ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к способам и устройствам для образования струй текучих сред и, в частности, к способам и устройствам, предназначенным для образования направленных вбок струй текучих сред высокого давления.
Известный уровень техники
Обычные системы для образования струй текучих сред используются для очистки, обработки резанием или обработки иным образом обрабатываемых деталей посредством повышения давления текучей среды и последующей подачи текучей среды под давлением к обрабатываемым деталям. Системы для образования струй текучих сред часто имеют прямолинейные сопловые системы, которые требуют значительного рабочего зазора вокруг заданной обрабатываемой детали и, следовательно, могут быть непригодными для обработки обрабатываемых деталей в удаленных местах или в ограниченных пространствах.
Например, сопловые системы часто являются узкими и имеют большую аксиальную длину, что делает их непригодными для обработки многих типов обрабатываемых деталей. Обычная сопловая система может иметь длинную прямолинейную подающую трубу, режущую головку и длинную прямолинейную смесительную трубу, выровненную относительно подающей трубы и расположенную за подающей трубой по ходу потока. Камень с отверстием может быть расположен между подающей трубой и смесительной трубой в режущей головке. Во время обработки текучая среда проходит вдоль чрезвычайно длинной линейной траектории, проходящей через расположенную линейно подающую трубу, дросселирующий элемент и смесительную трубу.
Струи текучих сред могут быть использованы для обработки различных типов обрабатываемых деталей, такие как элементы конструкции воздушных судов. К сожалению, в многочисленных местах расположения элементов конструкции воздушных судов зазоры могут быть минимальными по величине. Надлежащая обработка данных зон может быть затруднена или невозможна вследствие большой полной аксиальной длины обычных сопловых систем для образования струй текучих сред. Например, стрингеры воздушных судов могут иметь фланцы, находящиеся на расстоянии друг от друга, составляющем приблизительно 1,5 дюйма (38,1 мм). Обычные сопла имеют аксиальную длину, которая превышает 1,5 дюйма (38,1 мм), и, следовательно, непригодны для использования в подобных тесных пространствах. Другие типы обрабатываемых деталей могут аналогичным образом иметь элементы, к которым невозможно обеспечить надлежащий доступ посредством традиционных систем для образования струй текучих сред.
Настоящее изобретение направлено на преодоление одного или нескольких из приведенных выше недостатков и/или обеспечение дополнительных неизложенных или изложенных преимуществ.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Некоторые варианты осуществления, раскрытые здесь, включают в себя усовершенствование системы подачи струй текучих сред, имеющей сопловую систему, выполненную с размерами, обеспечивающими возможность установки ее в сравнительно малых пространствах. Например, может быть обеспечено направленное перемещение низкопрофильной сопловой системы, предусмотренной в системе подачи струи текучей среды, через узкие пространства для обеспечения доступа к заданной зоне, даже к удаленным внутренним зонам обрабатываемой детали. Низкопрофильные сопловые системы могут быть вставлены в различные элементы, включая, без ограничения, отверстия, расточенные или рассверленные отверстия, каналы, зазоры, камеры, полости и тому подобное, а также в другие элементы, которые могут обеспечить доступ к заданному месту. Во время одной последовательности технологических операций сопловая система может проходить через любое число элементов с различными размерами и геометрическими характеристиками.
Сопловые системы, раскрытые здесь, могут выпускать струю текучей среды с ориентацией, зависящей от одной или нескольких характеристик обработки, таких как заданное достаточное расстояние. Разные сопловые системы могут выпускать струи текучих сред с разными ориентациями. Даже несмотря на то, что две сопловые системы могут иметь одинаковые или аналогичные наружные размеры, две сопловые системы могут подавать струи текучих сред с разными ориентациями.
Сопловые системы в некоторых вариантах осуществления могут выпускать струю текучей среды в боковом направлении относительно направления перемещения подаваемого потока текучей среды. Поскольку струя текучей среды направлена вбок и наружу, сопловая система может быть вставлена в сравнительно малые пространства и может быть приведена в действие в сравнительно малых пространствах. Направление потока текучей среды в сопловой системе может быть изменено один или несколько раз для уменьшения выбранных размеров сопловой системы. В некоторых вариантах осуществления направление потока текучей среды до соплового дросселирующего элемента изменяется один раз посредством использования, например, углового проточного элемента.
В некоторых вариантах осуществления исходное направление перемещения подаваемого потока текучей среды до соплового дросселирующего элемента не совпадает со вторым (по порядку) направлением перемещения потока текучей среды за дросселирующим элементом по ходу потока. В некоторых вариантах осуществления, например, сумма векторов скорости потока для струи текучей среды, выходящей из соплового дросселирующего элемента, не совпадает по направлению с суммой векторов скорости потока текучей среды для потока текучей среды в проточном элементе для подачи текучей среды, который расположен перед сопловым дросселирующим элементом по ходу потока.
В некоторых вариантах осуществления сопловые системы могут включать в себя один или несколько вспомогательных проточных каналов, расположенных в разных местах вдоль траектории потока в сопловой системе. Текучие среды (например, вода, соляной раствор, воздух, газы и тому подобное), материалы, травильные растворы и другие вещества, пригодные для подачи через сопловую систему, могут быть поданы по вспомогательным проточным каналам для изменения одной или нескольких заданных характеристик потока, включая, без ограничения, связность струи текучей среды, распыление струи текучей среды, соотношения долей, составляющих струи текучей среды (или по массе, или по объему), турбулентность потока, расширение струи текучей среды или другие характеристики потока, а также другие параметры потока, связанные с рабочими характеристиками струй текучих сред. Вспомогательные проточные каналы могут быть ориентированы перпендикулярно или наклонно относительно направления потока текучей среды, проходящей по проточному элементу, в который осуществляется подача из вспомогательных проточных каналов.
В некоторых вариантах осуществления система подачи струи текучей среды, предназначенная для образования струи абразивной текучей среды высокого давления, содержит систему подачи материала, выполненную с конфигурацией, обеспечивающей возможность выпуска абразивного материала, систему подачи текучей среды, выполненную с конфигурацией, обеспечивающей возможность выпуска текучей среды, и сопловую систему. Сопловая система включает в себя элемент для впуска материала, сообщающийся по текучей среде с системой подачи материала, элемент для впуска текучей среды, сообщающийся по текучей среде с системой подачи текучей среды, сопловой дросселирующий элемент, сообщающийся по текучей среде с элементом для впуска текучей среды и выполненный с конфигурацией, обеспечивающей возможность образования струи текучей среды посредством использования текучей среды, проходящей через элемент для впуска текучей среды, и подающий проточный элемент, по которому проходит струя текучей среды, созданная посредством соплового дросселирующего элемента. Подающий проточный элемент содержит выпускной элемент, через который струя текучей среды выходит из сопловой системы. Сопловая система дополнительно содержит проточный элемент для потока текучей среды и проточный элемент для потока материала. Проточный элемент для потока текучей среды простирается между элементом для впуска текучей среды и выпускным элементом подающего проточного элемента. Проточный элемент для потока текучей среды имеет входную секцию и выходную секцию. Сопловой дросселирующий элемент расположен между входной и выходной секциями так, что текучая среда во входной секции проходит через сопловой дросселирующий элемент для образования струи текучей среды в выходной секции. Входная секция содержит элемент для изменения направления потока, который принимает поток текучей среды, проходящий в первом направлении, и выпускает поток текучей среды во втором направлении к сопловому дросселирующему элементу. Первое направление существенно отличается от второго направления. Проточный элемент для потока материала простирается между элементом для впуска материала и выходной секцией проточного элемента для потока текучей среды так, что абразивный материал, проходящий по проточному элементу для материала, смешивается со струей текучей среды, созданной посредством соплового дросселирующего элемента, проходя вдоль выходной секции проточного элемента для потока текучей среды.
В некоторых других вариантах осуществления система подачи струи текучей среды, предназначенная для получения струи абразивной текучей среды высокого давления, содержит сопловую систему, предназначенную для образования струи абразивной текучей среды высокого давления. Сопловая система содержит проточный элемент для подачи текучей среды, сопловой дросселирующий элемент, проточный элемент для подачи материала и выпускной элемент. Проточный элемент для подачи текучей среды включает в себя первую секцию, вторую секцию и элемент для изменения направления потока, расположенный между первой и второй секциями. Элемент для изменения направления потока выполнен с конфигурацией, обеспечивающей возможность приема потока текучей среды, проходящего в первом направлении по первой секции, и направления потока текучей среды во втором направлении, находящемся под углом относительно первого направления. Сопловой дросселирующий элемент расположен за второй секцией проточного элемента для подачи текучей среды и выполнен с конфигурацией, обеспечивающей возможность образования струи текучей среды. Абразив подается по проточному элементу для подачи материала в струю текучей среды, образованную посредством соплового дросселирующего элемента, для образования струи текучей среды с абразивным материалом, находящейся под высоким давлением. Струя текучей среды с абразивным материалом, находящаяся под высоким давлением, выходит из сопловой системы через выпускной элемент.
В некоторых вариантах осуществления предложен способ образования струи абразивной воды высокого давления посредством сопловой системы. Способ включает в себя пропускание потока текучей среды по входной секции предназначенного для подачи текучей среды, проточного элемента сопловой системы. Поток текучей среды проходит через угловую секцию проточного элемента для подачи текучей среды так, что поток текучей среды, выпускаемый из угловой секции, проходит в направлении, отличающемся от направления потока текучей среды, проходящего до угловой секции. Поток текучей среды также проходит через сопловой дросселирующий элемент. Сопловой дросселирующий элемент расположен по ходу потока за угловой секцией проточного элемента для подачи текучей среды. Поток абразивного материала подается по направлению к потоку текучей среды, выходящему из соплового дросселирующего элемента, для образования струи абразивной воды высокого давления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах идентичные ссылочные позиции обозначают аналогичные элементы или действия. Размеры и относительные положения элементов на чертежах необязательно показаны на чертеже в масштабе. Например, формы различных элементов и углы могут быть показаны на чертеже не в масштабе, и некоторые из данных элементов могут быть произвольно увеличены и размещены для улучшения понятности (разборчивости) чертежей.
Фиг.1 представляет собой вертикальный вид системы подачи струи жидкости, осуществляющей обработку обрабатываемой детали, в соответствии с одним проиллюстрированным вариантом осуществления.
Фиг.2 представляет собой вертикальный вид сбоку низкопрофильной сопловой системы, на котором некоторые внутренние компоненты сопловой системы показаны пунктирными линиями.
Фиг.3А представляет собой частичное сечение низкопрофильной сопловой системы, предназначенной для системы подачи струи текучей среды, в соответствии с одним вариантом осуществления.
Фиг.3В представляет собой сечение низкопрофильной сопловой системы по фиг.3А.
Фиг.4 представляет собой вертикальный вид сбоку дросселирующей опоры в соответствии с одним вариантом осуществления.
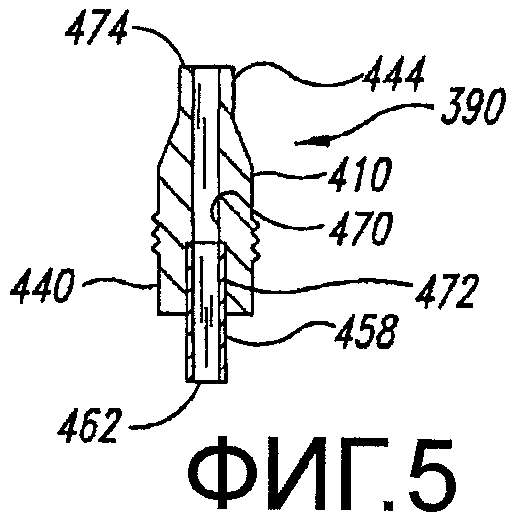
Фиг.5 представляет собой сечение дросселирующей опоры по фиг.4, выполненное по линии 5-5 на фиг.4.
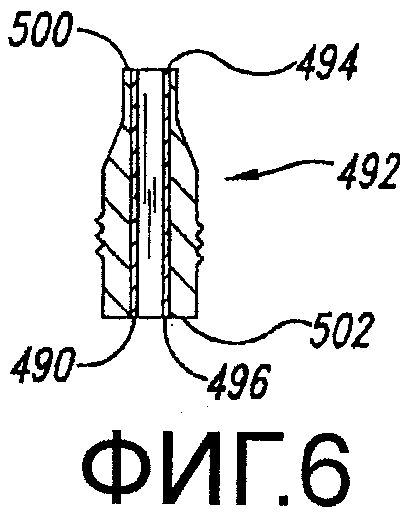
Фиг.6 представляет собой сечение дросселирующей опоры в соответствии с одним вариантом осуществления.
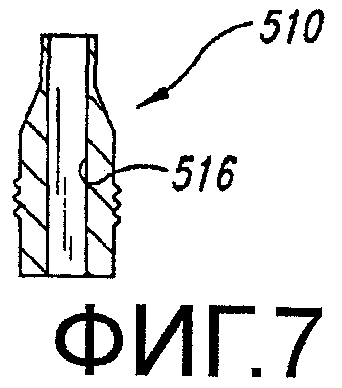
Фиг.7 представляет собой сечение дросселирующей опоры в соответствии с одним вариантом осуществления.
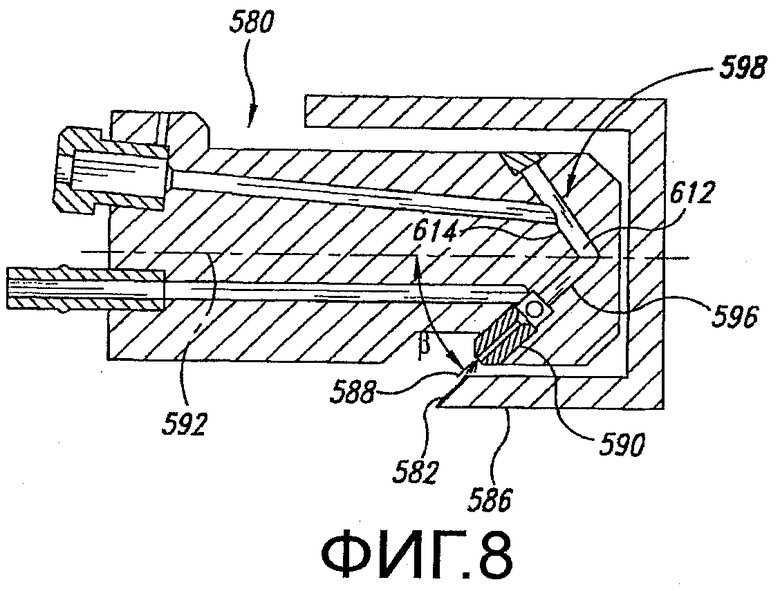
Фиг.8 представляет собой сечение сопловой системы, образующей направленную вбок струю текучей среды, осуществляющую обработку обрабатываемой детали, в соответствии с одним вариантом осуществления.
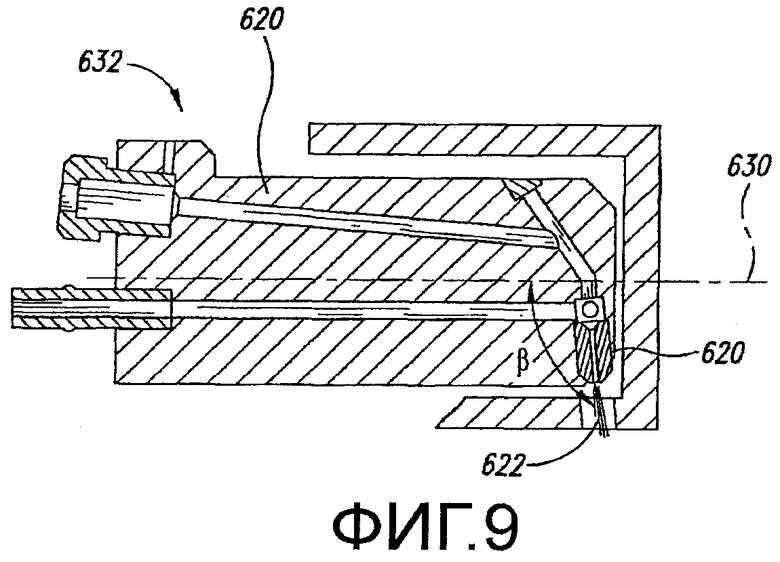
Фиг.9 представляет собой сечение сопловой системы, образующей направленную вбок струю текучей среды, осуществляющую обработку обрабатываемой детали, в соответствии с другим вариантом осуществления.
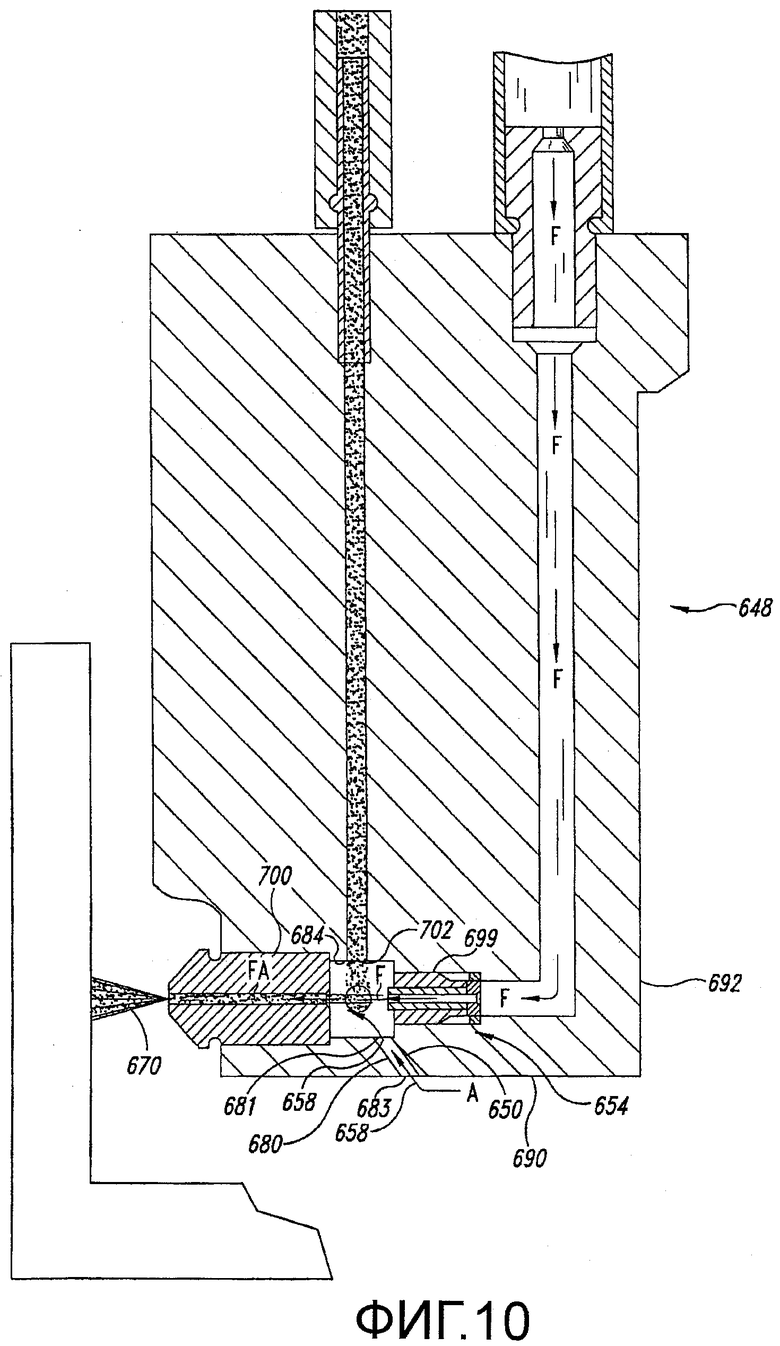
Фиг.10 представляет собой сечение сопловой системы с вспомогательным каналом для смесительной камеры в соответствии с одним вариантом осуществления.
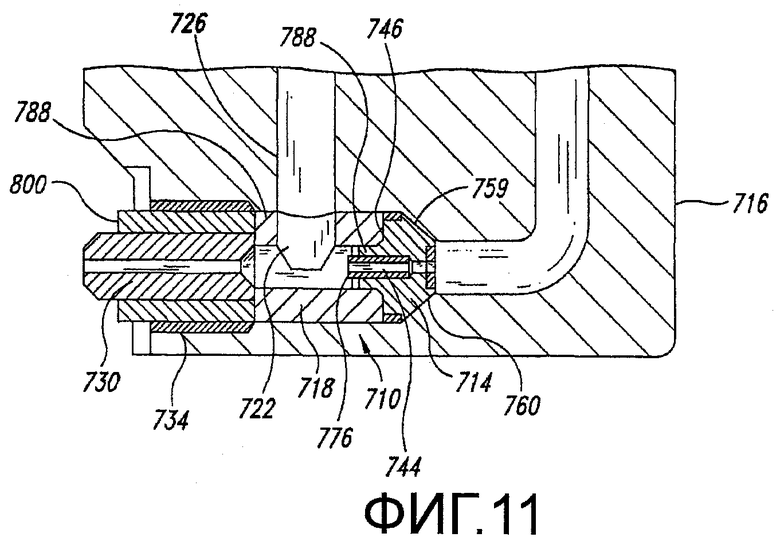
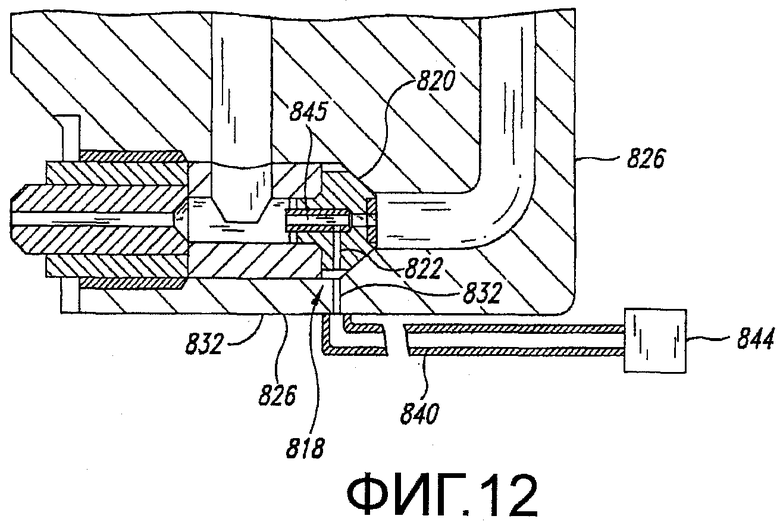
Фиг.11-13 представляют собой сечения частей сопловых систем в соответствии с некоторыми вариантами осуществления.
Фиг.14 представляет собой сечение сопловой системы, имеющей съемный узел с дросселирующим элементом, в соответствии с одним вариантом осуществления.
Фиг.15 представляет собой вид снизу сопловой системы по фиг.14.
Фиг.16 представляет собой сечение основного корпуса сопла и выполненный с пространственным разделением элементов вид узла с дросселирующим элементом, извлеченного из основного корпуса сопла.
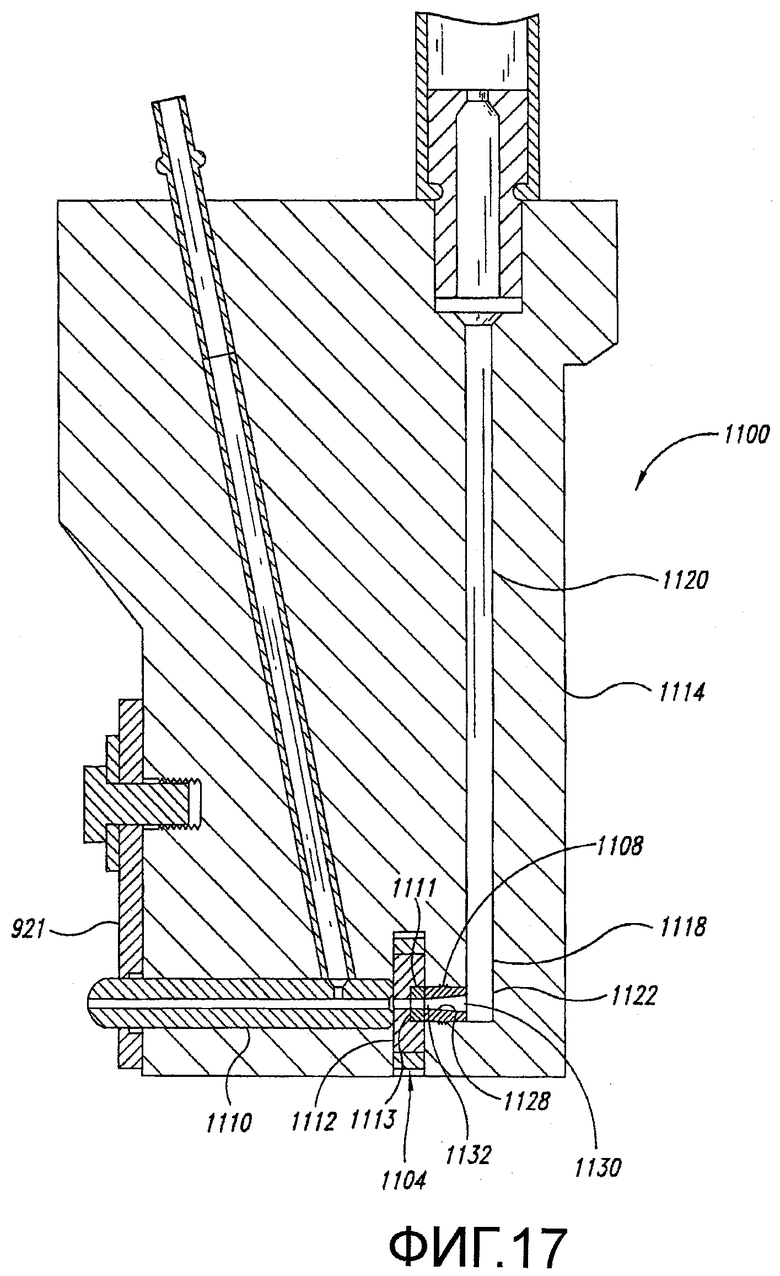
Фиг.17 представляет собой сечение сопловой системы, имеющей съемный узел с дросселирующим элементом, в соответствии с одним вариантом осуществления.
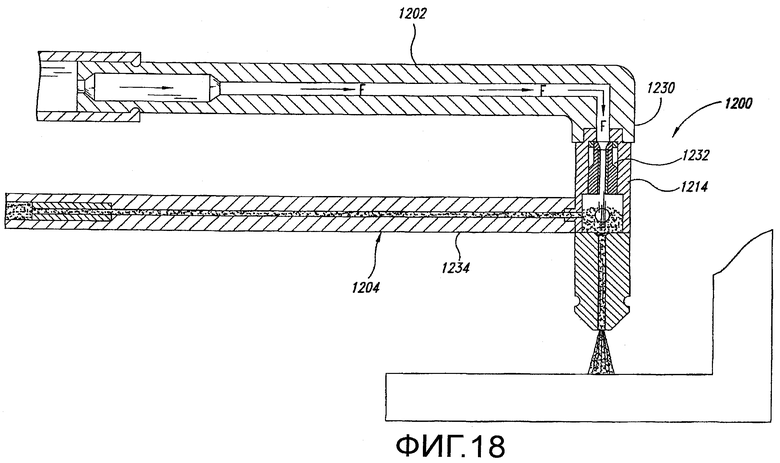
Фиг.18 представляет собой сечение модульной сопловой системы в соответствии с одним вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Нижеприведенное описание относится к способам и системам, предназначенным для образования и подачи струй текучих сред, пригодных для очистки, абразивной обработки, резания, фрезерования или обработки обрабатываемых деталей иным образом. Струи текучих сред могут быть использованы для рациональной обработки широкого ряда элементов, имеющих различные формы, размеры и каналы доступа. Например, система подачи струи текучей среды может иметь сопловую систему, предназначенную для нагнетания через глубокие или узкие окна, каналы или отверстия, а также другие труднодоступные места, помимо легкодоступных мест (например, наружной поверхности обрабатываемой детали). Системы подачи струй текучих сред с низкопрофильными сопловыми системами раскрыты применительно к обработке зон обрабатываемых деталей с минимальными зазорами, поскольку они особенно полезны в данном случае. Например, может быть обеспечено направленное перемещение низкопрофильных сопловых систем в сравнительно малые пространства и через сравнительно малые пространства для доступа к удаленным внутренним зонам обрабатываемой детали и последующей обработки удаленных внутренних зон обрабатываемой детали.
Если контекст не требует иного, во всем описании и нижеследующей формуле изобретения слово «содержать» и производные от него, такие как «содержит» и «содержащий», следует понимать в открытом, включающем смысле, то есть как «включающий в себя (что-то), но не ограниченный (чем-то)».
В используемом в данном описании и приложенной формуле изобретения смысле формы единственного числа с артиклями “a”, “an” и “the” включают в себя объекты ссылки во множественном числе, если контекст четко не диктует иное. Таким образом, например, ссылка на сопловую систему, включающую в себя «канал, отверстие» (“a port”), включает в себя один канал (одно отверстие) или два или более каналов (отверстий). Также следует отметить, что термин «или» в основном используется в его смысле, включающем «и/или», если контекст четко не диктует иное.
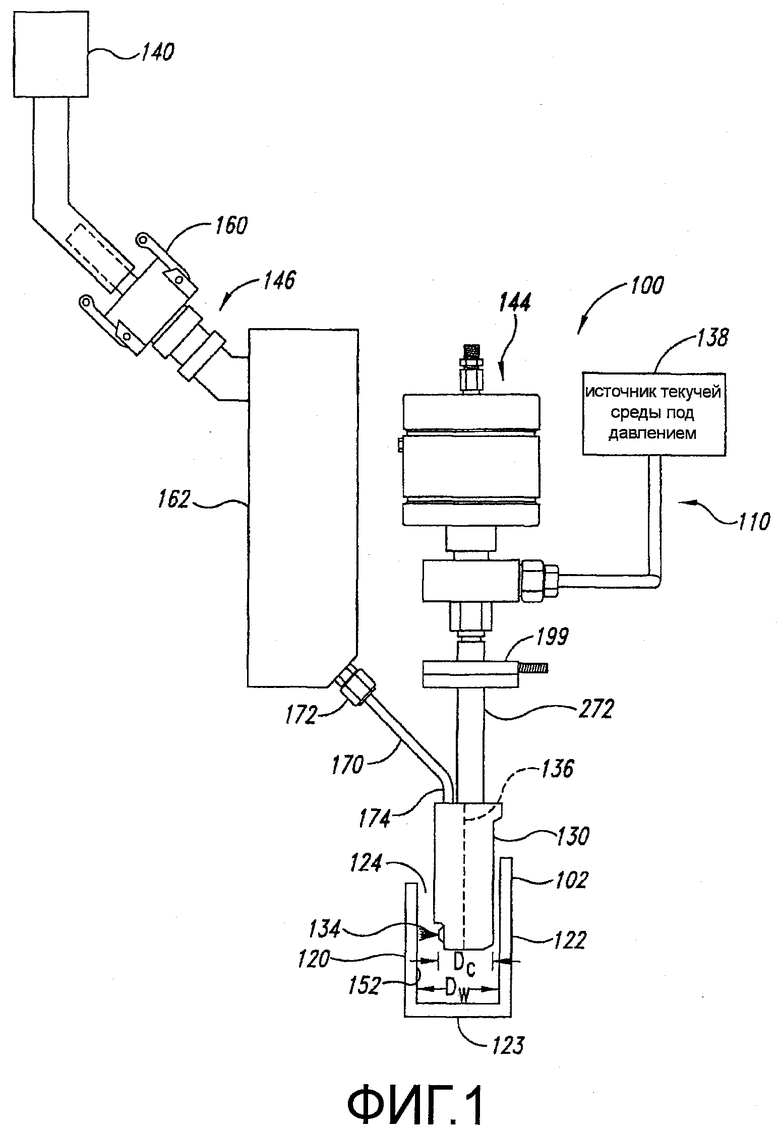
Фиг.1 показывает систему 100 подачи струи текучей среды, предназначенную для обработки обрабатываемой детали 102, проиллюстрированной на виде по существу U-образного элемента с противоположными боковыми стенками 120, 122, которые ограничивают весьма узкий канал 124. Как правило, система 100 подачи струи текучей среды включает в себя низкопрофильную сопловую систему 130, выполненную с конфигурацией, обеспечивающей возможность образования струи 134 текучей среды, способной осуществлять обработку широкого ряда материалов. Струя 134 текучей среды может быть ориентирована под выбранным углом относительно направления перемещения потока текучей среды в сопловой системе до соплового дросселирующего элемента и/или направления перемещения сопловой системы.
Проиллюстрированная струя 134 текучей среды направлена в направлении, которое не выровнено относительно продольной оси 136 сопловой системы 130, в результате чего уменьшается рабочий зазор сопловой системы 130 по сравнению с рабочими зазорами обычных сопел. Сопловая система 130 может иметь сравнительно малый размер DC для уменьшения зазора, необходимого для обработки обрабатываемой детали 102, и в некоторых вариантах осуществления также для уменьшения расстояния между задней частью сопловой системы 130 и поверхностью 152, подвергаемой обработке. Размер DC может быть меньше продольной длины имеющего линейную конструкцию, обычного сопла. В используемом здесь смысле и как рассмотрено ниже, термин «струя текучей среды» может относиться к струе, содержащей только текучую среду (или смесь текучих сред), или струе текучей среды с материалом, содержащей как текучую среду, так и материал. Струя текучей среды, содержащая только текучую среду, может хорошо подходить для эффективной очистки основы или придания основе заданной фактуры. Струя текучей среды с материалом может включать в себя материал (например, абразивные частицы), захваченный в различных типах текучих сред, как более подробно описано ниже. Струя текучей среды с материалом, содержащая материал в виде абразива, может быть названа по существу струей абразивной текучей среды.
Система 100 подачи струи текучей среды может включать в себя источник 138 текучей среды под давлением, выполненный с конфигурацией, обеспечивающей возможность повышения давления текучей среды, используемой для образования струи 134 текучей среды, и источник 140 материала, выполненный с конфигурацией, обеспечивающей возможности подачи материала. В некоторых вариантах осуществления, включая проиллюстрированный вариант осуществления по фиг.1, текучая среда под давлением из источника 138 текучей среды под давлением проходит через систему 144 подачи текучей среды в сопловую систему 130. Материал из источника 140 материала проходит через систему 146 подачи материала и в сопловую систему 130. Сопловая система 130 обеспечивает соединение материала и текучей среды и последующее образование направленной наружу струи 134 текучей среды в виде струи абразивной текучей среды (проиллюстрированной в по существу горизонтальной ориентации).
Несмотря на то, что проиллюстрированная сопловая система 130 расположена между боковыми стенками 120, 122 и простирается в вертикальном направлении, сопловая система может быть сориентирована по-другому. Система 146 подачи материала, система 144 подачи текучей среды и сопловая система 130 могут взаимодействовать для образования струй текучей среды с разными ориентациями, а также могут обеспечивать широкий диапазон параметров потока струи текучей среды, включая, без ограничения, объемную скорость потока, скорость потока, уровень однородности струи 134 текучей среды, состав струи 134 текучей среды (например, отношение количества материала к количеству текучей среды под давлением) и их комбинации.
Обрабатываемые детали различных типов могут быть обработаны посредством системы 100 подачи струи текучей среды. Проиллюстрированная обрабатываемая деталь 102 по фиг.1 имеет две расположенные на расстоянии друг от друга боковые стенки 120, 122 и основание 123, простирающееся между боковыми стенками 120, 122. Сопловая система 130 расположена в канале 124, имеющем сравнительно малую ширину DW. Подобные каналы 124 непригодны для приема традиционных сопловых систем с высотой, превышающей ширину DW. Сопловая система 130 может оставаться расположенной на некотором расстоянии от боковых стенок 120, 122 во время подачи струи 134 текучей среды к поверхности 152, подлежащей обработке. Поскольку сопловая система 130 имеет сравнительно малый размер DC, может быть рациональным образом обеспечено направленное перемещение сопловой системы 130 по каналу 124 без контакта с одной или обеими из боковых стенок 120, 122 и без возможного повреждения или царапания одной или обеих из боковых стенок 120, 122 даже при одновременном поддержании желательных достаточных расстояний.
Обрабатываемая деталь 102 может быть образована, полностью или частично, из одного или нескольких металлов (например, стали, титана, алюминия и тому подобного), композиционных материалов (например, композитов, армированных волокнами, металлокерамических композиционных материалов и тому подобного), полимеров, пластиков или керамических материалов, а также других материалов, которые могут быть обработаны струей текучей среды. Подсистемы, подузлы, компоненты и элементы системы 100 подачи струи текучей среды, рассмотренной ниже, могут быть модифицированы или изменены в зависимости от конфигурации обрабатываемой детали и элементов, подлежащих обработке.
Ориентация сопловой системы 130 может быть выбрана в зависимости от траекторий доступа, предназначенных для достижения заданной зоны. Соответственно, будет понятно, что сопловая система 130 может находиться в множестве разных заданных ориентированных положений, включая по существу вертикальное (проиллюстрированное на фиг.1), по существу горизонтальное (см., например, фиг.8, 9 и 18) или любое ориентированное положение между вертикальным и горизонтальным. Таким образом, сопловая система 130 может находиться в широком диапазоне разных положений во время выполнения программы обработки.
Сопловая система 130 по фиг.1 может быть предназначена для сверхвысоких давлений, средних давлений, низких давлений или их комбинаций. Сопловые системы сверхвысокого давления могут работать под давлениями, равными или превышающими приблизительно 40000 фунтов на кв. дюйм (276 МПа). Сопла сверхвысокого давления особенно хорошо подходят для резания или фрезерования твердых материалов (например, металлов, таких как сталь или алюминий). Проиллюстрированная обрабатываемая деталь 102 может содержать твердый материал, который подвергается быстрому резанию струей текучей среды сверхвысокого [давления]. Сопла среднего давления могут работать при давлении в пределах от приблизительно 15000 фунтов на кв. дюйм (103 МПа) до приблизительно 40000 фунтов на кв. дюйм (276 МПа). Сопла среднего давления, работающие при давлении ниже 40000 фунтов на кв. дюйм (276 МПа), особенно хорошо подходят для обработки мягких материалов, таких как пластики. Сопла низкого давления могут работать при давлениях, составляющих менее приблизительно 15000 фунтов на кв. дюйм (103 МПа). Сопловая система 130 также может быть использована с текучей средой при других рабочих давлениях.
Со ссылкой на фиг.1 можно отметить, что источник 140 материала может содержать материал в виде абразива, который в конце концов захватывается струей 134 текучей среды. Несмотря на то, что могут быть использованы многие разные типы абразивов, в некоторых вариантах осуществления используются частицы с крупностью, соответствующей порядка приблизительно 120 меш или меньше. Например, в некоторых вариантах осуществления частицы (например, гранат) имеют крупность, соответствующую порядка приблизительно 80 меш или меньше. Определенная крупность абразивов может быть выбрана в зависимости от скорости абразивной обработки, скорости резания, заданной текстуры поверхности и тому подобного. Абразив может быть сухим или мокрым (например, мокрый абразив с виде суспензии) в зависимости от того, что «делает» струя 134 текучей среды - выполняет абразивную обработку, придает заданную текстуру, режет, осуществляет травление, полирует, чистит или выполняет другую операцию. Источник 140 материала также может иметь другие типы материалов. Например, материал в источнике 140 может представлять собой текучую среду (например, жидкость, газ или их смесь), используемую для чистки, полирования, резания, травления и тому подобного. Например, материал может представлять собой травильную текучую среду или кислоту (например, хлористоводородную (соляную) кислоту, азотную кислоту, фтористоводородную (плавиковую) кислоту, серную кислоту, фтористо-серную кислоту и другие текучие среды, способные удалять материал с обрабатываемой детали).
Проиллюстрированная система 146 подачи материала простирается от источника 140 материала до сопловой системы 130 и в одном варианте осуществления включает в себя промежуточный проточный элемент 160, простирающийся между источником 140 материала и возможным воздушным вентилем 162. Как показано на фиг.1-3А, линия 170 подачи материала имеет входной конец 172 и выходной конец 174, соединенные соответственно с воздушным вентилем 162 и предназначенным для впуска материала элементом 200 сопловой системы 130 (фиг.3А). Материал из источника 140 материала может проходить по промежуточному проточному элементу 160, через воздушный вентиль 162 и по подающей линии 170 и затем в элемент 200 для впуска материала.
Скорость поступления потока материала в сопловую систему 130 может быть увеличена или уменьшена в зависимости от технологического процесса. В некоторых вариантах осуществления материал представляет собой абразив, и скорость потока абразива равна или меньше приблизительно 7 фунтов в минуту (2,3 кг/мин), 5 фунтов в минуту (2,3 кг/мин), 1 фунта в минуту (0,5 кг/мин) или 0,5 фунта в минуту (0,23 кг/мин) или находится в диапазонах, охватывающих подобные скорости потока. В некоторых вариантах осуществления скорость потока абразива равна или меньше приблизительно 1 фунта в минуту (0,5 кг/мин) для получения струи 134 абразивной текучей среды, которая особенно хорошо подходит для точной обработки заданного материала при минимальном воздействии на другой материал, не подлежащий обработке и находящийся вблизи от заданного материала.
Система привода может обеспечить поступательное и/или вращательное движение сопловой системы 130 желательным или необходимым образом. В некоторых вариантах осуществления, включая проиллюстрированный вариант осуществления по фиг.1, система 199 привода предусмотрена для избирательного перемещения соплового устройства 130 относительно обрабатываемой детали 102. Система 199 привода может быть выполнена в виде позиционирующего стола с перемещениями по осям X, Y и Z, приводимого в движение посредством двух приводных механизмов. Позиционирующий стол может иметь любое число степеней свободы. Электродвигатели (например, шаговые двигатели) могут приводить стол в движение для управления перемещением сопловой системы 130. Другие типы позиционирующих систем, в которых используются салазки линейного перемещения, системы направляющих, двигатели и тому подобное, могут быть использованы для избирательного перемещения и приведения в действие сопловой системы 130 необходимым или желательным образом. В патенте США No. 6,000,308, который полностью включен в данное описание путем ссылки, раскрыты системы, компоненты и механизмы, которые могут быть использованы для управления сопловой системой 130.
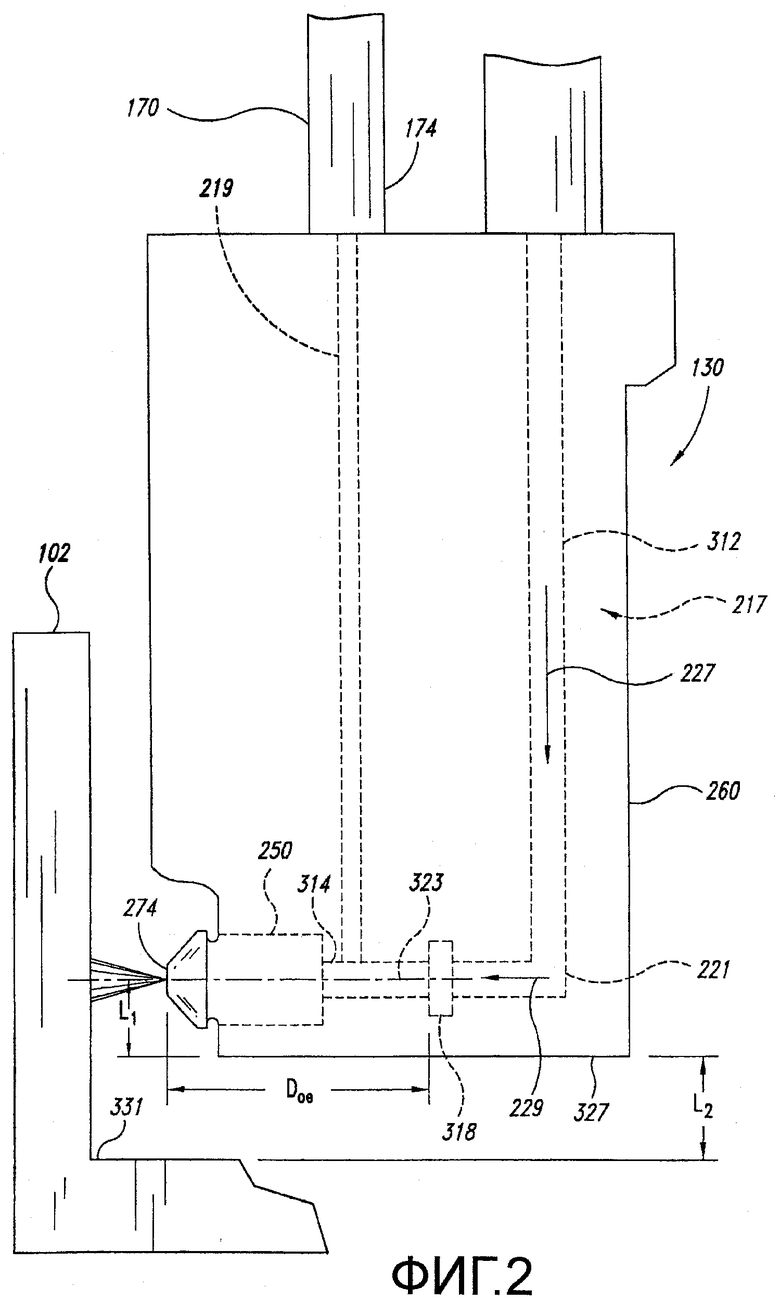
Фиг.2 показывает сопловую систему 130, включающую в себя проточный элемент 217 для потока текучей среды и проточный элемент 219 для потока материала. В используемом здесь смысле термин «проточный элемент» представляет собой широкое понятие и включает в себя трубу, шланг, отверстие, канал или другой конструктивный элемент, пригодный для транспортирования вещества, такого как текучая среда или материал, но не ограничен вышеуказанными примерами. В самом основном корпусе 260 сопла может быть образована, по меньшей мере, часть проточного элемента 217 для потока текучей среды. Например, материал может быть удален из основного корпуса 260 сопла для образования секции проточного элемента 217 для потока текучей среды, расположенной до углового элемента 221, предназначенного для изменения направления потока. Проиллюстрированный проточный элемент 217 для потока текучей среды по фиг.2 включает в себя L-образную входную секцию 312 и выходную секцию 314. Входная секция 312 проточного элемента 217 для потока текучей среды может включать в себя элемент 221 для изменения направления потока, выполненный в виде колена. Фиг.2 и 3А показывают проточный элемент 217 для потока текучей среды, простирающийся между элементом 270 для впуска текучей среды 270 и смесительным узлом 240.
Элемент 221 для изменения направления потока по фиг.2 и 3А представляет собой нелинейную секцию (например, угловую секцию) проточного элемента 217 для потока текучей среды, образованную посредством процесса гибки. В некоторых вариантах осуществления элемент 221 для изменения направления потока представляет собой угловой патрубок или другой тип фиксированного или регулируемого фитинга. Таким образом, элемент 221 для изменения направления потока и входная и выходная секции 312, 314 могут иметь конструкцию, состоящую из одной детали или нескольких деталей.
Элемент 221 для изменения направления потока по фиг.2 может принимать текучую среду, проходящую по входной секции 312 в первом направлении (обозначенном стрелкой 227), и выпускать текучую среду во втором направлении (обозначенном стрелкой 229) по направлению к сопловому дросселирующему элементу 318. Выходная секция 314 простирается между выпускным элементом 274 и сопловым дросселирующим элементом 318. Сопловой дросселирующий элемент 318 расположен между входной и выходной секциями 312, 314 так, что текучая среда из входной секции 312 проходит через сопловой дросселирующий элемент 318 для образования струи текучей среды, проходящей в выходную секцию 314.
Расстояние DOE между сопловым дросселирующим элементом 318 и выпускным элементом 274 может быть выбрано в зависимости от величины зазора для обработки обрабатываемой детали. Расстояние DOE может быть равно или меньше приблизительно 2 дюймов (50,8 мм). В некоторых вариантах осуществления расстояние DOE может быть равно или меньше приблизительно 1,5 дюйма (38,1 мм). В некоторых вариантах осуществления расстояние DOE находится в пределах от приблизительно 1 дюйма (25,4 мм) до приблизительно 3 дюймов (76,2 мм). В некоторых вариантах осуществления расстояние DOE находится в пределах от приблизительно 0,75 дюйма (19,05 мм) до приблизительно 2 дюймов (50,8 мм). Другие размеры также возможны.
Сопловой дросселирующий элемент 318 по фиг.2 имеет осевую линию 323 рядом с самым дальним от центра краем или поверхностью 327 сопловой системы 130. Длина L1 между осевой линией 323 и краем 327 может быть минимизирована для увеличения технологической гибкости. По существу длина L2 от осевой линии 323 до обрабатываемой детали 102 может быть сравнительно малой для обеспечения доступа к местам, не имеющим большого зазора. Для обеспечения повышенной технологической гибкости длина L1 составляет менее приблизительно 0,5 дюйма (12,7 мм). В некоторых вариантах осуществления длина L1 составляет менее приблизительно 0,15 дюйма (3,81 мм) для обработки сравнительно малых элементов. В некоторых вариантах осуществления длина L1 составляет приблизительно 0,1 дюйма (2,54 мм), так что сопловая система 130 может рациональным образом обработать угол 331 обрабатываемой детали 102. В некоторых вариантах осуществления длина L1 превышает приблизительно 0,1 дюйма (2,54 мм) для обработки обрабатываемых деталей с бо'льшим зазором. Также возможны другие значения длины L1. Различные типы компонентов для прохода текучей среды могут образовывать участки проточного элемента 217 для потока текучей среды. Фиг.3А показывает выходную секцию 314 проточного элемента 217 для потока текучей среды, включающую в себя смесительный узел 240 и подающий проточный элемент 250. Смесительный узел 240 по фиг.3А сообщается как с узлом 220 подачи текучей среды, так и с узлом 230 подачи материала. Подающий проточный элемент 250 расположен за смесительным узлом 240 по ходу потока и выполнен с конфигурацией, обеспечивающей возможность образования проиллюстрированной струи 134 текучей среды.
Как правило, текучая среда проходит через узел 220 подачи текучей среды и в смесительный узел 240. Материал может проходит через узел 230 подачи материала и в смесительный узел 240 так, что выбранное количество материала 484 будет захватываться потоком 485 текучей среды, проходящим через смесительный узел 240. Затем текучая среда и захваченный материал проходят через подающий проточный элемент 250, в результате чего образуется струя 134 текучей среды. Узел 220 подачи текучей среды, узел 230 подачи материала и смесительный узел 240 расположены в основном корпусе или корпусе 260 соплового узла 130.
Узел 220 подачи текучей среды по фиг.3А включает в себя элемент 270 для впуска текучей среды, соединенный с линией 272 подачи текучей среды, предусмотренной в системе 144 подачи текучей среды. В используемом здесь смысле термин «впускной элемент (элемент для впуска)» представляет собой широкое понятие, которое включает в себя, без ограничения, элемент, который служит в качестве входа. К приводимым в качестве примера выпускным элементам могут относиться соединители (или резьбовые, или нерезьбовые), отверстия (например, отверстие с внутренней резьбой), проходные отверстия и другие типы компонентов, пригодных для приема текучего вещества, но возможные впускные элементы не ограничены вышеуказанными. Проиллюстрированный элемент 270 для впуска текучей среды представляет собой соединитель, имеющий канал 280, опорную часть 290, временно или постоянно присоединенную к основному корпусу 260 сопла, и соединительную часть 300, временно или постоянно присоединенную к линии 272 подачи текучей среды.
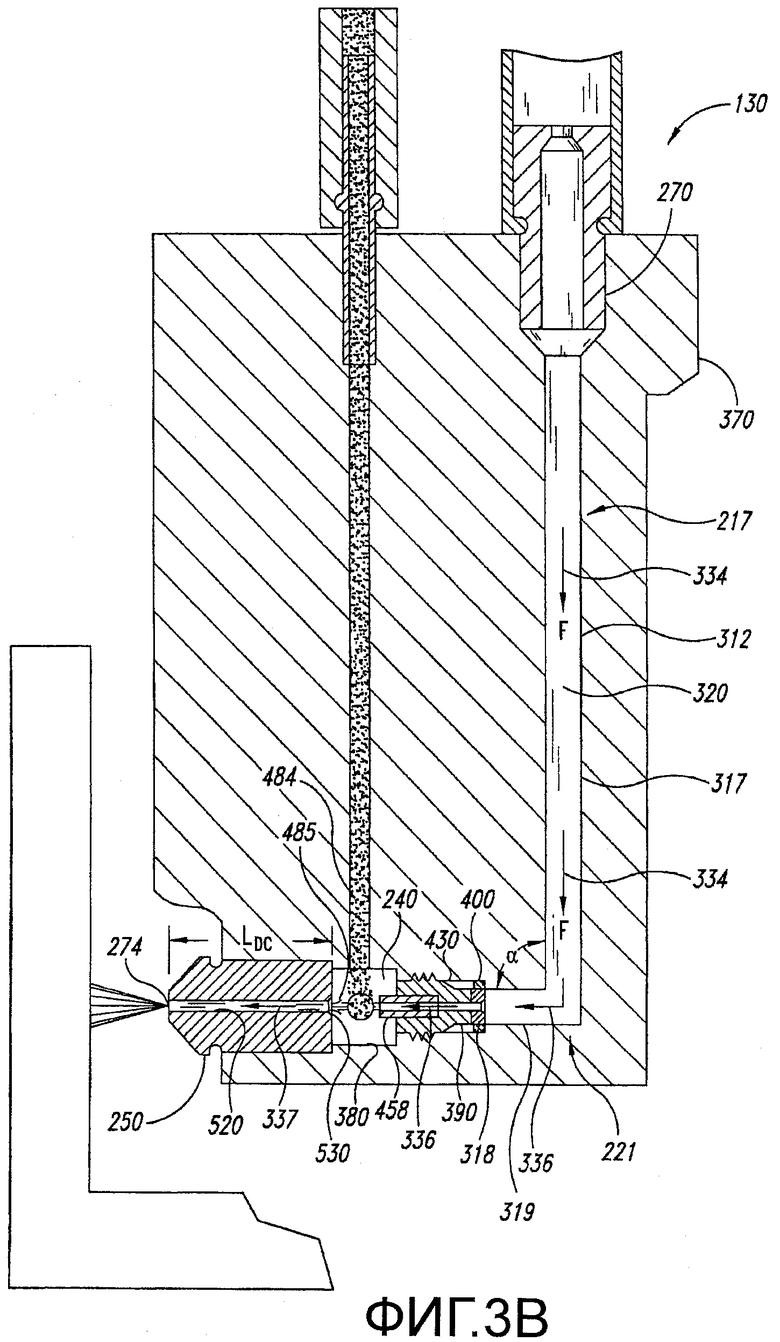
Как показано на фиг.3А и 3В, входная секция 312 проточного элемента 217 для потока текучей среды включает в себя первую секцию 317, простирающуюся до элемента 221 для изменения направления потока, и вторую секцию 319, простирающуюся за элементом 221 для изменения направления потока. Как правило, значительная часть первой секции 317 простирается главным образом в первом направлении (обозначенном стрелками 334). Выходная вторая секция 319 простирается главным образом во втором направлении (обозначенном стрелками 336), отличающемся от первого направления. Проиллюстрированный элемент 221 для изменения направления потока может направлять текучую среду из первой секции 317 во вторую секцию 319 и, таким образом, обеспечить уменьшение рабочего зазора, необходимого для работы сопловой системы 130, по сравнению с рабочим зазором, необходимым для функционирования обычных сопловых систем, имеющих линейную конструкцию.
В некоторых вариантах осуществления, включая проиллюстрированный вариант осуществления по фиг.3В, элемент 221 для изменения направления потока образует угол α между первой и второй секциями 317, 319. Проиллюстрированный угол α составляет приблизительно 90 градусов. Элемент для изменения направления потока также может образовывать другие углы α, подобные рассмотренным в связи с фиг.8 и 9. Кроме того, сопловая система 130 может иметь более одного элемента 221 для изменения направления потока.
Как лучше всего видно на фиг.3В, смесительный узел 240 включает в себя сопловой дросселирующий элемент 318, предназначенный для образования струи текучей среды, смесительную камеру 380 и дросселирующую опору 390, расположенную между сопловым дросселирующим элементом 318 и смесительной камерой 380. Термин «сопловой дросселирующий элемент» в используемом здесь смысле по существу относится к компоненту или элементу, имеющему отверстие или окно, которое образует струю текучей среды, пригодную для обработки обрабатываемой детали, но возможные сопловые дросселирующие элементы не ограничены вышеуказанными. Различные типы камней, устройств для образования струи текучей среды или устройств для образования режущей струи могут быть использованы для получение заданных характеристик потока для струи 134 текучей среды. В некоторых вариантах осуществления дросселирующее отверстие соплового дросселирующего элемента 318 имеет диаметр, находящийся в пределах от приблизительно 0,001 дюйма (0,025 мм) до приблизительно 0,02 дюйма (0,5 мм). Если необходимо или желательно, также могут быть использованы сопловые дросселирующие элементы с дросселирующими отверстиями, имеющими другие диаметры.
Уплотняющий элемент 400 может образовывать герметичное уплотнение, предназначенное для уменьшения, ограничения или по существу устранения утечки какой-либо текучей среды в смесительный узел 240. Проиллюстрированный уплотняющий элемент 400 представляет собой по существу кольцевой сжимаемый элемент, окружающий сопловой дросселирующий элемент 318, в результате чего осуществляется уплотнение зоны сопряжения между сопловым дросселирующим элементом 318 и основным корпусом 260 сопла. Кроме того, уплотняющий элемент 400 может способствовать удерживанию соплового дросселирующего элемента 318 в заданном положении. Полимеры, резины, металлы и их комбинации могут быть использованы для образования уплотняющего элемента 400.
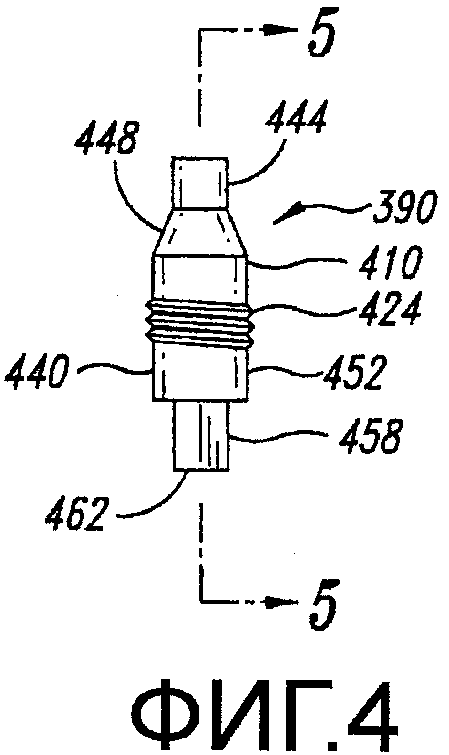
В сопловой системе 130 могут использоваться различные типы дросселирующих опор. Фиг.4 и 5 показывают дросселирующую опору 390, включающую в себя основной корпус 410 опоры и направляющую трубку 458, выступающую наружу из основного корпуса 410 опоры. Направляющая трубка 458 может быть временно или постоянно соединена с основным корпусом 410 опоры. Например, прессовая посадка, посадка с натягом или горячая посадка могут быть использованы для соединения направляющей трубки 458 с основным корпусом 410 опоры.
Фиг.3А и 4 показывают основной корпус 410 опоры, включающий в себя соединительные элементы 424, предназначенные для взаимодействия с взаимодополняющими (комплементарными) элементами 426 основного корпуса 260 сопла. Проиллюстрированные соединительные элементы 424 имеют вид витков наружной резьбы, которые сопрягаются с витками 426 внутренней резьбы. Соединительные элементы 424, 426 взаимодействуют для ограничения или по существу предотвращения аксиального перемещения основного корпуса 410 опоры относительно основного корпуса 260 сопла даже в том случае, когда поток текучей среды сверхвысокого давления проходит через смесительный узел 240.
Для удаления и замены соплового дросселирующего элемента 318 дросселирующая опора 390 может быть рациональным образом повернута для перемещения ее в аксиальном направлении наружу из приемной полости 430 основного корпуса 260 сопла. После извлечения соплового дросселирующего элемента 318 может быть установлен другой сопловой дросселирующий элемент. Таким образом, сопловой дросселирующий элемент 318 может быть заменен любое число раз во время срока службы сопловой системы 130.
Продолжая рассматривать фиг.4 и 5, можно отметить, что основной корпус 410 опоры включает в себя увеличенную часть 440, предназначенную для взаимодействия с основным корпусом 260 сопла, установочную часть 444, предназначенную для удерживания соплового дросселирующего элемента 318 в заданном положении, и сужающуюся часть 448, простирающуюся между увеличенной частью 440 и установочной частью 444. Увеличенная часть 440 имеет наружный периметр, который больше наружного периметра установочной части 444. Сужающаяся часть 448 имеет наружный периметр, который постепенно уменьшается между увеличенной частью 440 и установочной частью 444. Как показано на фиг.3А, увеличенная часть 440 может опираться на внутреннюю поверхность основного корпуса 260 сопла. Установочная часть 444 может поджимать сопловой дросселирующий элемент 318 к основному корпусу 260 сопла для ограничения или по существу устранения нежелательного перемещения соплового дросселирующего элемента 318.
Как показано на фиг.5, основной корпус 410 опоры и направляющая трубка 458 взаимодействуют для образования канала 470. Канал 470 простирается между установочной поверхностью 474 установочной части 444 и выходным концом 462 трубки 458. Основной корпус 410 опоры может иметь ступенчатую зону 472 для приема трубки 458.
Трубка 458 может способствовать направлению потока текучей среды через смесительный узел 240. Например, как показано на фиг.3А и 3В, трубка 458 выступает в поток текучей среды 485 и направляет поток текучей среды 485 через смесительную камеру 380. Выходной конец 462 трубки 458 может быть расположен до того места, в том месте или за тем местом, где поток 484 материала входит в поток 485 текучей среды, в зависимости от заданного взаимодействия потока 484 материала и потока 485 текучей среды.
Трубка 458 может быть образована из разных материалов, пригодных для контактирования с потоками разных типов. Для обеспечения улучшенных характеристик износостойкости трубка 458 может быть выполнена, полностью или частично, из упрочненного материала, который может неоднократно подвергаться воздействию струи текучей среды, выходящей из соплового дросселирующего элемента 318. Упрочненный материал может быть тверже, чем материал (например, сталь), образующий основной корпус 410 опоры, для сохранения повреждений трубки 458 на уровне ниже приемлемого или на приемлемом уровне. Например, трубка 458 может подвергаться эрозии в меньшей степени, чем традиционные материалы, используемые для образования дросселирующих опор, и, следовательно, может сохранять свою исходную форму даже после продолжительного использования. Более мягкий основной корпус 410 опоры может обеспечить ограничение повреждения основного корпуса 260 сопла.
К упрочненным материалам могут относиться, без ограничения, карбид вольфрама, карбид титана и другие стойкие к абразивному износу или обладающие высокой износостойкостью материалы, которые могут выдерживать подвергание их воздействию струй текучих сред. Различные типы методов испытаний (например, испытание для определения твердости по Роквеллу или испытание для определения твердости по Бринеллю) могут быть использованы для определения твердости материала. В некоторых неограничивающих приведенных в качестве примера вариантах осуществления трубка 458 изготовлена, полностью или частично, из материала, имеющего твердость, которая превышает твердость основного корпуса 410 опоры и/или основного корпуса 260 сопла приблизительно на 3 RC (3 единицы по шкале С Роквелла), 5 RC, 10 RC или 20 RC. Трубка 458 может быть изготовлена, полностью или частично, из материала, имеющего твердость, превышающую приблизительно 62 RC, 64 RC, 66 RC, 67 RC и 69 RC, или находящуюся в интервалах, охватывающих подобные показатели твердости. В некоторых вариантах осуществления дросселирующая опора 390 может быть образована, полностью или частично, из долговечного материала (например, одного или нескольких металлов с желательными усталостными свойствами, такими как ударная вязкость), и трубка 458 может быть образована, полностью или частично, из материала с высокой износостойкостью. В некоторых вариантах осуществления дросселирующая опора 390 образована, например, из стали, и трубка 458 образована из карбида вольфрама.
Фиг.6 показывает дросселирующую опору 492 с полностью утопленной трубкой 490. Входной конец 494 и выходной конец 496 трубки 490 расположены вблизи соответствующих торцевых поверхностей 500, 502 или заподлицо с соответствующими торцевыми поверхностями 500, 502 дросселирующей опоры 492. Фиг.7 показывает дросселирующую опору 510 без отдельной трубки. Покрытие 516 может быть нанесено на внутреннюю поверхность сквозного отверстия дросселирующей опоры 510. Покрытие 516 может содержать упрочненный материал или другие пригодные материалы с высокой износостойкостью.
Если снова обратиться к фиг.3В, можно видеть, что подающий проточный элемент 250 включает в себя выпускной элемент 274, впускной элемент 530 и канал 520, простирающийся между выпускным элементом 274 и впускным элементом 530. Материал 484 может быть соединен со струей текучей среды в смесительной камере 380 для образования струи 337 абразивной текучей среды, которая поступает в канал 520 и проходит по каналу 520. Струя 337 абразивной текучей среды проходит по каналу 520 и в конце концов подается из выпускного элемента 274 в виде струи 134 текучей среды.
Подающий проточный элемент 250 может представлять собой смесительную трубу, фокусирующую трубу или проточный элемент другого типа, выполненный с конфигурацией, обеспечивающей возможность образования заданного потока (то есть связного потока в виде струи круглого сечения, веерной струи и т.д.). Подающий проточный элемент 250 может иметь аксиальную длину LDC, которая равна или меньше приблизительно 2 дюймов (5,1 см). В некоторых вариантах осуществления длина LDC находится в пределах от приблизительно 0,5 дюйма (1,3 см) до приблизительно 2 дюймов (5,1 см). В некоторых вариантах осуществления длина LDC может быть равна или меньше приблизительно 1 дюйма (2,5 см). Средний диаметр канала 520 может быть равен или меньше приблизительно 0,05 дюйма (1,3 мм). В некоторых вариантах осуществления средний диаметр канала 520 находится в пределах от приблизительно 0,002 дюйма (0,05 мм) до приблизительно 0,05 дюйма (1,3 мм). Длина LDC, диаметр канала 520 и другие расчетные параметры могут быть выбраны для обеспечения заданного смешивания смеси текучих сред, проходящей по каналу. В некоторых вариантах осуществления отношение длины LDC к среднему диаметру канала 520 равно или меньше приблизительно 25, 20 или 15 или находится в интервале, охватывающем данные соотношения. В некоторых вариантах осуществления отношение длины LDC к среднему диаметру канала 520 находится в пределах от приблизительно 15 до приблизительно 25.
Сравнительно малое расстояние между выпускным элементом 274 и сопловым дросселирующим элементом 318 может способствовать уменьшению размера сопловой системы 130. В некоторых вариантах осуществления расстояние от выпускного элемента 274 до соплового дросселирующего элемента 318 находится в пределах от приблизительно 0,5 дюйма (1,3 см) до приблизительно 3 дюймов (7,6 см). Подобные варианты осуществления обеспечивают возможность улучшенного смешивания абразивов в случае их наличия и подаваемой текучей среды F высокого давления. В некоторых вариантах осуществления расстояние от выпускного элемента 274 до соплового дросселирующего элемента 318 находится в пределах от приблизительно 0,25 дюйма (0,64 см) до приблизительно 2 дюймов (5,1 см). В подобных вариантах осуществления размер DC сопловой системы 130 (см. фиг.1) может составлять менее приблизительно 4 дюймов (101,6 мм), 5 дюймов (127 мм) или 6 дюймов (152,4 мм), в результате чего обеспечивается возможность прохода сопловой системы 130 через сравнительно небольшие пространства.
Если снова обратиться к фиг.3А, можно видеть, что линия 170 подачи материала сообщается по текучей среде с элементом 200 для впуска материала, предусмотренным в узле 230 подачи материала. В элементе 200 для впуска материала образован канал 540 для прохода потока материала через него. Установочная часть 546 элемента 200 для впуска материала временно или постоянно присоединена к основному корпусу 260 сопла. Соединительная часть 550 элемента 200 для впуска материала временно или постоянно присоединена к линии 170 подачи материала. Проточный элемент 558 для подачи материала, образующий канал 560 для прохода материала, простирается между элементом 200 для впуска материала и смесительным узлом 240. Проиллюстрированный проточный элемент 558 для подачи материала по существу параллелен проточному элементу 217 для потока текучей среды, хотя это необязательно. В некоторых вариантах осуществления проточный элемент 558 для подачи материала может быть расположен в плоскости, отличающейся от плоскости расположения проточного канала 217 для потока текучей среды.
Узел 230 подачи материала дополнительно включает в себя элемент 570 для выпуска материала, расположенный до подающего проточного элемента 250 и за дросселирующей опорой 390 относительно потока текучей среды, проходящего из соплового дросселирующего элемента 318. Материал 484 из элемента 570 для выпуска материала может соединяться с потоком текучей среды, выходящим из дросселирующей опоры 390, для образования абразивной текучей среды, поступающей в подающий проточный элемент 250.
Фиг.8 и 9 показывают горизонтально ориентированные сопловые системы, которые могут быть по существу аналогичными сопловой системе 130 по фиг.1. Сопловая система 580 по фиг.8 обрабатывает фаску 582 обрабатываемой детали 586. Подающий проточный элемент 590 сопловой системы 580 обеспечивает подачу струи 588 текучей среды под острым углом β (проиллюстрированным в виде угла, составляющего приблизительно 45 градусов) относительно продольной оси 592 сопловой системы 580. Другие углы также возможны. Например, фиг.9 показывает сопловую систему 632, включающую в себя подающий проточный элемент 620, обеспечивающий подачу струи 622 текучей среды под тупым углом β (проиллюстрированным в виде угла, составляющего приблизительно 100 градусов) относительно продольной оси 630 сопловой системы 632. Угол β может быть выбран в зависимости от показателей обработки, связанных с технологическим процессом, подлежащим выполнению. Другие углы (например, углы, образованные перпендикуляром ко второй нелинейной секции 614) также возможны.
Сопловая система 580 по фиг.8 дополнительно включает в себя проточный элемент 598 для подачи текучей среды, имеющий элемент 596 для изменения направления потока, который имеет до некоторой степени V-образную форму (если смотреть сбоку). Проиллюстрированный элемент 596 для изменения направления потока включает в себя первую нелинейную секцию 612 и вторую нелинейную секцию 614, соединенную с первой угловой секцией 612. Проиллюстрированные нелинейные секции 612, 614 представляют собой угловые секции, и, поскольку каждая из угловых секций 612, 614 образует тупой угол, текучая среда может проходить через элемент 596 для изменения направления потока, не вызывая значительного повреждения внутренних поверхностей элемента 596 для изменения направления потока.
Сопловая система 580 может образовывать струю 588 текучей среды со сравнительно высокой скоростью потока, даже если струя 588 текучей среды находится под сравнительно малым острым углом β для обработки наклонных поверхностей, таких как фаска 582 по фиг.8. Сопловая система 580 может обеспечить доступ к местам с зазорами сравнительно малой величины для обработки наклонных поверхностей. Число и конфигурация нелинейных секций элемента 596 для изменения направления потока могут быть выбраны в зависимости от рабочих параметров, таких как заданная скорость потока, габариты сопловой системы 580 и ориентация и положение струи 588 текучей среды, а также других параметров, которые могут повлиять на скорость и качество обработки.
Фиг.10 показывает сопловую систему 648, включающую в себя вспомогательный канал 650, предназначенный для подачи текучей среды А (обозначенной стрелками 658) в смесительное устройство 654. Поток текучей среды А, такой как воздух, может быть использован для регулирования одной или нескольких характеристик потока для струи 670 текучей среды. Проиллюстрированный вспомогательный канал 650 простирается между выпускным элементом 681, расположенным вдоль смесительной камеры 684, и впускным элементом 683, расположенным вдоль самой дальней от центра (наружной) поверхности 690 основного корпуса 692 сопла. Воздух, проходящий по вспомогательному каналу 650, может способствовать предотвращению соударения материала с выходной секцией дросселирующей опоры 699 и, следовательно, может обеспечить уменьшение износа дросселирующей опоры 699. Воздушная подушка может быть образована в смесительной камере 684. Например, струя, образуемая воздушным потоком, может образовать воздушную подушку, простирающуюся между выпускным элементом 681 и подающим проточным элементом 700 для уменьшения или ограничения повреждения (например, износа или эрозии) смесительной камеры 684, особенно поверхности, расположенной напротив элемента 702 для впуска материала. Струя, образуемая воздушным потоком А, может обеспечить направление материала, текучей среды F или другого вещества, находящегося в смесительной камере 684, в подающий проточный элемент 700 и по подающему проточному элементу 700. Даже если материал (или другое вещество) будет сталкиваться с поверхностями смесительной камеры 684, струя, образуемая воздушным потоком А, может служить в качестве воздушной подушки, которая уменьшает скорость соударения материала для уменьшения или ограничения повреждения поверхностей смесительной камеры 684. Следовательно, материал, текучая среда F и воздух А могут смешиваться вместе в смесительной камере 684 при одновременном сохранении повреждений сопловой системы 648 на приемлемом уровне или уровне ниже приемлемого.
Фиг.11-13 иллюстрируют смесительные устройства, которые могут быть по существу аналогичны друг другу, и, соответственно, нижеприведенное описание одного из смесительных устройств применимо равным образом к остальным смесительным устройствам, если не указано иное. Фиг.11 показывает смесительное устройство 710, включающее в себя дросселирующую опору 714, расположенную между основным корпусом 716 сопла и коллектором 718, имеющим впускной элемент 722 коллектора, предназначенный для приема материала из проточного элемента 726 для подачи материала. Уплотняющая поверхность 759 образует герметичное уплотнение между дросселирующей опорой 714 и основным корпусом 716 сопла. Подающий проточный элемент 730 соединен с основным корпусом 716 сопла посредством соединителя 734.
Дросселирующая опора 714 включает в себя сужающуюся установочную часть 760 (проиллюстрированную в виде поверхности, приблизительно представляющей собой поверхность усеченного конуса), предназначенную для контактирования с основным корпусом 716 сопла, направляющую трубку 744 и увеличенный корпус 746, расположенный по существу между установочной частью 760 и направляющей трубкой 744. Поскольку коллектор 718 обеспечивает удерживание дросселирующей опоры 714 в аксиальном направлении, осевая длина дросселирующей опоры 714 по фиг.11 может быть меньше осевой длины дросселирующей опоры 390 по фиг.3А и 3В. Дросселирующая опора 714 по фиг.11 может иметь меньшую осевую длину, поскольку на ней не нужно «размещать» наружную резьбу или другие соединительные элементы.
Проиллюстрированная установочная часть 760 дросселирующей опоры 714 и сопряженная поверхность 750 основного корпуса 716 сопла по существу имеют обе форму усеченного конуса для облегчения самоцентрирования дросселирующей опоры 714. Кроме того, при поджиме дросселирующей опоры 714 к поверхности 759 может быть образовано уплотнение 760. Различные типы материалов могут быть использованы для образования установочной части 760 и поверхности 759 дросселирующей опоры 714. Один или несколько металлов могут быть использованы для образования, по меньшей мере, части установочной части 760 и поверхности 759 для образования заданного уплотнения 760.
Поскольку коллектор 718 поджимает дросселирующую опору 714 к основному корпусу 716 сопла, коллектор 718 может испытывать воздействие значительных сжимающих сил. Дросселирующая опора 714, или коллектор 718, или оба этих элемента могут испытывать воздействие значительных сжимающих нагрузок без заметных повреждений, обусловленных, например, растрескиванием (например, микротрещинами), выпучиванием, пластической деформацией или другими видами повреждений. К материалам, пригодным для образования, полностью или частично, дросселирующей опоры 714 и/или коллектора 718 относятся, без ограничения, металлы (например, сталь, алюминий и тому подобное), керамические материалы и другие материалы, выбранные в зависимости от вязкости разрушения, характеристик износостойкости, предела текучести и тому подобного. Например, дросселирующая опора 714 изготовлена из стали, и коллектор 718 изготовлен из керамического материала.
Соединитель 734 может обеспечить надежное присоединение подающего проточного элемента 730 к основному корпусу 716 сопла. Соединитель 734 может иметь соединительные элементы (например, наружную резьбу), которые сопрягаются с комплементарными соединительными элементами (например, внутренней резьбой) основного корпуса 716 сопла. Соединитель 734 может быть рациональным образом перемещен в аксиальном направлении через основной корпус 716 сопла до тех пор, пока он не будет поджат к коллектору 718, который, в свою очередь, поджимается к дросселирующей опоре 714.
Посадка с натягом, прессовая посадка, горячая посадка или посадка другого типа может быть использована для ограничения или по существу устранения нежелательного перемещения подающего проточного элемента 730 относительно соединителя 734. Другие средства соединения также могут быть использованы. Например, могут быть использованы один или несколько клеящих веществ, сварных швов, крепежных элементов (например, установочных винтов) или комплект взаимодополняющих витков резьбы. В некоторых вариантах осуществления клей может быть нанесен между наружной поверхностью подающего проточного элемента 730 и внутренней поверхностью соединителя 734.
Вентилирование дросселирующих опор может быть использовано для регулирования связности струи, а также других характеристик потока. Например, вентилирование может обеспечить создание зоны более высокого давления на входном конце дросселирующего проточного канала 744 по сравнению с давлением в зоне смесительной камере, и, соответственно, материал, проходящий по дросселирующему проточному каналу 744, не будет проходить против потока. Фиг.12 показывает вспомогательный канал 818, проходящий через дросселирующую опору 820 и основной корпус 826 сопла. Вспомогательный канал 818 включает в себя внутренний вспомогательный канал 822 и наружный вспомогательный канал 832. Внутренний вспомогательный канал 822 проходит между зазором, образованным между дросселирующей опорой 820 и основном корпусом 826 сопла, и каналом 845. Наружный вспомогательный канал 832 проходит между данным зазором и наружной поверхностью 832 основного корпуса 826 сопла.
В некоторых вариантах осуществления, включая проиллюстрированный вариант осуществления по фиг.12, вспомогательная подающая линия 840 сообщается с наружным вспомогательным каналом 832 и источником 844 вспомогательной текучей среды. В некоторых вариантах осуществления источник 844 вспомогательной текучей среды обеспечивает повышение давления вещества (например, текучей среды, материала и тому подобного), которое подается с выбранной скоростью потока в дросселирующую опору 820 по вспомогательному каналу 818 для регулирования одной или нескольких характеристик потока, таких как распыление струи текучей среды, связность струи текучей среды и других характеристик потока, которые влияют на рабочие характеристики струи текучей среды, а также на отношение составляющих струи текучей среды. Источник 844 вспомогательной текучей среды может включать в себя насос (например, насос низкого давления) или другие типы устройств для повышения давления.
В альтернативном варианте наружный вспомогательный канал 832 может подвергаться воздействию окружающей среды. Воздух, всасываемый из окружающей среды по вспомогательному каналу 818, может смешиваться со струей текучей среды, проходящей по каналу 845 дросселирующей опоры 820.
Фиг.13 показывает дросселирующую опору 856, имеющую выходной конец 866, расположенный с возможностью взаимодействия с потоком материала. Дросселирующая опора 856 включает в себя направляющую трубку 858, простирающуюся за, по меньшей мере, частью предназначенного для впуска материала элемента 860 коллектора относительно направления потока основной текучей среды (обозначенного стрелкой 862). Проиллюстрированный выходной конец 866 трубки 858 расположен за элементом 860 коллектора, предназначенным для впуска материала, относительно направления потока основной текучей среды. Абразивный материал, проходящий через элемент 860 коллектора, предназначенный для впуска материала, может сталкиваться с трубкой 858 и проходить вокруг трубки 858 и затем смешиваться с основной текучей средой, выходящей из трубки 858.
Фиг.14 иллюстрирует сопловую систему 900, выполненную без смесительной камеры для дополнительного уменьшения размера сопловой системы 900. Сопловая система 900 включает в себя смесительное устройство 902 с одним или несколькими съемными компонентами. Компоненты смесительного устройства 902 могут быть удалены для выполнения технического обслуживания (например, или на компоненте, или на самой сопловой системе), замены компонента и/или выполнения осмотров.
Смесительное устройство 902 по фиг.14 включает в себя съемный дросселирующий узел 906 в приемном пазе 910 основного корпуса 912 сопла (см. фиг.15) и узкий подающий проточный элемент 916. При необходимости или желании весь дросселирующий узел 906 может быть рациональным образом извлечен из сопловой системы 900 для разборки, как показано на фиг.16.
Как показано на фиг.14 и 16, дросселирующий узел 906 включает в себя торцевое уплотнение 970, сопловой дросселирующий элемент 972 и дросселирующую опору 974, имеющую приемную секцию 978. Приемная секция 978 окружает и удерживает как торцевое уплотнение 970, так и сопловой дросселирующий элемент 972. Фиг.14 показывает сопловой дросселирующий элемент 972, расположенный между торцевым уплотнением 970 и задней стенкой 980 дросселирующей опоры 974. Цилиндрическая боковая стенка 984 приемной секции 978 может плотно охватывать как сопловой дросселирующий элемент 972, так и торцевое уплотнение 970 и поддерживать надлежащее выравнивание как соплового дросселирующего элемента 972, так и торцевого уплотнения 970.
В отношении фиг.16 можно отметить, что передняя торцевая поверхность 990 дросселирующей опоры 974 и передняя поверхность 992 торцевого уплотнения 970 могут быть расположены по существу на одном уровне, так что дросселирующий узел 906 может быть вдвинут в приемный паз 910 и выдвинут из приемного паза 910 без заметного натяга между торцевым уплотнением 970 и основным корпусом 912 сопла. В проиллюстрированном варианте осуществления передняя торцевая поверхность 990 и задняя торцевая поверхность 996 дросселирующей опоры 974 могут плавно смещаться относительно соответствующей передней поверхности 999 и задней поверхности 1000 приемного паза 910.
Торцевое уплотнение 970 по фиг.16 включает в себя основной корпус 1002 и уплотняющий элемент 1004, расположенный в канавке 1006 (фиг.14), простирающейся в направлении вдоль окружности вокруг основного корпуса 1002. В основном корпусе 1002 образовано центральное отверстие 1010, и основной корпус 1002 имеет наружную поверхность 1012 (фиг.16), выполненную с размерами, обеспечивающими возможность плотной вставки основного корпуса 1002 в приемную секцию 978 дросселирующей опоры 974.
Уплотняющий элемент 1004 по фиг.16 может представлять собой уплотнительное кольцо, кольцевой сжимаемый элемент или компонент другого типа, способный образовывать герметичную зону сопряжения между торцевым уплотнением 970 и дросселирующей опорой 974. Проиллюстрированные канавка 1006 и уплотняющий элемент 1004 расположены по существу посередине вдоль аксиальной длины уплотняющего элемента 1004. Канавка 1006 и уплотняющий элемент 1004 также могут быть расположены в других местах, и могут быть использованы другие типы уплотнительных конструкций.
Удерживающие средства различных типов могут быть использованы для удерживания смесительных устройств в заданных положениях в основном корпусе сопла. Фиг.14 и 15 показывают удерживающий элемент 1030, окружающий часть дросселирующего узла 906. Удерживающий элемент 1030 жестко присоединен к внутренней поверхности 1034 паза 910 и может плотно удерживать дросселирующий узел 906 для поддержания надлежащего выравнивания каналов 1010, 1040, 950. В качестве дополнения или альтернативно, один или несколько удерживающих фиксаторов, зажимов, штифтов, крепежных элементов или скоб могут быть использованы для удерживания одного или нескольких компонентов сопловой системы 900, если это необходимо или желательно.
Наружный удерживающий узел 920, предназначенный для удерживания подающего проточного элемента 916, присоединен к основному корпусу 912 сопла. Наружный удерживающий узел 920 включает в себя защитную пластину 921, которая может быть поджата к части основного корпуса 912 сопла и может закрывать часть основного корпуса 912 сопла. Защитная пластина 921 может представлять собой по существу плоский лист, выполненный из упрочненного материала, пригодного для защиты основного корпуса 912 сопла, даже если защитная пластина 921 будет сталкиваться с обрабатываемой деталью. Подающий проточный элемент 916 по фиг.14 выполнен с конфигурацией, обеспечивающей возможность соединения потока основной текучей среды и потока вспомогательного материала. Подающий проточный элемент 916 включает в себя вспомогательный канал 944, расположенный вдоль канала 950. Проточный элемент 940 для потока материала имеет внутреннюю поверхность, образованную из упрочненного материала. Проиллюстрированный проточный элемент 940 для потока материала представляет собой трубчатый элемент, способный противодействовать абразивному износу и расположенный в основном корпусе 912 сопла. Поток материала, проходящий по вспомогательному каналу 944, и поток основной текучей среды, выходящий из дросселирующего узла 906, могут быть соединены в смесительной секции 1060 канала 950.
Как показано на фиг.16, продольная длина LDC подающего проточного элемента 916 может быть сравнительно большой вследствие малой длины дросселирующего узла 906. Поскольку подающий проточный элемент 250 образует смесительную камеру, продольная длина LDC подающего проточного элемента 916 может быть увеличена для обеспечения заданной степени смешивания. Длина LOA дросселирующего узла 906 может быть сравнительно малой, поскольку он не имеет наружной резьбы. В некоторых вариантах осуществления длина LOA дросселирующего узла 906 находится в пределах от приблизительно 0,1 дюйма (2,5 мм) до приблизительно 0,5 дюйма (12,7 мм). В некоторых вариантах осуществления длина LOA дросселирующего узла 906 составляет приблизительно 0,2 дюйма (5,1 мм). В некоторых вариантах осуществления продольная длина LDC подающего проточного элемента 916 находится в пределах от приблизительно 0,5 дюйма (12,7 мм) до приблизительно 3 дюймов (76,2 мм). Подобные подающие проточные элементы 916 хорошо подходят для приема широкого ассортимента материалов и образования сильно фокусированных связных струй абразивной воды. В некоторых вариантах осуществления продольная длина LDC находится в пределах от приблизительно 1 дюйма (25,4 мм) до приблизительно 3 дюймов (76,2 мм). В случае повреждения подающего проточного элемента 916 могут быть выполнены действия с удерживающим узлом 920 для освобождения и извлечения поврежденного подающего проточного элемента 916.
Фиг.17 показывает сопловой узел 1100, который может быть по существу аналогичным сопловому узлу 900 по фиг.16. В целом сопловой узел 1100 включает в себя дросселирующий узел 1104, расположенный между торцевым уплотнением 1108 и подающим проточным элементом 1110. Дросселирующий узел 1104 включает в себя тонкую дискообразную дросселирующую опору 1112 для дополнительного уменьшения размера соплового узла 1100. Сопловой дросселирующий элемент 1111 расположен в центрально расположенном углублении 1113 дросселирующей опоры 1112. Сопловой узел 1100 дополнительно включает в себя основной корпус 1114 сопла, в котором торцевое уплотнение 1108 расположено у выходного конца 1118 проточного элемента 1120 для подачи текучей среды. Торцевое уплотнение 1108 и выходной конец 1118 проточного элемента 1120 для подачи текучей среды взаимодействуют для образования углового элемента 1122 для изменения направления потока.
Торцевое уплотнение 1108 выполнено с размерами, обеспечивающими возможность его вставки в приемное отверстие 1124 основного корпуса 1114, и имеет проточный канал 1128 с изменяющейся в аксиальном направлении площадью поперечного сечения для ускорения потока текучей среды. В проиллюстрированном варианте осуществления по фиг.17 канал 1128 торцевого уплотнения 1108 сужается по направлению внутрь от входного отверстия 1130 до выходного отверстия 1132. Торцевое уплотнение 1108 может быть выполнено, полностью или частично, из металла, полимеров, пластика, резины и других материалов, пригодных для контактирования с дросселирующей опорой 1112, и через указанные элементы проходит основная текучая среда.
Фиг.18 иллюстрирует сопловую систему 1200 с модульным узлом 1202 подачи текучей среды и модульным узлом 1204 подачи материала. Узел 1202 подачи текучей среды включает в себя проточный элемент 1230 для потока текучей среды, который может быть присоединен к основному корпусу 1214 сопловой системы 1200 с возможностью отделения. Аналогичным образом, модульный узел 1204 подачи материала может включать в себя проточный элемент 1234 для потока материала, который может быть присоединен к основному корпусу 1214 с возможностью отделения. В альтернативных вариантах осуществления проточный элемент 1230 для потока текучей среды и проточный элемент 1234 для потока материала могут быть постоянно присоединены к основному корпусу 1214 сопловой системы 1200.
Как отмечено выше, системы подачи текучих сред и сопловые системы, рассмотренные здесь, могут быть использованы в многочисленных применениях. Кроме того, все из вышеуказанных патентов США, публикаций заявок на патенты США, заявок на патенты США, иностранных патентов, заявок на иностранные патенты и непатентных публикаций, упомянутых в данном описании и/или перечисленных в патентах США No.No. 6000308 и 5512318, полностью включены в данное описание путем ссылки.
Из вышеизложенного будет понятно, что несмотря на то, что конкретные варианты осуществления изобретения были описаны здесь для иллюстрации, различные модификации могут быть выполнены без отхода от сущности и объема изобретения. Соответственно, изобретение ограничено только приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФАЗНОЕ КОНТАКТНОЕ И РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ГИДРООБРАБОТКИ | 2011 |
|
RU2559473C2 |
| УСТРОЙСТВО ДЛЯ МНОГОФАЗНОГО КОНТАКТА И РАСПРЕДЕЛЕНИЯ ДЛЯ ГИДРОПРОЦЕССИНГА | 2011 |
|
RU2559483C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОХОДКИ ОБЪЕКТА | 2004 |
|
RU2348787C2 |
| СОПЛОВЫЙ РЕАКТОР И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2005 |
|
RU2371246C2 |
| УСТРОЙСТВО ДЛЯ ТОРКРЕТИРОВАНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА И СОПЛО ДЛЯ ТОРКРЕТИРОВАНИЯ | 2004 |
|
RU2363543C2 |
| МОБИЛЬНАЯ ВОДОСТРУЙНАЯ СИСТЕМА РЕМОНТА РЕЛЬСА | 2019 |
|
RU2820431C2 |
| КОНСТРУКЦИЯ СО СМЕСИТЕЛЬНЫМИ ОТВЕРСТИЯМИ И СПОСОБ УЛУЧШЕНИЯ ОДНОРОДНОСТИ ТОПЛИВОВОЗДУШНОЙ СМЕСИ В КАМЕРЕ СГОРАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2449219C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЖНЫХ ПОКРОВОВ ИСТИРАНИЕМ | 1998 |
|
RU2211676C2 |
| СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО И ОБРАБОТАННОГО ПАРОМ МОЛОКА ИЗ МОЛОЧНОГО КОНЦЕНТРАТА | 2005 |
|
RU2380021C2 |
| СОПЛО, ГЕНЕРИРУЮЩЕЕ НАНОПУЗЫРЬКИ, И ГЕНЕРАТОР НАНОПУЗЫРЬКОВ | 2016 |
|
RU2729259C1 |
Изобретение относится к устройствам для струйно-абразивной обработки деталей. Сопловая система содержит основной корпус сопла, элемент для впуска материала, элемент для впуска текучей среды, сопловой дросселирующий элемент для приема текучей среды из элемента для впуска текучей среды, выпускной элемент, проточный элемент для потока текучей среды и проточный элемент для потока материала. Проточный элемент для потока текучей среды расположен между элементом для впуска текучей среды и выпускным элементом. Проточный элемент для потока текучей среды имеет входную секцию и выходную секцию. Сопловой дросселирующий элемент расположен между входной и выходной секциями проточного элемента. Входная секция проточного элемента содержит элемент для изменения направления потока. Выходная секция проточного элемента содержит подающий проточный элемент, через который проходит струя текучей среды, образованная сопловым дросселирующим элементом. Подающий проточный элемент содержит выпускной элемент, через который струя текучей среды выходит из сопловой системы. Проточный элемент для потока материала расположен между элементом для впуска материала и выходной секцией проточного элемента для потока текучей среды. Расстояние между осевой линией соплового дросселирующего элемента и наружным краем конца сопловой системы равно или меньше приблизительно 12,7 мм. В результате обеспечивается возможность обработки деталей, находящихся в удаленных местах и ограниченных пространствах. 4 н. и 28 з.п. ф-лы, 18 ил.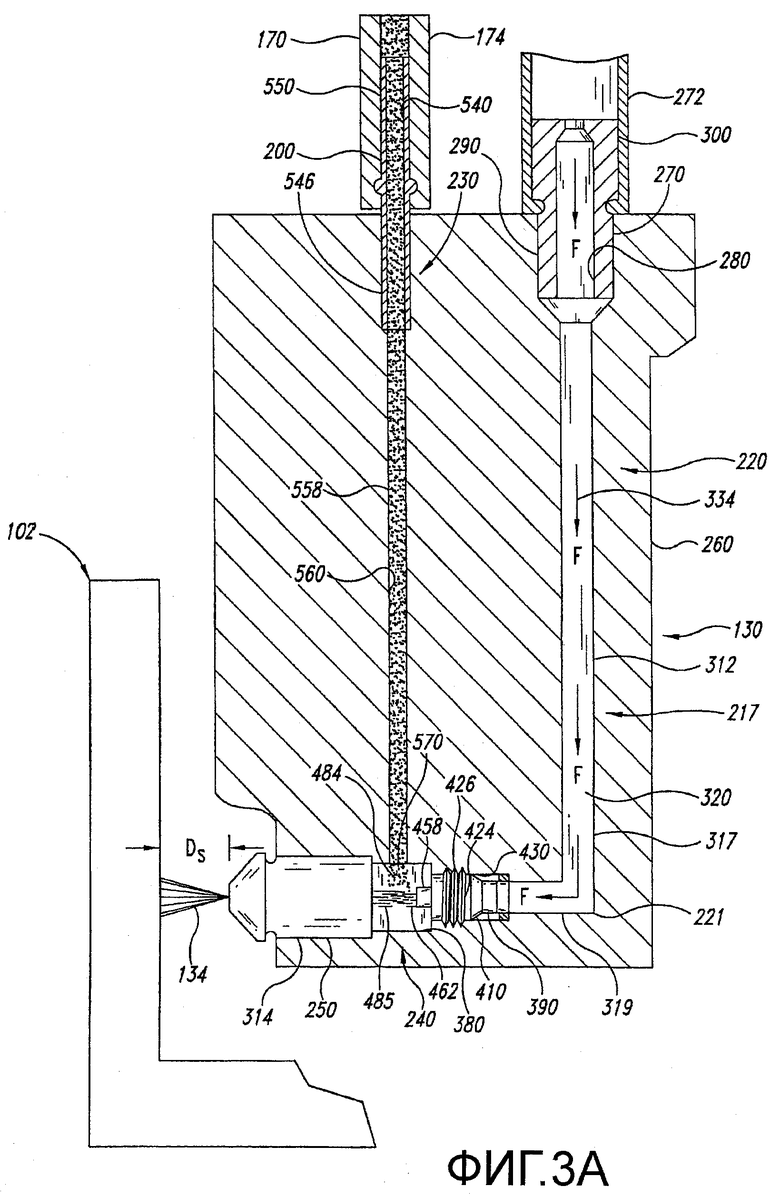
1. Сопловая система, предназначенная для образования струи абразивной текучей среды высокого давления, содержащая:
основной корпус сопла;
элемент для впуска материала, предназначенный для приема абразивного материала из системы подачи материала;
элемент для впуска текучей среды, предназначенный для приема текучей среды из системы подачи текучей среды;
сопловой дросселирующий элемент, предназначенный для приема текучей среды из элемента для впуска текучей среды, при этом сопловой дросселирующий элемент выполнен с конфигурацией, обеспечивающей возможность образования струи текучей среды посредством использования текучей среды, проходящей через элемент для впуска текучей среды;
выпускной элемент, через который струя текучей среды выходит из сопловой системы;
проточный элемент для потока текучей среды, простирающийся между элементом для впуска текучей среды и выпускным элементом, при этом проточный элемент для потока текучей среды имеет входную секцию и выходную секцию, при этом сопловой дросселирующий элемент расположен между входной и выходной секциями так, что текучая среда во входной секции проходит через сопловой дросселирующий элемент для образования струи текучей среды в выходной секции, причем входная секция содержит элемент для изменения направления потока, выполненный с конфигурацией и размерами, обеспечивающими возможность приема потока текучей среды, проходящего в первом направлении, и выпуска потока текучей среды во втором направлении по направлению к сопловому дросселирующему элементу, при этом первое направление существенно отличается от второго направления, причем выходная секция содержит подающий проточный элемент, через который проходит струя текучей среды, образованная сопловым дросселирующим элементом, при этом подающий проточный элемент содержит выпускной элемент, через который струя текучей среды выходит из сопловой системы; и
проточный элемент для потока материала, простирающийся между элементом для впуска материала и выходной секцией проточного элемента для потока текучей среды так, что абразивный материал, проходящий через проточный элемент для материала, смешивается со струей текучей среды, образованной сопловым дросселирующим элементом, при этом проточный элемент для текучей среды и проточный элемент для абразивного материала проходят через основной корпус сопла, причем сопловой дросселирующий элемент съемно установлен в основном корпусе сопла, причем в сопловом дросселирующем элементе задана осевая линия, и расстояние между осевой линией соплового дросселирующего элемента и наружным краем конца сопловой системы равно или меньше приблизительно 0,5 дюйма (12,7 мм).
2. Сопловая система по п.1, в которой элемент для изменения направления потока представляет собой угловой патрубок.
3. Сопловая система по п.1, в которой элемент для изменения направления потока образует угол между первым направлением и вторым направлением, и угол находится в пределах от приблизительно 10° до приблизительно 170°.
4. Сопловая система по п.1, в которой элемент для изменения направления потока образует угол между первым направлением и вторым направлением, и угол составляет приблизительно 90°.
5. Сопловая система по п.1, в которой расстояние между сопловым дросселирующим элементом и выпускным элементом подающего проточного элемента составляет менее приблизительно 6 дюймов (152,4 мм).
6. Сопловая система по п.5, в которой расстояние между сопловым дросселирующим элементом и выпускным элементом подающего проточного элемента составляет менее приблизительно 2 дюймов (50,8 мм).
7. Сопловая система по п.1, в которой система подачи материала выполнена с конфигурацией, обеспечивающей возможность выпуска достаточного количества абразивного материала, способного смешиваться со струей текучей среды для образования струи абразивной текучей среды для резания металла.
8. Сопловая система, предназначенная для подачи струи абразивной текучей среды высокого давления, содержащая:
основной корпус сопла;
выпускной элемент, предназначенный для выпуска струи абразивной текучей среды из сопловой системы;
сопловой дросселирующий элемент, расположенный до выпускного элемента по ходу потока и выполненный с конфигурацией, обеспечивающей возможность образования струи текучей среды;
проточный элемент для потока текучей среды, имеющий входную секцию, расположенную до соплового дросселирующего элемента по ходу потока, и выходную секцию, расположенную за сопловым дросселирующим элементом по ходу потока, при этом входная секция содержит угловой патрубок, предназначенный для приема потока текучей среды, проходящего в первом направлении, и выпуска потока текучей среды, проходящего во втором направлении, по направлению к сопловому дросселирующему элементу, причем первое направление отличается от второго направления; и
проточный элемент для потока материала, соединенный с выходной секцией проточного элемента для потока текучей среды, и при этом проточный элемент для потока материала выполнен с конфигурацией, обеспечивающей возможность подачи абразивного материала, который смешивается со струей текучей среды, образованной сопловым дросселирующим элементом, для образования струи абразивной текучей среды, подаваемой наружу из выпускного элемента, при этом проточный элемент для текучей среды и проточный элемент для абразивного материала проходят через основной корпус сопла, причем сопловой дросселирующий элемент съемно установлен в основном корпусе сопла, причем в сопловом дросселирующем элементе задана осевая линия, и расстояние между осевой линией соплового дросселирующего элемента и наружным краем конца сопловой системы равно или меньше приблизительно 0,5 дюйма (12,7 мм).
9. Сопловая система по п.8, в которой угловой патрубок образует угол между первым направлением и вторым направлением, находящийся в пределах от приблизительно 10° до приблизительно 170°.
10. Сопловая система по п.8, в которой выходная секция включает в себя подающий проточный элемент, расположенный за сопловым дросселирующим элементом по ходу потока, при этом подающий проточный элемент содержит канал, по которому проходит струя текучей среды, и вспомогательный канал, простирающийся от данного канала до абразивного материала.
11. Сопловая система по п.8, которая дополнительно содержит:
смесительную трубу, в которой образован выпускной элемент и которая содержит канал, проходящий через нее, при этом отношение аксиальной длины смесительной трубы к среднему диаметру канала равно или меньше приблизительно 100.
12. Сопловая система по п.8, которая дополнительно содержит:
дросселирующую опору, расположенную между сопловым дросселирующим элементом и выпускным элементом, при этом дросселирующая опора имеет канал, простирающийся через нее, причем канал образует по меньшей мере часть выходной секции проточного элемента для потока текучей среды, и по меньшей мере часть соплового дросселирующего элемента, в котором образован канал, содержит упрочненный материал.
13. Сопловая система по п.12, в которой упрочненный материал представляет собой карбид вольфрама.
14. Сопловая система по п.8, которая дополнительно содержит:
дросселирующую опору, расположенную между сопловым дросселирующим элементом и выпускным элементом, при этом дросселирующая опора содержит канал, по которому проходит струя текучей среды, основной корпус, предназначенный для взаимодействия с сопловым дросселирующим элементом, и направляющую трубку, соединенную с основным корпусом, при этом направляющая трубка образует по меньшей мере часть канала и содержит упрочненный материал.
15. Сопловая система по п.8, которая дополнительно содержит:
дросселирующую опору, выполненную с конфигурацией, обеспечивающей возможность удерживания соплового дросселирующего элемента, при этом дросселирующая опора содержит направляющую трубку, простирающуюся за по меньшей мере частью выходного конца проточного элемента для потока материала относительно направления перемещения струи текучей среды.
16. Сопловая система по п.15, в которой направляющая трубка содержит упрочненный материал.
17. Сопловая система по п.8, которая дополнительно содержит:
дросселирующую опору, расположенную между сопловым дросселирующим элементом и выпускным элементом, при этом дросселирующая опора имеет канал, по которому проходит струя текучей среды, и вспомогательный канал, по которому проходит вспомогательная текучая среда так, что вспомогательная текучая среда и струя текучей среды смешиваются в канале дросселирующей опоры.
18. Сопловая система по п.8, в которой основной корпус сопла содержит смесительную камеру, которая образует по меньшей мере часть выходной секции проточного элемента для потока текучей среды и в которой абразивный материал, проходящий через проточный элемент для потока материала, соединяется со струей текучей среды;
вспомогательный канал, который соединен со смесительной камерой и по которому проходит текучая среда.
19. Сопловая система по п.8, в которой выпускной элемент и сопловой дросселирующий элемент находятся на расстоянии друг от друга, которое равно или меньше приблизительно 2 дюймов (50,8 мм).
20. Сопловая система, предназначенная для образования струи текучей среды с абразивным материалом, находящейся под высоким давлением, содержащая:
основной корпус сопла;
проточный элемент для подачи текучей среды, содержащий первую секцию, вторую секцию и элемент для изменения направления потока, расположенный между первой и второй секциями, и при этом элемент для изменения направления потока выполнен с конфигурацией, обеспечивающей возможность приема потока текучей среды, проходящего в первом направлении через первую секцию, и направления потока текучей среды во втором направлении, наклонном относительно первого направления;
сопловой дросселирующий элемент, расположенный за элементом, предназначенным для изменения направления потока, по ходу потока и выполненный с конфигурацией, обеспечивающей возможность образования струи текучей среды;
проточный элемент для подачи материала, по которому абразив подается в струю текучей среды, образованную сопловым дросселирующим элементом, для образования струи текучей среды с абразивным материалом, находящейся под высоким давлением;
выпускной элемент, через который струя текучей среды с абразивным материалом, находящаяся под высоким давлением, выходит из сопловой системы,
при этом проточный элемент для текучей среды и проточный элемент для абразивного материала проходят через основной корпус сопла, причем сопловой дросселирующий элемент съемно установлен в основном корпусе сопла, причем в сопловом дросселирующем элементе задана осевая линия, и расстояние между осевой линией соплового дросселирующего элемента и наружным краем конца сопловой системы равно или меньше приблизительно 0,5 дюйма (12,7 мм).
21. Сопловая система по п.20, в которой
между первым направлением и вторым направлением образован угол, при этом угол составляет менее приблизительно 170°.
22. Сопловая система по п.20, в которой выпускной элемент и сопловой дросселирующий элемент находятся на расстоянии друг от друга, которое равно или меньше приблизительно 2 дюймов (50,8 мм).
23. Сопловая система по п.22, в которой указанное расстояние равно или меньше приблизительно 1,5 дюйма (38,1 мм).
24. Сопловая система по п.20, которая дополнительно содержит:
смесительную трубу, расположенную за сопловым дросселирующим элементом по ходу потока, при этом смесительная труба образует выпускной элемент сопловой системы и содержит канал, при этом отношение аксиальной длины смесительной трубы к среднему диаметру канала составляет менее приблизительно 100.
25. Сопловая система по п.20, которая дополнительно содержит:
съемный дросселирующий узел, выполненный с конфигурацией, обеспечивающей возможность его вдвигания в приемный паз основного корпуса сопла и выдвигания из приемного паза, при этом дросселирующий узел содержит сопловой дросселирующий элемент, дросселирующую опору, выполненную с размерами, обеспечивающими возможность удерживания соплового дросселирующего элемента внутри основного корпуса сопла, и уплотняющий элемент, выполненный с конфигурацией, обеспечивающей возможность образования уплотнения вместе с основным корпусом сопла.
26. Сопловая система по п.25, которая дополнительно содержит: торцевое уплотнение, расположенное до соплового дросселирующего элемента по ходу потока, и при этом торцевое уплотнение имеет канал, который сужается по направлению внутрь от входного отверстия до выходного отверстия, находящегося рядом с сопловым дросселирующим элементом.
27. Сопловая система по п.26, в которой торцевое уплотнение выполнено с размерами, обеспечивающими возможность его вставки в приемное отверстие основного корпуса, и при этом приемное отверстие простирается от паза по направлению к элементу для изменения направления потока.
28. Способ образования струи, находящейся под высоким давлением текучей среды с абразивным материалом, посредством сопловой системы, включающий в себя:
прохождение потока текучей среды через входную секцию проточного элемента сопловой системы, предназначенного для прохода потока текучей среды;
проход потока текучей среды через угловую секцию проточного элемента для потока текучей среды так, что поток текучей среды, подаваемый из угловой секции, будет проходить в направлении, отличающемся от направления потока текучей среды до угловой секции;
прохождение потока текучей среды через сопловой дросселирующий элемент, при этом сопловой дросселирующий элемент расположен за угловой секцией проточного элемента для подаваемой текучей среды; и
подачу потока абразивного материала через проточный элемент для потока абразивного материала по направлению к потоку текучей среды, выходящему из соплового дросселирующего элемента, для образования струи, находящейся под высоким давлением текучей среды с абразивным материалом,
при этом проточный элемент для текучей среды и проточный элемент для абразивного материала проходят через основной корпус сопла, причем сопловой дросселирующий элемент съемно установлен в основном корпусе сопла, причем в сопловом дросселирующем элементе задана осевая линия, и расстояние между осевой линией соплового дросселирующего элемента и наружным краем конца сопловой системы равно или меньше приблизительно 0,5 дюйма (12,7 мм).
29. Способ по п.28, который дополнительно включает:
подачу достаточного количества вспомогательной текучей среды по вспомогательному каналу дросселирующей опоры, удерживающей сопловой дросселирующий элемент, и в поток текучей среды, выходящий из соплового дросселирующего элемента, для уменьшения рассеивания струи, находящейся под высоким давлением текучей среды с абразивным материалом.
30. Способ по п.29, в котором подача вспомогательной текучей среды по вспомогательному каналу включает в себя пропускание воздуха по вспомогательному каналу.
31. Способ по п.28, в котором подача вспомогательной текучей среды по вспомогательному каналу включает в себя повышение давления вспомогательной текучей среды и нагнетание вспомогательной текучей среды под давлением по вспомогательному каналу.
32. Способ по п.28, в котором угловая секция представляет собой угловой патрубок.
| DE 202005018108 U1, 12.01.2006 | |||
| ФОРСУНКА ПЕСКОСТРУЙНОГО АППАРАТА ДЛЯ БЕСПЫЛЕВОЙ СТРУЙНОЙ ОЧИСТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2107606C1 |
| US 4955164 А, 11.09.1990 | |||
| WO 03011524 А1, 13.02.2003. | |||

