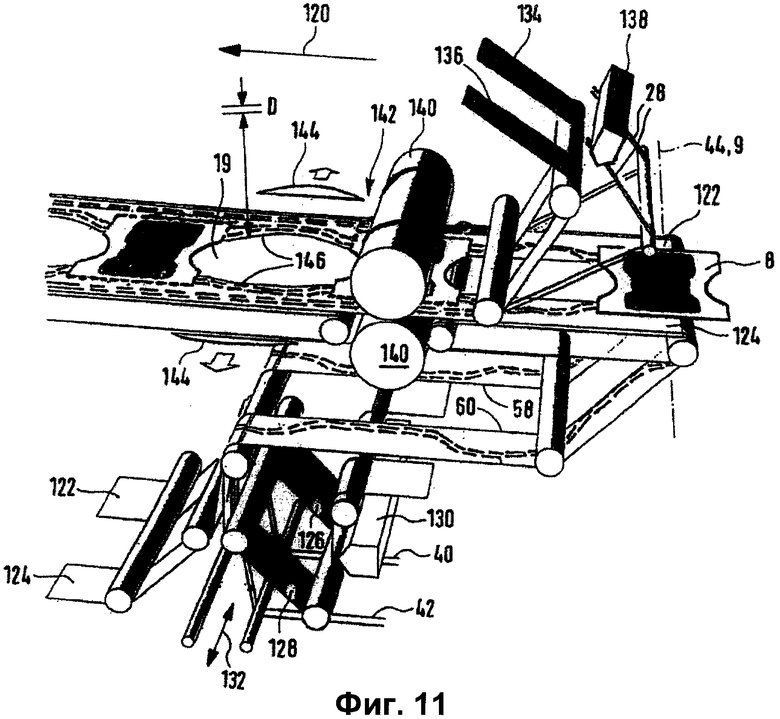
1. Способ непрерывного изготовления используемого при недержании изделия (2) в форме трусов для приема телесных выделений, содержащего передний брюшной участок (4) и задний спинной участок (6), которые для образования непрерывной проходящей в поперечном или окружном поясном направлении (16) брюшной и спинной полосы с замкнутым в поясном направлении поясным отверстием (18) соединены друг с другом при изготовлении в двух областях (14) боковых швов, и снабженный адсорбирующим телом (7) промежностный участок (8), который проходит в продольном направлении (9) между брюшным участком (4) и спинным участком (6) и неразъемно соединен с брюшным участком (4) и спинным участком (6), причем как промежностный участок (8), так и брюшной участок (4), и спинной участок (6) ограничивают отверстия (19) для ног в используемом при недержании изделии, при этом в брюшном участке (4) и в спинном участке (6) предусмотрены первые средства (28) придания эластичности, которые проходят на расстоянии друг от друга и параллельно друг другу в поперечном или поясном окружном направлении (16) и тем самым придают поверхностную эластичность брюшному участку (4) и спинному участку (6), при этом в расположенной со стороны промежности и обращенной к отверстиям (19) для ног области (22, 26) брюшного участка (4) и спинного участка (6) предусмотрены вторые средства (40, 42) придания эластичности, которые, начиная от двух областей (14) боковых швов, проходят в направлении к средней продольной оси (44) используемого при недержании изделия (2) и при этом расходятся дугообразно веером с увеличением расстояния друг от друга, при этом способ включает следующие этапы:
- подают снабженные адсорбирующими телами (7) промежностные участки (8), которые имеют вырезы (116) для ног, образованные первым контурным вырезом (112),
- подают два частичных полотнища (122, 124) на основе нетканого материала, образующие будущий брюшной участок (4) и спинной участок (6) используемого при недержании изделия (2),
- подают и накладывают вторые средства (40, 42) придания эластичности на два частичных полотнища (122, 124) и закрепляют на них,
- сводят вместе промежностные участки (8) с двумя частичными полотнищами (122, 124) таким образом, что промежностные участки (8) в своем продольном направлении (9) поперечно направлению (120) машины перекрываются одним концом с одним частичным полотнищем (122), а другим концом - с другим частичным полотнищем (124), и при этом промежностные участки (8) расположены на расстоянии друг от друга в направлении (120) машины, и прикрепляют промежностные участки (8) и частичные полотнища (122, 124) друг к другу в областях перекрытия и подают дальше в направлении (120) машины,
- подают, накладывают и закрепляют первые средства (28) придания эластичности на частичных полотнищах (122, 124) в направлении (120) машины,
- для образования, по существу, дуговых вырезов (146) для ног выполняют второй контурный вырез (142), захватывающий частичные полотнища (122, 124) на их обращенных друг к другу кромочных участках (58, 60),
- складывают по проходящей в направлении (120) машины линии (150) сложения таким образом, что одно частичное полотнище (122) накладывается на другое частичное полотнище (124),
- соединяют наложенные друг на друга частичные полотнища (122, 124) поперечно направлению (120) машины на расстояниях друг от друга для образования областей (14) боковых швов изготавливаемого используемого при недержании изделия (2) и получают изделия, содержащие брюшной участок (4), спинной участок (6) и расположенный между ними промежностный участок (8),
- выполняют разделяющий разрез поперечно направлению (120) машины и получают отдельные готовые используемые при недержании изделия (2).
2. Способ по п.1, отличающийся тем, что после шага подачи, наложения и крепления вторых средств (40, 42) придания эластичности на каждое частичное полотнище (122, 124) подают и накладывают слой (126, 128) нетканого материала, покрывающий одно из вторых средств (40, 42) придания эластичности, и два частичных полотнища (122, 124) подают дальше в направлении машины на расстоянии друг от друга параллельно друг другу.
3. Способ по п.1, отличающийся тем, что после шага подачи, наложения и крепления первых средств (28) придания эластичности на каждое частичное полотнище (122, 124) подают и накладывают слой (134, 136) нетканого материала, покрывающий одно из первых средств (28) придания эластичности, и два частичных полотнища (122, 124) подают дальше в направлении машины на расстоянии друг от друга параллельно друг другу.
4. Способ по п.1, отличающийся тем, что первый контурный вырез (112) для образования вырезов (116) для ног в промежностном участке (8) выполняют в ходе непрерывного способа.
5. Способ по п.1, отличающийся тем, что промежностные участки (8) образуют в ходе непрерывного способа путем того, что бесконечное полотнище материала (64) верхнего слоя, бесконечное полотнище материала (62) защитного слоя и адсорбирующие тела (7) подают в направлении машины, а адсорбирующие тела (7) располагают на расстоянии друг от друга между полотнищем материала (64) верхнего слоя и полотнищем материала (62) защитного слоя и образованный таким образом компонент закрепляют и выполняют в этом компоненте первый контурный вырез (112) для образования вырезов (116) для ног в промежностных участках (8).
6. Способ по п.1, отличающийся тем, что к промежностным участкам (8) подают средства (82) придания эластичности у ног, в частности, между полотнищем материала (64) верхнего слоя и полотнищем материала (62) защитного слоя.
7. Способ по п.6, отличающийся тем, что средства (82) придания эластичности у ног подают таким образом, что они проходят с переменным расстоянием относительно адсорбирующего тела (7) и на своих продольных концах отстоят от адсорбирующего тела (7) на большее расстояние, чем посредине.
8. Способ по любому из пп.5-7, отличающийся тем, что полотнище материала (62) защитного слоя подают в виде непроницаемого для жидкости полотнища пленки, которое снабжено покрытием из нетканого материала и/или усиливающим покрытием (94).
9. Способ по п.1, отличающийся тем, что вначале подают бесконечное полотнище нетканого материала, которое затем для образования двух частичных полотнищ (122, 124) разделяют вдоль направления машины.
10. Способ по п.1, отличающийся тем, что проходящие в поясном окружном направлении первые средства (28) придания эластичности накладывают на расстоянии от 4 до 10 мм, предпочтительно от 4 до 8 мм, более предпочтительно от 4 до 6 мм друг от друга.
11. Способ по п.1, отличающийся тем, что вторые средства (40, 42) накладывают на переменном расстоянии друг от друга от 3 до 35 мм.
12. Способ по п.1, отличающийся тем, что первые и/или вторые средства (28, 40, 42) придания эластичности закрепляют на частичных полотнищах под предварительным натяжением от 1,5 до 6,0, предпочтительно от 2,5 до 5,0.
13. Способ по п.1, отличающийся тем, что вторые средства (40, 42) придания эластичности деактивируют в области перекрытия с адсорбирующим телом (7).
14. Способ по п.1, отличающийся тем, что второй контурный вырез (142) выполняют вдоль и на расстоянии (D) от крайнего внутреннего в продольном направлении обращенного к промежности второго средства (40, 42) придания эластичности.
15. Способ по п.14, отличающийся тем, что расстояние (D) составляет от 2 до 40 мм, предпочтительно от 3 до 30 мм и более предпочтительно от 4 до 20 мм.
16. Способ по п.1, отличающийся тем, что второй контурный вырез (142) захватывает только частичные полотнища (122, 124), но не промежностный участок (8).
17. Способ по п.1, отличающийся тем, что дуговой вырез (146) для ног в частичном полотнище (122, 124) будущего брюшного участка (4) имеет другую линию хода, в частности, другой угол или радиус, отличные от дугового выреза (146) в частичном полотнище (122, 124) будущего спинного участка (6).
18. Способ по п.1, отличающийся тем, что вдоль отверстий (19) для ног предусмотрен прерывистый ход на переходе от промежностного участка (8) к брюшному участку (4) и/или спинному участку (6).
19. Способ по п.1, отличающийся тем, что соединение наложенных друг на друга частичных полотнищ (122, 124) для образования областей (14) боковых швов используемого при недержании изделия и выполнение разделяющего разреза выполняют в ходе одного шага способа.
| ЕР 1614407 А2, 11.01.2006 | |||
| US 2006254708 A1, 16.11.2006 | |||
| US 2002151864 A1, 17.10.2002 | |||
| JP 2003126148 A, 07.05.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ЗАРАНЕЕ СКРЕПЛЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 1999 |
|
RU2218139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДГУЗНИКА-ТРУСОВ | 2003 |
|
RU2312648C2 |

