Область техники, к которой относится изобретение
Настоящее изобретение относится к контейнерам, в частности бочонкам, и к уторам, предусмотренным на донной части упомянутых контейнеров, а также к способу изготовления таких контейнеров.
Уровень техники
Общепринято снабжать контейнер или бочонок донным и верхним уторами. Эти уторы обычно выполняют несколько функций. Первой является функция исключительно защиты основания и верхней части бочонков, чтобы они не повреждались в процессе обращения с ними. Донный утор обеспечивает также плоское основание для бочонка, чтобы его можно было легко помещать в вертикальном положении. В большинстве случаев верхний и донный уторы сконструированы, чтобы сделать бочонки пригодными к штабелированию и тем самым упростить транспортировку и хранение бочонков. Другой важной функцией уторов является облегчение обращения с бочонками. Действительно, большинство уторов снабжены закраиной, которая в установленном положении расположена по окружности бочонка и которая образует кольцо качения, так что когда бочонки снабжены донным и верхним уторами, эти бочонки можно легко перекатывать при помещении на боку без касания земли боковой стенкой бочонка.
Для того чтобы зафиксировать уторы на бочонке, известно несколько опций. В большинстве случаев, однако, уторы привариваются к боковой стенке бочонка, а это имеет тот недостаток, что когда они установлены, уторы нельзя освободить или заменить.
Данный недостаток преодолен в заявке DE 3336681, в которой описан утор, защелкивающийся позади выступов, предусмотренных по окружности соответствующего бочонка. В этом случае уторы можно легко удалять и заменять на бочонке, что упрощает как ремонт, так и утилизацию и уторов, и бочонков.
С ростом потребности в пластиковых бочонках и все возрастающей необходимости в утилизации и снижающей стоимость обработки применение уторов на бочонках и удаление упомянутых уторов с бочонков требуют дальнейшего упрощения.
Раскрытие изобретения
Настоящее изобретение решает обе вышеуказанные задачи за счет обеспечения контейнерной сборки, содержащей контейнер и утор, прикрепленные друг к другу, причем контейнер имеет концевую часть и окружную боковую стенку, отличающуюся тем, что фиксация между утором и контейнером расположена на концевой части контейнера и на расстоянии от упомянутой окружной боковой стенки.
Концевая часть предпочтительно является основанием контейнера, а утор - донным утором.
За счет перекомпоновки крепления уторов к контейнеру заявитель передвинул крепежное средство к средней части основания контейнера. При этом крепление уторов больше не зависит от периферийной окружности контейнера. Это дает преимущество в том, что крепление утора к контейнеру можно сделать одинаковым для контейнеров разных размеров, что явным образом упрощает автоматизацию и технологичность, в особенности по отношению к утилизации.
Дальнейшие преимущества, связанные с различными вариантами осуществления настоящего изобретения, включают в себя пристегивающийся блок на уторе, когда он сцепляется с донным завершением бочонка (что, разумеется, дает возможность автоматического производства). Кроме того, в случаях, когда не применяются никакие иные средства крепления, донный утор можно сразу удалить и утилизировать отдельно от бочонка, и при необходимости легко заменить другим заменяющим утором, чтобы бочонок можно было возвратить в производство. Помимо этого донный утор обеспечивает легкое обращение, а его упругая гибкость обеспечивает выигрыш в защищенности от падения.
Предпочтительно, крепление между утором и контейнером выполнено разъемным, так что уторы можно легко заменять при повреждении. В наиболее предпочтительном варианте осуществления крепление достигается защелкиванием между утором и контейнером.
Настоящее изобретение относится также к самому контейнеру, так как для того, чтобы сделать возможным вышеуказанную фиксацию, контейнер согласно настоящему изобретению имеет основание, которое снабжено крепежными средствами, расположенными на расстоянии от окружной боковой стенки контейнера.
Утор согласно изобретению содержит по меньшей мере внутреннюю ступицу, снабженную крепежными средствами, и наружную закраину, которая спроектирована для сцепления с частью окружной боковой стенки контейнера.
Наконец, настоящее изобретение относится также к способу изготовления контейнера согласно настоящему изобретению, содержащему этап, на котором обеспечивают крепежное средство на основании контейнера и на расстоянии от окружной боковой стенки контейнера.
Предпочтительно, изготавливают из термопластичного материала, который отливается в форму, благодаря чему крепежные средства создаются путем использования литьевой формы с полостью литьевой формы, определяющей поддонную область в той части полости литьевой формы, которая соответствует для формовки в ней основания контейнера.
Предпочтительно, способ далее содержит этап, на котором в процессе литья вводят в полость литьевой формы стержень, который продвигается до тех пор, пока не попадет в определяющую поддон область полости литьевой формы.
Использование такого стержня особенно выгодно в случае выдувного формования контейнера, т.к. оно помогает вдавливать термопластичный материал в область поддона, тем самым формируя крепежное средство, в частности защелку на основании контейнера.
Краткое описание чертежей
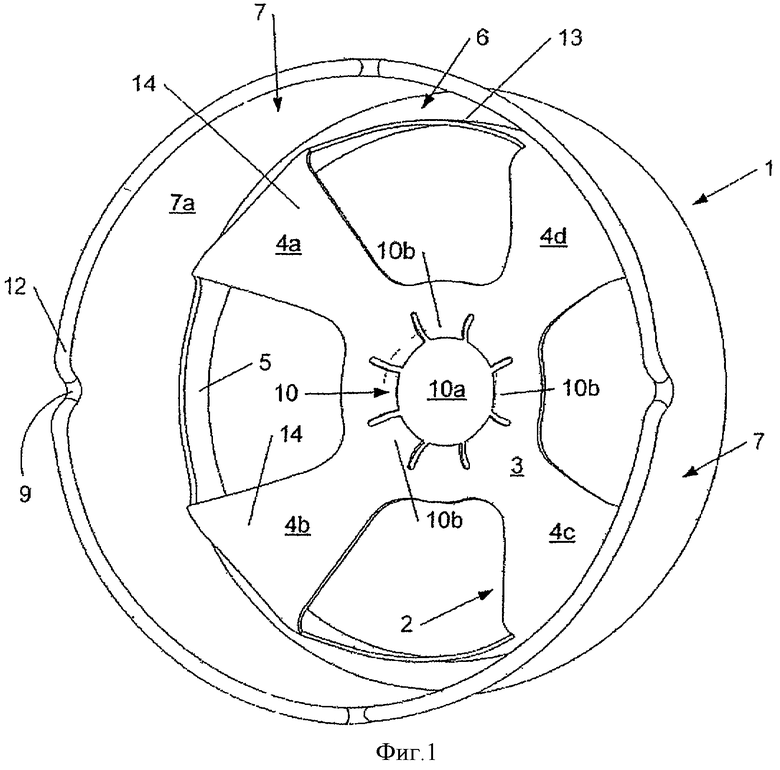
Фиг.1 иллюстрирует вид в перспективе в вертикальном положении варианта осуществления пластмассового донного утора согласно настоящему изобретению.
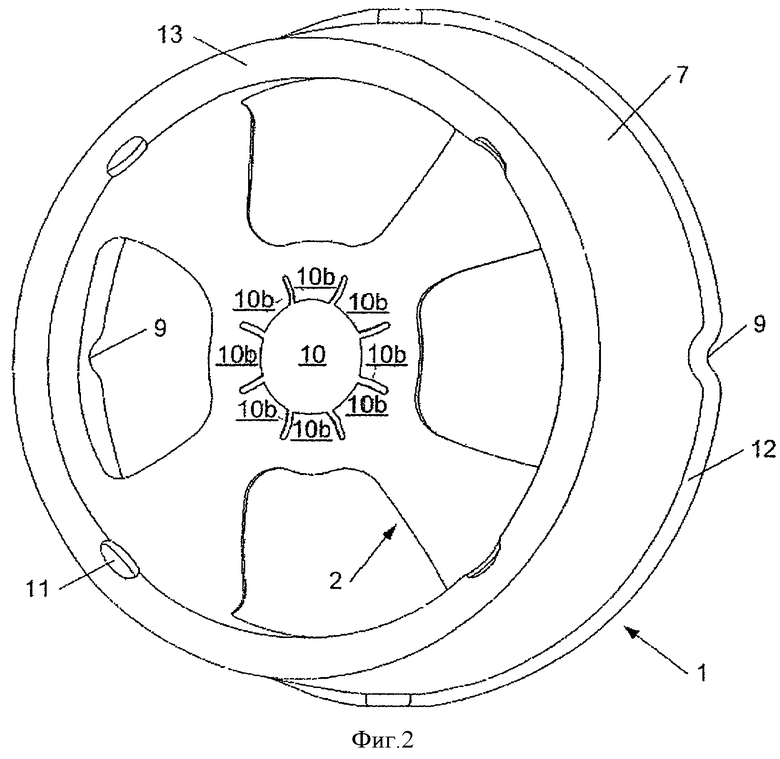
Фиг.2 иллюстрирует вид в перспективе с нижней стороны в вертикальном положении варианта осуществления пластмассового донного утора согласно настоящему изобретению.
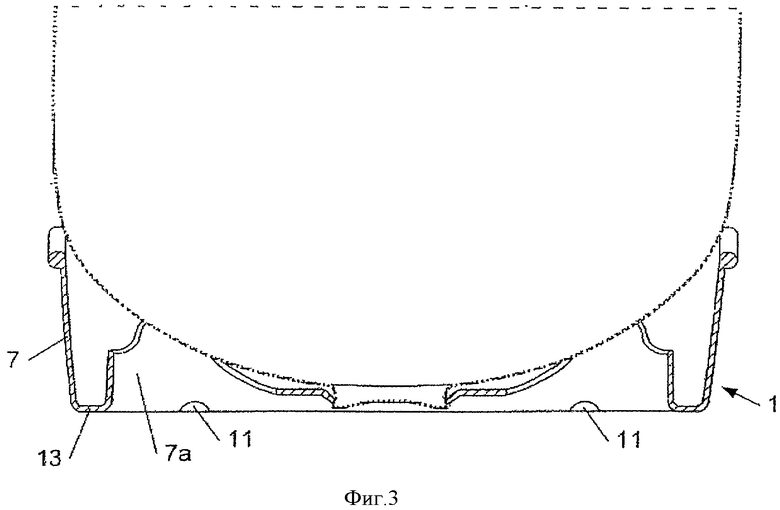
Фиг.3 иллюстрирует вид в поперечном сечении через донный утор по настоящему изобретению, во взаимодействии (т.е. в установленном состоянии) с пивным бочонком по настоящему изобретению.
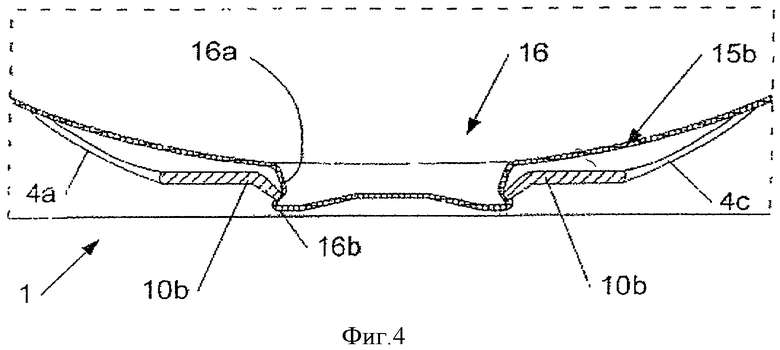
Фиг.4 иллюстрирует подробный вид поперечного сечения, показанного на фиг.3.
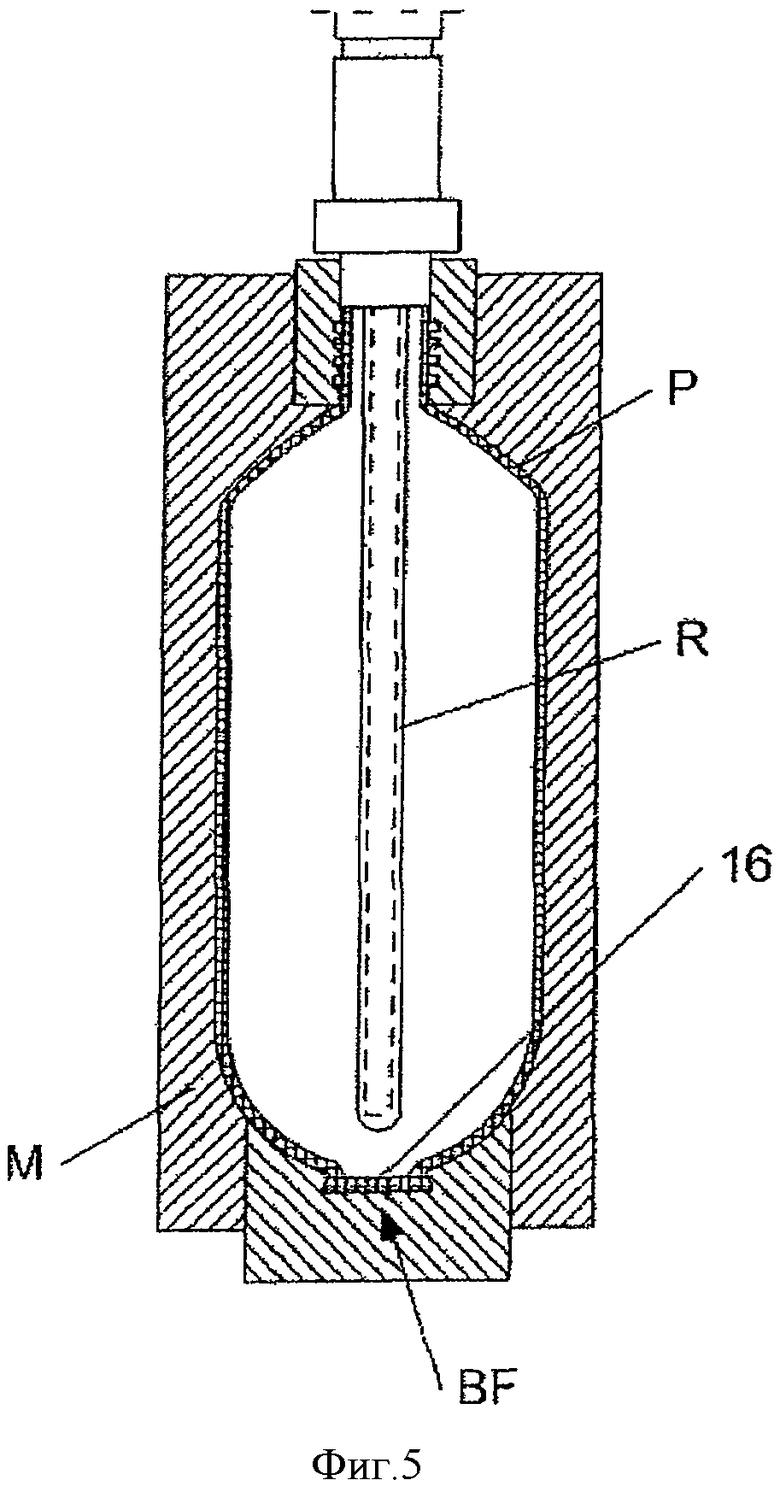
Фиг.5 иллюстрирует условное поперечное сечение через форму с раздувкой и вытяжкой согласно одному объекту настоящего изобретения.
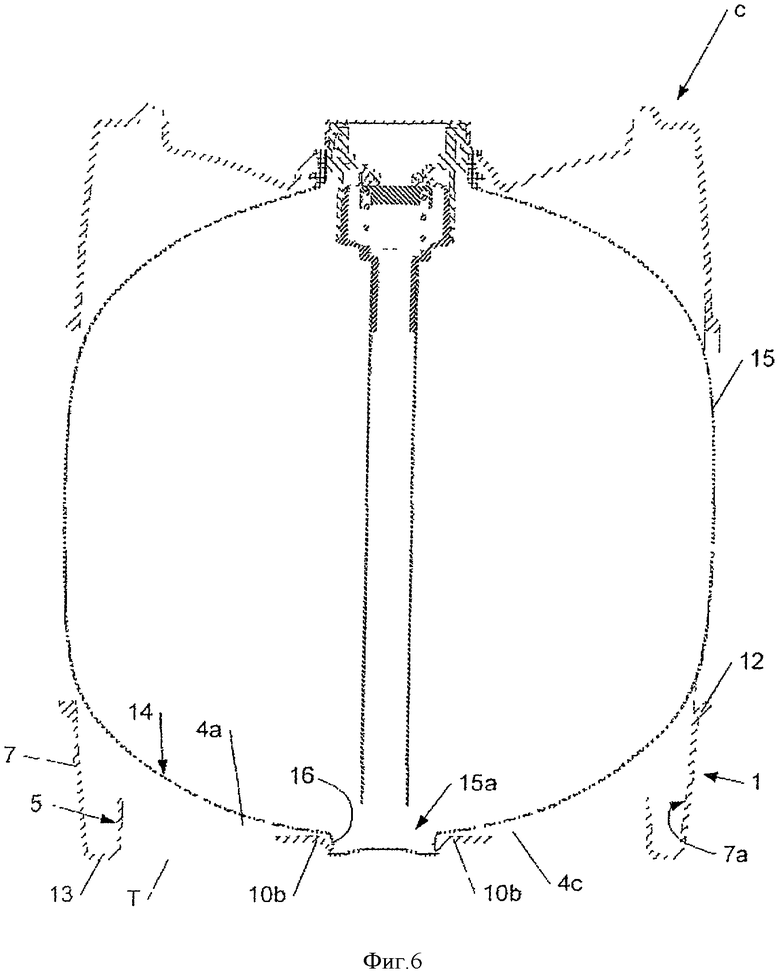
Фиг.6 иллюстрирует вертикальный вид в поперечном сечении сборки утора и бочонка согласно настоящему изобретению.
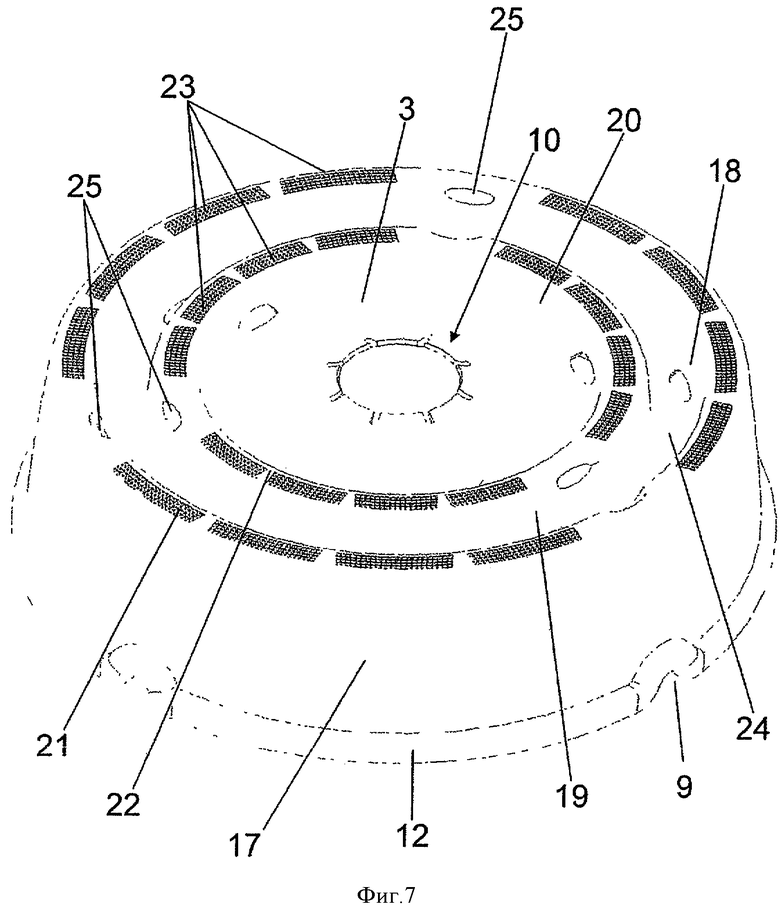
Фиг.7 иллюстрирует вид в перспективе в вертикальном положении альтернативного варианта осуществления пластмассового донного утора согласно настоящему изобретению.
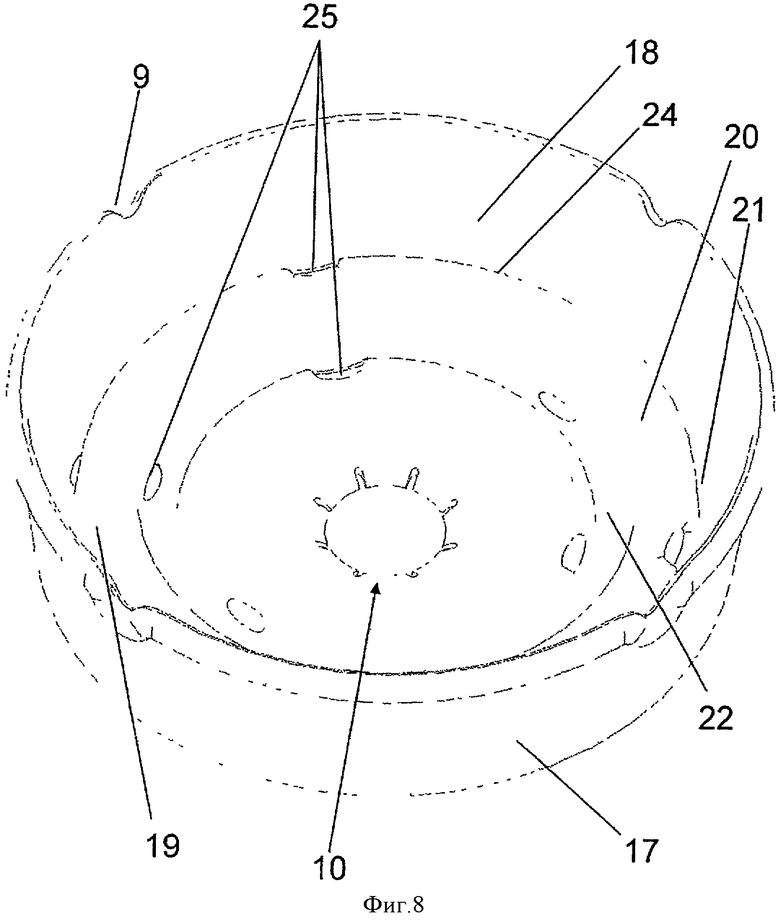
Фиг.8 иллюстрирует вид в перспективе с нижней стороны в вертикальном положении варианта осуществления пластмассового донного утора, представленного на фиг.7.
Подробное описание предпочтительного варианта осуществления
На фиг.1 и 2 приведен предпочтительный донный утор бочонка согласно настоящему изобретению. Донный утор 1 бочонка содержит кромку 10 донного завершения бочонка. Кромка 10 специально приспособлена для сцепления с взаимодействующим донным завершением бочонка (см. фиг.3 и 4). Это сцепление поддерживает взаимосвязь с взаимно пригнанным скреплением, чтобы тем самым по меньшей мере частично крепить утор к бочонку.
В предпочтительном виде утора 1 согласно настоящему изобретению кромка 10 содержит отверстие 10а, которое ограничено соответствующими свободными концами 10d множества упругих гибких зубцов 10b. Зубцы 10b проходят в радиальном направлении внутрь в отверстие 10а от закрепленных концов упомянутых зубцов 10b, которые прикреплены на внутренней, предпочтительно центральной ступице 3.
Утор 1 включает в себя крестовину 2 для сцепления донной части корпуса бочонка (см. фиг.3 и 4 и описание, которое дано ниже), связанную в рамке в уторе 1. Крестовина 2 в свою очередь содержит центральную ступицу 3 со множеством ножек или спиц 4, проходящих в радиальном направлении внутрь. Эти спицы заканчиваются на стенке 5 обода, образуя одну сторону канала 6, который далее ограничен на своей донной части основанием 13 утора и окружен отнесенной от него вбок поверхностью 7а стенки стоячей закраиной 7 утора.
Спицы 4а, 4b, 4с и 4d имеют очертания 14 (к примеру, в виде раковины) для обеспечения эффекта упрочненной балки.
Стоячая закраина 7 утора поддерживает окружной бортик 12, приспособленный для контакта с поверхностями окружных боковых стенок прикрепленного корпуса бочонка.
Закраина 7 также включает в себя стоки 9 корпуса бочонка для дренирования жидкостей, накапливающихся между закраиной 7 и связанной с ней окружной боковой стенкой корпуса бочонка. При использовании сборки бочонки по настоящему изобретению могут накапливать воду или иные жидкости, которые остаются захваченными между утором и бочонком, когда сборка ориентирована в своем нормальном вертикальном положении, но которым дается возможность вытекать через эти стоки 9.
Аналогично, дно 6 донного канала включает в себя канальные стоки 11 для дренирования жидкостей, накапливающихся каналом 6. А именно, сборки бочонков согласно настоящему изобретению зачастую промываются и наполняются в перевернутом положении, в процессе чего вода может иным образом накапливаться в канале, если не дать ей возможности вытекать через эти стоки. Отметим, что бочонок по настоящему изобретению и содержащие его сборки предпочтительно представляют собой бочонки закрытой системы.
На фиг.3 и 4 в частности показано сечение нижних частей корпуса 15 бочонка. Корпус 15 содержит окружную боковую стенку 17 и основание 15а. Это основание 15а имеет донное завершение 16, которое приспособлено сцепляться с сопряженной кромкой 10 донного завершения бочонка в донном уторе 1 бочонка, иллюстрируется на фиг.1 и 2.
Донное завершение 16 включает в себя сужающиеся боковые стенки 16а, отходящие от окружности корпуса 15 бочонка и заканчивающиеся в перекрывающей их опоре 16b, которая специально приспособлена для сцепления с взаимосвязью со взаимно пригнанным скреплением с сопряженными признаками донного утора 1, как описано здесь повсюду.
Очевидно, что донное завершение 16 образует крепежное средство, которое может взаимодействовать с крепежным средством (кромкой 10 донного завершения бочонка с зубцами 10) утора, и что согласно настоящему изобретению крепление утора к бочонку расположено на расстоянии от окружности бочонка.
На фиг.5 показан пример выдувной формы, пригодной в различным образом сформированных корпусах бочонков из термопластичных материалов для использования в настоящем изобретении. Обе примерных формы для получения соответствующих корпусов бочонков содержат соответствующие средства для формирования донных завершений бочонка, которые повсюду описаны здесь.
Конкретнее, фиг.5 иллюстрирует форму с раздувкой и вытяжкой и содержит стержень, приспособленный для прохождения внутри определяющей поддон области в основании полости литьевой формы кромки. Вытяжной стержень и полость выдувной формы взаимодействуют для формирования бочонка, имеющего донное завершение (см. завершение 16 на фиг.3 и 4, например), которое включает в себя сужающиеся боковые стенки (см. фиг.3 и 4, ссылочная позиция 16а), отходящие от окружности упомянутого корпуса бочонка и заканчивающиеся в перекрывающей их опоре (см., например, фиг.3 и 4, ссылочная позиция 16b), которая приспособлена сцепляться в упомянутой взаимосвязи со взаимно пригнанным скреплением с донным утором 1.
Для предпочтительного применения изобретение относится к использованию процессов выдувного формования. Семейство процессов выдувного формования применяется в производстве пустотелых термопластичных изделий, включающих в себя, в частности, такие контейнеры, как бутылки. Базовый процесс содержит в себе производство предварительно отформованного материала в промежуточный объект, который именуется черновой формой или заготовкой. Нагретая заготовка затем формуется вдуванием ее под давлением газа в ограничители литьевой полости, которая спроектирована для получения конечной формы изделия.
Технология выдувного формования в промышленном виде датируется с конца 1930-х годов, но ее широкое коммерческое применение началось в 1950-х годах с введения высокоплотного полиэтилена и доступного непатентованного производственного оборудования. С тех пор в употребление вошло множество других термопластичных материалов (в частности, с ростом полиэфиров по сравнению с полиолефинами, которые в некоторых случаях связаны с «обнажением запаха» и сопутствующим набуханием и увеличением кислородной проницаемости в некоторых применениях упаковок напитков), и хотя высокоплотный полиэтилен HDPE продолжает составлять до 55% всех формуемых выдуванием термопластичных материалов, около 88% остального составляет полиэтилен терефталат (PET). Кроме того, быстро развиваются рынки для более дорогого, но - в некоторых эксплуатационных отношениях - превосходящего его полиэтилен нафталата (PEN), особенно в многооборотных многоразовых применениях.
Семейство процессов выдувного формования включает в себя «экструзионное», «инжекционное» (и его родственное «вытеснительное») и «вытяжное» (известное также как «двухосно-ориентированное») выдувное формование, а также несколько их гибридов.
Экструзионное выдувное формование является в настоящее время наиболее широко используемым в этих методах и оно состоит из экструдирования (либо прерывистого, либо непрерывного) полой черновой формы в направлении падения. Когда эта черновая форма вырастает в достаточной степени, ее заранее заданная длина заключается в формовую полость (к примеру, герметизацией двух сопряженных литьевых половинок вокруг заранее заданной длины опускающейся черновой формы). Для производства малых контейнеров применяются экструзионные машины с возвратно-поступательным ходом шнека и с двойным ходом шнека, снабженные вторичным аккумулятором и поршнем для прерывистого вытеснения черновой заготовки. Для больших контейнеров вплоть до бочек, в том числе и сами бочки, применяется, однако, экструдер с аккумуляторной головкой с плунжерным питанием.
Когда черновая форма Р, см. фиг.5, захватывается формой М, она надувается под давлением газа и принимает форму жестких внутренних поверхностей охватывающей полостной формы, принимая пустотелую форму, которая в конце концов приведет к завершенному контейнеру, что может включать в себя формирование донного завершения 16 бочонка. Отметим, что хотя более старые машины выдувного формования требовали дополнительного действия по растачиванию, чтобы довести отделку контейнера для конечных спецификаций (и представляли проблему с обрезками, остававшимися внутри получающейся бутылки), эта проблема преодолена для более мелких контейнеров посредством совместного действия накального штыря и шеечного кольца формы, когда выдутая бутылка все еще остается в форме. Однако широкогорлые формованные выдуванием контейнеры все же должны завершаться в последующей завершающей прессовой операции.
Инжекционное выдувное формование представляет собой многостадийную операцию (исторически в два этапа, но сейчас почти повсеместно трехэтапная операция), в которой черновая форма формуется инжекцией в пространство, образованное заготовочной формой и размещенным в ней центральным стержнем (вместо экструдирования), а затем переносится (к примеру, на центральном стержне) на последующий формующий выдуванием участок. В «вытеснительном» варианте этого типа выдувного формования отмеренное количество термопластичного расплава вводится в заготовочную форму, и центральный стержень затем вводится в эту форму для принудительного вытеснения расплава в пространства, остающиеся между центральным стержнем и внутренними поверхностями формы, тем самым формируя заготовку.
Вытяжное выдувное формование специально приспособлено для применений, включающих в себя термопластики, способные принимать внутренние линейные ориентации молекул, такие как PET. Черновую форму можно формовать либо экструзией, либо инжекцией, хотя последнее используется наиболее часто в связи с операциями вытяжного выдувного формования. Конкретная характеристика процесса вытяжного выдувного формования состоит в том, что предварительно формованную заготовку тщательно доводят до температуры непосредственно над температурой стеклования термопластика (т.е. где она достаточно разогрета, чтобы позволить заготовке раздуваться, но достаточно холодна, чтобы задерживать повторное разупорядочивание молекулярной структуры после выравнивания), а затем вытягивают, ориентируют («частично» и в осевом направлении или по двум осям) и выдувают. Вызываемая натяжением кристаллизация в растянутом термопластике в случае PET увеличивается на 20 и даже на 28%.
Центральный стержень R применяется, как показано на фиг.5. Отметим, что в особенно предпочтительном применении настоящего изобретения и в дополнение к обеспечению составляющей осевого растяжения заготовки Р во время операции выдувания стержень R может также протягиваться для вдавливания пластичного материала в часть BF формовой полости М для получения наружного донного завершения 16 бочонка. Часть BF включает в себя средство для прижатия завершения 16, чтобы получить перехват на 16а, который затем расширяется к 16b.
Наконец, обеспечивается сборка бочонка и утора, как иллюстрируется на фиг.6. В этой связи делается ссылка на фиг.1-4 и 6. Сборка содержит корпус 15 бочонка с основанием 15а, несущим донное завершение 16 бочонка. Донный утор 1 бочонка содержит кромку 10 донного завершения бочонка. Эта кромка донного завершения бочонка и донное завершение 16 бочонка взаимно приспособлены для взаимосвязи со взаимно пригнанным скреплением упомянутых бочонка и утора. В различных проиллюстрированных вариантах осуществления взаимосвязь со взаимно пригнанным скреплением представляет собой механически воздействующую фиксацию с упругим смещением между выпуклыми частями бочонка 15 и упомянутым утором 1, как иллюстрируется на фиг.6, донный утор 1 показан в покое, в штабелированном состоянии на совместной поверхности Т, не показанной, но практически идентичной верхнему утору С, проиллюстрированному в насаженном положении на верху бочонка 15.
Ясно, что для фиксации утора 1 согласно изобретению к бочонку достаточно расположить утор 1 отверстием 10а на донном завершении 16 бочонка и надавить на него так, чтобы гибкие зубцы защелкнулись позади перекрывающей опоры 16b.
В случае, кода бочонок является пластмассовым бочонком, предпочтительно обеспечить внутреннее избыточное давление в бочонке, чтобы избежать какой-либо деформации во время фиксации утора 1.
Для удаления утора 1 можно срывать утор 1, хотя удаление можно легко автоматизировать за счет использования цилиндрического сверла, разрушающего зубцы 10b, благодаря чему утор 1 спадет с бочонка, как и зубцы 10b. Такое автоматизированное и простое удаление утора, очевидно, упрощает утилизацию сборки бочонка.
Отметим, что когда бочонки имеют разные размеры, но со стандартными донными завершениями, сборку утора 1 и бочонка можно автоматизировать независимо от размеров бочонка. Такая автоматизация практически полезна для утилизации, т.к. не потребуется никакой сортировки бочонков.
Фиг.7 и 8 представляют альтернативный вариант осуществления утора 1 согласно изобретению. В данном варианте осуществления утор содержит четыре концентрических цилиндрических стенки 17, 18, 19, 20, причем самая наружная стенка 17 образует закраину утора 1.
Эта наружная стенка 17 и смежная с ней стенка взаимно соединяются на одних своих краях посредством поперечного обода 21, тогда как самая внутренняя стенка 20 и соседняя с ней стенка 19 взаимно соединяются другим поперечным ободом 22. Оба обода 21 и 22 предпочтительно расположены в одной и той же воображаемой плоскости и образуют основание утора 1. Данное основание предпочтительно снабжено зонами 23 увеличенной жесткости для увеличения сцепления основания при размещении на земле.
Свободный край самой наружной стенки 17 снабжен окружным утолщением 12 и стоками 9, соответствующими тому, что описано в отношении утора, представленного на фиг.1-4.
Свободные края обеих промежуточных стенок 18 взаимно соединены кольцевым ободом 24, тогда как свободные края самой внутренней стенки 20 проходят в центральную ступицу 3, соответствующую тому, что описано в отношении утора, представленного на фиг.1-4, и окружающую кромку 10 донного завершения бочонка.
Как понятно из этих чертежей, стоки 25 предусмотрены на переходе стенок 17-20 и соответствующих ободках 21, 22 и 24 и на переходе самой внутренней стенки 20 и центральной ступицы 3.
Применение данного альтернативного утора на бочонке идентично тому, что описано в отношении утора, представленного на фиг.1-4.
Наконец, заметим, что и бочонок, и утор могут иметь различные формы. Бочонки, например, могут иметь круглое поперечное сечение, прямоугольное поперечное сечение или поперечное сечение любой иной формы.
Изобретение относится к области хранения и выдачи жидкостей из контейнера в виде бочонка. Предложена сборка, содержащая бочонок и утор, зафиксированные относительно друг друга. При этом бочонок имеет основание и окружную боковую стенку, а утор зафиксирован крепежным средством, расположенным на основании бочонка, на расстоянии от упомянутой окружной боковой стенки. Крепежное средство содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре. Такое выполнение упрощает установку и удаление уторов с бочонков для их дальнейшей утилизации. При этом снижается стоимость обработки. 5 н. и 7 з.п. ф-лы, 8 ил.
1. Сборка, содержащая бочонок и утор, зафиксированные относительно друг друга, причем бочонок имеет основание и окружную боковую стенку, а утор зафиксирован крепежным средством, расположенным на основании бочонка, на расстоянии от упомянутой окружной боковой стенки, отличающаяся тем, что крепежное средство содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
2. Сборка по п.1, отличающаяся тем, что фиксация утора к крепежным средствам является разъемной.
3. Сборка по любому из пп.1 и 2, отличающаяся тем, что фиксация утора к крепежным средствам является защелкивающейся.
4. Бочонок, имеющий основание и окружную боковую стенку и снабженный крепежным средством, расположенным на основании бочонка на расстоянии от упомянутой окружной боковой стенки, отличающийся тем, что крепежное средство содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
5. Бочонок по п.4, отличающийся тем, что он выполнен из термопластичного материала.
6. Утор, предназначенный для фиксации к основанию бочонка и содержащий центральную внутреннюю ступицу с крепежными средствами, предназначенными для фиксации основания бочонка к утору, несколько спиц, проходящих в радиальном направлении внутрь, стенку стоячей закраины, предназначенной для контакта с окружными боковыми стенками бочонка, отличающийся тем, что упомянутые крепежные средства центральной внутренней ступицы предназначены для контакта с соответствующим крепежным средством, расположенным на основании бочонка, и которое содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
7. Утор по п.6, отличающийся тем, что упомянутые крепежные средства центральной внутренней ступицы имеют кромку с отверстием, ограниченным соответствующими свободными концами множества упругих зубцов, проходящих в радиальном направлении внутрь от внутренней ступицы.
8. Способ изготовления бочонка, имеющего основание и окружную боковую стенку, содержащий этап, на котором на основании бочонка на расстоянии от окружной боковой стенки бочонка формируют крепежное средство, отличающийся тем, что крепежное средство содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
9. Способ по п.8, отличающийся тем, что бочонок изготавливают отливкой термопластичного материала в форму, образуя упомянутое крепежное средство, при этом литьевая форма имеет поддонную область, соответствующую форме основания бочонка на расстоянии от упомянутой окружной боковой стенки бочонка, и содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
10. Способ по п.9, отличающийся тем, что содержит этап, на котором в процессе литья в полость литьевой формы вводят стержень до тех пор, пока он не достигнет поддонной области литьевой формы.
11. Литьевая форма, предназначенная для изготовления бочонка, и содержащая полость для формовки внешней поверхности бочонка, имеющего основание и окружную боковую стенку, отличающаяся тем, что литьевая форма имеет поддонную область, соответствующую форме основания на расстоянии от упомянутой окружной боковой стенки, и содержит суженные боковые стенки, проходящие в поперечном направлении от основания бочонка и заканчивающиеся в перекрывающей их опоре.
12. Литьевая форма по п.11, отличающаяся тем, что снабжена стержнем, предназначенным для введения в полость литьевой формы в процессе литья до тех пор, пока он не достигнет поддонной области литьевой формы.
| US 6662963 A, 16.12.2003 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 2918188 A, 22.12.1959 | |||
| US 4955492 A, 11.09.1990 | |||
| US 4573604 A, 04.03.1986 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| GB 2001032 A, 09.06.1978 | |||
| DE 3925165 A1, 07.02.1991. | |||

