Область техники, к относится изобретение
Настоящее изобретение относится, преимущественно, к новым разработкам разливных упаковок «bag-in-containers», и, в частности, к конструкции вентиляционных каналов сопряжения, позволяющих управлять давлением в месте сопряжения между внутренним слоем (пакетом) и внешним слоем (контейнером) подобной упаковки «bag-in-containers» для отделения внутреннего слоя от внешнего слоя и сжимания внутреннего пакета. Оно также относятся к способу изготовления подобной упаковки «bag-in-containers», в частности к преформам для их изготовления, а также к способу для изготовления упомянутых преформ.
Уровень техники, предшествующий изобретению
Упаковка «bag-in-containers» также называется «bag-in-bottles» (мех-в-бутыле) или «bag-in-boxes» (мешок в коробке) в зависимости от формы внешней оболочки, при этом все используемые здесь термины охватываются значением термина «bag-in-container», эта упаковка является разновидностью упаковки для розлива жидкостей и состоит из внешнего контейнера, отверстия, сообщающегося с атмосферой - горловины, и сжимаемого внутреннего пакета, соединенного с упомянутым контейнером, сообщающимся с атмосферой в районе указанной горловины. Система должна содержать, по меньшей мере, один вентиляционный канал, сообщающий с атмосферой область между внутренним пакетом и внешним контейнером для управления давлением в данной области при сдавливании внутреннего пакета и розлива за счет этого содержащейся в нем жидкости.
Традиционно, упаковка «bag-in-containers», до этого и в настоящее время, выпускается путем отдельного изготовления внутреннего пакета со специальной закрывающейся горловиной в сборе и жесткого контейнера (обычно в форме бутыли). Пакет вставляется в окончательно сформированное отверстие бутыли и крепится на горлышке при помощи укупорочного устройства, имеющего с одной стороны отверстие вовнутрь пакета, и вентиляционные каналы, обеспечивающие сообщение области, расположенной между пакетом и бутылью, с атмосферой; примеры подобных конструкций можно найти, в частности, в US 3484011, US 3450254, US 4330066 и US 4892230. Преимуществом данного вида упаковки «bag-in-containers» является то, что она многоразовая, однако ее производство трудоемко и она очень дорогостояща.
Недавние разработки были направлены на производство «составных bag-in-containers способом выдувного формования», позволивших исключить трудоемкий этап сбора пакета в контейнере, используя способ выдувания полимерной многослойной преформы в контейнере с внешним и внутренним слоями таким образом, что адгезия между внешним и внутренним слоями производимого подобным образом контейнера была достаточно слабой для быстрого расслоения после подачи газа в место сопряжения. «Внутренний слой» и «внешний слой» могут состоять из одного или нескольких слоев, однако, в любом случае, они могут быстро быть идентифицированы, по крайней мере, после расслоения. В упомянутой технологии существует множество проблем, поэтому было предложено много альтернативных решений.
Многослойная преформа может быть экструдирована или изготовлена способом литья под давлением (см. US 6238201, JP 10128833, JP 11010719, JP 9208688, US 6649121). Первый способ используется, когда требуется высокая производительность, а второй - когда необходимо обеспечить определенную толщину стенок, как правило, в емкостях для розлива напитков.
Преформы для производства способом выдувного формования составной упаковки «bag-in-containers» существенно отличаются от преформ для производства способом выдувного формования многослойных контейнеров, при котором не предусматривается расслоение слоев контейнера по толщине. Упаковка «bag-in-container» состоит из жесткой оболочки, содержащей гибкий, сжимаемый пакет. Таким образом, внешний слой контейнера существенно толще, чем внутренний пакет. Точно такое же соотношение прослеживается и в преформе; внутренний слой существенно тоньше внешнего слоя. Более того, в отдельных случаях, преформа может уже иметь вентиляционные каналы, чего никогда не встречается в преформах при производстве многослойных контейнеров (см. EP A 1356915).
Еще одной проблемой при производстве составной упаковки «bag-in-containers» способом выдувного формования является формирование вентиляционных каналов сопряжения. Было предложено несколько решений, при которых вентиляционные каналы формировались после выдувного формования упаковки «bag-in-container», описанных в US 5301838, US 5407629, JP 5213373, JP 8001761. К недостаткам данного подхода, безусловно, относится то, что он предусматривает дополнительный производственный этап, а также опасность разрыва пакета. Общим для этих решений, в действительности, является то, что отверстие формируется перпендикулярно стенке внешнего контейнера, а также то, что требуется высокая точность, чтобы не повредить стенку внутреннего слоя.
Согласно EP 1356915 и US 6649121, преформа формируется вначале путем литья под давлением внешнего слоя, а затем литья под давлением внутреннего слоя поверх наружного слоя. Во время литья под давлением слоев, вентиляционные отверстия, перпендикулярно расположенные к стенке внешнего слоя, формируются при помощи выступающих штифтов, которые выполнены заподлицо с внутренней поверхностью полученного таким образом внешнего слоя. Штифты не воздействуют на поверхностно залитый внутренний слой, а подобный способ решает проблему, связанную с риском повреждения внутреннего пакета при формировании вентиляционных каналов. Вентиляционные отверстия обязательно должны быть расположены в области горловины контейнера, где при выдувном формовании растяжение не происходит или оно незначительно.
Между тем, вентиляционные отверстия, описанные в EP 1356915 и US 6649121, не пригодны для подключения к источнику сжатого газа для расслоения и сжатия внутреннего пакета. Более того, внутренний и внешний слои не растягиваются или растягиваются незначительно в области горловины контейнера, в результате чего стенки в данной области становятся более толстыми и более жесткими, чем в корпусе контейнера. Следовательно, для расслоения внутреннего и внешнего слоев необходимо повышенное давление за счет подачи сжатого воздуха через вентиляционные каналы в направлении, перпендикулярном сопряжению, как это требуется при производстве упаковки «bag-in-container» для розлива таких напитков, как пиво и газированная вода.
В JP 10180853 рассматривается составная упаковка «bag-in-container», изготовленная способом выдувного формования, где сборная преформа состоит из внутренней преформы, вставленной во внешнюю преформу, таким образом, что в области горловины сборной преформы образуется полость, поперечно расположенная по отношению к стенке внешнего контейнера. После выдувного формования упомянутый вентиляционный канал остается в изготовленной таким образом упаковке «bag-in-container». Следует отметить, что толщина стенок преформы, описанной в JP 10180853, меняется локально, что может привести к серьезным проблемам при обработке и возобновляемости конечной упаковки «bag-in-container» после выдувного формования.
Для того чтобы оптимизировать расслоение внутреннего и внешнего слоев при подаче сжатого газа в вентиляционные каналы, упомянутые вентиляционные каналы в предпочтительном варианте должны проходить параллельно сопряжению между этими двумя слоями таким образом, чтобы обеспечивать расклинивающее действие. Однако в решениях, предложенных на предшествующем уровне техники, относящихся к составной упаковке «bag-in-container», изготовленной способом выдувного формования, вентиляционные каналы проходили перпендикулярно сопряжению и открывались в атмосферу через отверстие, расположенное поперечно и перпендикулярно по отношению к стенке внешнего контейнера, таким образом, не обеспечивая никакого расклинивающего действия, соответственно, снижая эффективность и воспроизводимость расслоения между внутренним пакетом и внешним контейнером.
Упаковка «bag-in-container» для напитков, таких как пиво или газированная вода, обычно используется в специальных установках, в которых разливное отверстие соединено с горловиной внутреннего пакета, а источник сжатого газа (обычно воздуха), соединен с отверстием (отверстиями) вентиляционных каналов. В целях компактности установки, конструкция вентиляционных каналов имеет ограничения, в предпочтительном варианте они должны открываться в атмосферу в области горловины упаковки «bag-in-container» и быть сориентированы вдоль той же оси для объединения всех трубок. В этом плане подобная конструкция аналогична традиционному сопряжению в бочонке пива, что, конечно же, является преимуществом, поскольку позволяет заменить традиционный бочонок на составную упаковку «bag-in-container», изготовленную способом выдувного формования, без замены разливной установки.
Из вышесказанного следует, что на существующем уровне техники имеется потребность в составной упаковке «bag-in-container», изготовленной способом выдувного формования для розлива напитков, позволяющей оптимизировать отслаивание внутреннего пакета от внешнего контейнера после подачи сжатого газа в место сопряжения, которая может использоваться с существующими разливными устройствами.
Существо изобретения
Настоящее изобретение определено в прилагаемых независимых пунктах формулы изобретения. Предпочтительные варианты реализации изобретения определены в зависимых пунктах формулы изобретения. В частности, настоящее изобретение относится к составной упаковке «bag-in-container», изготовленной способом выдувного формования, внутренний слой которой образует пакет, а внешний слой - контейнер, с горловиной, соединяющей внутренний объем пакета с атмосферой. Контейнер также включает в себя, по меньшей мере, один вентиляционный канал в области сопряжения, соединяющий область сопряжения между внутренним и внешним слоями с атмосферой, при этом, по меньшей мере, один вентиляционный канал проходит параллельно сопряжению между внутренним и внешним слоями и открывается в атмосферу в области, примыкающей к и ориентированной примерно соосно горловине упаковки «bag-in-container».
Настоящее изобретение также относится к преформе для выдувного формования упаковки «bag-in-container» по настоящему изобретению. Преформа включает в себя внутренний и внешний слои, а также корпус, область горлышка, и горловину, соединяющую с атмосферой пространство, ограниченное внутренним слоем, при этом внутренний и внешний слои соединены друг с другом сопряжением, по крайней мере, на уровне горлышка. Преформа включает в себя, по меньшей мере, один вентиляционный канал в области сопряжения, проходящий параллельно сопряжению и открывающийся в атмосферу в месте, примыкающем к и ориентированному соосно горловине преформы.
Внутренний и внешний слои преформы (и, соответственно, упаковки «bag-in-container») по настоящему изобретению могут состоять из различных или одних и тех же материалов. Два слоя преформы могут быть соединены сопряжением преимущественно по всей внутренней поверхности внешнего слоя. И, наоборот, они могут быть разделены преимущественно по всей площади корпуса преформы зазором, наполненным воздухом и сообщающимся с, по меньшей мере, одним вентиляционным каналом сопряжения. Преформа может представлять собой сборную конструкцию из двух преформ, внутренней и внешней, или может быть составной преформой, полученной способом литья под давлением одного слоя поверх другого.
Предпочтительно, чтобы вентиляционные каналы имели клиновидную форму, широкое основание которых находилось бы на уровне отверстия и сужалось по мере углубления в сосуд до тех пор, пока оба слоя не пересекутся и не образуют сопряжение. Контейнер может иметь один или несколько вентиляционных каналов, равномерно расположенных вокруг краев горловины упаковки «bag-in-container».
Предпочтительный способ изготовления упаковки «bag-in-container» по настоящему изобретению включает следующие этапы:
- получение преформы, как это описано выше, в которой внутренний и внешний слои разделены на существенной площади корпуса преформы зазором, наполненным воздухом, и в которой упомянутый зазор имеет связь с, по меньшей мере, одним вентиляционным каналом в области сопряжения;
- доведение упомянутой преформы до температуры выдувного формования;
- закрепление нагретой таким образом преформы на уровне области горлышка крепежными средствами в устройстве для выдувного формования;
- выдувное формование нагретой таким образом преформы и получение упаковки «bag-in-container»;
при этом
- на первом этапе, для растягивания преформы, в пространство, ограниченное внутренним слоем, подают газ, а воздуху, находящемуся в зазоре, разделяющем внутренний и внешний слои преформы, не дают выйти, путем перекрытия, по меньшей мере, одного упомянутого вентиляционного канала сопряжения в преформе клапаном, расположенным в упомянутых крепежных средствах; а
- на втором этапе, после того как давление воздуха в упомянутом зазоре достигает предустановленного значения, клапан открывается, выпуская, таким образом, воздух, находящийся в зазоре.
Особо предпочтительный вариант реализации преформы согласно настоящему изобретению представляет собой составную двухслойную преформу, изготавливаемую посредством следующих последовательных этапов:
- литье под давлением внутреннего слоя преформы на литейном стержне;
- литье под давлением внешнего слоя преформы поверх внутреннего слоя;
- снятие полученной таким образом преформы с литейного стержня, при этом упомянутый литейный стержень имеет в своем основании, по меньшей мере, один штифт, пригодный для формирования вентиляционного канала в области сопряжения, идущего параллельно сопряжению между упомянутым первым и вторым слоями и открывающегося в атмосферу в месте, примыкающем к и ориентированному соосно горловине преформы.
Краткое описание чертежей
Фигура 1A представляет собой схематичное изображение в поперечном разрезе первого варианта реализации преформы согласно настоящему изобретению и упаковки «bag-in-container», полученных после выдувного формования.
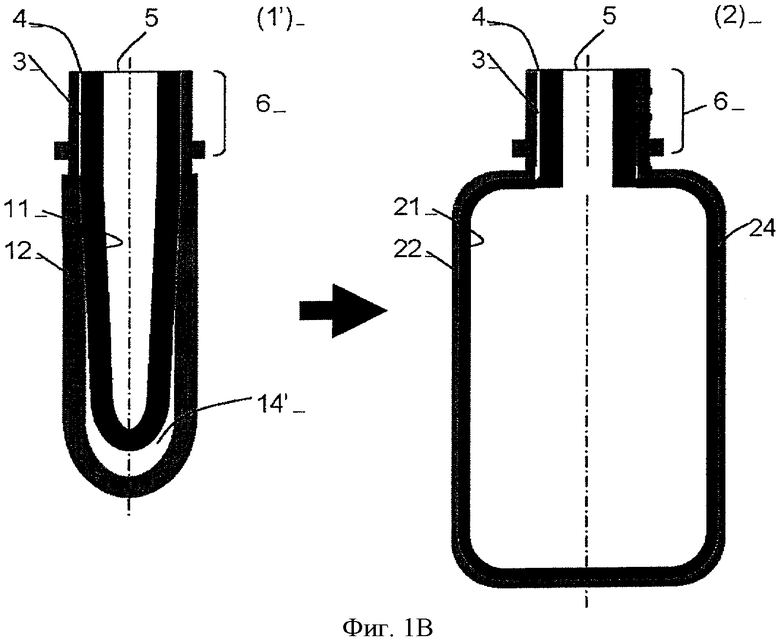
Фигура 1B представляет собой схематичное изображение в поперечном разрезе второго варианта реализации преформы согласно настоящему изобретению и упаковки «bag-in-container», полученных после выдувного формования.
Подробное описание изобретения
На прилагаемых фигурах 1A и 1B представлена составная упаковка «bag-in-container» 2, изготовленная способом выдувного формования и преформа 1 и 1' для ее изготовления. Преформа 1 состоит из внутреннего слоя 11 и внешнего слоя 12, соединенных, по меньшей мере, на уровне области 6 горлышка сопряжением (показанным с правой стороны). Область между внутренним и внешним слоями 11 и 12 может либо состоять из сопряжения 14, где два слоя преимущественно соприкасаются друг с другом, либо иметь зазор (14'), сообщающийся с, по меньшей мере, одним вентиляционным каналом 3. Упомянутый вентиляционный канал 3 имеет отверстие 4, примыкающее к и ориентированное соосно горловине 5 упомянутой преформы.
Преформа может представлять собой сборную конструкцию из двух отдельных преформ 11 и 12, изготовленных независимо друг от друга и собранных впоследствии таким образом, что внутренняя преформа 11 вставлена во внешнюю преформу 12. Подобное решение обеспечивает больше возможностей при проектировании горлышка и вентиляционных каналов, а также при выборе материалов, используемых в элементах преформы. Преформа может также быть составной, полученной в результате литья под давлением одного слоя поверх другого. Последний вариант реализации изобретения более предпочтителен, нежели сборная преформа, поскольку в нем отсутствует этап сборки, а для изготовления преформы требуется только одна производственная установка. С другой стороны, варианты конструкций вентиляционных каналов весьма ограничены, поэтому температуры плавления внутреннего и внешнего слоев необходимо тщательно подбирать в зависимости от того, какой слой отливается первым; общее правило заключается в том, что для слоя, отливаемого первым, обычно требуется более высокая температура плавления.
Внутренний и внешний слои преформы 1 могут состоять из различных материалов или одинакового материала. В случае если используются различные материалы, должны быть соблюдены некоторые требования, зависящие от технологических параметров литья под давлением преформы, так же как и выдувного формования упаковки «bag-in-container». Безусловно, важно, чтобы оба материала обрабатывались в весьма схожем технологическом диапазоне и чтобы они не образовали слишком прочного сопряжения, которое трудно будет разъединить при подаче сжатого газа в область сопряжения.
Неожиданно было замечено, что отличные результаты могут достигаться также и у преформ, внутренний и внешний слои которых выполнены из одинаковых материалов. Считается, что один и тот же полимер вступает в контакт с любой стороны места сопряжения между внутренним и внешним слоями в следующих случаях:
- внутренний и внешний слои состоят из одного и того же материала (например, PETвнутренний PETвнешний независимо от марки конкретного PET); либо
- внутренний и внешний слои состоят из смеси сополимеров, имеющих, по меньшей мере, один общий полимер, при условии, что подобный общий полимер находится в месте сопряжения, а отличающийся полимер преимущественно отсутствует в подобном месте сопряжения (например, (0.85 PET+0.15 PA6)внутренний (0.8 PET+0.2 PE)внешний, где PET - полиэтилентерефталат; PA - полиамид; PE - полиэтилен.
Присутствие в слое небольшого количества присадок не делает материал иным, если они существенным образом не изменяют свойства сопряжения.
Предпочтительными материалами для преформ и упаковки «bag-in-container» по настоящему изобретению являются полиэфиры, такие как PET (полиэтилентерефталат), PEN (полиэтиленнафталат), PTT (политриметилентерефталат), PTN (политриметиленнафталат); полиамиды, такие как PA6, PA66, PA11, PA12; полиолефины, такие как PE (полиэтилен), PP (полипропилен); EVOH (сополимер этилена - винилового спирта); биологически разлагаемые полимеры, такие как PGAc (полигликоль ацетат), PLA (полимолочная кислота); и их сополимеры и смеси. В случае, когда для внутреннего и внешнего слоев используются различные материалы, их оптимальные температуры выдувного формования не должны отличаться друг от друга более чем приблизительно на 70°C, предпочтительно на 40°C, наиболее предпочтительно на 10°C, а в идеальном варианте должны иметь одну и ту же температуру выдувного формования. Температуры слоев могут быть определены посредством инфракрасного измерения.
Два слоя 11 и 12 преформы могут быть соединены сопряжением 14 преимущественно по всей внутренней поверхности внешнего слоя (см. 1 на фигуре 1A). И, наоборот, они могут быть разделены преимущественно по всей площади корпуса преформы зазором 14', содержащим воздух и сообщающимся с, по меньшей мере, одним вентиляционным каналом 3 в области сопряжения (см. 1' на фигуре 1B). Последний вариант реализации изобретения легче осуществить, используя сборную преформу, выполненную таким образом, что внутренняя преформа прочно закреплена на наружной преформе в области 6 горлышка, и, соответственно, между внутренним и внешним слоями 11 и 12 может быть образован существенный зазор 14'.
Разделительная смазка может быть нанесена на какую-то одну или обе поверхности сопряжения внутреннего и внешнего слоев, образующих область сопряжения упаковки «bag-in-container». В случае если внешний слой получают методом литья под давлением поверх внутреннего слоя, разделительная смазка может быть нанесена на внешнюю поверхность внутреннего слоя перед формованием внешнего слоя. Можно использовать любые разделительные смазки, имеющиеся в продаже, наиболее подходящие для материала, используемого в преформе и выдерживающие температуры формования, вроде разделительных смазок на основе силикона или PTFE (например, Freekote). Разделительную смазку следует наносить непосредственно перед загрузкой заготовок в устройство для выдувного формования, иногда преформы могут поставляться с уже нанесенной смазкой.
Принимая во внимание конструкцию внутреннего слоя, нанесение разделительной смазки становится особенно важным. Действительно, снижение интерференционного адгезивного усилия облегчает отслоение внутреннего слоя от внешнего слоя и таким образом снижает напряжение, воздействующее на внутренний слой при расслоении, что позволяет делать внутренний слой очень тонким и гибким, без риска повредить внутренний слой после расслоения. Безусловно, гибкость внутреннего пакета является ключевым параметром при розливе жидкостей, кроме этого, если делать внутренний слой очень тонким, то можно дополнительно сэкономить на экономии материала.
Предпочтительно, чтобы, по меньшей мере, один вентиляционный канал 3 имел клиновидную форму, широкое основание которой находилось бы на уровне отверстия 4 и сужалось по мере продвижения вглубь сосуда до тех пор, пока оба слоя не пересекутся, образуя сопряжение 14, по меньшей мере, на уровне области горлышка. Контейнер может иметь один или несколько вентиляционных каналов, равномерно расположенных вокруг краев горловины упаковки «bag-in-container». Предпочтительно использование нескольких вентиляционных каналов, поскольку это позволяет сделать более равномерным разъединение сопряжения между внутренними и внешним слоями 21 и 22 упаковки «bag-in-container» 2 после подачи сжатого газа через упомянутые вентиляционные каналы. Предпочтительно, чтобы преформа имела два оппозитных вентиляционных канала, диаметрально расположенных у краев горловины сосуда. Более предпочтительно, три и наиболее предпочтительно, не менее четырех равномерно расположенных вентиляционных каналов у краев горловины.
Клиновидная форма вентиляционного канала предпочтительна не только для разъединения сопряжения, но также и для изготовления составной преформы. Способ для изготовления составной преформы, пригодный для выдувного формования упаковки «bag-in-container» согласно настоящему изобретению, включает следующие этапы:
- литье под давлением внутреннего слоя на литейном стержне;
- литье под давлением внешнего слоя поверх внутреннего слоя; и
- снятие полученной таким образом преформы с литейного стержня;
при этом упомянутый литейный стержень имеет в своем основании, по меньшей мере, один штифт, пригодный для формирования вентиляционного канала сопряжения, идущего параллельно сопряжению между упомянутым первым и вторым слоями и открывающегося в атмосферу в месте, примыкающем к и ориентированному соосно горловине преформы. Литейный стержень может иметь один штифт, но преимущественно содержит более одного штифта с целью получения нескольких вентиляционных каналов вокруг края горловины контейнера. Предпочтительно, чтобы штифты имели клиновидную форму, поскольку, с одной стороны, клиновидный вентиляционный канал обладает рядом преимуществ, рассмотренных выше, а с другой стороны, изготовленную подобным образом преформу легче снимать с литейного стержня. Размеры штифтов зависят от размера упаковки «bag-in-container», а также, в частности, от размеров ее горловины и краев. Для обычной бытовой машины для розлива напитков емкостью около 56 литров штифты имеют длину от 5 до 75 мм, предпочтительно от 5 до 50 мм, наиболее предпочтительно - от 10 до 20 мм и их основание, образующее вентиляционные каналы, преимущественно по форме дугообразное, в длину от 3 до 15 мм, преимущественно от 5 до 10 мм и ширину от 0.5 до 5 мм, преимущественно от 0.5 до 2 мм.
Упаковка «bag-in-container» 2 по настоящему изобретению может быть получена из преформы, как описано выше, доведением данной преформы до температуры выдувного формования, закреплением нагретой подобным образом преформы на уровне горлышка крепежными средствами в устройстве выдувного формования, и выдувным формованием нагретой таким образом преформы до образования упаковки «bag-in-container». Внутренний и внешний слои 21 и 22 полученной таким образом упаковки «bag-in-container» соединены друг с другом сопряжением 24 практически по всей внутренней поверхности внешнего слоя. Указанное сопряжение 24 сообщается с атмосферой через вентиляционные каналы 3, сохраняющие свою первоначальную форму в способе выдувного формования, поскольку область горлышка преформы, где расположены вентиляционные каналы, прочно удерживается крепежными средствами и не растягивается во время формования.
Необходимо, чтобы сопряжение 24 между внутренним и внешним слоями 21 и 22 разделялось после подачи сжатого газа через вентиляционные каналы надежно с возможностью повторения. Успех данной операции зависит от ряда параметров, в частности от адгезивной прочности сопряжения, количества, формы и расположения вентиляционных каналов, а также давления подаваемого газа. Прочность сопряжения, безусловно, является ключевым моментом и может быть выбрана путем подбора материала для внутреннего и внешнего слоев, а также параметрами процесса во время выдувного формования. Используемое соотношение давление-время-температура имеет первостепенное значение, но удивительным образом было замечено, что превосходные результаты могут быть получены в случае, если процесс выдувного формования выполняется на описанной выше преформе, в которой внутренний и внешний слои на существенной площади корпуса преформы разделены зазором, содержащим воздух, и в которой упомянутый зазор сообщается с, по меньшей мере, одним вентиляционным каналом сопряжения, при этом
- на первом этапе, в пространство, ограниченное внутренним слоем, подают газ для того, чтобы растянуть преформу, в то время как воздуху в зазоре, разделяющем внутренний и внешний слои преформы, не дают выйти, закрывая упомянутый, по меньшей мере, один вентиляционный канал сопряжения в преформе с клапаном, расположенным в крепежных средствах; а
- на втором этапе, когда давление воздуха, в упомянутом зазоре, достигает предустановленного значения, клапан открывается, выпуская, таким образом, воздух, находящийся в этом зазоре.
При данном способе воздушная подушка внутри зазора, разделяющего два слоя, не дает внутреннему слою войти в соприкосновение с внешним слоем, когда их соответствующие температуры имеют максимальные значения. По мере растяжения зазор уменьшается, а давление воздуха внутри зазора увеличивается. Когда давление достигает предустановленного значения, клапан, закрывающий отверстие вентиляционного канала, открывается, воздух выпускается, внутренний слой входит в соприкосновение с внешним слоем и образует с ним сопряжение, после того как их соответствующие температуры упали до такого уровня, при котором адгезия между слоями не может быть сколь-либо существенной.
Предпочтительно, в качестве альтернативы или дополнения, чтобы во время или после выдувного формования к области горлышка внутреннего слоя прикладывалось (механическое) давление в направлении, обозначенном стрелками P на фигуре 1A. Неожиданно было обнаружено, что приложение подобного давления способствует разъединению сопряжения во время выдувного формования, а, следовательно, и дальнейшему разъединению при подаче сжатого газа через вентиляционные каналы. Действительно, приложение подобного давления к участку горлышка внутреннего слоя способствует появлению зазора между внутренним и внешним слоями на плечевом участке упаковки «bag-in-container», облегчающего дальнейшее расслаивание внутреннего и внешнего слоев при подаче сжатого газа через вышеупомянутые вентиляционные каналы.
Преформа согласно настоящему изобретению была изготовлена путем заливки расплавленного вещества в первую полость пресс-формы, охлажденную до температуры T для образования внутреннего слоя преформы (11). Расплавленное вещество было залито во вторую полость пресс-формы, охлажденную до образования внешнего слоя преформы (12). Два компонента преформы были собраны вместе, образуя преформу согласно настоящему изобретению.
Преформа, изготовленная описанным выше способом, была нагрета в печи, оборудованной инфракрасными лампами, а затем закреплена в пресс-форме для выдувного формования, стенки которой были нагреты до нужной температуры. В преформу был подан сжатый воздух. Изготовленная подобным образом упаковка «bag-in-container» была затем заполнена жидкостью и соединена с устройством для розлива напитка, оборудованным источником сжатого воздуха для определения давления расслаивания.
Давление расслоения определялось следующим образом. Вентиляционные каналы в месте сопряжения упаковки «bag-in-container» были соединены с источником сжатого воздуха. Воздух подавался через вентиляционные каналы под постоянным давлением, за местом сопряжения между внутренним и внешним слоями велось наблюдение. Давление ступенчато повышалось до достижения давления расслоения. Давление расслоения определяется как давление, при котором внутренний пакет отделяется от внешнего слоя по всей поверхности сопряжения и спадает. Поверхности разделенных таким образом слоев были осмотрены на предмет наличия следов склейки.
Давление расслоения упаковки «bag-in-container», описанное выше, составило примерно 05±0.1 бар избыточного давления, значительных следов когезионных разрывов между внутренним и внешним слоями отмечено не было. Данный пример подтверждает, что в соответствии с настоящим изобретением из составных преформ можно изготавливать упаковку «bag-in-container» высочайшего качества.
Группа изобретений относится к составной упаковке «bag-in-container» 2, изготовленной способом выдувного формования, и преформе 1 для его производства. Упаковка «bag-in-container» 2 имеет внутренний слой 21, образующий пакет, внешний слой 22, образующий контейнер, и горловину 5, соединяющую объем, ограниченный пакетом, с атмосферой. Кроме этого контейнер имеет по меньшей мере один вентиляционный канал 3 в области сопряжения, соединяющий область 14 сопряжения между внутренним и внешним слоями с атмосферой. При этом по меньшей мере один вентиляционный канал 3 проходит параллельно сопряжению между внутренним и внешним слоями 21, 22 и открывается в атмосферу в месте 4, примыкающем к горловине 5 упаковки «bag-in-container» и ориентированному соосно этой горловине. Способы для производства преформ и упаковки «bag-in-container», описанных выше, также определены. Технический результат, достигаемый при использовании способов для производства преформы и упаковок из нее, заключается в изготовлении выдувным формованием упаковки из преформы для розлива напитков, позволяющей оптимизировать отслаивание внутреннего пакета от внешнего контейнера после подачи сжатого газа в место сопряжения. 4 н. и 18 з.п. ф-лы, 2 ил.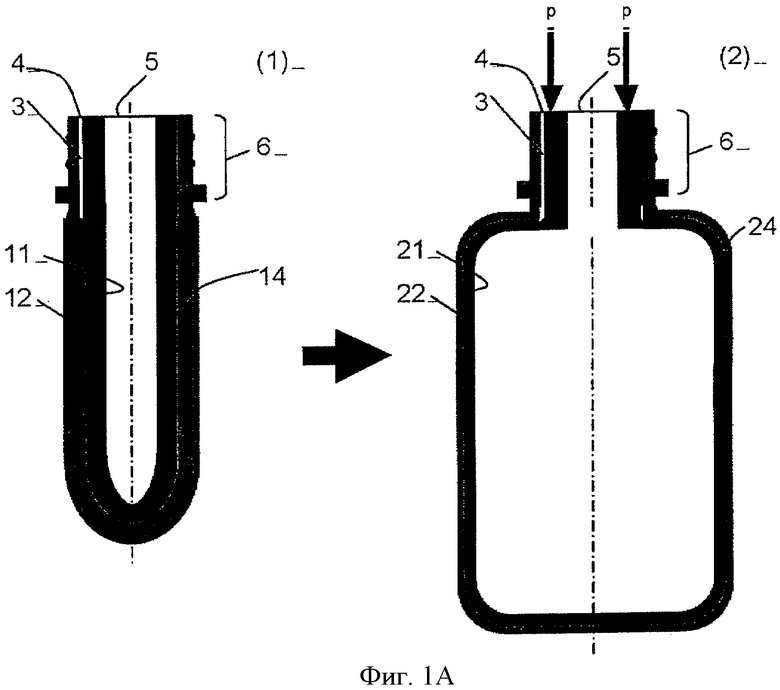
1. Составная упаковка «bag-in-container» (2), изготовленная способом выдувного формования, состоящая из:
внутреннего слоя (21), образующего пакет, внешнего слоя (22), образующего контейнер, и горловины (5), соединяющей с атмосферой объем, ограниченный пакетом, причем упомянутый контейнер имеет по меньшей мере один вентиляционный канал (3) в области сопряжения (14), соединяющий с атмосферой область сопряжения между внутренним (21) и внешним (22) слоями, отличающаяся тем, что упомянутый по меньшей мере один вентиляционный канал (3) проходит параллельно сопряжению между внутренним и внешним слоями и открыт в атмосферу в месте (4), примыкающем к и ориентированному примерно соосно упомянутой горловине (5) упаковки «bag-in-container».
2. Составная упаковка «bag-in-container» по п.1, отличающаяся тем, что внутренний (21) и внешний (22) слои выполнены из различных материалов.
3. Составная упаковка «bag-in-container» по п.1, отличающаяся тем, что внутренний (21) и внешний (22) слои выполнены из одинакового материала.
4. Составная упаковка «bag-in-container» по п.1, отличающаяся тем, что внутренний (21) и внешний (22) слои выполнены из материала, выбранного из числа: PET (полиэтилентерефталата), PEN (полиэтиленнафталата), РТТ (политриметилентерефталата), РА (полиамида), РР (полипропилена), РЕ (полиэтилена), HDPE (полиэтилена высокой плотности), EVOH (сополимера этилена - винилового спирта), PGAc (полигликоля ацетата), PLA (полимолочной кислоты) и их сополимеров или смесей.
5. Составная упаковка «bag-in-container» по п.1, отличающаяся тем, что по меньшей мере один из вентиляционных каналов (3) имеет клиновидную форму, широкая сторона которой расположена на уровне его отверстия (4) и сужается по мере углубления внутрь сосуда, пока внутренний и внешний слои не пересекутся и не образуют область сопряжения.
6. Составная упаковка «bag-in-container» по п.1, отличающаяся тем, что вокруг краев горловины которой расположено более одного вентиляционного канала (3).
7. Преформа для выдувного формования упаковки «bag-in-container» по п.1, содержащая внутренний (11) и внешний (12) слои, а также корпус, область горлышка (6) и горловину (5), соединяющую с атмосферой пространство, ограниченное упомянутым внутренним слоем, при этом упомянутый внутренний (11) и внешний (12) слои соединены друг с другом сопряжением (14), по крайней мере, на уровне горлышка (6), при этом упомянутая преформа включает в себя по меньшей мере один вентиляционный канал в области сопряжения, проходящий параллельно сопряжению, отличающаяся тем, что упомянутый канал (3) открыт в атмосферу в месте (4), примыкающем к и ориентированному соосно горловине упомянутой преформы.
8. Преформа по п.7, отличающаяся тем, что внутренний (11) и внешний (12) слои состоят из различных материалов.
9. Преформа по п.7, отличающаяся тем, что внутренний (11) и внешний (12) слои состоят из одинакового материала.
10. Преформа по п.7, отличающаяся тем, что внутренний (11) и внешний (12) слои состоят из материала, выбранного из числа: PET (полиэтилентерефталата), PEN (полиэтиленнафталата), РТТ (политриметилентерефталата), РА (полиамида), РР (полипропилена), РЕ (полиэтилена), HDPE (полиэтилена высокой плотности), EVOH (сополимера этилена - винилового спирта), PGAc (полигликоля ацетата), PLA (полимолочной кислоты) и их сополимеров или смесей.
11. Преформа по п.7, отличающаяся тем, что по меньшей мере один из вентиляционных каналов (3) имеет клиновидную форму, широкая сторона которой расположена на уровне его отверстия (4) и сужается по мере углубления внутрь сосуда, пока внутренний и внешний слои не пересекутся и не образуют область сопряжения.
12. Преформа по п.7, отличающаяся тем, что вокруг краев горловины которой расположено более одного вентиляционного канала (3).
13. Преформа по п.7, отличающаяся тем, что внутренний (11) и внешний (12) слои преформы соединены сопряжением преимущественно по всей внутренней поверхности внешнего слоя.
14. Преформа по п.7, отличающаяся тем, что внутренний (11) и внешний (12) слои разделены на существенной площади корпуса преформы зазором, содержащим воздух, и в которой подобный зазор имеет связь с по меньшей мере одним вентиляционным каналом в области сопряжения.
15. Преформа по п.7, отличающаяся тем, что она выполнена из двух отдельных преформ, внутренней (11) и внешней (12), вставленных одна в другую.
16. Преформа по п.7, отличающаяся тем, что получена в результате литья под давлением одного слоя (12) поверх другого слоя (11).
17. Способ изготовления упаковки «bag-in-container», имеющей внутренний слой (21), образующий пакет, и внешний слой (22), образующий контейнер, а также горловину (5), соединяющую с атмосферой пространство, ограниченное пакетом, при этом в упомянутом контейнере имеется по меньшей мере один вентиляционный канал (3), соединяющий с атмосферой область сопряжения между внутренним и внешним слоями, а упомянутый по меньшей мере один вентиляционный канал (3) проходит параллельно сопряжению между внутренним и внешним слоями и открывается в атмосферу в месте (4), примыкающем к и ориентированному соосно горловине (5) упомянутой упаковки «bag-in-container», включающий следующие этапы:
использование составной преформы, полученной в результате литья под давлением одного слоя (12) поверх другого слоя (11);
доведение упомянутой преформы до температуры выдувного формования, закрепление нагретой преформы на уровне области горлышка (6) крепежными средствами в устройстве для выдувного формования; и
осуществление выдувного формования нагретой преформы и получение упаковки «bag-in-container».
18. Способ по п.17, отличающийся тем, что преформа является узлом, составленным из двух отдельных преформ, внутренней (11) и внешней (12), вставленных одна в другую.
19. Способ по п.17, отличающийся тем, что внутренний (11) и внешний (12) слои преформы разделены на существенной площади корпуса преформы зазором (14'), содержащим воздух, и в которой подобный зазор имеет связь с по меньшей мере одним вентиляционным каналом (3) сопряжения, и в котором операция выдувного формования дополнительно состоит из следующих двух этапов:
на первом этапе, для растягивания преформы, в пространство, ограниченное внутренним слоем, подают газ, а воздуху, находящемуся в зазоре, разделяющем внутренний (11) и внешний (12) слои преформы, не дают выйти, путем перекрытия по меньшей мере одного упомянутого вентиляционного канала (3) в области сопряжения в преформе клапаном, расположенным в упомянутых крепежных средствах; а
на втором этапе открывают клапан, после того как давление воздуха в упомянутом зазоре (14') достигает предустановленного значения, и выпускают, таким образом, воздух, находящийся в зазоре.
20. Способ изготовления составной преформы, полученной в результате литья под давлением одного слоя (11) поверх другого слоя (12), включающий следующие этапы:
литье под давлением внутреннего слоя (11) преформы на литейном стержне;
литье под давлением внешнего слоя (12) преформы поверх внутреннего слоя (11);
снятие полученной таким образом преформы с литейного стержня, при этом упомянутый литейный стержень имеет в своем основании по меньшей мере один штифт, пригодный для формирования вентиляционного канала (3) в области сопряжения (14), идущего параллельно сопряжению между упомянутым первым и вторым слоями и открывающегося в атмосферу в месте (4), примыкающем к и ориентированному примерно соосно горловине (5) преформы.
21. Способ по п.20, отличающийся тем, что по меньшей мере один штифт имеет клиновидную форму, широкая сторона которой расположена на уровне места, где он соединен с основанием стержня.
22. Способ по п.20, отличающийся тем, что вокруг литьевого стержня расположено более одного штифта.
| JP 10180853 А, 07.07.1998 | |||
| JP 5031791 А, 09.02.1993 | |||
| JP 6039906 А, 15.02.1994 | |||
| Устройство для обработки скошенных растений | 1987 |
|
SU1547768A1 |
| Способ получения белка из кости | 1988 |
|
SU1593605A1 |
| УПАКОВОЧНАЯ ТАРА ТИПА НЕПРОЗРАЧНЫХ БУТЫЛОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2346871C2 |

