ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка ссылается на предварительную заявку на патент США № 62/732,175, поданную 17 сентября 2018 г. и озаглавленную «Мобильная водоструйная система для ремонта рельса».
Содержание этой заявки полностью включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Изобретение относится, в целом, к системам и способам подачи жидкости под давлением.
Более конкретно, изобретение относится к способам и устройствам для восстановления и очистки рельсов с использованием струй жидкости под давлением.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0003] Системы подачи под давлением жидкости создают потоки жидкости под высоким давлением (например, от 20,000 до 90,000 фунтов на квадратный дюйм (PSI)) для различных применений.
Например, жидкость под высоким давлением может быть подана в жидкоструйную режущую головку, чистящий инструмент, сосуд высокого давления или изостатический пресс.
В случае жидкоструйных систем резки, жидкость нагнетается через небольшое отверстие с высокой скоростью, чтобы сконцентрировать большое количество энергии на небольшой площади.
Для резки твердых материалов, струя жидкости может быть «абразивной» или содержать абразивные частицы для повышения режущей способности.
Используемый здесь термин «струя жидкости» включает любую струю, по существу, чистой воды, струю жидкости и/или струю суспензии.
Однако обычный специалист в данной области техники легко поймет, что изобретение может применяться к другим системам, в которых используются жидкостные насосы или аналогичная технология.
[0004] Железные дороги являются важным видом транспорта во всем мире.
Однако длительное использование и большие нагрузки могут со временем привести к деформации и износу рельсов.
Поврежденные рельсы создают неровные дороги, нагрузки на колеса вагонов, соприкасающиеся с рельсами, и другие повреждения, а замена поврежденных железнодорожных путей может быть очень дорогостоящей.
Одним из известных способов ремонта железнодорожных путей является использование больших шлифовальных машин для обработки путей, но этот способ является шумным, неприятным и дорогостоящим, особенно когда он применяется к поврежденным участкам.
Звук и возникающие искры являются настолько неприятными, что эти поезда часто называют «адскими поездами».
Кроме того, этот способ шлифования является неэффективным на поворотах или на стыках.
Поэтому необходим усовершенствованный способ обработки (например, ремонта, изменения формы и восстановления) существующих железнодорожных путей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Настоящее изобретение включает новую мобильную жидкоструйную систему, использующую один или несколько потоков жидкости под давлением для обработки поврежденных, изношенных или грязных железнодорожных рельсов.
Система может включать в себя мобильную платформу (например, грузовой автомобиль, поезд, железнодорожный вагон или автомобили, или другие железнодорожные системы), которая может функционировать с водоструйной системой, способной работать в движении (например, когда она движется вдоль по тем самым путям, которые она обрабатывает) при обработке рельсов одной или несколькими струями жидкости под давлением.
Система может включать в себя робота или другую систему движения, которая может быть размещена над обслуживаемым рельсом или рядом с ним, но не обязательно должна быть прикреплена к обслуживаемому рельсу.
В некоторых вариантах осуществления, изобретение может включать в себя мобильный блок, установленный на грузовом автомобиле (см., например, фиг.1A), который может иметь один комплект шин для движения по дороге и другой комплект развертываемых железнодорожных колес, чтобы транспортное средство могло двигаться вдоль и/или по железнодорожному пути.
[0006] Согласно одному аспекту, изобретение представляет собой перемещаемую, жидкоструйную систему сверхвысокого давления.
Жидкоструйная система включает в себя перемещаемую раму, выполненную с возможностью поддержания механического контакта с рельсом.
Жидкоструйная система также включает в себя жидкоструйную обрабатывающую головку, прикрепленную к раме и выполненную с возможностью поддержания расстояния от рельса и/или обеспечения струи жидкости, которая контактирует с рельсом.
Жидкоструйная система также включает жидкостный насос сверхвысокого давления в сообщении по текучей среде с жидкоструйной обрабатывающей головкой.
Жидкостный насос сверхвысокого давления выполнен с возможностью подачи жидкости под давлением к жидкоструйной обрабатывающей головке.
[0007] В некоторых вариантах осуществления, рама прикреплена к одному или нескольким колесам для контакта с рельсом.
В некоторых вариантах осуществления, система выполнена с возможностью перемещения вдоль рельса посредством одного или нескольких колес во время операции обработки рельса.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления расположен на раме.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления расположен на блоке, отдельном от рамы, и способен двигаться независимо от рамы и с другой скоростью.
В некоторых вариантах осуществления, система выполнена с возможностью удаления внешнего участка рельса, имеющего линейный размер между 0,01 мм и 0,1 мм.
В некоторых вариантах осуществления, система выполнена с возможностью удаления внешнего участка рельса, имеющего линейный размер между 0,1 мм и 1,0 мм.
В некоторых вариантах осуществления, система выполнена с возможностью удаления внешнего участка рельса, имеющего линейный размер между 1,0 мм и 5,0 мм.
[0008] В некоторых вариантах осуществления, жидкоструйная обрабатывающая головка выполнена с возможностью обеспечения струи жидкости к рельсу под углом относительно плоскости земли.
В некоторых вариантах осуществления, система дополнительно включает в себя вторую и третью жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления и выполненные с возможностью обеспечения второй и третьей струй жидкости, соответственно, к рельсу под вторым и третьим углами, соответственно, относительно плоскости земли.
В некоторых вариантах осуществления, система дополнительно включает в себя четвертую, пятую и шестую жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления и выполненные с возможностью подачи четвертой, пятой и шестой струй жидкости, соответственно, на второй рельс, противоположный первому рельсу, под четвертым, пятым и шестым углами, соответственно, относительно плоскости земли.
[0009] В некоторых вариантах осуществления, жидкоструйная обрабатывающая головка прикреплена к системе позиционирования, прикрепленной к раме.
Система позиционирования выполнена с возможностью регулируемого позиционирования жидкоструйной обрабатывающей головки относительно рельса.
В некоторых вариантах осуществления, система позиционирования включает в себя, по меньшей мере, одно из портального робота или роботизированной руки, прикрепленной к раме, и является подвижной независимо от рамы.
В некоторых вариантах осуществления, вторая рама выполнена с возможностью зацепления с рельсом.
Вторая рама является подвижной относительно рамы во время работы жидкоструйной системы сверхвысокого давления.
В некоторых вариантах осуществления, вторая рама включает резервуар для жидкости, соединенный по текучей среде с жидкостным насосом сверхвысокого давления.
В некоторых вариантах осуществления, резервуар для жидкости имеет емкость, по меньшей мере, 1,000 литров.
[0010] В некоторых вариантах осуществления, генератор расположен на второй раме и функционально соединен с жидкостным насосом сверхвысокого давления.
В некоторых вариантах осуществления, жидкоструйная обрабатывающая головка выполнена с возможностью обработки рельса, когда вторая рама перемещается вдоль рельса.
В некоторых вариантах осуществления, система включает в себя сопло, соединенное по текучей среде с жидкоструйной обрабатывающей головкой.
В некоторых вариантах осуществления, жидкоструйная система включает систему подачи абразива, соединенную по текучей среде с жидкоструйной обрабатывающей головкой, и выполненную с возможностью введения потока абразива в струю жидкости.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления выполнен с возможностью создания струи жидкости с давлением, по меньшей мере, 20,000 фунтов на квадратный дюйм (PSI) для операции резки рельса или операции перепрофилирования или, возможно, с более высоким порогом, например, 30,000 PSI, 40,000 PSI, 50,000 PSI, 60,000 PSI, 70,000 PSI, 80,000 PSI, 90,000 PSI или 100,000 PSI.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления выполнен с возможностью создания струи жидкости между 200 и 2,000 PSI для операции очистки рельса или операции обработки поверхности (например, также может применяться при низком давлении).
[0011] Согласно другому аспекту, изобретение представляет собой способ работы жидкоструйной системы сверхвысокого давления.
Способ включает позиционирование перемещаемой рамы относительно рельса, имеющей жидкоструйную обрабатывающую головку, соединенную по текучей среде с жидкостным насосом сверхвысокого давления.
Способ также включает обеспечение в жидкоструйную обрабатывающую головку, посредством жидкостного насоса сверхвысокого давления, текучей среды под давлением, образующей струю жидкости, которая контактирует с рельсом.
Способ также включает в себя перемещение жидкоструйной обрабатывающей головки относительно рельса, тем самым выполняя операцию обработки на линейной длине рельса вдоль направления перемещения по рельсу.
[0012] В некоторых вариантах осуществления, рама включает одно или несколько колес для зацепления рельса.
В некоторых вариантах осуществления, движение жидкостного насоса сверхвысокого давления соответствует перемещению рамы.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления жестко соединен с рамой.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления расположен на блоке, отдельном от рамы, и способен двигаться со скоростью, отличной от рамы.
В некоторых вариантах осуществления, жидкоструйная обрабатывающая головка выполнена с возможностью обеспечения струи жидкости к рельсу под углом относительно плоскости земли.
В некоторых вариантах осуществления, текучая среда под давлением имеет, по меньшей мере, 20,000 PSI во время операции резки рельса или операции перепрофилирования или, возможно, более высокий порог, например, 30,000 PSI, 40,000 PSI, 50,000 PSI, 60,000 PSI, 70,000 PSI, 80,000 PSI, 90,000 PSI или 100,000 PSI.
В некоторых вариантах осуществления, текучая среда под давлением имеет между 200 и 2,000 PSI во время операции очистки рельса или операции обработки поверхности.
В некоторых вариантах осуществления, жидкостный насос сверхвысокого давления расположен во второй раме, подвижной независимо от первой рамы во время работы жидкоструйной системы.
В некоторых вариантах осуществления, способ дополнительно включает перемещение второй рамы со скоростью, отличной от скорости рамы во время работы жидкоструйной системы.
[0013] В некоторых вариантах осуществления, жидкоструйная обрабатывающая головка выполнена с возможностью обеспечения струи жидкости к рельсу под углом относительно плоскости земли.
В некоторых вариантах осуществления, рама дополнительно включает вторую и третью жидкоструйные обрабатывающие головки, соединенные по текучей среде с жидкостным насосом сверхвысокого давления.
В некоторых вариантах осуществления, способ дополнительно включает в себя обеспечение второй и третьей жидкоструйных обрабатывающих головок, при этом посредством жидкостного насоса сверхвысокого давления текучая среда под давлением образует вторую и третью струи жидкости, соответственно, которые контактируют с рельсом под вторым и третьим углами, соответственно, относительно плоскости земли.
В некоторых вариантах осуществления, жидкоструйная система сверхвысокого давления включает в себя четвертую, пятую и шестую жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления.
В некоторых вариантах осуществления, система дополнительно включает в себя четвертую, пятую и шестую жидкоструйные обрабатывающие головки, при этом посредством жидкостного насоса сверхвысокого давления текучая среда под давлением образует четвертую, пятую и шестую струи жидкости, соответственно, которые контактируют с рельсом под четвертым, пятым и шестым углами, соответственно, относительно плоскости земли.
[0014] Согласно другому аспекту, изобретение представляет собой сопло с искривленной струей для жидкоструйной системы сверхвысокого давления.
Сопло с искривленной струей включает раму, выполненную с возможностью зацепления рельса.
Сопло с искривленной струей также включает в себя, по меньшей мере, две жидкоструйные обрабатывающие головки, прикрепленные к раме под разными углами относительно плоскости земли.
Сопло с искривленной струей также включает в себя жидкостный насос сверхвысокого давления, соединенный по текучей среде, по меньшей мере, с двумя жидкоструйными обрабатывающими головками, и выполненный с возможностью обеспечения текучей среды под давлением к каждой из, по меньшей мере, двух жидкоструйных обрабатывающих головок для образования одной струи жидкости, которая контактирует с рельсом.
В некоторых вариантах осуществления, по меньшей мере, две жидкоструйные обрабатывающие головки позиционированы для обеспечения струй жидкости, которые пересекаются друг с другом под острым углом для создания потока с другой траекторией, который создает гладкую финишную обработку на рельсе во время операции обработки без заусенцев, которые остаются после первоначальной операции резания.
[0015] Согласно другому аспекту, изобретение представляет собой другой способ работы жидкоструйной системы сверхвысокого давления.
Способ включает позиционирование на двух рельсах, расположенных на расстоянии друг от друга, перемещаемой рамы, имеющей (i) набор колес для контакта с двумя рельсами, и (ii) два набора из трех жидкоструйных обрабатывающих головок, соединенных по текучей среде с жидкостным насосом сверхвысокого давления, при этом каждый набор из трех жидкоструйных обрабатывающих головок направлен на один из двух рельсов.
Способ также включает в себя обеспечение, для двух наборов из трех жидкоструйных обрабатывающих головок, от жидкостного насоса сверхвысокого давления, текучей среды под давлением, образующей два набора из трех струй жидкости, которые контактируют с двумя рельсами.
Способ также включает в себя перемещение рамы относительно рельсов, тем самым выполняя операцию обработки на линейной длине рельсов вдоль направления перемещения.
[0016] Согласно другому аспекту, изобретение представляет собой перемещаемую, жидкоструйную систему сверхвысокого давления.
Система включает первое средство для поддержания механического контакта с рельсом.
Система также включает в себя второе средство для обеспечения струи жидкости, которая контактирует с рельсом, при этом второе средство прикреплено к первому средству и выполнено с возможностью поддержания расстояния от рельса.
Система также включает третье средство для подачи жидкости под давлением ко второму средству, при этом третье средство находится в сообщении по текучей среде со вторым средством.
[0017] В некоторых вариантах осуществления, изобретение допускает перепрофилирование рельса (например, ремонт или повторное покрытие поврежденной области или объема рельса), устраняя необходимость в обслуживании и удаляя только небольшую ширину (например, около 0,03 мм) материала рельса в процессе работы.
В некоторых вариантах осуществления, абразивное водоструйное сопло с искривленной струей может раздувать струю жидкости и/или изменять ее ориентацию искривленным образом.
Такое сопло с искривленной струей может быть образовано путем пересечения двух линейных или криволинейных водяных струй под острым углом, так что образуется объединенный поток, который течет с измененной траекторией до встречи с рельсом, или может быть изогнут посредством другого средства.
В некоторых вариантах осуществления, изобретение использует два соединенных мобильных блока, которые могут иметь разные скорости относительно друг друга (например, они могут иметь разное или прерывистое движение, причем один несет режущую головку, а другой резервуар для жидкости).
В некоторых вариантах осуществления, движение режущей головки может иметь несколько компонентов (например, движение самой системы по рельсу и движение портала или руки относительно системы).
В некоторых вариантах осуществления, механизм позиционирования водоструйной режущей головки может скользить по одному или нескольким обрабатываемым рельсам.
В некоторых вариантах осуществления, поверхность рельсов может быть обработана струей жидкости (например, водяной струей более низкого давления менее примерно 20,000 PSI, например, 200-2,000 PSI).
[0018] Используя один или несколько из вышеупомянутых отличительных признаков, вся жидкоструйная система (например, включающая насос, подачу текучей среды, режущую головку и т.д.) может функционировать во время перемещения и обработки (например, ремонта и выполнения профилактического обслуживания) одного или нескольких рельсов.
Таким образом, изобретение может обеспечить быстрый, недорогой и чистый способ восстановления старых или поврежденных рельсов, и выполнения профилактического обслуживания существующих рельсов.
Изобретение может выполнять обработку практически в любое время и в любом месте, в том числе вокруг поворотов и на стыках.
В некоторых вариантах осуществления, изобретение является очень гибким с точки зрения логистики, особенно по сравнению с адскими поездами, перемещение которых может быть очень сложным и требовать много времени.
В некоторых вариантах осуществления, изобретение обеспечивает незначительный подвод тепла к рельсам (например, температура рельса не превышает 90°C, что не оказывает заметного влияния на рельс), и это может увеличить общий срок службы изделия и рельсов.
[0019] В некоторых вариантах осуществления, изобретение является экологически безопасным, например, в нем можно использовать оборотную воду, песок и металл.
В некоторых вариантах осуществления, изобретение обеспечивает низкие уровни шума по сравнению с существующими технологиями.
В некоторых вариантах осуществления, изобретение не создает никаких искр, что может сделать изобретение уникальным для механической обработки рельсов в определенных условиях повышенного риска, например, вблизи химических заводов, в туннелях и над водными путями.
В некоторых вариантах осуществления, изобретение дает результаты с высокой точностью, что требует меньшего количества доработок или меньшего количества регулировок.
В некоторых вариантах осуществления, изобретение обеспечивает высококачественную чистовую обработку поверхности, например, с использованием инструмента для удаления заусенцев, который может работать на рельсе после выполнения основной операции резания и/или может включать одну или несколько «искривленных» струй (или сопел с «искривленной струей»), как описано здесь.
[0020] В некоторых вариантах осуществления, изобретение поддерживает, по меньшей мере, два типа обработки: поверхностную и перепрофилирование.
Поверхностная обработка может включать удаление только химического слоя (например, не из стали или материала рельсов), и для таких применений абразивные материалы обычно не используются.
Перепрофилирование может включать удаление поверхностного слоя пути, и для таких применений обычно используется абразив.
В некоторых применениях удаляется только 0,1-0,2 мм рельса.
В других применениях, изобретение может удалять с рельса 1,0-2,0 мм.
Такая обработка может помочь рельсам выдержать еще 5-10 лет нормальной эксплуатации, прежде чем потребуется дальнейший ремонт или замена.
В некоторых вариантах осуществления, режущие головки могут быть позиционированы на расстоянии в интервале от 0,1 мм до 60 мм от рельса (например, 0,1 мм, 0,125 дюйма, 0,5 дюйма или 1,5 дюйма) для применения резки.
В некоторых других вариантах осуществления, режущие головки могут быть позиционированы где угодно между 20-50 см от рельса для применения распыления.
В некоторых вариантах осуществления, полировальная машина может быть применена к рельсам за режущими головками (например, с использованием наждачной бумаги) без передачи какого-либо существенного тепла рельсу.
В некоторых вариантах осуществления, обрабатывается только внутренний край каждого рельса, поскольку внешний край не контактирует с колесом, установленного на рельсе поезда и, таким образом, не требует обработки.
В некоторых вариантах осуществления, диаметр сопла (например, размер отверстия) может выбираться на основе выполняемой операции.
Например, может быть использован размер отверстия примерно 0,010 дюйма-0,045 дюймов, возможно, 0,010 дюйма-0,025 дюймов, возможно 0,010 дюйма-0,016 дюймов.
В некоторых вариантах осуществления, может быть использована смесительная трубка, диаметр которой примерно в два-три раза больше диаметра отверстия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] Вышеизложенное обсуждение будет лучше понято из следующего подробного описания изобретения вместе с прилагаемыми чертежами.
[0022] Фигуры 1A-1B представляют собой виды в изометрии установленной на грузовом автомобиле водоструйной системы обработки рельса, размещенной на рельсе согласно иллюстративному варианту осуществления изобретения.
[0023] Фиг.2 представляет собой увеличенный вид в изометрии установленной на грузовом автомобиле водоструйной системы обработки рельса в движении в состоянии зацепления согласно иллюстративному варианту осуществления изобретения.
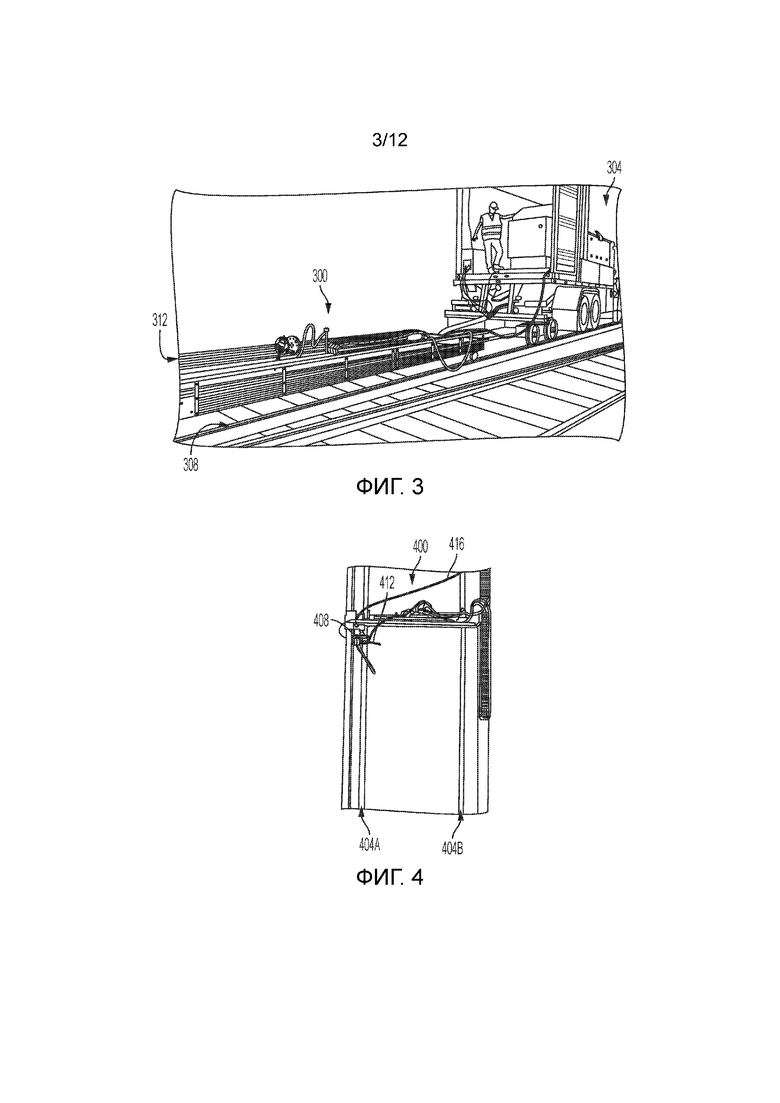
[0024] Фиг.3 представляет собой вид в изометрии механизма позиционирования для водоструйной системы обработки рельсов, буксируемой во время работы за водоструйным мобильным режущим блоком (MCU) рельса, согласно иллюстративному варианту осуществления изобретения.
[0025] Фиг.4 представляет собой вид сверху системы позиционирования для водоструйной MCU рельса, установленного на двух рельсах, согласно иллюстративному варианту осуществления изобретения.
[0026] Фиг.5 представляет собой вид в изометрии режущей головки, прикрепленной к системе позиционирования во время обработки рельса, согласно иллюстративному варианту осуществления изобретения.
[0027] Фиг.6 представляет собой схематичную иллюстрацию водоструйного MCU, обрабатывающего поверхность рельса, согласно иллюстративному варианту осуществления изобретения.
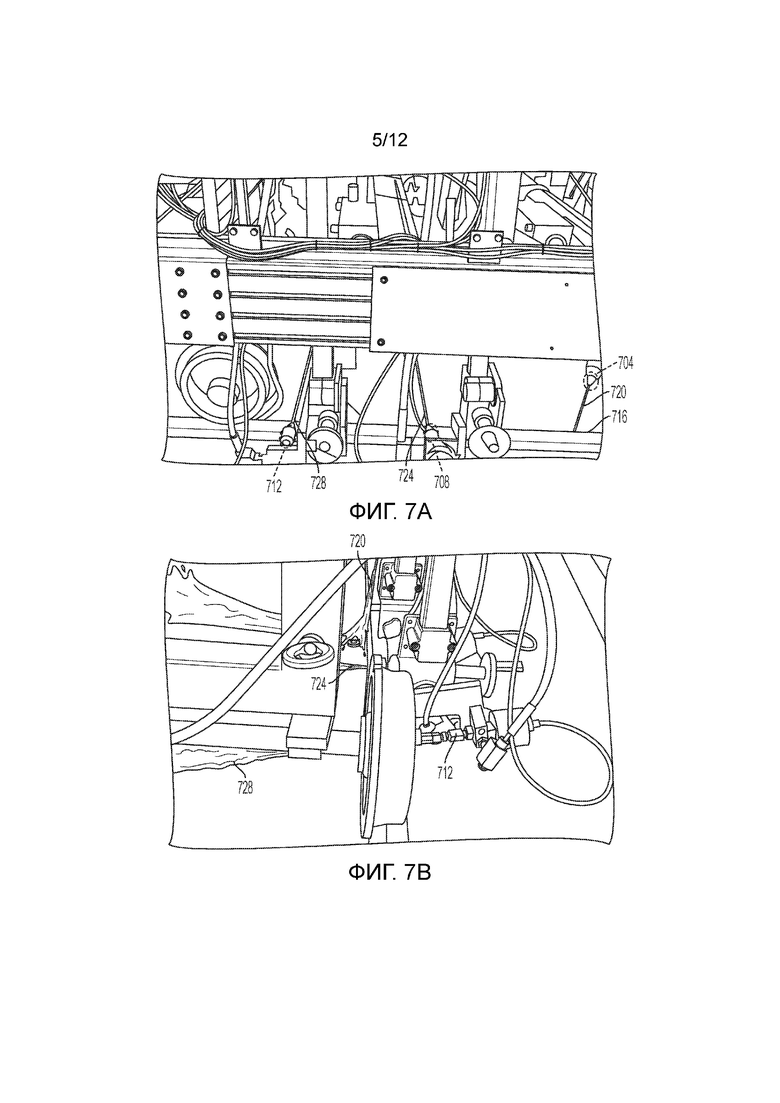
[0028] Фиг.7А представляет собой иллюстрацию вида сбоку трех водоструйных режущих головок, обрабатывающих поверхность рельса, согласно иллюстративному варианту осуществления изобретения.
[0029] Фиг.7В представляет собой иллюстрацию вида спереди трех водоструйных режущих головок, обрабатывающих поверхность рельса, согласно иллюстративному варианту осуществления изобретения.
[0030] Фиг.7С представляет собой иллюстрацию рельса 750, который испытывает операцию обработки, согласно иллюстративному варианту осуществления изобретения.
[0031] Фиг.8 представляет собой блок-схему способа работы жидкоструйной системы сверхвысокого давления согласно иллюстративному варианту осуществления изобретения.
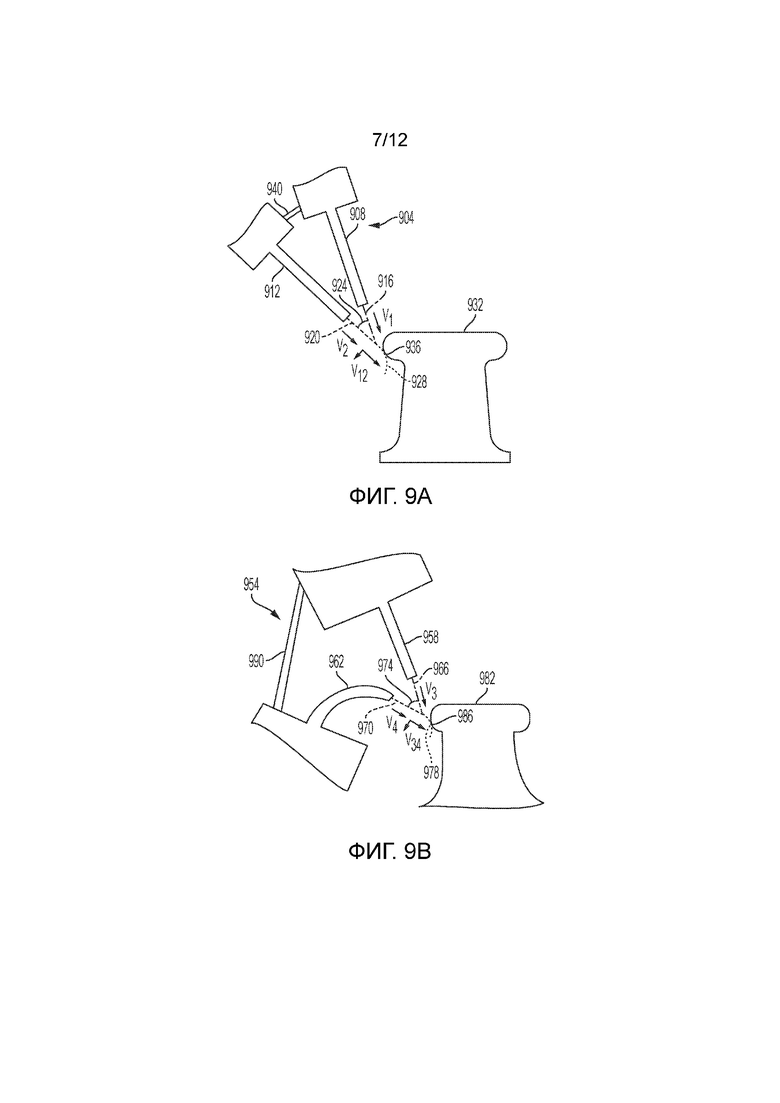
[0032] Фиг. 9A представляет собой иллюстрацию сопла с искривленной струей для системы обработки материала струей жидкости, имеющей две режущие головки с прямыми соплами, согласно иллюстративному варианту осуществления изобретения.
[0033] Фиг. 9B представляет собой иллюстрацию сопла с искривленной струей для системы обработки материала струей жидкости, имеющей одно прямое сопло и одно изогнутое сопло, согласно иллюстративному варианту осуществления изобретения.
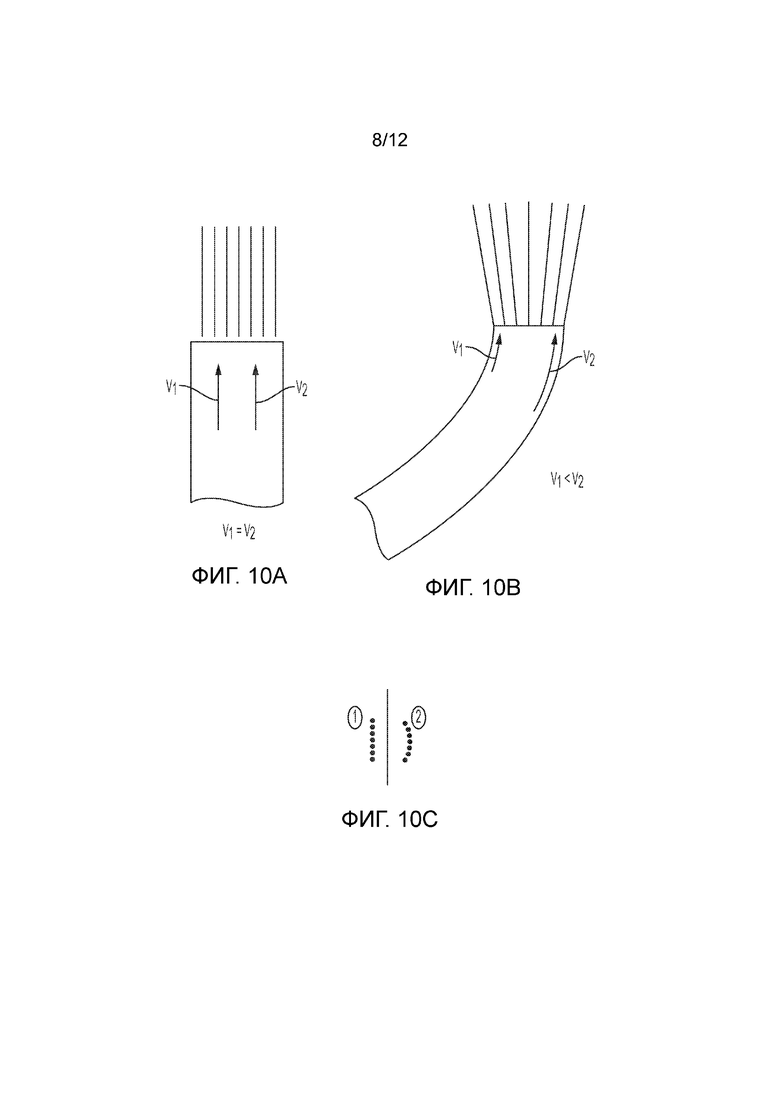
[0034] Фигуры 10A-10C представляют собой иллюстрации нескольких профилей потока текучей среды, выходящей из различных сопел жидкоструйной режущей головки, согласно иллюстративному варианту осуществления изобретения.
[0035] Фигуры 11A-11B представляют собой иллюстрации сечения нескольких геометрических схем резки рельса одной или несколькими струями жидкости согласно иллюстративному варианту осуществления изобретения.
[0036] Фигуры 12A-12G представляют собой иллюстрации сечения нескольких шлифовальных и режущих конфигураций для одной или нескольких жидкоструйных обработок рельса согласно иллюстративному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0037] Фигуры 1A-1B представляют собой виды в изометрии установленной на грузовом автомобиле водоструйной системы обработки рельса (мобильного режущего блока или MCU), размещенной на рельсе 124, согласно иллюстративному варианту осуществления изобретения.
Как показано, MCU 100 включает в себя грузовой автомобиль 104, которым может быть любое подходящее дорожно-рельсовое транспортное средство (например, основанное на Volvo D13).
MCU 100 также включает в себя источник 108 питания (например, генератор на 185 кВА), источник 112 текучей среды (например, один или несколько резервуаров для воды) и водоструйную систему 116 сверхвысокого давления (например, насос Enduromax или Maxiem, как предоставлено Hypertherm, Inc.).
Источник 108 питания способен производить постоянную и хорошо регулируемую электрическую мощность для питания компонентов водоструйного резания (например, насоса и/или усилителя, который сводит к минимуму скачки и падения давления) водоструйной системы 116.
Подача 112 текучей среды может включать в себя один или несколько резервуаров, содержащих режущую жидкость (например, имеющих вместимость, по меньшей мере, 1,000 литров, например около 4,000 литров), и может храниться в одном или нескольких баках, например, концентрированных к середине грузового автомобиля или рассредоточенных по грузовому автомобилю для более равномерного распределения веса.
Режущая жидкость может быть очищенной водой, суспензией для водоструйного резания, или другой подходящей смесью.
Водоструйная система 116 может быть выполнена с возможностью обработки и/или резания при сверхвысоком давлении, например, около 60,000 фунтов на квадратный дюйм.
В некоторых применениях, система 100 может смешивать с подаваемой текучей средой абразив (например, гранат), который подается в поток воды под высоким давлением для улучшения операций резания и/или обработки.
[0038] Водоструйная система 116 включает в себя, по меньшей мере, одну режущую головку (например, как показано и описано ниже) для обработки рельса 124.
Режущая головка может быть соединена с насосом водоструйной системы 116 через гибкий трубопровод или шланг для учета движения в системе.
В некоторых вариантах осуществления, водоструйная система 116 может включать в себя несколько (например, шесть) режущих головок.
Водоструйная система 116 также может включать в себя портал, роботизированную руку или другой механизм позиционирования для ориентации водоструйной режущей головки относительно ремонтируемого рельса 124 (например, как показано и описано ниже).
Водоструйная система 116 может также включать в себя контроллер ЧПУ, такой как система Edge® Connect, предлагаемая Hypertherm, Inc., для позиционирования режущей головки и/или управления ее параметрами обработки.
Таким образом, изобретение может включать в себя платформу, на которой размещен генератор, водоструйный насос и/или усилитель, режущая головка, режущая жидкость, абразив и контроллер, которые полностью работают при движении.
[0039] MCU 100 включает в себя систему 120 движения для зацепления рельса, которая может зацепляться и поддерживать механический контакт с рельсами 124.
Перед работой, грузовой автомобиль 104 может двигаться как обычно (например, как показано на фиг.2, на котором система 200 движения для зацепления рельса находится в отключенном положении), для размещения себя на рельсах 124.
Система 120 может включать в себя инструмент для удаления бугорка, следующий за режущими головками, для удаления и/или дробления любых оставшихся бугорков.
Этот инструмент для удаления бугорка может быть частью поддерживающего колеса на механизме 300 позиционирования или отдельным приспособлением.
Во время работы, система 120 движения для зацепления рельса может опускаться на место и поднимать грузовой автомобиль 104 таким образом, чтобы шины 128 грузового автомобиля не сохраняли контакта с землей или рельсами 124 (например, как показано на Фиг.1A).
Затем MCU 100 может перемещаться по рельсам 124, используя систему 120 движения для зацепления рельса, для перемещения по рельсам во время операции обработки рельса, например очистки или резания.
Таким образом, MCU 100 может быть автономной, полнофункциональной и мобильной системой водоструйного резания.
В некоторых вариантах осуществления, один или несколько компонентов системы могут быть мобильными, даже если они не взаимодействуют напрямую с рельсами 124.
[0040] Фиг.3 представляет собой вид в изометрии механизма 300 позиционирования для системы водоструйной обработки рельсов, буксируемой во время работы за водоструйным мобильным режущим блоком (MCU) 304 рельса, согласно иллюстративному варианту осуществления изобретения.
Механизм 300 позиционирования обеспечивает большую часть независимого движения режущей головки вдоль рельсов 308 независимо от самого движения MCU 304.
В некоторых вариантах осуществления, механизм 300 позиционирования может быть включен в прицеп 312 (или прикрепляемую машину, или другую подходящую передвижную часть), соединенный с MCU 304.
Прицеп 312 может быть портальным механизмом, который управляет движением режущей головки.
Когда MCU 304 тянет (или толкает) прицеп 312 вперед, режущая головка обрабатывает проходящие рельсы 308.
В этой конфигурации, портал может перемещать режущую головку, пока MCU 304 находится в движении (например, дополняя движение, обеспечиваемое самим MCU 304, в операции обработки на рельсах), или позволять системе работать участок за участком (например, обрабатывать участки рельсов 308, когда MCU 304 является неподвижным).
[0041] Фиг.4 представляет собой вид сверху системы 400 позиционирования для водоструйного MCU рельса, установленного на двух рельсах 404A, 404B, согласно иллюстративному варианту осуществления изобретения.
Во время работы, мобильная автомобильная система (например, как показано и описано выше) размещается на железнодорожных путях 404A, 404B, так что грузовой автомобиль может двигаться по рельсам 404A, 404B, которые он обрабатывает.
Система 400 позиционирования включает в себя, по меньшей мере, одну режущую головку 408, и после размещения на рельсах 404A, 404B, режущая головка 408 ориентируется относительно рельсов 404A, 404B, которые должны обрабатываться.
Генератор подает питание на водоструйный насос и/или усилитель, механизмы управления и/или портал, а также на ЧПУ.
Усилитель принимает воду из резервуара для воды и нагнетает воду до сверхвысокого давления (например, выше 20,000 фунтов на квадратный дюйм), и предпочтительно до примерно 60,000 фунтов на квадратный дюйм и/или других высоких давлений (например, примерно 90,000 фунтов на квадратный дюйм), как известно в промышленности водоструйного резания.
Вода под давлением направляется по трубопроводу 416 к режущей головке 408, где вода смешивается с абразивом, например гранатом.
Когда струя 412 воды выходит из режущей головки 408, она срезает или состругивает участок рельса 404A.
[0042] Фиг.5 представляет собой вид в изометрии режущей головки 500, прикрепленной к системе 504 позиционирования во время обработки рельса 508 (посредством струи 512 жидкости), согласно иллюстративному варианту осуществления изобретения.
Механизм 504 позиционирования может обеспечивать управляемое движение режущей головки 500 относительно рамы механизма 504 позиционирования, перемещая струю поперек и/или вдоль рельса 508 в любом количестве шаблонов и/или профилей.
В некоторых вариантах осуществления траектории движения MCU (как показано выше), механизм 504 позиционирования и/или режущая головка 508 управляются или изменяются относительно друг друга, достаточно для получения желаемой чистоты реза, формы и/или профиля на рельсе 508.
В некоторых вариантах осуществления, механизм 504 позиционирования управляет режущей головкой 500 относительно рельса 508, который она режет.
Такая особенность может быть важной, потому что рельсы могут быть неточными и могут различаться по ширине, например, они могут быть не идеально прямыми, или могут быть достаточно прямыми или достаточно хорошо расположенными, чтобы выдержать поезд.
В другом варианте осуществления, несколько режущих головок расположены на механизме 504 позиционирования и перемещаются относительно друг друга для создания нескольких профилей на рельсе или для резки более чем на одном рельсе (например, как более подробно описано ниже).
[0043] Настоящее изобретение может обеспечить улучшенное позиционирование и перемещение традиционной жидкоструйной режущей головки.
Типовые режущие головки являются подвижными по фиксированной координатной сетке (например, в направлении x-y), но в настоящем изобретении может быть предусмотрен механизм регулировки угла для изменения угла струи жидкости относительно рельса.
Такой механизм может иметь явные преимущества в контексте изобретения из-за уникальных углов и близости к земле, что может быть желательным.
Например, в типичной установке для жидкоструйного резания, не имеет значения насколько широкой является режущая головка, но в текущем контексте существуют более жесткие геометрические ограничения.
Например, режущая головка должна быть расположена достаточно высоко над землей, чтобы она не сталкивалась с мусором на земле, таким как камни или болты, поднимающиеся вверх от основания пути, но достаточно низко, чтобы фактически касаться рельсов, и быть регулируемой для контакта с рельсами под нужным углом.
Доступное пространство для режущих головок становится особенно ограниченным в установках с несколькими режущими головками, особенно если они располагаются низко от земли.
Для таких случаев, изобретение может включать более узкую и тонкую режущую головку.
[0044] Фиг.6 представляет собой схематичную иллюстрацию водоструйного MCU 600, обрабатывающего поверхность 604 рельса, согласно иллюстративному варианту осуществления изобретения.
Как показано, небольшая полоса рельса 608 (например, с неровностями поверхности) может быть удалена, оставляя чистую финишную обработку на поверхности 604 рельса.
В некоторых вариантах осуществления, изобретение может обрабатывать более 500 метров рельсов в час.
Таким образом, использование струи воды может обеспечить значительные преимущества над шлифовальными поездами, которые запрещены в туннелях, вблизи химических заводов, при высокой пожарной опасности, например в засушливых условиях, и во многих других случаях.
Кроме того, некоторые рельсы для грузовых поездов являются чрезвычайно твердыми и не могут быть перепрофилированы с использованием шлифовального поезда.
Струя воды позволяет отремонтировать эти рельсы, исключая или откладывая необходимость очень дорогостоящей замены.
В некоторых вариантах осуществления, изобретение включает в себя насос, линии подачи воды высокого давления, и/или режущую головку, расположенную на мобильной раме для передвижения по рельсам или над ними.
Затем эта платформа физически подключается к стационарному генератору или к электросети или наземной электросети и к местному водопроводу.
Во время операции обработки, когда струя (струи) жидкости перепрофилируют и/или изменяют форму рельса (например, отрезая и/или удаляя участки рельса), расстояние от сопла до рельса изменяется от примерно 0,1 миллиметра до примерно 39 миллиметров; обычно в диапазоне от примерно 0,1 миллиметра до примерно 13 миллиметров; и в некоторых вариантах осуществления, предпочтительно, в диапазоне от примерно 0,1 миллиметра до примерно 4 миллиметров.
Расстояние между концом сопла жидкоструйной режущей головки может быть выбрано в зависимости от выполняемой операции обработки.
В некоторых вариантах осуществления, предпочтительно, выбирать как можно меньшее расстояние, чтобы минимизировать дисперсию струи жидкости в атмосфере и иметь компактную и точную фокусировку и/или точку удара на обрабатываемом рельсе.
[0045] Сама по себе струя жидкости обычно является круглой, поскольку она выходит из сопла водоструйной режущей головки и имеет диаметр, который регулируется отверстием и/или смесительной трубкой водоструйной режущей головки.
Диаметр струи жидкости, выходящей из наконечника сопла, находится в диапазоне от примерно 0,005 дюйма до примерно 0,120 дюймов; и возможно находится в диапазоне от примерно 0,0075 дюйма до примерно 0,045 дюйма; и возможно находится в диапазоне от примерно 0,010 дюйма до 0,025 дюйма.
В некоторых вариантах осуществления, предпочтительный диапазон составляет от примерно 0,010 дюйма до 0,016 дюйма.
Обычно смесительная трубка примерно в три раза больше отверстия, хотя в некоторых вариантах осуществления она может быть примерно в 2 раза больше.
Диаметр струи жидкости может быть отрегулирован и/или выбран в зависимости от выбранного процесса.
Площадь сечения струи жидкости в точке удара и/или фокусировки на рельсе обычно находится в диапазоне от примерно 0,00002 дюйма2 до примерно 0,06 дюйма2; и может находиться в диапазоне от примерно 0,00004 дюйма2 до примерно 0,0016 дюйма2; и может находиться в диапазоне от 0,00008 до 0,0005 дюймов2.
В некоторых вариантах осуществления, диапазон, предпочтительно, составляет от 0,00008 до 0,0002 дюймов2.
[0046] Фиг.7А представляет собой иллюстрацию вида сбоку трех водоструйных режущих головок 704, 708, 712, обрабатывающих поверхность 716 рельса, согласно иллюстративному варианту осуществления изобретения.
На этом виде, водоструйная режущая головка 704 обеспечивает первую струю 720 воды, которая падает на поверхность 716 рельса под первым углом относительно земли.
Когда система перемещается в направлении слева направо, вторая режущая водоструйная режущая головка 708, которая обеспечивает вторую струю 724 воды, которая ударяется о поверхность 716 рельса под вторым углом относительно земли, проходит, по существу, над той же обработанной областью, которая только что была в контакте с первой струей 720 воды.
Вторая струя 724 воды удаляет дополнительный материал рельса из-за различий в положении и угле относительно поверхности 716 рельса.
Третья водоструйная режущая головка 712 обеспечивает третью струю 728 воды, которая падает на рельс 716 под третьим углом относительно земли, снова удаляя дополнительный материал рельса из-за различий в положении и угле.
Детали столкновения можно увидеть на фиг.7B, которая представляет собой иллюстрацию вида спереди трех водоструйных режущих головок 704, 708, 712 по фиг.7A.
Фиг.7С представляет собой иллюстрацию рельса 750, который испытывает операцию обработки (например, посредством струй воды, показанных и описанных выше), согласно иллюстративному варианту осуществления изобретения.
Обработанный рельс 750 включает обработанный внутренний край 754, который может иметь меньшую высоту и/или ширину по сравнению с необработанным внешним краем 758, и может иметь гладкий, свежий вид, без износа, такого как окисление и поверхностные вмятины.
Дальнейшие подробности возможных геометрий резания для нескольких режущих головок показаны ниже на фигурах 11A-11B и 12A-12G.
[0047] Фиг.8 представляет собой блок-схему способа 800 работы жидкоструйной системы сверхвысокого давления согласно иллюстративному варианту осуществления изобретения.
На первом этапе 802, перемещаемая рама позиционируется относительно рельса, при этом перемещаемая рама имеет жидкоструйную обрабатывающую головку, соединенную по текучей среде с жидкостным насосом сверхвысокого давления.
На втором этапе 804, жидкоструйная обрабатывающая головка обеспечивается, посредством жидкостного насоса сверхвысокого давления, текучей средой под давлением, образуя струю жидкости, которая контактирует с рельсом.
На третьем этапе 806, жидкоструйная обрабатывающая головка перемещается относительно рельса, тем самым выполняя операцию обработки (например, формование, перепрофилирование или удаление участка рельса) на линейной длине рельса вдоль направления перемещения по рельсу.
[0048] Фиг.9A представляет собой иллюстрацию сопла 904 с искривленной струей для жидкоструйной системы обработки материала, имеющей две режущие головки с прямыми соплами, согласно иллюстративному варианту осуществления изобретения (вместе именуемые «соплами с искривленной струей»).
Режущая головка 908 обеспечивает выход первой струи 916 воды со скоростью, показанной первым вектором v1, тогда как режущая головка 912 обеспечивает вторую струю 920 воды, выходящую со скоростью, показанной вторым вектором v2.
Первая струя 916 воды пересекается со второй струей 920 воды под углом 924 с образованием третьей струи 928 воды, имеющей составную скорость, показанную третьим вектором v12.
Третий вектор v12 может иметь компоненты, основанные на v1 и v2, которые заставляют третью струю 928 воды принимать другую траекторию.
Третья струя 928 воды может контактировать с рельсом 932 в точке контакта или поверхности 936.
Контакт может быть таким, что достигается «более легкое прикосновение» и создается полированный, шлифованный или обработанный край, а не край с зазубринами или кривыми краями.
Например, когда жидкость покидает режущие головки 908, 912 в виде струи жидкости, она может подвергаться воздействию нескольких факторов окружающей среды, включая сопротивление воздуха, турбулентность и т.п., которые в совокупности могут иметь общий эффект сглаживания более твердого края.
Эти факторы могут увеличиваться по мере того, как струя жидкости перемещается на большее расстояние от режущих головок 908, 912 и из них.
Режущие головки 908, 912 могут быть установлены на раме 940, которая удерживает их на месте.
Сопла могут иметь разные формы, например, линейные, криволинейные, веерные или выпуклые, как показано ниже на фигурах 10A-C.
[0049] Фиг. 9B представляет собой иллюстрацию другого сопла 954 с искривленной струей для жидкоструйной системы обработки материала, имеющей одно прямое сопло 958 и одно изогнутое сопло 962, согласно иллюстративному варианту осуществления изобретения.
Режущая головка 958 обеспечивает выход первой струи 966 воды со скоростью, показанной первым вектором v3, тогда как режущая головка 962 обеспечивает вторую струю 970 воды, выходящую со скоростью, показанной вторым вектором v4.
Первая струя 966 воды пересекается со второй струей 970 воды под углом 974 с образованием третьей струи 978 воды, имеющей составную скорость, показанную третьим вектором v34.
Составной вектор v34 скорости может иметь компоненты, основанные на v3 и v4, которые заставляют третью струю 978 воды принимать другую траекторию, например, как показана на фиг.9А.
Третья струя 978 воды может контактировать с рельсом 982 в точке 986 контакта или поверхности.
Контакт может быть таким, что достигается «более легкое прикосновение» и создается полированный, шлифованный или обработанный край, а не край с зазубринами или кривыми краями, как выше приведено.
В некоторых вариантах осуществления, «изогнутое» водоструйное сопло переориентирует водную струю искривленным образом, чтобы достичь нескольких поверхностей рельса (например, боковой или нижней поверхности рельса) или столкнуться с обрабатываемой частью под определенным углом.
Эта конфигурация может уменьшить или исключить образование окалины в процессе и/или обеспечить гораздо больший контроль над снятием фаски.
Режущие головки 958, 962 могут быть установлены на раме 990, которая удерживает их на месте и/или манипулирует ими вокруг рельса.
Одна или несколько режущих головок (например, 962) могут быть изогнуты, чтобы обеспечить более стратегическое и точное позиционирование и избежать проблемы более громоздких прямых режущих головок, пространственно мешающих друг другу.
Струи могут иметь множество форм, например, линейные, криволинейные или веерные.
В одном варианте осуществления, струя воды является, по существу, круглой и радиально-симметричной (например, это не плоская струя распыления).
[0050] Фигуры 10A-10C представляют собой иллюстрации нескольких профилей потока текучей среды, выходящей из различных сопел жидкоструйной режущей головки, согласно иллюстративному варианту осуществления изобретения.
Как видно на фиг.10А, текучая среда, текущая вниз по левой стороне прямого сопла, будет иметь скорость, равную или приблизительно равную текучей среде, текущей вниз по правой стороне, так что v1=v2, и текучая среда будет выходить в виде прямого потока первоначально (поскольку внешнее сопротивление воздуха будет примерно равномерным по всему потоку) и будет постепенно рассеиваться.
Однако, в изогнутом сопле, текучая среда, текущая по левой стороне, может иметь меньшую скорость, чем текучая среда, текущая по правой стороне, поскольку текучая среда с правой стороны во время своего движения образует большую дугу.
В этом случае v2 может быть больше v1, и возможна асимметрия внешних сил (например, сопротивления воздуха), с которыми текучая среда сталкивается при выходе из сопла.
В результате, может появиться «рассеянный веером» поток, как показано на фиг.10B.
В некоторых случаях, или профили потока на фиг.10A или фиг.10B могут выглядеть линейно со стороны, как показано слева на фиг.10C (профиль (1) потока), но локальные деформации в геометрии сопла также могут вызывать профиль для выпуклости, как показано на правой стороне Фиг.10C (профиль (2) потока).
[0051] Фигуры 11A-11B представляют собой иллюстрации сечения нескольких геометрических схем резания рельса одной или несколькими струями жидкости согласно иллюстративному варианту осуществления изобретения.
Фиг.11A показывает первый рельс 1104, который разделен на три среза: сначала удаляется участок 1108, второй участок 1112, и третий участок 1116.
В некоторых вариантах осуществления, сопротивление воздуха, турбулентность и другие воздействия могут иметь общий эффект «сглаживания» этих жестких линий, как описано выше.
Таким образом, последовательные срезы могут способствовать более гладкому общему шлифованию.
Фиг.11B показывает второй рельс 1140, разделенный на три части, а также на три сопла 1150, 1152, 1554, например, первый участок 1160, второй участок 1162 и третий участок 1164.
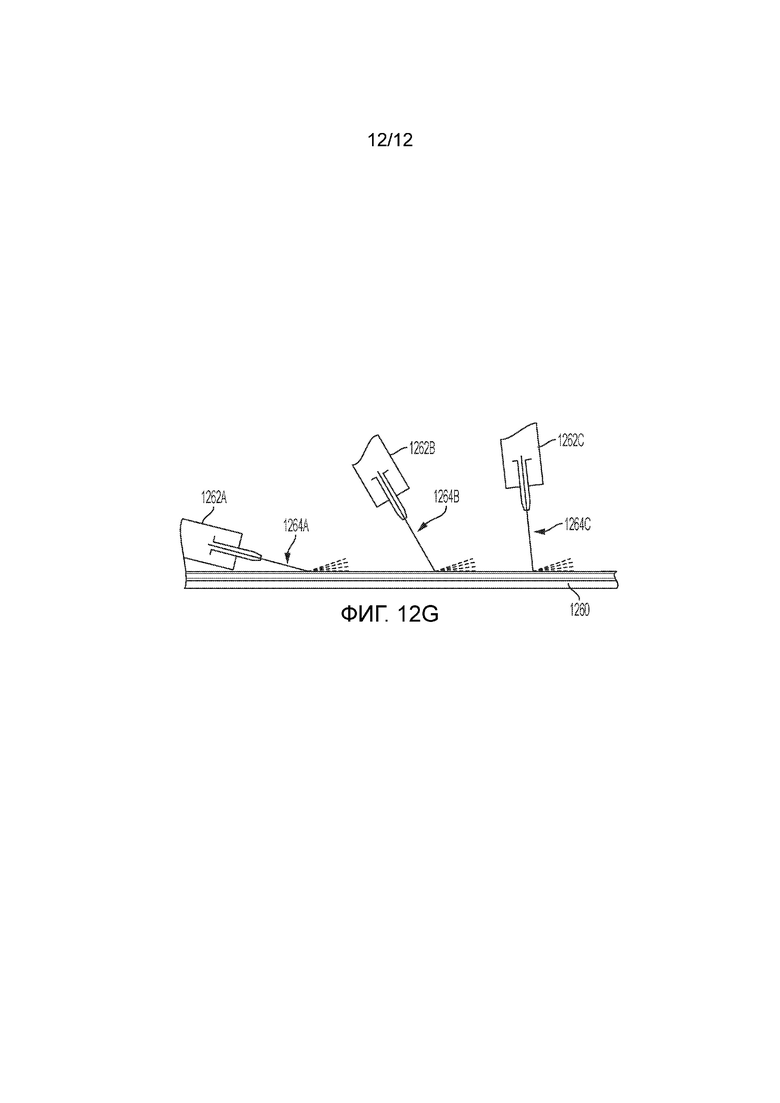
[0052] Фигуры 12A-12G представляют собой иллюстрации нескольких конфигураций шлифования, восстановления, и/или резания для одной или нескольких жидкоструйных обработок рельса согласно иллюстративному варианту осуществления изобретения.
На фиг.12A, рельс 1202, показанный в сечении, принимает от первой режущей головки 1204 поток 1206 под первым углом для операции шлифования.
На фигурах 12B-12C, один и тот же рельс (показанный как 1212, 1222 в разные моменты времени) принимает от второй и третьей режущих головок 1214, 1224 второй и третий потоки 1216, 1226, соответственно, под вторым и третьим углами, соответственно, для аналогичных операций.
На фигурах 12D-12F, рельс 1232 (также показанный как 1242, 1252 в разные моменты времени) принимает от режущих головок 1234, 1244, 1254 струи 1236, 1246, 1256 жидкости и удаляет участки 1238, 1248, 1258 рельса.
На Фиг.12G тот же рельс 1260 принимает от режущих головок 1262A, 1262B, 1262C струи 1264A, 1264B, 1264C жидкости, которые пересекают рельс для операции перепрофилирования и каждая из них разбрызгивается в брызги.
[0053] Эти конфигурации являются примерными и демонстрируют широкое разнообразие операций резания и шлифования, которые стали возможными благодаря настоящему изобретению.
В некоторых вариантах осуществления, изобретение может быть использовано для перепрофилирования и/или доведения до требуемых параметров.
Например, в операции перепрофилирования, несколько сопел могут быть расположены вдоль, перпендикулярно рельсу или под другим углом к рельсу.
В некоторых вариантах осуществления, для удаления материала сопла расположены близко к рельсу (например, так, чтобы скорость потока была высокой и на нее не влияли диссипативные силы, такие как сопротивление воздуха).
В некоторых вариантах осуществления, при чистовой операции, сопла располагаются дальше от рельса.
В некоторых вариантах осуществления, угол удара может зависеть от силы, необходимой при ударе, которая, в свою очередь, может зависеть от операции, которую необходимо выполнить (например, тяжелое повреждение может потребовать другого угла, чем более легкое повреждение).
В операции доведения до требуемых параметров, для удаления нежелательного слоя с рельса, одно или несколько сопел могут быть расположены вдоль относительно рельса, например, как на фиг.12G.
Количество используемого абразива может быть разнообразным, как и скорость MCU.
В некоторых вариантах осуществления, для удаления очень толстого и твердого слоя, MCU может двигаться со скоростью менее 1 мили в час, например, 0,1-0,5 миль в час.
Для менее устойчивых слоев, MCU может двигаться быстрее, например, до 25 миль в час.
[0054] В то время как изобретение, в частности, показано и описано со ссылкой на конкретные предпочтительные варианты осуществления, специалистам в данной области техники будет понято, что могут быть сделаны различные изменения в форме и деталях без отхода от сущности и объема изобретения, которые определены следующей формулой изобретения.







Изобретение относится к резке рельса или операции перепрофилирования рельса. Перемещаемая жидкоструйная система сверхвысокого давления для осуществления операции резки рельса или операции перепрофилирования рельса содержит перемещаемую раму, выполненную с возможностью поддержания механического контакта с рельсом, сопловую систему, содержащую жидкоструйную обрабатывающую головку, и жидкостный насос сверхвысокого давления в сообщении по текучей среде с упомянутой жидкоструйной обрабатывающей головкой сопловой системы. Жидкоструйная обрабатывающая головка прикреплена к раме и выполнена с возможностью поддержания расстояния от рельса и обеспечения струи жидкости, которая контактирует с рельсом. Жидкостный насос сверхвысокого давления выполнен с возможностью создания давления струи жидкости по меньшей мере 30000 фунтов на квадратный дюйм. В результате обеспечивается обработка поврежденных, изношенных или грязных железнодорожных рельсов. 4 н. и 28 з.п. ф-лы, 12 ил. 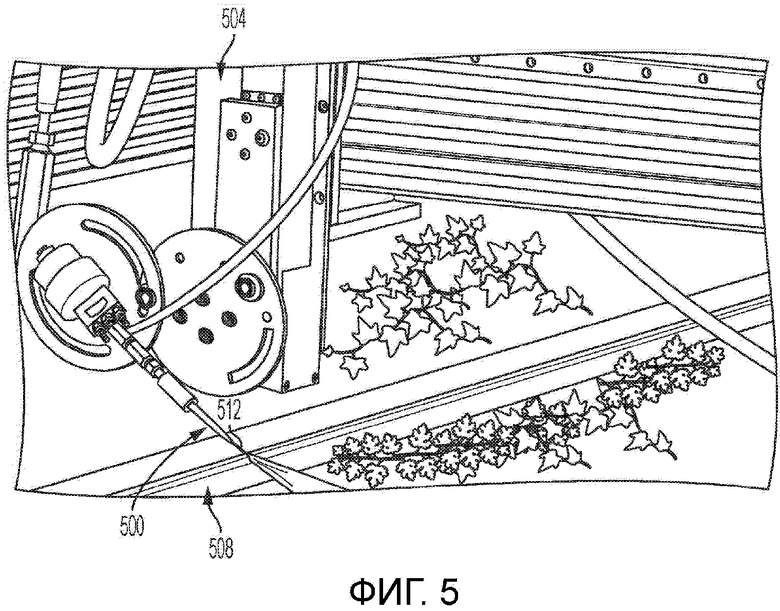
1. Перемещаемая жидкоструйная система сверхвысокого давления для осуществления операции резки рельса или операции перепрофилирования рельса, содержащая:
- перемещаемую раму, выполненную с возможностью поддержания механического контакта с рельсом;
- сопловую систему, содержащую по меньшей мере одну жидкоструйную обрабатывающую головку, причем указанная по меньшей мере одна жидкоструйная обрабатывающая головка прикреплена к раме и выполнена с возможностью поддержания расстояния от рельса и обеспечения струи жидкости, которая контактирует с рельсом; и
- жидкостный насос сверхвысокого давления в сообщении по текучей среде с упомянутой по меньшей мере одной жидкоструйной обрабатывающей головкой сопловой системы, при этом жидкостный насос сверхвысокого давления выполнен с возможностью создания давления струи жидкости по меньшей мере 30000 фунтов на квадратный дюйм для операции резки рельса или операции перепрофилирования рельса.
2. Система по п.1, в которой рама прикреплена к одному или более колесам для контакта с рельсом.
3. Система по п.2, выполненная с возможностью перемещения вдоль рельса посредством одного или более колес во время операции обработки рельса.
4. Система по п.1, в которой жидкостный насос сверхвысокого давления расположен на раме.
5. Система по п.1, в которой жидкостный насос сверхвысокого давления расположен на блоке, отдельном от рамы, и выполнен с возможностью перемещения независимо от и с другой скоростью, чем рама.
6. Система по п.1, выполненная с возможностью удаления внешнего участка рельса, имеющего линейный размер между 0,01 мм и 0,1 мм.
7. Система по п.1, выполненная с возможностью удаления внешнего участка рельса, имеющего линейный размер между 0,1 мм и 1,0 мм.
8. Система по п.1, выполненная с возможностью удаления внешнего участка рельса, имеющего линейный размер между 1,0 мм и 5,0 мм.
9. Система по п.1, в которой упомянутая по меньшей мере одна жидкоструйная обрабатывающая головка выполнена с возможностью обеспечения струи жидкости к рельсу под углом относительно плоскости земли.
10. Система по п.9, в которой сопловая система включает в себя вторую и третью жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления, и выполненные с возможностью обеспечения второй и третьей струй жидкости, соответственно, к рельсу под вторым и третьим углами, соответственно, относительно плоскости земли.
11. Система по п.10, в которой сопловая система включает в себя четвертую, пятую и шестую жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления, и выполненные с возможностью обеспечения четвертой, пятой и шестой струй жидкости, соответственно, к второму рельсу, противоположному первому рельсу, под четвертым, пятым и шестым углами, соответственно, относительно плоскости земли.
12. Система по п.1, в которой упомянутая по меньшей мере одна жидкоструйная обрабатывающая головка прикреплена к системе позиционирования, прикрепленной к раме, при этом система позиционирования выполнена с возможностью регулируемого позиционирования жидкоструйной обрабатывающей головки относительно рельса.
13. Система по п.12, в которой система позиционирования включает по меньшей мере один портал или роботизированную руку, прикрепленную к раме, и являющуюся подвижной независимо от рамы.
14. Система по п.12, дополнительно включающая вторую раму, выполненную с возможностью взаимодействия с рельсом, при этом вторая рама подвижна относительно рамы во время работы жидкоструйной системы сверхвысокого давления.
15. Система по п.14, в которой вторая рама включает резервуар жидкости, соединенный по текучей среде с жидкостным насосом сверхвысокого давления.
16. Система по п.15, в которой резервуар жидкости имеет емкость по меньшей мере 1000 литров.
17. Система по п.14, дополнительно включающая генератор, расположенный на второй раме и функционально соединенный с жидкостным насосом сверхвысокого давления.
18. Система по п.14, в которой упомянутая по меньшей мере одна жидкоструйная обрабатывающая головка выполнена с возможностью обработки рельса при перемещении второй рамы вдоль рельса.
19. Система по п.1, дополнительно включающая систему подачи абразива, соединенную по текучей среде с по меньшей мере одной жидкоструйной обрабатывающей головкой, и выполненную с возможностью введения потока абразива в струю жидкости.
20. Способ жидкоструйной обработки жидкоструйной системой сверхвысокого давления, включающий этапы, при которых:
- позиционируют перемещаемую раму относительно рельса, имеющую сопловую систему с по меньшей мере одной жидкоструйной обрабатывающей головкой, соединенной по текучей среде с жидкостным насосом сверхвысокого давления;
- обеспечивают для упомянутой по меньшей мере одной жидкоструйной обрабатывающей головки посредством жидкостного насоса сверхвысокого давления текучую среду под давлением, образующую струю жидкости с давлением по меньшей мере 30000 фунтов на квадратный дюйм, которая контактирует с рельсом; и
- перемещают упомянутую по меньшей мере одну жидкоструйную обрабатывающую головку относительно рельса, тем самым выполняя операцию резки или перепрофилирования рельса на линейной длине рельса вдоль направления перемещения по рельсу.
21. Способ по п.20, в котором рама включает одно или более колес для взаимодействия с рельсом.
22. Способ по п.20, в котором перемещение жидкостного насоса сверхвысокого давления соответствует перемещению рамы.
23. Способ по п.20, в котором жидкостный насос сверхвысокого давления неподвижно соединен с рамой.
24. Способ по п.20, в котором жидкостный насос сверхвысокого давления расположен на блоке отдельно от рамы и способен перемещаться с другой скоростью, чем рама.
25. Способ по п.20, в котором упомянутая по меньшей мере одна жидкоструйная обрабатывающая головка выполнена с возможностью обеспечения струи жидкости к рельсу под углом относительно плоскости земли.
26. Способ по п.20, в котором жидкостный насос сверхвысокого давления расположен во второй раме, перемещаемой независимо от первой рамы во время работы жидкоструйной системы, и дополнительно включает в себя перемещение второй рамы с другой скоростью, чем рама во время работы жидкоструйной системы.
27. Способ по п.20, в котором сопловая система включает в себя вторую и третью жидкоструйные обрабатывающие головки, соединенные по текучей среде с жидкостным насосом сверхвысокого давления, и дополнительно включающий обеспечение, для второй и третьей жидкоструйных обрабатывающих головок, посредством жидкостного насоса сверхвысокого давления, текучей среды под давлением, образующей вторую и третью струи жидкости, соответственно, которые контактируют с рельсом под вторым и третьим углами, соответственно, относительно плоскости земли.
28. Способ по п.27, в котором сопловая система включает в себя четвертую, пятую и шестую жидкоструйные обрабатывающие головки в сообщении по текучей среде с жидкостным насосом сверхвысокого давления, и дополнительно включающий обеспечение, для четвертой, пятой и шестой жидкоструйных обрабатывающих головок, посредством жидкостного насоса сверхвысокого давления, текучей среды под давлением, образующей четвертую, пятую и шестую струи жидкости, соответственно, которые контактируют с рельсом под четвертым, пятым и шестым углами, соответственно, относительно плоскости земли.
29. Сопловая система для создания изогнутой струи для жидкоструйной системы сверхвысокого давления по любому из пп.1-19, содержащая:
по меньшей мере две жидкоструйные обрабатывающие головки, выполненные с возможностью расположения на раме под разными углами относительно плоскости земли;
при этом упомянутые по меньшей мере две жидкоструйные обрабатывающие головки выполнены с возможностью соединения по текучей среде с жидкостным насосом сверхвысокого давления для снабжения текучей средой под давлением каждой из по меньшей мере двух жидкоструйных обрабатывающих головок для образования первой струи жидкости и второй струи жидкости, которая пересекает первую струю жидкости для образования составной изогнутой струи жидкости, которая контактирует с рельсом.
30. Сопловая система по п.29, в которой по меньшей мере одна из по меньшей мере двух жидкоструйных обрабатывающих головок имеет радиальную деформацию, приводящую к веерной форме по меньшей мере одной из первой или второй струй жидкости.
31. Сопловая система по п.29, в которой упомянутые по меньшей мере две жидкоструйные обрабатывающие головки расположены так, что первая и вторая струи жидкости образуются с пересечением друг друга под острым углом, так что образуемая ими составная струя жидкости образует поток с другой траекторией, который создает гладкую финишную обработку рельса во время операции обработки без заусенцев, которые остаются после первоначальной резки.
32. Способ жидкоструйной обработки жидкоструйной системой сверхвысокого давления, включающий этапы, при которых:
- позиционируют на двух рельсах, расположенных на расстоянии друг от друга, перемещаемую раму, имеющую (i) набор колес для контакта с двумя рельсами, и (ii) два набора из трех жидкоструйных обрабатывающих головок, соединенных по текучей среде с жидкостным насосом сверхвысокого давления, при этом каждый набор из трех жидкоструйных обрабатывающих головок направлен на один из двух рельсов;
- обеспечивают, для двух наборов из трех жидкоструйных обрабатывающих головок, от жидкостного насоса сверхвысокого давления текучую среду под давлением, образующую два набора из трех струй жидкости с давлением по меньшей мере 30000 фунтов на квадратный дюйм, которые контактируют с двумя рельсами; и
- перемещают раму относительно рельсов, тем самым выполняя операцию резки или перепрофилирования рельса на линейной длине рельсов вдоль направления перемещения.
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ПОЛОЖЕНИЯ ПРОФИЛЯ РАБОЧИХ ЛОПАТОК МОНОКОЛЕСА | 2014 |
|
RU2570105C1 |
| US 6148732 A, 21.11.2000 | |||
| Способ регистрации роста трещин при взрывном разрушении горных пород | 1977 |
|
SU670859A1 |
| US 2010180738 A1, 22.07.2010 | |||
| US 3858358 A, 07.01.1975 | |||
| ИНСТРУМЕНТ ДЛЯ ПРОХОДКИ ОБЪЕКТА | 2004 |
|
RU2348786C2 |

