Область техники, к которой относится изобретение
Настоящее изобретение относится к роликовому импринтеру и способу изготовления импринт-листа. Более конкретно, настоящее изобретение относится к роликовому импринтеру, надлежащим образом используемому для формирования листа на основе полимера с поверхностью с низкой отражательной способностью, и к способу изготовления импринт-листа.
Уровень техники
Технология переноса волнистого рисунка нанометрического размера (0,001-1 мкм) (в дальнейшем в этом документе, также называемого "наноструктурой") формы на полимерный материал, сформированный на подложке, посредством их прижимания друг к другу, так называемая технология наноимпринтинга, в последнее время привлекает внимание. Сегодня исследуются варианты применения технологии наноимпринтинга к оптическим материалам, микрообработке IC, подложкам для клинических лабораторных испытаний и т.п. Эта технология была получена через развитие технологии горячего тиснения, которая известна в подготовке оптических дисков, и S.Y. Chue и др. доказали в 1995 году, что эта технология обеспечивает возможность тиснения элементов, составляющих не более 10 нм.
Изготовление в наномасштабе посредством стандартной фотолитографии заключает в себе экспозицию через маску, и эта экспозиция приводит к явлению дифракции. Чтобы исключать неполное разрешение, являющееся результатом этого явления, свет с короткой длиной волны необходим для экспозиции. Этот недостаток изготовления в наномасштабе усугубляется, например, необходимостью более сложного устройства и увеличения затрат. Технология наноимпринтинга является свободной от вышеуказанных неточностей, поскольку при этой технологии рисунки нанометрического размера могут легко формироваться посредством тиснения. Кроме того, через эту технологию оптические компоненты со структурой нанометрического размера могут недорого производиться в серийном масштабе. Таким образом, технология наноимпринтинга привлекает внимание.
В качестве технологии наноимпринтинга известны тепловой наноимпринтинг и наноимпринтинг с использованием ультрафиолетового излучения. Согласно наноимпринтингу с использованием ультрафиолетового излучения, например, форма с наноструктурами прижимается к тонкой пленке полимера с ультрафиолетовым отверждением, сформированной на подложке, и пленка облучается с помощью ультрафиолетового света, получая в результате тонкую пленку с наноструктурами (в дальнейшем в этом документе также называемую наноимпринт-листом) в обратной форме отливной формы. Когда эти технологии наноимпринтинга используются в фазе исследований, подготовка наноимпринт-листов, в общем, включает в себя использование пластинчатой формы и процесса группового изготовления.
Чтобы выпускать серийно наноимпринт-листы при низких затратах посредством технологии наноимпринтинга, для процесса группового изготовления предпочтительным является процесс со сматыванием в рулоны. Это обусловлено тем, что процесс со сматыванием в рулоны дает возможность непрерывного изготовления наноимпринт-листов посредством ролика переноса, имеющего внешнюю периферийную поверхность, на которой сформированы наноструктуры.
Кратко, процесс со сматыванием в рулоны поясняется ниже. Относительно технологии наноимпринтинга, заключающей в себе процесс со сматыванием в рулоны, например, патентный документ 1 раскрывает способ, включающий в себя перенос рисунка небольшого ролика 191 переноса на полимер с ультрафиолетовым отверждением, нанесенный на большой ролик 192 переноса, в то время когда рисунок расширяется, посредством последовательного поперечного перемещения ролика 191 переноса, как показано на фиг.13. Тем не менее, при этом способе рисунок формируется на полимере на большом ролике 192 переноса посредством расширения рисунка небольшого ролика 191 переноса. Следовательно, рисунок сформированных наноструктур обычно имеет шов. Таким образом, этот способ надлежащим образом не используется для формирования наноструктур для обработки с шириной, превышающей ширину небольшого ролика 191 переноса.
Относительно роликов, используемых в технологиях, отличных от технологии наноимпринтинга, которые не являются роликами переноса, используемыми для процесса со сматыванием в рулоны, например, патентные документы 2 и 3 раскрывают способ формирования ролика с волнистым рисунком, непосредственно сформированным на нем. Когда этот способ приспосабливается к технологии наноимпринтинга, ролик переноса с наноструктурами должен быть содержать, например, несущий механизм для сцепления ролика переноса с наноимпринтером. Это приводит к увеличению затрат на ролик переноса, что является проблемой с учетом серийного производства.
Дополнительно, например, патентный документ 4 раскрывает, на фиг.7, способ монтажа цилиндрического элемента, имеющего волнистый рисунок на ролике. Согласно этому способу трудно формировать непрерывный нанорисунок посредством изгибания элемента вокруг внешней окружности ролика, и в результате ролик переноса имеет шов в нанорисунке.
Далее поясняются оптические материалы с наноструктурами. В оптических материалах "микрорельефная структура" известна как один тип наноструктуры. Микрорельефная структура включает в себя, например, большое число конических выступов с размером, намного меньшим видимого света. Оптические элементы при такой микрорельефной структуре включают в себя элемент, имеющий микрорельефную структуру, сформированную на поверхности прозрачной подложки. При этой микрорельефной структуре размер выступа намного меньше длины волны видимого света, и, следовательно, видимый свет, поступающий на поверхность прозрачной подложки, распознает, что показатель преломления непрерывно изменяется от воздуха к прозрачной подложке вследствие выступа, и в результате он не распознает поверхность раздела воздуха/прозрачной подложки как поверхность раздела с рассогласованием показателя преломления. Таким образом, отражение света на поверхности прозрачной подложки может заметно понижаться, например, как раскрыто в патентных документах 6-9.
В технологии формирования оптических материалов с помощью такой наноструктуры, например, патентные документы 5-8 раскрывают способ использования алюминиевой подложки, имеющей поверхность с полостями нанометрического размера, сформированными на ней. Согласно этому способу структуры нанометрического размера могут формироваться на поверхности микроскопически при случайном размещении и макроскопически при равномерном распределении. В частности, этот способ используется для формирования ролика переноса, посредством которого наноструктуры без швов, которые необходимы для непрерывного изготовления, могут формироваться на поверхности колоннообразного или цилиндрического формовочного ролика (например, см. фиг.19 патентного документа 8).
Когда такой ролик переноса с наноструктурами выполнен с возможностью использования в наноимпринтере, используемом для процесса со сматыванием в рулоны, ролик переноса не может использоваться постоянно и должен заменяться после использования в течение определенного периода. Поэтому имеется сильная потребность, чтобы ролик переноса был недорогим.
При удовлетворении этой потребности эффективным является использование цилиндрического ролика переноса и упрощение структуры такого сменного ролика переноса. Тем не менее, применение цилиндрического ролика переноса имеет следующие недостатки.
Ролик переноса должен монтироваться на наноимпринтере с высокой точностью управления позицией и направлением, поскольку ролик переноса переносит наноструктуру на поверхность листа заготовки при одновременном равномерном прижимании листа. Когда используется цилиндрический ролик переноса, необходим элемент, выступающий в качестве оси вращения для ролика. В таком случае, на внутренней периферической стороне цилиндрического ролика переноса может монтироваться осевой вал, имеющий ось вращения, совпадающую с осью вращения ролика переноса. Тем не менее, это делает сложной замену ролика переноса, чтобы монтировать ролик переноса на импринтер с высокой точностью так, что его ось вращения совпадает с ось вращения вала. С учетом этого, имеется потребность, чтобы ролик переноса заменялся более просто.
Дополнительно, обработка (обработка перед переносом), при которой лист заготовки до нанесения покрытия из полимера натягивается и принудительно двигается, выполняется перед переносом, тем самым обеспечивая то, что лист может плавно перемещаться в импринтер. Эта обработка перед переносом предотвращает скручивание и сминание листа заготовки, который должен давать результирующий продукт. Эта обработка перед переносом, возможно, вызывает, например, следующие проблемы. Когда примесь и т.п. захватывается, например, между листом заготовки и роликом переноса, поверхность ролика переноса, возможно, повреждается, и рисунок для формирования наноструктур на поверхности может быть деформирован, или агент извлечения из формы, нанесенный на ролик переноса, возможно, удаляется. В частности, рисунок нанометрического размера, подготавливаемый посредством анодирования, легко деформируется посредством локального интенсивного давления, которое формируется посредством инородного вещества и т.п., поскольку материалом подложки является алюминий. Это, возможно, приводит к неполному переносу на лист заготовки, уменьшению процента выхода годных изделий и увеличению затрат, являющихся результатом замены ролика переноса. В частности, когда агент извлечения из формы удаляется с поверхности ролика переноса, полимерный материал, формирующий наноструктуру, прилипает к ролику переноса, и это приводит к неполному переносу на лист. Следовательно, требуется, чтобы поверхность переноса ролика переноса была защищена от повреждений.
Ссылки на предшествующий уровень техники
Патентные документы
Патентный документ 1. Не прошедшая экспертизу патентная публикация (Япония) № 2007-203576
Патентный документ 2. Не прошедшая экспертизу патентная публикация (Япония) № 2005-144698
Патентный документ 3. Не прошедшая экспертизу патентная публикация (Япония) № 2005-161531
Патентный документ 4. Не прошедшая экспертизу патентная публикация (Япония) № 2007-281099
Патентный документ 5. Публикация Kohyo (Япония) № 2003-531962
Патентный документ 6. Не прошедшая экспертизу патентная публикация (Япония) № 2003-43203
Патентный документ 7. Не прошедшая экспертизу патентная публикация (Япония) № 2005-156695
Патентный документ 8. WO 2006/059686
Патентный документ 9. Не прошедшая экспертизу патентная публикация (Япония) № 2001-264520
Раскрытие изобретения
Настоящее изобретение разработано с рассмотрением вышеуказанных случаев. Цель настоящего изобретения состоит в том, чтобы предоставлять роликовый импринтер, который обеспечивает легкую замену ролика переноса, и способ изготовления импринт-листа.
Авторы настоящего изобретения провели различные исследования роликового импринтера, включающего в себя цилиндрический ролик переноса, и отметили, что осевой вал, ось которого совпадает с осью вращения ролика переноса, усложняет монтаж ролика переноса на импринтер, когда ролик переноса заменяется. Затем авторы изобретения обнаружили, что когда импринтер не имеет такого осевого вала, ролик переноса может легко монтироваться и демонтироваться с импринтером, приводя к легкой замене ролика переноса, который является расходным (сменным) элементом. Дополнительно, авторы изобретения отметили, что обработка перед переносом составляет один фактор, приводящий к повреждениям на поверхности ролика переноса. Затем авторы изобретения обнаружили, что повреждения могут уменьшаться посредством регулирования заранее натяжения листа заготовки до приведения в контакт листа с роликом переноса. Авторы изобретения также обнаружили, что использование по меньшей мере двух роликов является подходящим для регулирования натяжения листа заготовки. Дополнительно, авторы изобретения обнаружили, что посредством использования по меньшей мере трех роликов лист заготовки может содержать перенос при одновременном равномерном прижимании без скручивания или сминания, и, таким образом, импринт-лист с однородной толщиной может быть сформирован без повреждений на поверхности ролика переноса. Таким образом, авторы настоящего изобретения нашли решение вышеуказанных проблем и создали настоящее изобретение.
Один аспект настоящего изобретения предоставляет роликовый импринтер для переноса рисунка поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса,
при этом роликовый импринтер включает в себя осевой вращательный вал для ролика переноса, и
ось вала не совпадает с осью вращения ролика переноса.
Другой аспект настоящего изобретения предоставляет роликовый импринтер для переноса рисунка поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса,
при этом роликовый импринтер включает в себя:
по меньшей мере два натяжных ролика для натяжения листа; и
по меньшей мере три прижимных ролика для сжимания листа с роликом переноса,
причем роликовый импринтер выполнен с возможностью натягивать лист между множеством натяжных роликов и затем приводить в контакт лист с роликом переноса и, при переносе рисунка на поверхность листа, сжимать лист посредством ролика переноса и прижимных роликов и вращать ролик переноса при одновременном удерживании ролика переноса посредством прижимных роликов.
Еще один аспект настоящего изобретения предоставляет способ формирования импринт-листа, имеющего поверхность со сформированным рисунком,
при этом способ включает в себя использование листа заготовки, ролика переноса, имеющего поверхность со сформированным на ней рисунком, по меньшей мере, двух натяжных роликов для натяжения листа, и по меньшей мере трех прижимных роликов для сжимания листа с роликом переноса,
при этом способ включает в себя:
натяжение листа между множеством натяжных роликов и затем приведение листа в контакт с роликом переноса; и
перенос рисунка на поверхность листа посредством удерживания и вращения ролика переноса посредством прижимных роликов при одновременном сжимании листа между роликом переноса и прижимными роликами.
Настоящее изобретение подробнее поясняется ниже.
Импринтер настоящего изобретения переносит рисунок поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса. Это импринтер дает возможность непрерывного выполнения тиснения для листа заготовки и высвобождения листа из ролика переноса, и, как результат, продукты, имеющие поверхность с требуемым рисунком, сформированным на ней, могут быстро производиться в серийном масштабе.
Импринтер настоящего изобретения согласно первому варианту осуществления включает в себя осевой вращательный вал для ролика переноса, причем ось вала не совпадает с осью вращения ролика переноса. Ролик переноса имеет поверхность с требуемым рисунком, сформированным на ней, и вращается, тем самым перенося рисунок на лист. Согласно первому варианту осуществления импринтер не имеет осевого вала, ось которого совпадает с осью вращения ролика переноса.
Вышеуказанный традиционный импринтер содержит осевой вал для вращения ролика переноса, и ролик переноса монтируется на импринтер так, что ось вращения ролика переноса совпадает с осью вращения вала. Такой осевой вал не монтируется на импринтер первого варианта осуществления настоящего изобретения, как пояснено выше. Это исключает необходимость монтажа ролика переноса на импринтер таким образом, что ось вращения ролика переноса совпадает с осью вращения вала. Как результат, монтаж и демонтаж ролика переноса на/с импринтер упрощается, и, следовательно, ролик переноса, который является расходным роликом, может легко заменяться.
Согласно первому варианту осуществления предпочтительно, чтобы ролик переноса был выполнен с возможностью вращения при одновременном удерживании по меньшей мере посредством трех прижимных роликов. Как результат, лист заготовки может равномерно прижиматься, тем самым обеспечивая в результате импринт-лист с однородной толщиной. Дополнительно, могут использоваться ролики переноса не пригодных для обработки материалов из неметалла, таких как стекло или керамический материал, поскольку сам ролик переноса не обязательно должен иметь осевой вал и т.п. и может удерживаться посредством прижимных роликов. Соответственно, могут использоваться ролики переноса с прозрачностью, превосходной производительностью рассеяния тепла и т.п. Например, при ультрафиолетовом или тепловом импринтинге для непрозрачного листа можно ожидать уменьшения времени, требуемого для переноса.
Импринтер первого варианта осуществления дополнительно может включать в себя по меньшей мере два натяжных ролика, при этом лист натягивается между множеством натяжных роликов и затем приводится в контакт с роликом переноса. Такие натяжные ролики подробно поясняются в нижеуказанном втором варианте осуществления настоящего изобретения.
Импринтер второго варианта осуществления настоящего изобретения включает в себя, например, по меньшей мере два натяжных ролика для натяжения листа и по меньшей мере три прижимных ролика для сжимания листа с роликом переноса. Согласно этому варианту осуществления, во-первых, импринтер натягивает лист по меньшей мере между двумя натяжными роликами перед приведением в контакт листа с роликом переноса, тем самым регулируя натяжение листа, и затем приводит в контакт лист и ролик переноса друг с другом, чтобы инициировать перенос.
Согласно этому лист заготовки регулируется на предмет натяжения без контактирования с роликом переноса, и повреждения на поверхности ролика переноса, которые вызываются посредством обработки перед переносом, могут исключаться. Лист заготовки в случае необходимости может быть покрыт полимером до контактирования с роликом переноса, так что полимер может выступать в качестве буфера, чтобы практически предотвращать контакт между роликом переноса и листом заготовки. Повреждения на поверхности переноса могут еще более эффективно подавляться.
При переносе импринтер удерживает и вращает ролик переноса посредством прижимных роликов при одновременном сжимании листа между роликом переноса и прижимными роликами. Таким образом, импринтер предоставляет обработку давлением для листа с регулированием натяжения посредством ролика переноса, тем самым не допуская скручивания или сминания этого листа заготовки во время переноса. Таким образом, может быть изготовлен импринт-лист с однородной толщиной.
Согласно первому и второму вариантам осуществления предпочтительно, чтобы по меньшей мере два из прижимных роликов также служили в качестве натяжных роликов. Согласно этому варианту осуществления эффекты настоящего изобретения могут быть получены за счет более простой конфигурации импринтер.
Согласно первому и второму вариантам осуществления лист заготовки конкретно не ограничен при условии, что требуемый рисунок может формироваться на листе заготовки посредством прижатия ролика переноса к нему. Предпочтительным является, например, лист переноса из полимерного материала. Примеры такого листа заготовки на основе полимера включают в себя заготовки, на которых структура может непосредственно формироваться, и заготовки, включающие несущую пленку и полимерное покрытие (в дальнейшем в этом документе называемое обрабатываемым полимером), сформированное на ней. Во вторых листах тиснение предоставляется для полимерного покрытия в неотвержденном или полуотвержденном состоянии, тем самым впечатывая структуру на полимерное покрытие. Первые главным образом используются при тепловом импринтинге, а вторые - при ультрафиолетовом импринтинге. Примерные материалы для формирования несущей пленки включают в себя, но не только, триацетиловую целлюлозу (TAC) и полиэтилентерефталат (PET). Полимеры, которые могут отверждаться посредством мощных лучей, например, электромагнитных волн, таких как ультрафиолетовый свет и видимый свет, являются предпочтительными в качестве обрабатываемого полимера. Размер, форма и т.п. вышеуказанной структуры конкретно не ограничены, и структура может быть наноструктурой. Согласно настоящему изобретению предпочтительно может использоваться такая тонкая структура. В настоящем описании наноструктуры предпочтительно упоминаются как структуры, которые имеют поверхностную структуру, состоящую из пазов, каждый из которых имеет глубину 1 нм или более и меньше 1 мкм (=1000 нм), и/или выступов, каждый из которых имеет высоту 1 нм или более и меньше 1 мкм (=1000 нм). Примеры наноструктур включают в себя микрорельефную структуру и проволочную сетчатую структуру.
Предпочтительные варианты осуществления из первого и второго вариантов осуществления включают в себя вариант осуществления, в котором ролик переноса имеет цилиндрическую форму, компонент вала расположен внутри ролика переноса, и компонент вала и ролик переноса имеют различные и независимые оси вращения, расположенные в различных положениях. Согласно этому способу вращения цилиндрического ролика переноса может формироваться цельная поверхностная структура. Цилиндрический ролик переноса имеет простую конструкцию, так что стоимость расходного компонента (ролика переноса) может понижаться. Ролик переноса монтируется на импринтер с компонентом вала, который расположен внутри ролика переноса, посредством чего ролик переноса может легко монтироваться и демонтироваться с импринтером. Таким образом, ролик переноса может легко заменяться. Также компонент вала располагается только внутри ролика переноса и, следовательно, может легко заменяться в случае необходимости.
Согласно другому предпочтительному варианту осуществления из первого и второго вариантов осуществления, например, ролик переноса выполнен с возможностью удерживаться посредством компонента вала, когда лист натягивается, и, при переносе рисунка на поверхность листа, сжимать лист по меньшей мере с помощью трех прижимных роликов посредством давления, прикладываемого посредством компонента вала. Согласно этому варианту осуществления во время замены ролика переноса лист заготовки остается натянутым, как при регулировании натяжения, и ролик переноса отходит от натянутого листа за счет удержания посредством компонента вала. Таким образом, ролик переноса заменяется при одновременном удерживании посредством компонента вала и, следовательно, он может монтироваться и демонтироваться с импринтером без контакта с поверхностью ролика переноса.
Дополнительно, ролик переноса может заменяться в то время, когда лист заготовки натянут. Следовательно, например, даже когда небольшой дефект тиснения возникает в середине длинного листа заготовки или какая-либо примесь захватывается между листом и роликом переноса, и тем самым требуется ремонт, регулирование и т.п. ролика переноса, нет необходимости разрезать лист. Согласно этому лист заготовки не тратится, и время, требуемое для ремонта, регулирования и т.п., может сокращаться.
Это является особенно эффективным, когда длина трубки ролика переноса превышает 1 м. Например, когда лист заготовки имеет ширину, эквивалентную ширине пленки, составляющей поляризатор, который находится на поверхности LC-дисплея, поляризатор имеет ширину приблизительно 1,5 м в процессе изготовления, так что длина трубки ролика естественным образом составляет 1,6-1,7 м. Когда ролик переноса с такой длиной изготовлен из алюминиевого материала, его толщина должна составлять приблизительно 10-20 мм с учетом жесткости.
TAC-пленка, которая составляет поляризатор, типично имеет длину приблизительно 3000 м. С учетом предоставления пленки, имеющей такую длину при переносе, когда ролик переноса оценивается как позволяющий эффективно выполнять операцию переноса до 2000-5000 раз, его внешний диаметр должен составлять приблизительно 200-500 мм. Ролик переноса такого размера является слишком тяжелым, чтобы монтироваться на импринтере вручную пользователем, и к его поверхности нельзя прикасаться, когда структуры нанометрического размера формируются на ней.
В отличие от этого, согласно вышеуказанному предпочтительному варианту осуществления, ролик переноса демонтируется с компонента вала только в том случае, когда заменяется, и дополнительно компонент вала может перемещать ролик переноса. Это позволяет исключать множество проблем при замене ролика переноса, и уменьшается вероятность касания поверхности ролика переноса.
Согласно вышеуказанному предпочтительному варианту осуществления ролик переноса может стабильно удерживаться только по меньшей мере посредством трех прижимных роликов. Кроме того, предпочтительно, чтобы при переносе рисунка на поверхность листа положение оси вращения любого из прижимных роликов располагалось горизонтально выше позиции ролика переноса. В этом случае все три прижимных ролика могут прикладывать давление к ролику переноса, чтобы более стабильно удерживать ролик переноса.
Согласно первому и второму вариантам осуществления предпочтительно, чтобы ролик переноса имел по существу бесшовную поверхность. Согласно этому рисунок переноса на внешней периферийной поверхности ролика переноса может формироваться на поверхности листа практически без шва рисунка. Когда результирующий лист прикреплен, например, к дисплейному устройству в качестве листа со сверхнизкой отражательной способностью, возникновение неравномерного отображения может предотвращаться. Термин "по существу бесшовный" обозначает состояние, в котором присутствие шва не может оптически наблюдаться. В частности, он предпочтительно означает то, что внешняя периферийная поверхность ролика переноса имеет разность в поверхностной высоте, которая линейно формируется, составляющую 0,6 мкм или менее. Также предпочтительно, чтобы линейная область без рисунков с шириной, превышающей 0,6 мкм, не формировалась на внешней периферийной поверхности ролика переноса. Ролик переноса с практически бесшовной поверхностью может подготавливаться посредством непосредственного формирования рисунка на внешней периферийной поверхности цилиндрического роликового элемента. В отличие от этого, когда пластинчатый роликовый элемент, на котором ранее сформирован рисунок переноса, свернут в рулон, чтобы стыковать оба конца между собой, шов формируется в стыкованной части.
Ролик переноса первого и второго вариантов осуществления может быть алюминиевым цилиндрическим роликом, имеющим поверхность, заданную посредством полостей нанометрического размера, сформированных посредством анодирования; стеклянным или керамическим роликом; и роликом, который формируется посредством нанесения алюминиевой тонкой пленки на внешнюю поверхность цилиндрического стеклянного или керамического ролика и выполнения полостей нанометрического размера на поверхности посредством анодирования. В частности, предпочтительно, чтобы ролик переноса являлся стеклянным или керамическим цилиндрическим элементом, имеющим алюминиевую тонкую пленку, которая формируется на его внешней поверхности, и который имеет полости нанометрического размера, сформированные посредством анодирования. Согласно ролику переноса этого варианта осуществления рисунок переноса может легко формироваться на внешней поверхности не пригодного для обработки стеклянного или керамического цилиндрического элемента.
Согласно первому и второму вариантам осуществления ролик переноса дополнительно включает в себя механизм охлаждения. Согласно этому может подавляться увеличение температуры ролика переноса. Механизм охлаждения конкретно не ограничен, и, например, принудительное воздушное охлаждение и т.п. может быть достигнуто посредством расположения оси не в непосредственном контакте с внутренней частью ролика переноса. В частности, может использоваться механизм охлаждения, включающий в себя: оребрение, расположенное на внутренней поверхности ролика переноса, или цилиндрическое оребрение, расположенное на стороне внутренней поверхности ролика переноса; и проход для подачи охлаждающей текучей среды к оребрению или цилиндрическому оребрению. Этот механизм охлаждения является предпочтительным, поскольку его конфигурация является простой, но достаточной для того, чтобы предоставлять эффекты охлаждения.
Далее приводится один пример способа изготовления импринт-листа настоящего изобретения. В настоящем изобретении импринт-лист конкретно не ограничен при условии, что он является листом с требуемой формой, сформированной посредством переноса. Лист с наноструктурой является предпочтительным, и лист на основе полимера с наноструктурой, в частности, является предпочтительным. Например, импринт-лист с микрорельефной структурой, сформированной посредством переноса на ее поверхности, может предпочтительно использоваться в качестве противоотражающей пленки.
Согласно одному примеру варианта осуществления настоящего изобретения способ формирования импринт-листа включает использование листа заготовки, ролика переноса, имеющего поверхность со сформированным рисунком по меньшей мере двух натяжных роликов для натяжения листа и по меньшей мере трех прижимных роликов для сжимания листа с роликом переноса. Согласно этому варианту осуществления, во-первых, импринтер натягивает лист заготовки по меньшей мере между двумя натяжными роликами. Затем импринтер приводит в контакт ролик переноса с листом. Далее, импринтер переносит рисунок ролика переноса на поверхность листа посредством удерживания и вращения ролика переноса по меньшей мере посредством трех прижимных роликов при одновременном сжимании листа между роликом переноса и по меньшей мере тремя прижимными роликами. Когда по меньшей мере два из прижимных роликов также выступают в качестве натяжных роликов, настоящий вариант осуществления может осуществляться за счет более простой конфигурации.
Согласно этому варианту осуществления лист заготовки натягивается между натяжными роликами, и затем ролик переноса и лист приводятся в соприкосновение друг с другом, так что может быть сформирован импринт-лист, не имеющий повреждений на его поверхности переноса. Дополнительно, импринтер выполняет перенос посредством удерживания и вращения ролика переноса по меньшей мере посредством трех прижимных роликов при одновременном сжимании листа между роликом переноса и по меньшей мере тремя прижимными роликами. Следовательно, лист может равномерно прижиматься, чтобы легко давать в результате импринт-лист с однородной толщиной.
Относительно импринтера и импринт-листа настоящего изобретения, импринтер включает в себя наноимпринтер, а импринт-лист включает в себя наноимпринт-лист. В частности, импринтер настоящего изобретения, но не только, надлежащим образом выполнен с возможностью наноимпринтинга. Например, предотвращение возможных повреждений во время монтажа ролика переноса и преимущества материала для ролика переноса ограничены не только наноимпринтингом.
Согласно импринтеру и импринт-листу настоящего изобретения сам ролик переноса не имеет осевого вала, ось которого совпадает с осью вращения ролика переноса, так что ролик может идти по своему пути, и тем самым лист заготовки может скручиваться. С учетом этого ролик переноса может размещаться посредством расположения опор на его концах, тем самым управляя перемещением в боковом направлении ролика переноса. Таким образом, может управляться перемещение ролика переноса в направлении оси вращения. Расположение ролика переноса может быть достигнуто без какого-либо регулирования перемещения ролика переноса в его направлении вращения посредством задания направления вращения опор совпадающим с направлением перемещения концов ролика переноса.
При условии, что роликовый импринтер настоящего изобретения включает в себя вышеуказанный ролик переноса, натяжные ролики и прижимные ролики в качестве компонентов, оно может включать или не включать в себя другие компоненты.
Преимущество изобретения
Роликовый импринтер и способ изготовления импринт-листа настоящего изобретения дают возможность легкой замены ролика переноса.
Краткое описание чертежей
Фиг.1(a) является схематическим видом, показывающим главную часть импринтера во время выполнения регулирования натяжения согласно настоящему варианту осуществления. Фиг.1(b) является схематическим видом главной части импринтера во время выполнения переноса согласно настоящему варианту осуществления.
Фиг.2 является пояснительным видом, схематично показывающим конфигурацию импринтера во время выполнения регулирования натяжения согласно настоящему варианту осуществления.
Фиг.3 является видом в перспективе, показывающим конфигурацию ролика переноса и вала согласно настоящему варианту осуществления.
Фиг.4 является видом в перспективе, показывающим конфигурацию импринтера во время выполнения переноса согласно настоящему варианту осуществления.
Фиг.5 является видом в перспективе, показывающим конфигурацию главной части импринтера во время выполнения переноса согласно настоящему варианту осуществления.
Фиг.6 является видом в поперечном разрезе, показывающим конфигурацию импринт-листа согласно настоящему варианту осуществления.
Фиг.7(a) и 7(b) являются пояснительными видами, каждый из которых показывает изменение показателя преломления на поверхности раздела между воздухом и поверхностной структурой импринт-листа согласно фиг.6.
Фиг.8 является видом в поперечном разрезе, схематично показывающим главную часть теплового импринтера.
Фиг.9(a) является видом в перспективе ролика переноса, включающего в себя механизм охлаждения. Фиг.9(b) является видом в поперечном разрезе, схематично показывающим конфигурацию механизма охлаждения.
Фиг.10(a) является схематическим видом, показывающим главную часть импринтера во время выполнения регулирования натяжения согласно модифицированному примеру настоящего варианта осуществления. Фиг.10(b) является схематическим видом, показывающим главную часть импринтера во время выполнения переноса согласно модифицированному примеру настоящего варианта осуществления.
Фиг.11 является схематическим видом, показывающим поперечное сечение ролика переноса, включающего в себя охлаждающее оребрение вдоль продольного направления ролика согласно варианту осуществления, в котором ролик переноса удерживается посредством вала на расстоянии от верхней части внутренней периферийной поверхности ролика.
Фиг.12 является схематическим видом, показывающим поперечное сечение цилиндрического ролика переноса вдоль поперечного направления ролика в варианте осуществления, показанном на фиг.11.
Фиг.13 является схематическим видом, показывающим способ, в котором рисунок небольшого ролика переноса переносится на полимер с ультрафиолетовым отверждением, нанесенным на большой ролик переноса. Заштрихованная часть на чертеже показывает область со сформированным рисунком.
Лучшие варианты осуществления изобретения
Настоящее изобретение подробнее поясняется ниже в отношении вариантов осуществления, но не ограничено только ими.
Роликовый импринтер (в дальнейшем в этом документе также называемый импринтером) и способ формирования импринт-листа с помощью этого импринтера согласно настоящему изобретению поясняются ниже со ссылкой на чертежи.
Фиг.1(a) иллюстрирует главную часть импринтера перед выполнением переноса в листе заготовки посредством ролика переноса. Фиг.1(b) иллюстрирует главную часть импринтера во время выполнения переноса.
Импринтер настоящего варианта осуществления включает в себя первый-третий прижимные ролики 2a-2c, ролик 3 переноса и вал (компонент вала) 5, но не включает в себя осевой вал, ось которого совпадает с осью вращения ролика 3 переноса, как показано на фиг.1(b).
Первый-третий прижимные ролики 2a-2c выполнены с возможностью удерживать и вращать ролик 3 переноса при одновременном сжимании листа 1 заготовки с роликом 3 переноса. По меньшей мере два из первого-третьего прижимных роликов 2a-2c выполнены с возможностью служить в качестве натяжного ролика, который натягивает лист, чтобы регулировать его натяжение, перед переносом.
Ролик 3 переноса имеет цилиндрическую форму. На внешней периферийной поверхности ролика 3 формируется рисунок переноса нанометрического размера. В отличие от традиционных роликов переноса ролик 3 переноса не имеет осевого вала, ось которого совпадает с осью вращения ролика 3, и колоннообразный вал 5 располагается только внутри ролика 3 так, чтобы проходить через него. Вал 5 имеет колоннообразную форму, но может иметь цилиндрическую форму. Вал 5 может быть не обязательно колоннообразным или цилиндрическим с однородным диаметром и может иметь часть, диаметр которой отличается от диаметра другой части, аналогично конфигурации по фиг.9(b), поясненной ниже.
Вал 5 не формируется неразъемно с роликом 3 переноса, а просто располагается внутри ролика 3. Соответственно, нет необходимости предоставлять для ролика 3 осевой вал посредством некоторой механической обработки. Ролик 3 переноса и вал 5 расположены так, чтобы иметь различные и независимые оси вращения и отличаться по центру оси вращения. Таким образом, в настоящем варианте осуществления ролик 3 переноса имеет простой механизм, и это дает возможность легкого монтажа/демонтажа и замены ролика 3.
Согласно настоящему варианту осуществления натяжение листа 1 заготовки регулируется согласно состоянию на фиг.1(a), перед тиснением на листе 1. На фиг.1(a) ролик 3 переноса и вторые прижимные ролики 2b располагаются напротив друг друга с листом 1 заготовки между ними, и вал 5 находится в состоянии готовности в верхней части внутренней периферийной поверхности ролика 3 в ходе приостановки ролика 3. Когда лист 1 заготовки не контактирует с роликом 3 переноса, первый прижимной ролик 2a и третий прижимной ролик 2c прикладывют натяжения к листу 1 в направлениях стрелок A и B, посредством чего несущая пленка 1 натягивается между первым и третьим прижимными роликами 2a и 2c. Таким образом, подтверждается, что лист 1 движется плавно в импринтер. В частности, первый и третий прижимные ролики 2a и 2c также служат в качестве по меньшей мере двух натяжных роликов настоящего изобретения.
Лист 1 заготовки растягивается перед тиснением так, что лист 1 не растягивается в направлениях стрелок A и B при очистке ролика 3 переноса. При традиционных способах лист заготовки содержит предварительную обработку переноса (так называемую обработку перед переносом) до нанесения покрытия из материала заготовки (полимера), тем самым не подвергая переносу лист, который обвивается. В настоящем варианте осуществления не требуется данная обработка перед переносом. Данная обработка перед переносом имеет недостаток в том, что когда примесь захватывается, например, между роликом 3 и листом 1 поверхность ролика 3 переноса имеет тенденцию легко повреждаться вследствие отсутствия материала заготовки или буфера. Этого не происходит в настоящем варианте осуществления. Во время регулирования натяжения второй прижимной ролик 2b может вращаться или не вращаться.
После подтверждения того, что лист 1 плавно движется за счет регулирования натяжения, вал 5 опускается в направлении стрелки D. Когда ролик 3 входит в контакт со вторым прижимным роликом 2b с листом 1, расположенным между ними, вал 5 прижимает ролик 3 ко второму прижимному ролику 2b, как показано на фиг.1(b), или альтернативно, прижимной ролик 2b также опускается при контактировании с роликом 3, и затем ролик 3 переноса опускается вместе со вторым прижимным роликом 2b.
Таким образом, лист 1 сжимается между валом 5 и вторым прижимным роликом 2b, и с другой стороны, прижимные ролики 2a и 2c перемещаются, чтобы вращать ролик 3 переноса, и тем самым ролик 3 поддерживается в трех точках посредством первого-третьего прижимных роликов 2a-2c. В этом случае предпочтительно, чтобы позиции оси n1 вращения первого прижимного ролика 2a и оси n2 вращения третьего прижимного ролика 2c располагались горизонтально выше позиций оси m1 вращения ролика 3 переноса. Первый прижимной ролик 2a и третий прижимной ролик 2c размещаются так, чтобы удерживать ролик 3 переноса и подталкивать ролик 3 друг к другу (2а, 2с). Таким образом, ролик 3 переноса может более надежно удерживаться.
Позиции осей n1 и n2 вращения первого и третьего прижимных роликов 2a и 2c не обязательно располагаются горизонтально выше позиций оси m1 вращения ролика 3 переноса. В таком случае вал 5 прикладывает давление, необходимое для переноса.
Первый-третий прижимные ролики 2a-2c вращают ролик 3 переноса к направлению стрелки E при одновременном удержании ролика 3, тем самым подталкивая лист 1 вперед или назад. В то время, когда поверхность листа 1 прижимается равномерно посредством первого-третьего прижимных роликов 2a-2c и ролика 3 переноса, рисунок "паз-выступ" на поверхности ролика 3 переноса может переноситься на лист 1. Вышеуказанный способ дает возможность равномерного приложения давления к листу 1, так что лист 1 после переноса имеет однородную толщину.
Как пояснено выше, согласно настоящему варианту осуществления процесс переноса не инициируется до тех пор, пока не подтверждается, что лист 1 плавно проходит с натяжением между первым прижимным роликом 2a и третьим прижимным роликом 2c. Это позволяет предотвращать повреждение ролика 3 переноса посредством листа 1 заготовки или примеси, которая захватывается между листом 1 и роликом 3.
При ультрафиолетовом импринтинге полимер с ультрафиолетовым отверждением может быть легко нанесен до того, как ролик 3 приводится в соприкосновение с листом 1. Это полимерное покрытие служит в качестве буфера, чтобы предотвращать прямой контакт между роликом 3 и листом 1. Как результат, может более надежно предотвращаться повреждение на поверхности переноса ролика 3.
Поверхность переноса ролика 3 с меньшей вероятностью повреждается, так что могут предотвращаться дефекты переноса листа 1, которые вызываются посредством повреждений и сопутствующего снижения процента выхода годных изделий. Адгезия полимера к ролику 3 и сопутствующий дефект переноса или снижение процента выхода годных изделий также могут предотвращаться. Дополнительно, увеличение затрат, приписываемых сокращению срока службы ролика 3 переноса, которое обусловлено повреждениями на ролике 3 переноса, может предотвращаться.
Далее приводятся конкретные примеры импринтера и способа изготовления импринт-листа настоящего варианта осуществления со ссылкой на фиг.2-7. Эти конкретные примеры касаются ультрафиолетового импринтинга, включающего использование полимера с ультрафиолетовым отверждением.
Фиг.2 является схематическим видом, показывающим импринтер во время выполнения регулирования натяжения для листа заготовки. На фиг.2 рулон несущей пленки 1a сначала устанавливается на ролик подачи (не показан) в импринтере 100. TAC-пленка используется в качестве несущей пленки 1a. Несущая пленка 1a выполнена с возможностью иметь ширину, меньшую ширины каждого из ролика 3 переноса и первого-третьего прижимных роликов 2a-2c, так чтобы равномерно сжиматься посредством этих роликов. После подачи от ролика подачи несущая пленка 1a натягивается в направлениях стрелок A и B, посредством чего натяжение пленки 1a регулируется так, что пленка 1a плавно проходит в импринтер.
После регулирования натяжения несущая пленка 1a переходит к этапу 50 нанесения грунтовочного слоя, на котором несущая пленка 1a должна покрываться грунтовочным слоем (агентом для предварительной обработки) для улучшения адгезии между пленкой 1a и обрабатываемым полимером. На этапе 50 нанесения грунтовочного слоя грунтовальная машина 14a впрыскивает грунтовочный слой 51 из сопла, и тем самым пленка 1a покрывается грунтовочным слоем 51. Грунтовочный слой 51 входит между несущей пленкой 1a и обрабатываемым полимером, чтобы связывать их друг с другом, тем самым улучшая адгезию между ними. В этом варианте осуществления несущая пленка 1a является TAC-пленкой, а обрабатываемый полимер является акриловой смолой с ультрафиолетовым отверждением, как пояснено выше, и, следовательно, используется акриловый кремнийорганический связующий агент, который имеет хорошую совместимость с этими материалами.
Затем покрытие грунтовочного слоя 51 на несущей пленке 1a выравнивается в уровень с роликом 52 и далее облучается с помощью ультрафиолетового света посредством ультрафиолетового облучателя 15a, чтобы отверждаться. Это регулирование толщины плёнки посредством ролика 52 может не выполняться, например, когда покрытие грунтовочного слоя 51 может формироваться на пленке 1a так, чтобы иметь однородную толщину и ширину с использованием щелевой грунтовальной машины и т.п.
Грунтовочный слой 51 не обязательно наносится, когда обрабатываемый полимер легко связывается с несущей пленкой 1a. Например, грунтовочный слой 51 не должен наноситься, когда PET-пленка используется в качестве несущей пленки 1a. Соответственно, то, выполняется или нет этап 50 нанесения грунтовочного слоя, надлежащим образом определяется согласно характеристикам несущей пленки 1a и обрабатываемого полимера. Дополнительно, в этом варианте осуществления акриловый кремнийорганический связующий агент используется в качестве грунтовочного слоя 51, и ультрафиолетовый облучатель 15a используется для отверждения грунтовочного слоя 51. Тем не менее, грунтовочный слой 51 может отверждаться посредством тепла, например, посредством инфракрасного света, хотя это зависит от вида грунтовочного слоя 51.
Затем, на этапе 60 нанесения обрабатываемого покрытия, грунтовальная машина 14b впрыскивает обрабатываемый полимер 61 из сопла, и тем самым полимер 61 наносится на отвержденный грунтовочный слой 51. Акриловая смола с ультрафиолетовым отверждением используется в качестве обрабатываемого полимера 61. Применяемый обрабатываемый полимер 61 регулируется на предмет толщины с роликом 62, чтобы иметь однородную толщину. Также на этапе 60 нанесения обрабатываемого полимера, аналогично этапу 50, ролик 62 необязательно может использоваться, когда покрытие на основе полимера 61 может формироваться на несущей пленке 1a так, чтобы иметь однородную толщину и ширину, с помощью щелевой грунтовальной машины и т.п.
Несущая пленка 1a, включающая в себя полимер 61, сформированный на ней, переходит к этапу 70a переноса. На этапе 70a переноса, аналогично фиг.1(a), ролик 3 переноса закрепляется выше несущей пленки 1a так, чтобы находиться на большом расстоянии от нее, таким образом, что поверхность ролика 3 переноса защищена от повреждений, возможно вызываемых посредством обработки перед переносом.
Материал для ролика 3 конкретно не ограничен. В этом примере используется алюминиевый формовочный ролик, при условии, что формируется микрорельефная структура. Такой формовочный ролик может подготавливаться посредством полировки с разрезом цилиндрической алюминиевой трубки, сформированной посредством выдавливания и попеременного повторения несколько раз анодирования и вытравливания для отполированной с разрезом плоской поверхности алюминиевой трубки. Таким образом подготовленный формовочный ролик имеет цельную наноструктуру, поскольку анодирование и травление выполняются одновременно для внешней периферийной поверхности цилиндрической алюминиевой трубки. Таким образом, цельная наноструктура может непрерывно переноситься на несущую пленку 1a.
Таким образом подготовленный ролик 3 переноса имеет цилиндрическую форму, и на его внешней периферийной поверхности формируется рисунок переноса нанометрического размера. В этом варианте осуществления используется цилиндрический элемент с внутренним диаметром в 250 мм, внешним диаметром в 260 мм и длиной в 400 мм, имеющий внешнюю периферийную поверхность с множеством конических полостей, сформированных на ней. Конические полости имеют глубину приблизительно в 200 нм (верхушка конуса размещается на стороне алюминиевого базового слоя).
Ролик 3 переноса может содержать опоры 11 и 12 для позиционирования направления оси вращения ролика 3 переноса (направления ширины несущей пленки 1a). Фиг.3 является видом в перспективе, показывающим состояние, в котором вал 5 расположен внутри ролика 3 переноса, содержащего опоры 11 и 12. Каждая из опор 11 и 12 закрепляется в верхней части краевой поверхности ролика 3 переноса и прижимается в направлении стрелки на фиг.3. Опоры 11 и 12 расположены с целью сохранения направлений осей первого-третьего роликов 2a-2c и ролика 3 переноса практически параллельными друг другу. Опоры 11 и 12 выполнены с возможностью сохранять позицию ролика 3 переноса во время переноса. Опоры 11 и 12 находятся в верхней части ролика 3 переноса и, следовательно, создают помехи для вала 5 в состоянии, показанном на фиг.1(a). Тем не менее это не приводит к проблемам, поскольку опоры 11 и 12 не имеют приводной оси и т.п., и это дает возможность простого изменения позиции опор 11 и 12 надлежащим образом.
Первый-третий прижимные ролики 2a-2c выполнены так, что первый прижимной ролик 2a и третий прижимной ролик 2c могут прикладываться к несущей пленке 1a с надлежащим натяжением для плавного движения, и так что по меньшей мере один из первого-третьего прижимных роликов 2a-2c может служить в качестве источника приведения в движение для проталкивания несущей пленки 1a вперед. Хотя первый и третий прижимные ролики 2a и 2c имеют идентичный размер, второй прижимной ролик 2b является крупнее двух других роликов 2a и 2c, поскольку он прижимается посредством ролика 3 переноса во время переноса. В качестве первого-третьего прижимных роликов 2a-2c используются резиновые ролики, чтобы в достаточной степени прилегать к ролику 3 переноса при прижатии ролика 3.
Ультрафиолетовый облучатель 15b расположен между первым и вторым прижимными роликами 2a и 2b, а ультрафиолетовый облучатель 15c - между вторым и третьим прижимными роликами 2b и 2c. Ультрафиолетовые облучатели 15b и 15c не включаются до тех пор, пока не подтверждается то, что несущая пленка 1a проходит плавно с полимером с ультрафиолетовым отверждением, сформированным на пленке 1a, контактирующей с роликом 3 переноса.
Причина этого заключается в следующем. При отверждении грунтовочного слоя 51, грунтовочный слой 51 должен отверждаться до того, как обрабатываемый полимер 61 наносится на несущую пленку 1a, поскольку грунтовочный слой 51 используется для усиления адгезии между ними. Тем не менее в процессе, в котором ролик 3 переноса опускается, чтобы входить в контакт с несущей пленкой 1a, обрабатываемый полимер 61 служит в качестве буфера для предотвращения прямого контакта между роликом 3 переноса и несущей пленкой 1a с находящейся между ними примесью, и, следовательно, полимер 61 должен быть в неотвержденном состоянии.
Несущая пленка 1a, включающая в себя неотвержденный обрабатываемый полимер 61, нанесенный на нее, переходит к следующему этапу 80a закрепления защитной пленки. На этапе 80a защитная пленка 81 подается из направления, отличного от направления несущей пленки 1a. Посредством прохождения через зажим между парой роликов 82a и 82b несущая пленка 1a и защитная пленка 81 прикрепляются друг к другу, чтобы давать в результате ламинированную пленку 85.
Когда обрабатываемый полимер 61 находится еще в неотвержденном состоянии на последующем этапе, полимер, возможно, прилипает к ролику на последующем этапе. Кроме того, этот ролик может захватывать пыль на своей поверхности, и пыль может повторно прилипать к импринт-листу, который является конечным продуктом. Это, возможно, приводит к снижению процента выхода годных изделий. Соответственно, предпочтительно, чтобы обрабатываемый полимер 61 отверждался. Предпочтительно, чтобы обрабатываемый полимер 61 отверждался после ламинирования на защитной пленке 81. Причина этого заключается в следующем. Когда обрабатываемый полимер 61 является анаэробным, обрабатываемый полимер 61, располагающийся между несущей пленкой 1a и защитной пленкой 81, не подвергается воздействию воздуха. Следовательно, полимер 61 может легко отверждаться посредством ультрафиолетового светового излучения.
В этом варианте осуществления ультрафиолетовый облучатель 15d испускает ультрафиолетовый свет на ламинированную пленку 85, только что прошедшую через зажим между парой роликов 82a и 82b, тем самым отверждая полимер 61. Ламинированная пленка 85, включающая в себя отвержденный полимер 61, наматывается посредством ролика (не показан).
После регулирования натяжения для несущей пленки 1a выполняется перенос наноструктур. Фиг.4 является схематическим видом, показывающим импринтер во время выполнения переноса на лист заготовки. На фиг.4 этапы 50 и 60 являются идентичными этапам на фиг.2, и их пояснение опускается. На этапе 70b переноса ролик 3 переноса опускается, аналогично фиг.1(b), чтобы прижимать несущую пленку 1a. Фиг.5 является видом в перспективе, показывающим состояние согласно фиг.1(b). На фиг.5 несущая пленка 1a показана посредством пунктирной линии, и вал 5 не иллюстрируется.
Как проиллюстрировано на фиг.1(b), 4 и 5, ролик 3 переноса находится в контакте с первым и третьим прижимными роликами 2a и 2c, помимо второго прижимного ролика 2b, так, чтобы поддерживаться посредством трех прижимных роликов во время переноса. Положения осей n1 и n2 вращения соответствующих первого и третьего прижимных роликов 2a и 2c располагаются горизонтально выше положений оси m1 вращения ролика 3 переноса. Как результат, первый прижимной ролик 2a и третий прижимной ролик 2c размещаются таким образом, чтобы удерживать ролик 3 переноса и подталкивать ролик 3 друг к другу. Таким образом, ролик 3 переноса может более надежно удерживаться. Это позволяет исключать потребность прижима посредством вала 5 или позволяет понижать давление, прикладываемое посредством вала 5.
Когда вал 5 не прикладывает давление к ролику 3 переноса во время переноса, вал 5 перемещает только вверх и вниз ролик 3 переноса. Следовательно, вал 5 не должен иметь достаточную прочность для того, чтобы выносить нагрузку во время прижима, и, следовательно, вал 5 может формироваться так, чтобы иметь тонкий профиль. Это приводит к увеличению промежутка внутри ролика 3 переноса, и, следовательно, становится проще располагать механизм охлаждения на внутренней периферической стороне ролика 3 переноса. Механизм охлаждения предусматривается в зависимости от материала для ролика 3 и т.п. Например, когда сопло для подачи охлаждающей текучей среды предоставляется в качестве механизма охлаждения, сопло с большим диаметром может быть расположено, чтобы увеличивать эффективность охлаждения.
При прохождении вдоль внешней периферийной поверхности ролика 3 между первым-третьим роликами 2a-2c несущая пленка 1a подвергается ультрафиолетовому свету, излучаемому посредством ультрафиолетовых облучателей 15b и 15c из-под ролика 3 переноса. Как результат, обрабатываемый полимер 61 из полимера с ультрафиолетовым отверждением отверждается с выступами и пазами нанометрического размера в обратной форме рисунка на поверхности ролика 3, т.е. в микрорельефной структуре, сформированной на ней.
Когда ось n1 вращения первого прижимного ролика 2a и ось n2 вращения третьих прижимных роликов 2c размещаются горизонтально выше оси m1 вращения ролика 3 переноса, расстояния между первым прижимным роликом 2a и вторым прижимным роликом 2b и между вторым прижимным роликом 2b и третьим прижимным роликом 2c могут увеличиваться. Следовательно, может обеспечиваться более широкая область, облучаемая посредством ультрафиолетовых облучателей 15b и 15c. В этом случае при данной частоте вращения для переноса ролика 3 переноса (скорости перемещения несущей пленки 1a) расстояние, которое обрабатываемый полимер 61 проходит под воздействием ультрафиолетового света, увеличивается, и, как результат, доза облучения также увеличивается. Соответственно, по сравнению со случаем, в котором область, которая должна облучаться посредством ультрафиолетового света, не увеличивается, частота вращения для переноса ролика 3 переноса может быть выше, и, как результат, производительность может увеличиваться.
После прохождения через третий прижимной ролик 2c несущая пленка 1a, включающая в себя отвержденный обрабатываемый полимер 61, сформированный на ней, отходит от ролика 3 переноса, и затем защитная пленка 81 присоединяется к полимеру 61, чтобы давать в результате ламинированную пленку 85. Защитная пленка 81 включает в себя связующее, заранее сформированное на ее поверхности, так чтобы присоединяться к несущей пленке 1a. Несущая пленка 1a и защитная пленка 81 прикрепляются друг к другу под давлением в зоне контакта между роликами 82a и 82b, причем давление является достаточно низким для того, чтобы не допускать деформации перенесенной микрорельефной структуры. Защитная пленка 81 защищает микрорельефную структуру, имеющую поверхность пленки на основе полимера, против примеси, такой как пыль, или против царапин. Защитная пленка 81 помещается только с целью защиты микрорельефной структуры до тех пор, пока несущая пленка 1a не присоединена к поверхности поляризатора, дисплея и т.п., и, следовательно, после присоединения защитная пленка 81 должна удаляться с пленки 1a.
Обрабатываемый полимер 61 уже отвержден посредством ультрафиолетового света, облучаемого посредством ультрафиолетовых облучателей 15b и 15c, так что ультрафиолетовый облучатель 15d отключается на этапе 80b закрепления защитной пленки. Ультрафиолетовые облучатели 15a-15d окружаются посредством ограждений 16a-16d, соответственно, посредством чего рассеяние ультрафиолетового света наружу облучателя предотвращается.
Ламинированная пленка 85 наматывается, что дает в результате рулон ламинированной пленки. Фиг.6 является видом в поперечном разрезе, схематично показывающим конфигурацию ламинированной пленки 85. Как проиллюстрировано на фиг.6, ламинированная пленка 85 включает в себя несущую пленку 1a, грунтовочный слой 51a, пленку 61a на основе полимера, имеющую наноструктуру 7a, сформированную на ней, и защитную пленку 81.
Наноструктура 7a имеет поверхностную структуру, состоящую из большого числа по существу конических выступов. Высота выступов составляет приблизительно 200 нм, а расстояние между вершинами смежных выступов также составляет приблизительно 200 нм. Такая поверхностная структура зачастую называется "микрорельефной структурой". Пленки (листы), имеющие поверхность с микрорельефной структурой, сформированной на ней, известны как отражательная пленка (лист) со сверхнизкой отражательной способностью. Когда несущая пленка 1a имеет показатель преломления, например, в 1,5, коэффициент отражения поверхности раздела видимого света между воздухом (n=1,0) и несущей пленкой 1a составляет 4,0% при отсутствии микрорельефной структуры, но в присутствии пленки 61a на основе полимера, включающей в себя микрорельефную структуру и имеющей показатель преломления в 1,5 на поверхности раздела, коэффициент отражения поверхности раздела может понижаться приблизительно до 0,2%. В частности, выступ наноструктуры 7a намного меньше длины волны видимого света (380-780 нм), так что видимый свет полагает, что показатель преломления непрерывно изменяется с 1,0 до 1,5 между верхушкой выступа на стороне поверхности (сторона А на фиг.6) и его низом (сторона B на фиг.6).
Фиг.7(a) является схематическим видом для пояснения изменения показателя преломления на поверхности раздела между воздухом и пленкой на основе полимера. Фиг.7(b) является видом в поперечном разрезе, схематично показывающим конфигурацию ламинированной пленки. Фиг.7(b) показывает вариант осуществления, основанный на допущении, что, ламинированная пленка 85 является свободной от защитной пленки 81 (включающей в себя связанный слой). На фиг.7(a) воздух на верхней стороне (стороне A) имеет показатель преломления, составляющий 1,0, а пленка на основе полимера (сторона B) - 1,5. Показатель преломления непрерывно и постепенно увеличивается от верхушки к низу (от стороны A к B) выступа вследствие присутствия наноструктуры 7a. В этом случае поверхности раздела, на которой показатель преломления прерывисто изменяется, фактически не существует, так что коэффициент отражения в структурирующей поверхности может существенно понижаться.
Отражение не возникает на поверхности раздела между полимером 61a и несущей пленкой 1a, каждая из которых имеет показатель преломления, составляющий 1,5. Когда пленка с наноструктурой 7a прикреплена к стеклянной пластинке с показателем преломления 1,5, показатель преломления не изменяется на поверхности раздела пленка/стекло, так что принимается во внимание только поверхность раздела воздух/пленка, в которой показатель преломления изменяется в значительной степени. В этом случае присутствие наноструктуры 7a может уменьшать коэффициент отражения на поверхности раздела воздух/пленка.
Ламинированная пленка 85 измерялась на предмет толщины, при этом было определено, что пленка 61a на основе полимера имеет толщину 10±0,7 мкм и имеет превосходную однородность толщины. Подготовленная ламинированная пленка 85 присоединялась к плоской и гладкой поверхности черной акриловой пластины (показатель преломления 1,49) с толстопленочной композицией (показатель преломления 1,50), а затем защитная пленка 81 была удалена. Затем это наблюдалось посредством невооруженного глаза при освещении источника белого света с различных углов обзора. Ни неравномерное поверхностное отражение, ни сопутствующее неравномерное качество отображения не наблюдались. Когда видимый свет в 380-780 нм становился падающим под углом 5° относительно нормального направления к поверхности падения, которая должна измеряться на предмет коэффициента отражения, коэффициент направленного отражения видимого света в 550 нм составлял 0,15%, а средний коэффициент отражения видимого света в 380-780 нм составлял 0,2%.
Ламинированная пленка 85 надлежащим образом присоединяется, в качестве противоотражающего листа, к экранам дисплея дисплейных устройств, окнам экрана, таким как витрина или декорированные поверхности строительных материалов. Примеры дисплейных устройств включают в себя ЖК-дисплеи, органические электролюминесцентные дисплеи и плазменные дисплеи.
Настоящий вариант осуществления упоминается как случай, в котором обрабатываемый полимер 61 наносится на несущую пленку 1a, но полимер может наноситься на ролик 3 переноса.
Местоположения первого-третьего прижимных роликов 2a-2c конкретно не ограничены, хотя в настоящем варианте осуществления первый-третий прижимные ролики 2a-2c расположены так, чтобы быть разнесенными на 120° и быть практически симметричными относительно центра вращения ролика 3 переноса во время переноса. Предпочтительно, ролик 3 переноса может удерживаться только посредством первого-третьего прижимных роликов 2a-2c. Число прижимных роликов конкретно не ограничено.
Хотя в настоящем варианте осуществления первый и третий прижимные ролики 2a и 2c служат также в качестве натяжного ролика, число таких роликов конкретно не ограничено.
В настоящем варианте осуществления ультрафиолетовый облучатель 15b расположен между первым прижимным роликом 2a и третьим прижимным роликом 2c, а ультрафиолетовый облучатель 15c - между вторым прижимным роликом 2b и третьим прижимным роликом 2c. Тем не менее, могут быть расположены один или три или более ультрафиолетовых облучателя, и их местоположение может быть также надлежащим образом определено.
Хотя в настоящем варианте осуществления используется ультрафиолетовый импринтинг, включающий использование полимера с ультрафиолетовым отверждением в качестве обрабатываемого полимера 61, может использоваться тепловой импринтинг, включающий использование термопластического полимера. Фиг.8 является видом в поперечном разрезе, показывающим главную часть импринтера, когда лист 20 из термопластического полимера используется в качестве листа заготовки. Согласно традиционному тепловому импринтингу несущая пленка 1a непосредственно контактирует с роликом 3 переноса во время переноса, но они не задевают друг друга. Даже если примесь существует между пленкой 1a и роликом 3, это не приводит к проблемам, поскольку при тепловом импринтинге примесь заглубляется в листе 20, который находится в размягченном состоянии. Одна проблема, которую имеет традиционный тепловой импринтинг, состоит в том, что при регулировании натяжения для листа 20 ролик 3 переноса с очень высокой вероятностью повреждается вследствие задевания листа 20 или захватывания примеси с помощью листа 20. Таким образом, когда регулирование натяжения согласно настоящему варианту осуществления, показанному на фиг.1(a) и 1(b), используется при тепловом импринтинге, повреждения на ролике 3 переноса, возможно вызываемые в процессе формирования импринт-листов, могут подавляться в максимально возможной степени даже при отсутствии данного буфера в виде обрабатываемого полимера 61.
Механизм нагрева при тепловом импринтинге может монтироваться на внутренней части соответствующих осей первого-третьего роликов 2a-2c или на внутренней части нажимного ролика 5. Например, как показано на фиг.8, инфракрасные нагреватели 6 могут монтироваться внутри ролика 3 переноса. На фиг.8 монтируются четыре инфракрасных нагревателя, но их число конкретно не ограничено.
Настоящий вариант осуществления упоминается как импринтер, которое выполняет последовательность процессов от подачи до натягивания несущей пленки 1a. Тем не менее, импринтер конкретно не ограничен, пока он имеет механизм тиснения.
В настоящем варианте осуществления ролик 3 переноса является металлической трубкой из алюминия, но может быть стеклянной или керамической трубкой, и его материал конкретно не ограничен.
В настоящем варианте осуществления вал 5 располагается только в цилиндрическом ролике 3 переноса, и нет необходимости предусматривать какой-либо процесс для самого ролика 3 переноса. Следовательно, неметаллический ролик переноса является применимым к ролику 3. Традиционно, стеклянные или керамические трубки не используются, поскольку, в общем, нелегко подвергать эти трубки механической обработке, включающей разрезание, сверление и нарезание резьбы, и, следовательно, трудно подготавливать ролик переноса, включающий в себя осевой вал, который сформирован на нем и через который ролик переноса монтируется на импринтере, посредством обработки этих трубок. В частности, трубки с высокой твердостью, к примеру, керамические, трудно подвергать обработке на станке.
Использование стеклянной трубки в качестве ролика переноса исключает потребность полировки поверхности, поскольку стеклянная трубка имеет гладкую поверхность в отличие от металлического ролика из алюминия и т.п. Кроме того, алюминиевая пленка формируется на внешней периферийной поверхности стеклянной трубки, и затем посредством анодирования конические полости в нанометрическом размере могут формироваться на ней.
Керамическая трубка может надлежащим образом использоваться в качестве ролика переноса, когда способ изготовления включает этап высокотемпературной обработки во время переноса или этап обработки под действием существенно варьирующейся температуры, например этап, включающий тепловой импринтинг, после которого выполняется охлаждение, поскольку керамические материалы превосходят металлы в термостойкости, сохранении размера при высоких температурах и эффективности рассеяния тепла.
Когда стеклянная или керамическая трубка используется, предпочтительно используется способ подготовки ролика переноса посредством формирования рисунка на металлической тонкой пленке на поверхности трубки. Согласно одному предпочтительному варианту выполнения ролика переноса, например, алюминиевая тонкая пленка формируется на внешней поверхности стеклянного или керамического цилиндра, и полости нанометрического размера выполняются на этой алюминиевой тонкой пленке посредством анодирования. В этом случае может быть сформирован ролик переноса, имеющий практически цельную поверхность. Кроме того, в таком ролике, включающем в себя стеклянную или керамическую подложку, подложка не разъедается посредством анодирования или травления, так что маскирование для защиты от коррозии не требуется.
В настоящем варианте осуществления, как показано на фиг.9(a) и 9(b), механизм охлаждения может быть расположен на внутренней периферийной поверхности ролика 3 переноса. Согласно ультрафиолетовому импринтингу, включающему использование полимера с ультрафиолетовым отверждением, тепло, сформированное вследствие ультрафиолетового излучения, увеличивает температуру ролика переноса, и это возможно приводит к спонтанному отверждению полимера с ультрафиолетовым отверждением или растяжению пленки. Согласно одному способу предотвращения формирования этих недостатков механизм охлаждения расположен на внутренней периферийной поверхности ролика 3 переноса, чтобы сохранять рост температуры в рамках определенного диапазона.
Фиг.9(a) является видом в перспективе ролика 3 переноса, включающего в себя охлаждающее оребрение. Фиг.9(b) является видом в поперечном разрезе для пояснения способа охлаждения ролика 3 переноса посредством охлаждающего оребрения. Конфигурация механизма охлаждения конкретно не ограничена. На фиг.9(a) охлаждающее оребрение неразъемно сформировано на внутренней периферийной поверхности ролика 3 переноса.
Когда ролик 3 переноса является металлическим или керамическим, охлаждающее оребрение 30 может неразъемно формироваться внутри ролика 3. Когда алюминиевая трубка сформирована посредством процесса извлечения, например, охлаждающее оребрение 30 может образовывать форму в соответствии с формой отливной формы, используемой для извлечения. Когда ролик 3 переноса является керамическим, охлаждающее оребрение 30 может образовывать форму в соответствии с формой перед спеканием.
Охлаждающее оребрение 30 формируется на внутренней периферийной поверхности ролика 3 переноса и дополнительно содержит проход 40 для подачи воздуха в качестве охлаждающей текучей среды в оребрение 30, посредством чего эффективность охлаждения может повышаться.
Ролик 3 переноса на части своей внутренней стенки имеет область, не имеющую охлаждающего оребрения 30. Например, оребрение может частично удаляться посредством полировки, когда используется металлический ролик переноса. Когда используется керамический ролик переноса, часть, не имеющая оребрения 30, может быть заранее сформирована.
Согласно варианту осуществления, показанному на фиг.9(b), часть вала, расположенная внутри ролика 3, имеет внешний диаметр, превышающий внешний диаметр другой части, и эта часть контактирует с частью без оребрения 30, чтобы прижимать ролик 3 в направлении стрелки A. Другая часть, которая имеет меньший внешний диаметр вала 5, расположена так, чтобы пересекать оребрение 30, и не контактирует с роликом 3.
На части оребрения 30 выполнен проход 40 и заставляет воздух дуть на оребрение 30. Проход 40 выполнен с возможностью подавать воздух, подаваемый под давлением снаружи непосредственно для оребрения 30 через отверстие (канал) прохода 40. Таким образом, ролик 3 переноса охлаждается.
Когда ролик 3 переноса является стеклянным, трудно неразъемно формировать охлаждающее оребрение 30 внутри ролика 3. Тем не менее, цилиндрическое оребрение, подготавливаемое посредством предоставления алюминиевой тонкой пластины с изгибом, может быть расположено внутри ролика 3. В этом случае может обеспечиваться широкий промежуток внутри ролика 3, так что диаметр прохода 40 может увеличиваться, и, как результат, также может повышаться эффективность охлаждения. Форма, число и т.п.охлаждающих пластин оребрения, расположенных в ролике переноса, конкретно не ограничены.
Хотя в настоящем варианте осуществления второй прижимной ролик 2b крупнее каждого из первого и третьего прижимных роликов 2a и 2c, размер первого-третьего прижимных роликов конкретно не ограничен. Второй прижимной ролик 2b может быть меньше каждого из первого и третьего прижимных роликов 2a и 2c, или первый-третий прижимные ролики 2a-2c могут иметь идентичный размер. Фиг.10(a) является схематическим видом, показывающим главную часть импринтера, включающего в себя первый-третий прижимные ролики, имеющие идентичный размер во время выполнения регулирования натяжения.
Настоящий вариант осуществления включает в себя вышеуказанные два случая: вал 5 прижимает ролик 3 переноса вниз во время переноса; и вал 5 не прижимает ролик 3 переноса во время переноса. Первый случай используется, когда достаточное давление тиснения не может предоставляться только посредством веса ролика 3 переноса. Второй случай используется, когда надлежащее давление тиснения может предоставляться только посредством веса ролика 3 или когда ролик переноса имеет большой вес вследствие своего большого диаметра или длины, и, следовательно, давление тиснения посредством веса ролика 3 должно снижаться.
Например, когда алюминиевая трубка с длиной в 1 м, внешним диаметром в 300 мм, внутренним диаметром в 260 мм используется в качестве ролика 3 переноса, ролик 3 имеет вес приблизительно 47,5 кг. При условии, что часть, в которой несущая пленка 1a сжимается посредством давления в зоне контакта между роликом 3 переноса и вторым прижимным роликом 2b, имеет ширину 2 мм, давление тиснения, относящееся только весу ролика 3 переноса, составляет приблизительно 0,23 МПа при переносе. Когда используется полимер с ультрафиолетовым отверждением, надлежащее давление тиснения в общем оценивается как 0,2-0,5 МПа, и тем самым давление тиснения, составляющее приблизительно 0,23 Мпа, не вызывает проблем. Тем не менее, фактическое давление тиснения может выходить за пределы надлежащего диапазона в зависимости от веса ролика 3 переноса или ширины прижимаемой части, даже если ролик 3 переноса помещен только во второй прижимной ролик 2b без прижатия посредством вала 5.
Когда давление тиснения является слишком большим, полимер после тиснения имеет слишком небольшую толщину или полимер слишком вытягивается, так что выходит из боковой поверхности ролика 3, и, как результат, рисунок ″паз-выступ″ на поверхности ролика 3 может быть деформирован.
Согласно одному варианту понижения давления тиснения, например, вал 5 может быть перемещен в таком направлении, чтобы поднимать ролик 3 переноса во время переноса. Фиг.10(b) является схематическим видом, показывающим главную часть импринтера согласно фиг.10(a) во время выполнения переноса и показывающим вариант осуществления, в котором ролик переноса удерживается поднятым посредством вала на расстоянии от верхней части внутренней периферийной поверхности ролика во время выполнения переноса. Когда натяжение несущей пленки 1a регулируется посредством первого прижимного ролика 2a и третьего прижимного ролика 2c, как показано на фиг.10(a), цилиндрический ролик 3 переноса приостанавливается посредством вала 5, расположенного внутри, так чтобы удерживаться выше второго прижимного ролика 2b. Вал 5 опускается, чтобы заставлять ролик 3 переноса придавливать второй прижимной ролик 2b вместе с несущей пленкой 1a. Таким образом, импринтер становится готовым к переносу. В вышеуказанном состоянии, на фиг.1(b), вал 5 перемещается от верхнего конца к нижнему концу внутренней периферийной поверхности ролика 3, чтобы сжимать несущую пленку 1a со вторым прижимным роликом 2b, но на фиг.10(b), в вышеуказанном состоянии, вал 5 остается в верхнем конце периферийной поверхности ролика 3 переноса, как это было до перемещения вниз. Посредством повышения или понижения соотношения веса ролика 3 переноса, поддерживаемого посредством вала 5, соотношение веса ролика 3 переноса, поддерживаемого посредством прижимного ролика 2b, увеличивается или понижается. Таким образом, давление тиснения регулируется.
Также в варианте осуществления, в котором ролик 3 переноса удерживается посредством вала 5 на расстоянии от верхней части внутренней периферийной поверхности ролика 3 во время выполнения переноса, механизм охлаждения может обеспечиваться на ролике 3 переноса, аналогично варианту осуществления, в котором вал 5 прижимает нижнюю часть внутренней периферийной поверхности ролика 3 переноса во время переноса. Механизм охлаждения может быть надлежащим образом выполнен так, чтобы не создавать помехи для вала 5. Фиг.11 является схематическим видом, показывающим поперечное сечение ролика переноса, включающего в себя охлаждающее оребрение вдоль продольного направления ролика переноса согласно варианту осуществления, в котором ролик переноса удерживается посредством вала на расстоянии от верхней части внутренней периферийной поверхности ролика. Фиг.12 является схематическим видом, показывающим поперечное сечение цилиндрического ролика переноса вдоль поперечного направления ролика в варианте осуществления, показанном на фиг.11. Как показано на фиг.12, множество частей 5a зубчатого механизма разнесено друг от друга вдоль продольного направления вала 5, и части зубчатого механизма 3a, которые зацепляются с частями 5a зубчатого механизма, также расположены на внутренней периферийной поверхности ролика 3 переноса. Посредством зацепления контактных частей ролика 3 переноса и вала 5 между собой вращение ролика 3 может быть надежно сделано совпадающим с вращением вала 5.
Сравнительный вариант осуществления 1
Импринтер сравнительного варианта осуществления 1 включает в себя осевой вал, ось которого совпадает с осью вращения ролика переноса. Импринтер включает в себя осевой вал, так что вал 5 не используется. Импринтер сравнительного варианта осуществления 1 имеет структуру, идентичную структуре импринтера 100 настоящего изобретения, за исключением способа поддержания ролика 3 переноса.
В настоящем сравнительном варианте осуществления осевой вал имеет следующую конфигурацию. В частности, используется колоннообразный металлический ролик с осевым валом, неразъемно сформированным с ним, и этот колоннообразный металлический ролик расположен в цилиндрическом ролике переноса. Прокладка расположена в промежутке между металлическим роликом и роликом переноса, чтобы делать оси вращения двух роликов совпадающими друг с другом. Затем в этот промежуток впрыскивается отверждаемый полимер, который должен отверждаться, тем самым связывая два ролика друг с другом. Таким образом, ось вращения металлического ролика совпадает с осью вращения ролика переноса. Ролик переноса, интегрированный с металлическим роликом, монтируется в импринтере, и затем микрорельефная структура обеспечивается на ролике переноса.
Распределение толщины результирующего листа на основе полимера составляет 12±1,8 мкм. Подготовленный лист на основе полимера был присоединен к плоской и гладкой поверхности черной акриловой пластины (показатель преломления в 1,49) с пастой (показатель преломления в 1,50). Затем это наблюдалось посредством невооруженного глаза при освещении источника белого света с различных углов обзора, и наблюдался интерференционный цвет, вызываемый посредством неравномерной толщины. Кроме того, дефекты рисунка ролика переноса, которые вызваны повреждениями от монтажа ролика переноса, интегрированного с металлическим роликом, или от выполнения регулирования листа заготовки, переносились непосредственно на лист. Как результат, дефектные части имели коэффициент отражения, превышающий коэффициент отражения другой части, так что части могли распознаваться посредством невооруженного глаза как дефект.
Пояснение ссылочных позиций
1 - лист заготовки
1a - несущая пленка
2a-2c - первый-третий прижимные ролики
3 - ролик переноса
5 - вал
6 - инфракрасный нагреватель
7a - наноструктура
n1, n2, m1 - ось вращения
11, 12 - опора
14a, 14b - грунтовальная машина
15a-15d - ультрафиолетовый облучатель
16a-16d - ограждение
20 - лист
30 - охлаждающее оребрение
40 - проход
50 - этап нанесения грунтовочного слоя
51 - грунтовочный слой
52, 60 - ролик
60 - этап нанесения покрытия заготовки
61 - обрабатываемый полимер
61a - пленка на основе полимера
70a, 70b - этап переноса
80a, 80b - этап закрепления защитной пленки
81 - защитная пленка
82a, 82b - ролик
85 - ламинированная пленка
100 - импринтер
191 - небольшой ролик переноса
192 - большой ролик переноса
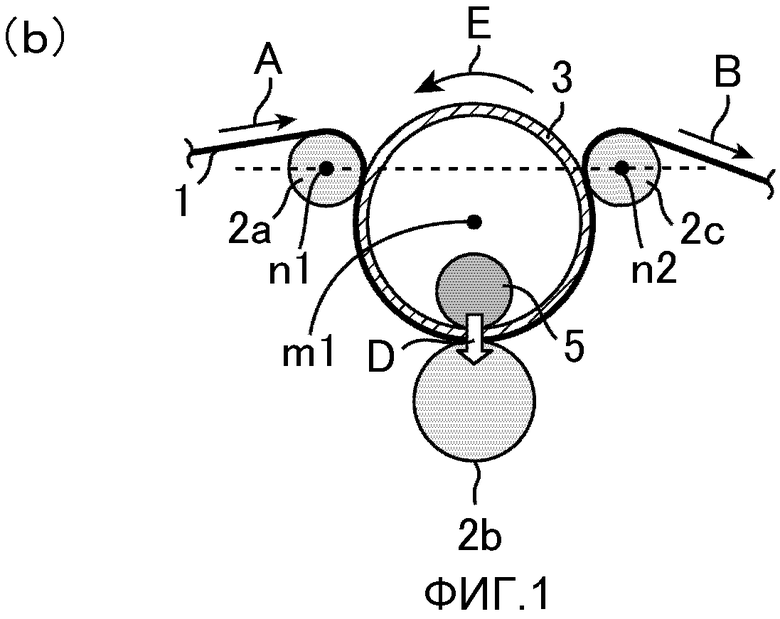
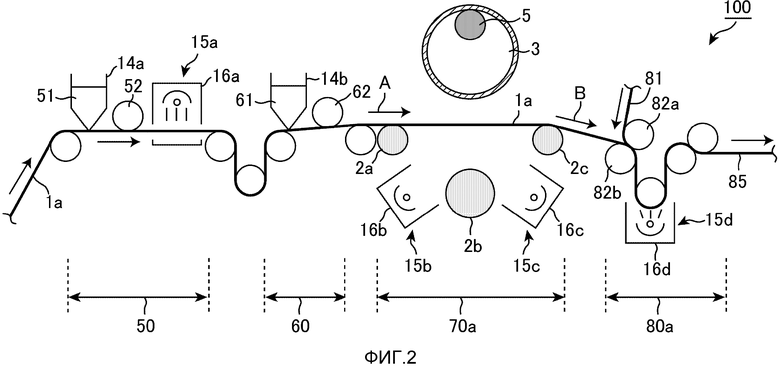
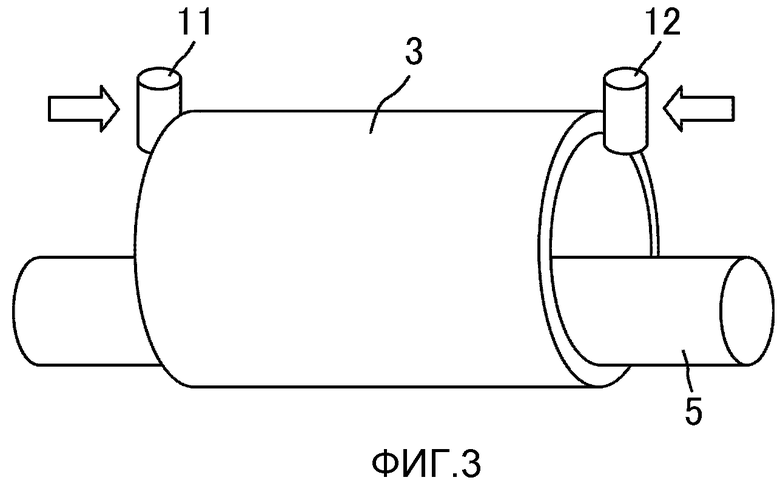
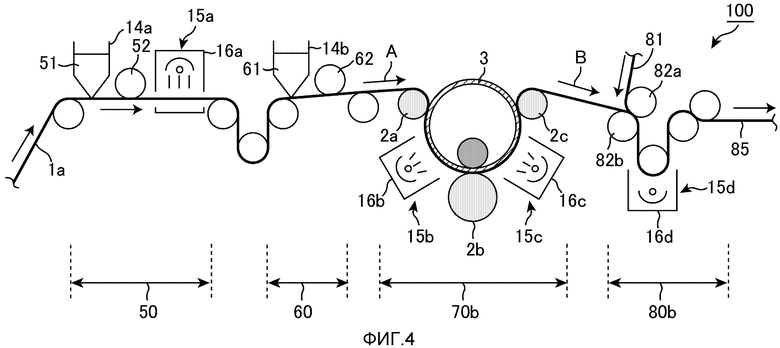
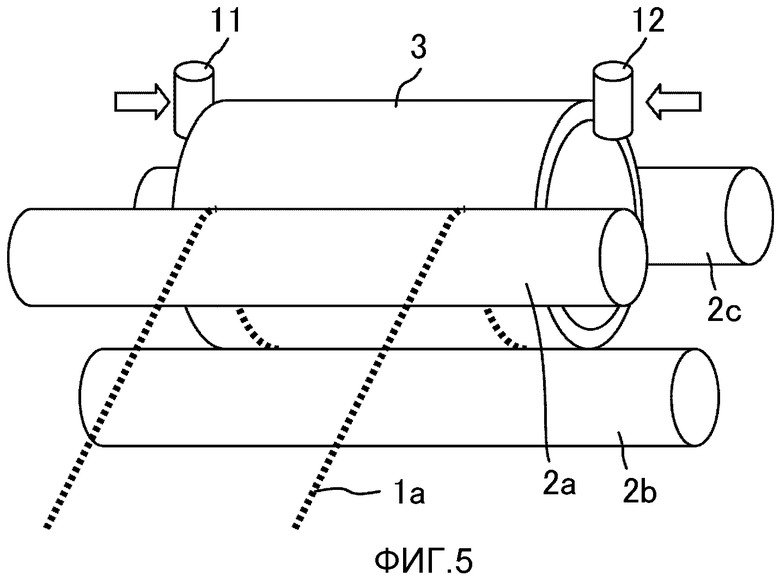
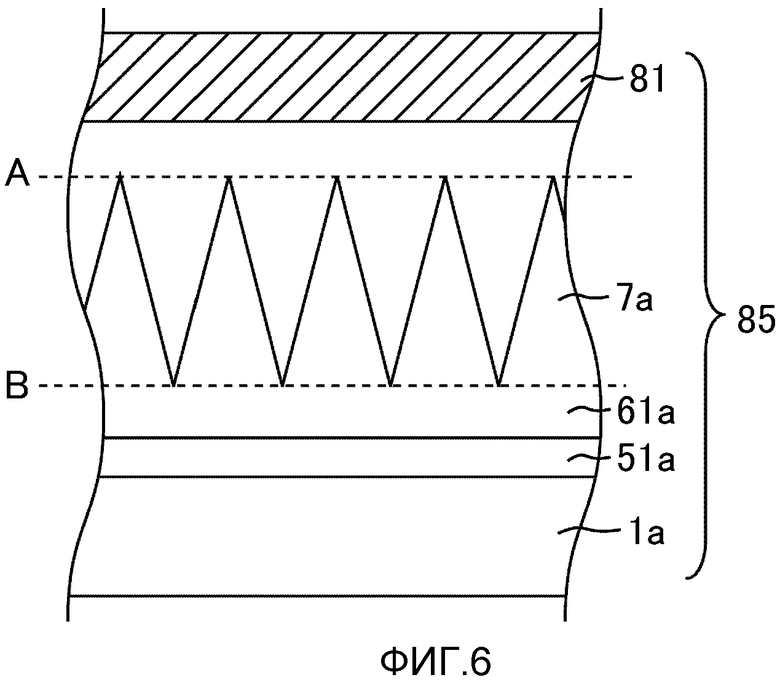
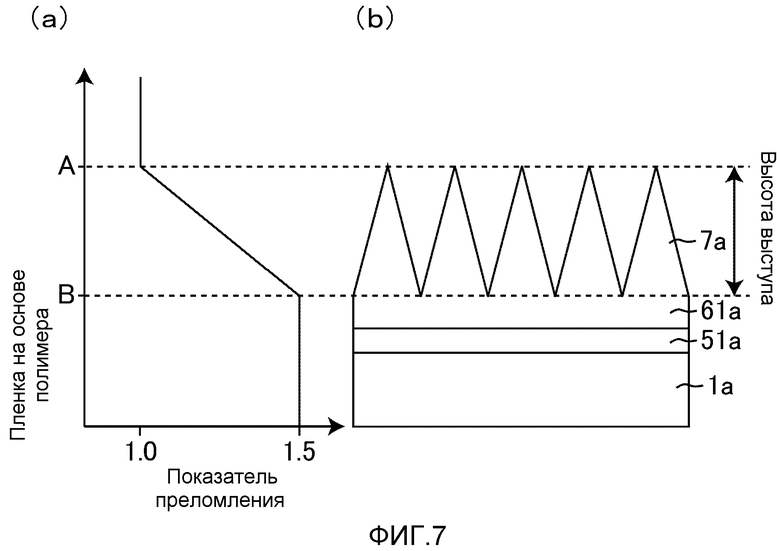
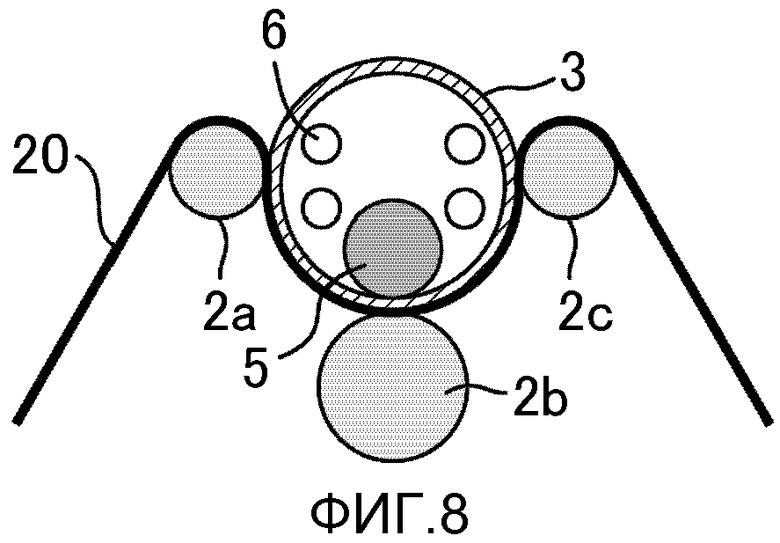
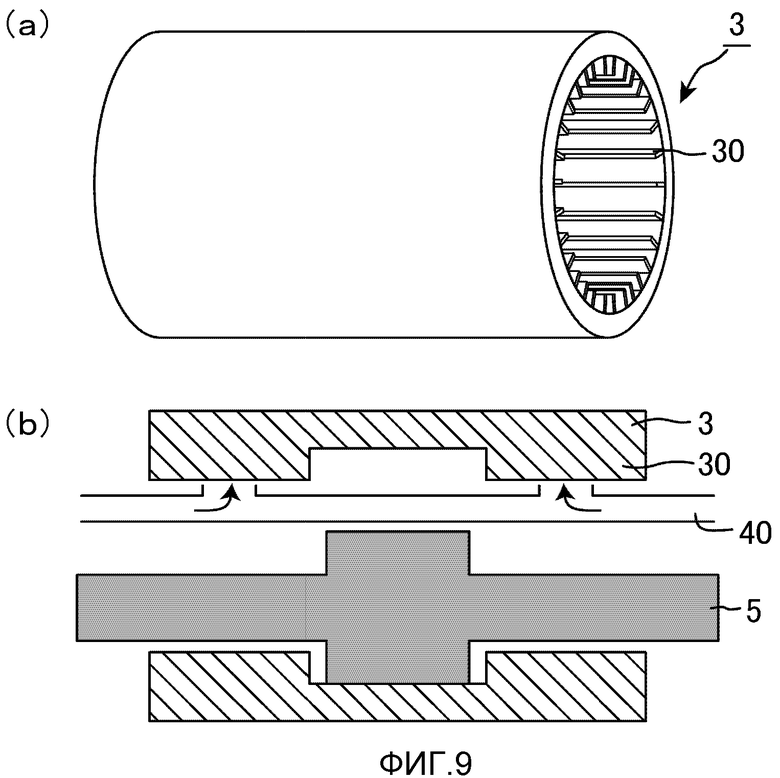
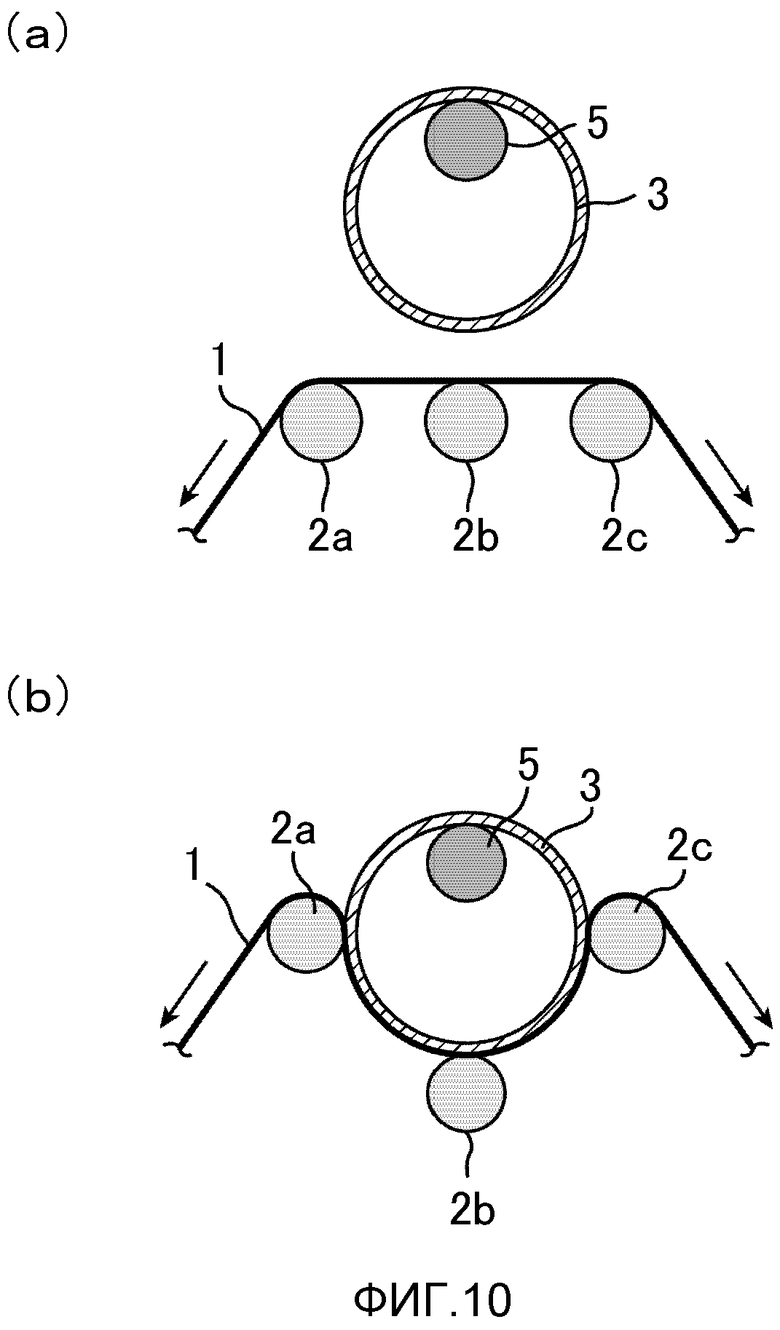
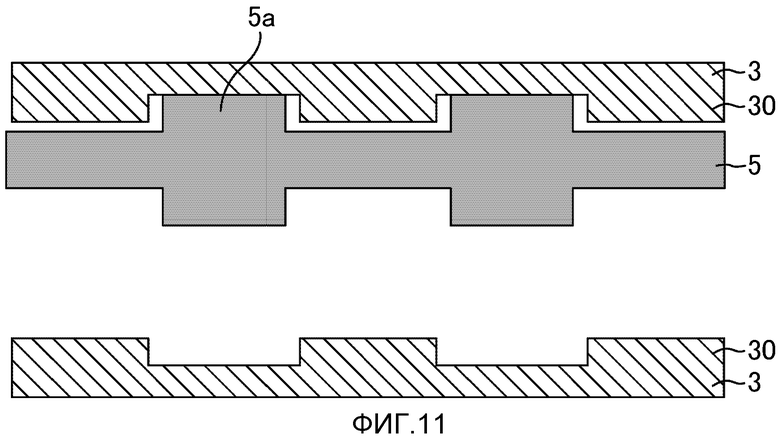
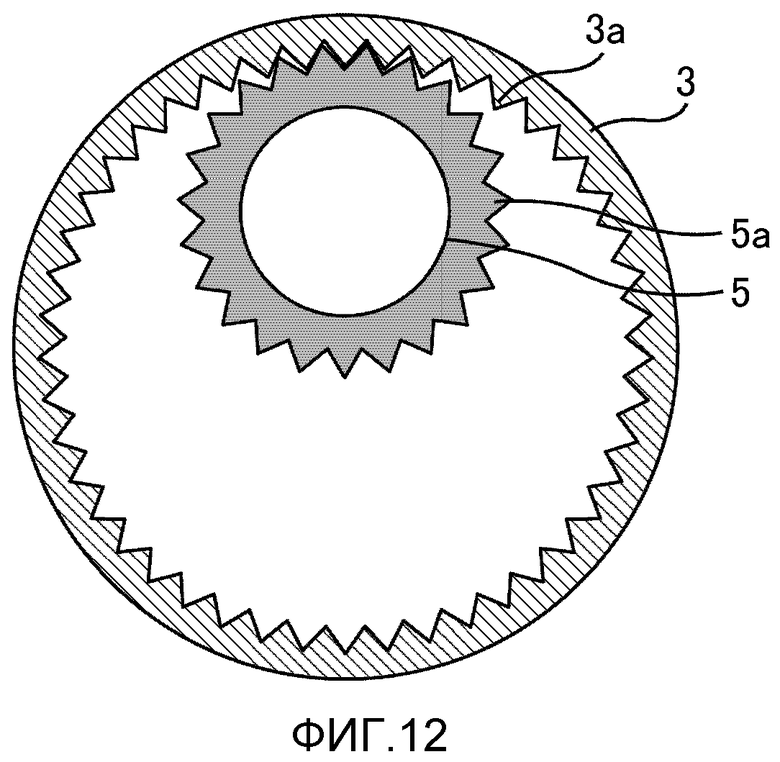
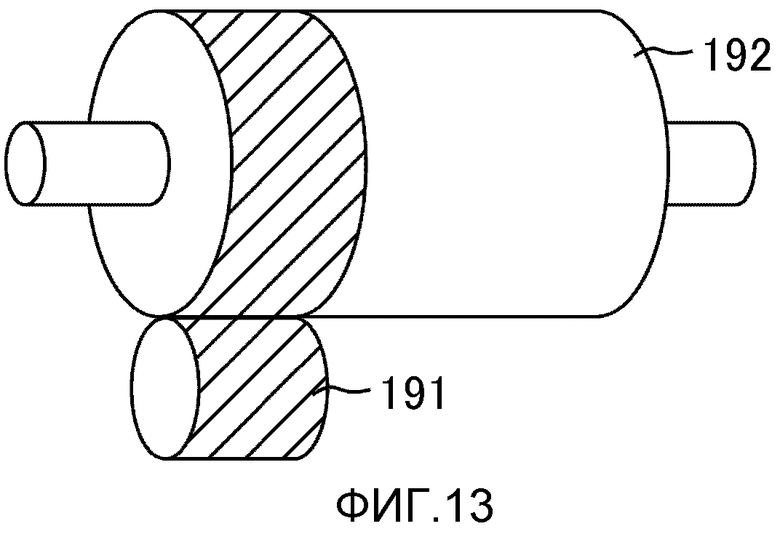
Изобретения предоставляют роликовый импринтер, который обеспечивает легкую замену ролика переноса, и способ изготовления имнринт-листа. Роликовый импринтер осуществляет перенос рисунка с поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса. При этом роликовый имприптер включает в себя осевой вращательный вал для ролика переноса, причем ось вала не совпадает с осью вращения ролика переноса. Роликовый импринтер содержит: по меньшей мере два натяжных ролика для натяжения листа; и но меньшей мере три прижимных ролика для сжимания листа с роликом переноса. Роликовый имприптер выполнен с возможностью натягивать лист между множеством натяжных роликов и затем приводить в контакт лист с роликом переноса и, при переносе рисунка на поверхность листа, сжимать лист посредством ролика переноса и прижимных роликов и вращать ролик переноса при одновременном удерживании ролика переноса посредством прижимных роликов. Способ изготовления импринт-листа, имеющего поверхность со сформированным на ней рисунком, который включает использование листа заготовки, ролика переноса, имеющего поверхность со сформированным на ней рисунком, по меньшей мере двух, натяжных роликов для натяжения листа, и по меньшей мере трех прижимных роликов для сжимания листа с роликом переноса. При этом способ включает этапы, на которых: натягивают лист между множеством натяжных роликов и затем приводят лист в контакт с роликом переноса. Затем переносят рисунок на поверхность листа посредством удержания и вращения ролика переноса посредством прижимных роликов при одновременном сжимании листа между роликом переноса и прижимными роликами. Технический результат, достигаемый при использовании способа и роликового имприптера, заключается в том, чтобы обеспечить уменьшение скручивания или сминания листа при нанесении за счет равномерности прижима листа при однородной толщине импринт-листа. 3 н. и 13 з.п. ф-лы, 13 ил.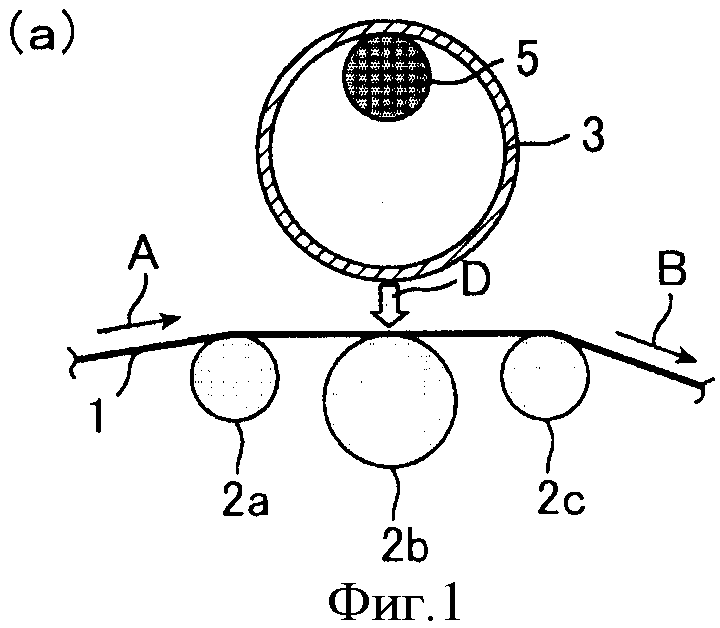
1. Роликовый импринтер для переноса рисунка поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса, при этом роликовый импринтер содержит осевой вращательный вал для ролика переноса, и ось вала не совпадает с осью вращения ролика переноса.
2. Роликовый импринтер по п.1, дополнительно содержащий по меньшей мере три прижимных ролика, при этом ролик переноса выполнен с возможностью вращения при одновременном удерживании посредством прижимных роликов.
3. Роликовый импринтер по п.1, дополнительно содержащий по меньшей мере два натяжных ролика, при этом лист натягивается между множеством натяжных роликов и затем приводится в контакт с роликом переноса.
4. Роликовый импринтер для переноса рисунка поверхности ролика переноса на поверхность листа заготовки через вращение ролика переноса, при этом роликовый импринтер содержит: по меньшей мере два натяжных ролика для натяжения листа; и по меньшей мере три прижимных ролика для сжимания листа с роликом переноса, причем роликовый импринтер выполнен с возможностью натягивать лист между множеством натяжных роликов и затем приводить в контакт лист с роликом переноса и, при переносе рисунка на поверхность листа, сжимать лист посредством ролика переноса и прижимных роликов и вращать ролик переноса при одновременном удерживании ролика переноса посредством прижимных роликов.
5. Роликовый импринтер по п.3 или 4, в котором по меньшей мере два из прижимных роликов также служат в качестве натяжных роликов.
6. Роликовый импринтер по любому из пп.1-4, в котором ролик переноса имеет цилиндрическую форму, компонент вала расположен внутри ролика переноса, и компонент вала и ролик переноса имеют различные и независимые оси вращения, расположенные в различных положениях друг от друга.
7. Роликовый импринтер по п.6, в котором ролик переноса выполнен с возможностью удерживаться посредством компонента вала, когда лист натягивается, и, при переносе рисунка на поверхность листа, сжимать лист с прижимными роликами посредством давления, прикладываемого посредством компонента вала.
8. Роликовый импринтер по любому из пп.2-4 и 7, в котором при переносе рисунка на поверхность листа положение оси вращения любого из прижимных роликов располагается горизонтально выше положения ролика переноса.
9. Роликовый импринтер по любому из пп.1-4 и 7, в котором ролик переноса имеет, по существу, бесшовную поверхность.
10. Роликовый импринтер по любому из пп.1-4 и 7, в котором ролик переноса является алюминиевым цилиндрическим роликом, имеющим поверхность, образованную полостями нанометрического размера, сформированными посредством анодирования.
11. Роликовый импринтер по любому из пп.1-4 и 7, в котором ролик переноса изготовлен из стекла или керамического материала.
12. Роликовый импринтер по любому из пп.1-4 и 7, в котором ролик переноса сформирован посредством нанесения алюминиевой тонкой пленки на внешней поверхности цилиндрического стеклянного или керамического ролика, и выполнения полостей нанометрического размера па пленке посредством анодирования.
13. Роликовый импринтер по любому из пп.1-4 и 7, в котором ролик переноса дополнительно включает в себя механизм охлаждения.
14. Роликовый импринтер по п.13, в котором механизм охлаждения включает в себя: оребрение, расположенное на внутренней поверхности ролика переноса, или цилиндрическое оребрение, расположенное на стороне внутренней поверхности ролика переноса; и проход для подачи охлаждающей текучей среды в оребрение или цилиндрическое оребрение.
15. Способ изготовления импринт-листа, имеющего поверхность со сформированным на ней рисунком, при этом способ включает использование листа заготовки, ролика переноса, имеющего поверхность со сформированным на ней рисунком, по меньшей мере двух натяжных роликов для натяжения листа, и по меньшей мере трех прижимных роликов для сжимания листа с роликом переноса, при этом способ включает этапы, на которых: натягивают лист между множеством натяжных роликов и затем приводят лист в контакт с роликом переноса; и переносят рисунок на поверхность листа посредством удержания и вращения ролика переноса посредством прижимных роликов при одновременном сжимании листа между роликом переноса и прижимными роликами.
16. Способ изготовления по п.15, в котором любые из прижимных роликов также служат в качестве натяжных роликов.
| JP 2007203576 A, 16.08.2007 | |||
| WO 2006059686 A1, 08.06.2006 | |||
| JP 7005693 A, 10.01.1995 | |||
| JP 5016230 A, 26.01.1993 | |||
| JP 2004223724 А, 12.08.2004 | |||
| Тепловая труба | 1976 |
|
SU805044A1 |
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб., 2005, с.47-48, 300-304. | |||

