Область техники, к которой относится изобретение
Изобретение относится к пресс-форме (формовочной системе), выполненной согласно ограничительной части п.1 формулы и содержащей подвижную и стационарную половинки пресс-формы, расположенные одна напротив другой. Систему можно использовать для изготовления контейнера, у которого имеется дно, спрессованное из картонной заготовки, стенки, соединенные с дном, и обод, по меньшей мере, частично сформированный из пластика и присоединенный к верхней кромке стенок, охватывая их по периметру.
Уровень техники
В пищевой промышленности в качестве упаковочных емкостей применяют, в частности, так называемые упаковочные лотки (tray-packages), представляющие собой закрытые крышкой контейнеры-лотки (треи) с дном, стенками, охватывающими дно по периметру и выступающими вверх, и ободом, охватывающим по периметру верхнюю кромку стенок и выступающим наружу. Контейнер закрывают крышкой, присоединяемой к ободу. В таких контейнерах материал дна и стенок часто содержит картон, поверх которого можно добавить пластиковый и/или металлический слои, в зависимости от конкретного приложения изменяющие свойства картона, связанные с пропусканием пара и/или кислорода.
Как правило, лотки, герметично закрытые крышкой, используют для хранения пищевых продуктов. Чтобы иметь возможность прикрепить крышку к лотку, кромку контейнера, применяемого в качестве упаковочного лотка, необходимо снабдить ободом, который горизонтально выступает от верхнего конца боковых стенок и охватывает емкость по периметру. Обычно на верхнюю поверхность обода нанесено надлежащее покрытие, посредством которого крышку можно плотно прикрепить к упаковочной емкости. Например, для такого закрепления широко распространен вариант с использованием пластиковых материалов, обладающих способностью спаиваться при нагреве. В числе примеров пищевых упаковочных емкостей и упаковочных материалов, используемых таким образом, можно указать, наряду с другими документами, на описания изобретений в патентных документах WO 03/033258, ЕР 1289856, WO 00/21854 и US 5425972.
Такой контейнер в виде лотка, имеющий спрессованное из картонной заготовки дно, а также стенки, соединенные с дном, и обод, по меньшей мере, частично отлитый из пластика и прикрепленный к верхней кромке стенок с охватом их по периметру, можно сформировать различными способами. В опубликованной патентной заявке FI 20070973 описан способ изготовления упаковочного лотка, согласно которому контейнер формируют из неизогнутой картонной заготовки, придавая ей требуемую форму посредством прессования в формовочной системе. Указанная система содержит подвижную и стационарную половинки пресс-формы, расположенные одна напротив другой. Та часть пресс-формы, которая установлена с возможностью перемещения относительно стационарной части пресс-формы, содержит, по меньшей мере, пластину, снабженную сердечником, а также плоскую уплотнительную рамку, смещаемую относительно сердечника, имеющую уплотнительную поверхность и окружающую сердечник. Кроме того, указанная часть пресс-формы снабжена ограничивающей рамкой, которая выполнена с возможностью перемещения относительно сердечника и уплотнительной рамки и установлена между ними, причем ее можно использовать для формования обода на контейнере. Стационарная часть пресс-формы представляет собой, по меньшей мере, пластину с полостью, имеющую уплотнительную поверхность.
Картонную заготовку, которой посредством прессования в такой формовочной системе придают требуемую форму, помещают поверх полости стационарной половинки пресс-формы, а затем вводят в указанную полость сердечник подвижной половинки пресс-формы, в результате чего заготовка, оставаясь между сердечником и полостью, превращается в контейнер в форме лотка. В конце стадии формования давлением на верхней части боковых стенок упаковочной емкости отливают обод из пластикового материала, выступающий в боковом направлении. Для этого закрытую пресс-форму удерживают в таком положении, при котором за счет отодвигания противостоящей поверхности внутри формовочной системы в обратном направлении от противоположной поверхности образуется полость, отвечающая ободу. Затем в указанную полость заливают литьевой материал, отвердевающий в ней с образованием зафиксированного обода, после чего пресс-форму открывают и удаляют из нее готовую упаковочную емкость в виде лотка.
Раскрытие изобретения
С использованием известных технических решений, взятых за основу, задача, решаемая заявителем, заключалась в разработке более универсального способа изготовления упаковочных емкостей в виде лотков, в рамках которого одну и ту же формовочную систему можно было бы использовать для получения различных контейнеров, применяемых в качестве емкостей указанного типа. При этом предусмотрена возможность изменения размеров обода и оснащения его различными функциональными или декоративными деталями, такими как утолщенные кромки, охватывающие обод по периметру и предназначенные для прикрепления к нему крышки. Кроме того, базовый обод можно снабдить выступами со средствами для подвешивания, такими как отверстия.
Неожиданно было обнаружено, что размеры и профили обода можно желаемым образом варьировать, изменяя в формовочной системе описанные выше уплотнительную или ограничивающую рамки с помощью различных вкладышей, разъемно прикрепленных к уплотнительной поверхности уплотнительной рамки, или ступеньки ограничивающей рамки.
В более точной формулировке изобретение относится к формовочной системе, выполненной согласно п.1 формулы и предназначенной для изготовления контейнера. Указанная система содержит подвижную и стационарную половинки пресс-формы, расположенные одна напротив другой. Систему можно использовать для изготовления контейнера, дно которого отпрессовано из картонной заготовки, а стенки соединены с дном, причем к верхней кромке стенок с охватом их по периметру присоединен обод, по меньшей мере, частично отлитый из пластика. Половинка пресс-формы, выполненная подвижной относительно стационарной половинки пресс-формы, содержит, по меньшей мере, пластину для сердечника, снабженную сердечником, а также плоскую уплотнительную рамку, которая установлена подвижно относительно сердечника, имеет уплотнительную поверхность и окружает сердечник. Кроме того, указанная половинка пресс-формы снабжена ограничивающей рамкой, которую можно установить между сердечником и уплотнительной рамкой с возможностью перемещения относительно указанных компонентов. Стационарная половинка пресс-формы представляет собой, по меньшей мере, пластину с полостью, имеющую уплотнительную поверхность. В формовочной системе к уплотнительной поверхности уплотнительной рамки присоединен плоский вкладыш, одна из кромок которого совпадает с плоскостью, заданной фронтальной кромкой уплотнительной поверхности. Вкладыш имеет вырез, профиль которого отвечает профилю, отливаемому на базовом ободе, и который находится в контакте с фронтальной кромкой уплотнительной поверхности уплотнительной рамки, так что в указанный вырез может поступать расплавленный пластик, текущий со стороны ограничивающей рамки.
В таком контексте термин "базовый обод" относится к пластиковому ободу, который охватывает верхнюю кромку стенки контейнера по периметру, выступает от нее и может быть изготовлен по способу, описанному в опубликованной заявке FI 20070973.
В способе согласно изобретению картонную заготовку прессуют между сердечником и полостью пресс-формы, чтобы получить дно контейнера и стенки, охватывающие указанное дно по периметру. Затем на верхних кромках стенок посредством литья формируют фланцеобразный обод, охватывающий стенки по периметру. Указанная процедура заключается во введении расплавленного пластика в полость пресс-формы (литейную полость), которая ограничена уплотнительными поверхностями уплотнительной рамки, ограничивающей рамки и пластины пресс-формы. При этом предусмотрена возможность изменять форму и/или размеры литейной полости, помещая на фронтальной кромке уплотнительной поверхности уплотнительной рамки, по меньшей мере, один плоский вкладыш, прикрепленный разъемным образом и снабженный вырезом, который воспроизводит профиль соответствующего выступа и заглублен в плоский каркас вкладыша. Вырез находится в контакте с фронтальной кромкой уплотнительной рамки и в возможном варианте имеет одно или более утолщений, выступающих вверх в сторону поверхности плоского каркаса вкладыша.
В основу изобретения положено разъемное прикрепление вкладышей к уплотнительной поверхности ограничивающей или уплотнительной рамки подвижной половинки пресс-формы. Такие вкладыши изменяют функцию и/или форму указанных уплотнительных поверхностей в зависимости от изменений, которые должны быть выполнены на пластиковом ободе контейнера на основе картона, имеющего дно и стенки. К моменту введения расплавленного пластика в полость пресс-формы на стадии изготовления обода контейнера форма и размеры указанной полости посредством вкладышей изменены, в результате чего аналогичные изменения соответствующим образом выполняются на ободе изготавливаемого контейнера. В типичном случае форму кольцевого обода контейнера изменяют с помощью вкладышей уплотнительной рамки, получая на ободе дополнительные выступы, отходящие от него в направлении от центра, причем предусмотрена возможность выполнить в этих выступах отверстия. Вкладыши уплотнительной рамки размещают по периферии ее фронтального края, т.е. на ее фронтальной кромке, окружающей по периметру ограничивающую рамку, откуда они выступают в направлении от центра уплотнительной и ограничивающей рамок (обе указанные рамки концентрично окружают сердечник).
В предпочтительном варианте осуществления изобретения несколько вкладышей, имеющих по периметру своей фронтальной кромки относительно небольшой размер, размещены на периметре фронтальной кромки уплотнительной рамки, причем их каркасы ориентированы от фронтальной кромки по направлению к периферии уплотнительной рамки. При соблюдении условия об относительно небольшом размере каждого вкладыша в указанном направлении (в предпочтительном варианте не более примерно 10-20% периметра фронтальной кромки уплотнительной рамки) сам по себе вкладыш фактически может быть довольно большим, однако свободное место (вырез) в нем, отвечающее выступу на кромке фланца, по сравнению с периметром указанной кромки должен быть относительно маленьким. Тем самым гарантируется, что удерживающая способность уплотнительной рамки остается адекватной в течение всего процесса изготовления контейнера. Следует иметь в виду, что если разместить вкладыши со стороны передней пресс-формы формовочной системы (например, в уплотнительной рамке, окружающей полость пресс-формы), как это имело место в решении по патентной заявке US 2007267374, в числе других проблем легко могут возникнуть затруднения при удалении изделия, поскольку пластик обладает способностью плотно сжиматься вокруг контуров замещаемой детали передней пресс-формы, не позволяя произвести выталкивание из нее готового изделия. В способе по изобретению изделие остается на месте в задней пресс-форме, а это облегчает его выталкивание из пресс-формы.
За счет использования съемных вкладышей форму и размеры обода можно изменять гораздо быстрее, чем при замещении всей ограничивающей или уплотнительной рамки другой такой же рамкой. В результате формовочная система приобретает модульный характер с несложными и простыми перестройками, не меняющими функционирование формовочной системы в целом.
В предпочтительном варианте осуществления изобретения один или более съемных вкладышей, снабженных вырезом и, возможно, расположенным в вырезе утолщением, прикрепляют поверх уплотнительной поверхности уплотнительной рамки. За счет указанных вкладышей формируются выступы, направленные наружу от базового обода контейнера и в возможном варианте содержащие средства для подвешивания контейнера, такие как отверстия. Предусмотрена возможность изменять профиль выступов, причем каждый из них может иметь одно или более отверстий различной формы.
В другом предпочтительном варианте осуществления изобретения поверх базовой ступени ограничивающей рамки подвижной половинки пресс-формы формовочной системы разъемным образом прикреплена удлиняющая ступень (насадка). На ее уплотнительной поверхности выполнены утолщения, немного выступающие от плоскости остальной части указанной уплотнительной поверхности, тисненые паттерны (выпуклости), размещенные в вырезе на уплотнительной поверхности и проходящие максимум до ее плоскости, или углубления/канавки, лежащие ниже плоскости остальной части указанной уплотнительной поверхности. Перечисленные выпуклости, тисненые паттерны, углубления или канавки позволяют выполнить на пластиковом ободе контейнера выпуклости, немного выступающие из остальной части плоскости обода, канавки и заглубления между выпуклостями, а также тисненые фасонные элементы в указанных заглублениях.
Краткое описание чертежей
Далее изобретение будет проиллюстрировано более подробно с помощью прилагаемых чертежей.
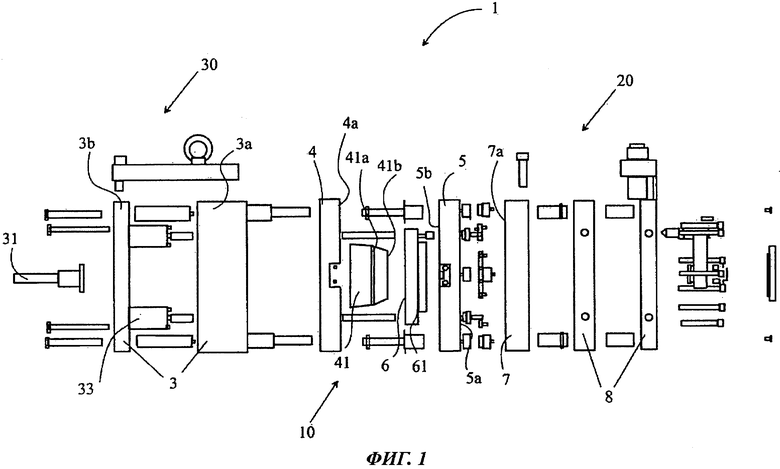
На фиг.1 формовочная система представлена в сечении на виде сбоку и с пространственным разделением компонентов.
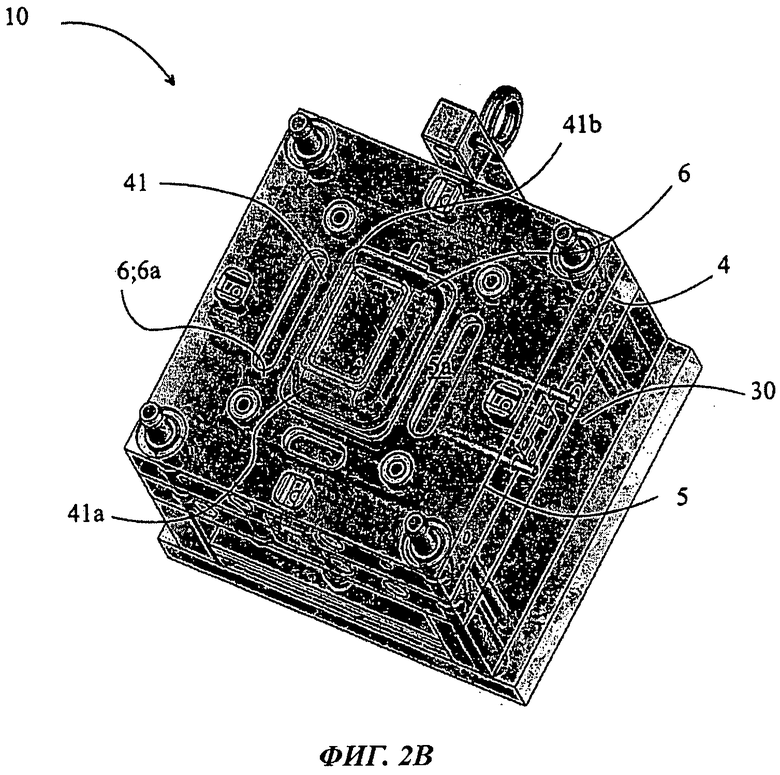
На фиг.2А и 2В в перспективном изображении представлена формовочная система, известная из уровня техники.
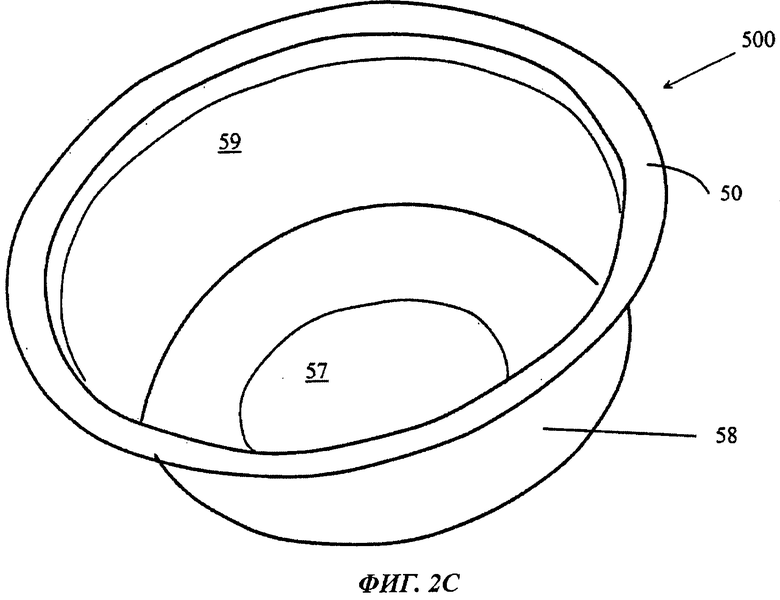
На фиг.2С в перспективном изображении представлен контейнер, изготовленный с помощью известной формовочной системы.
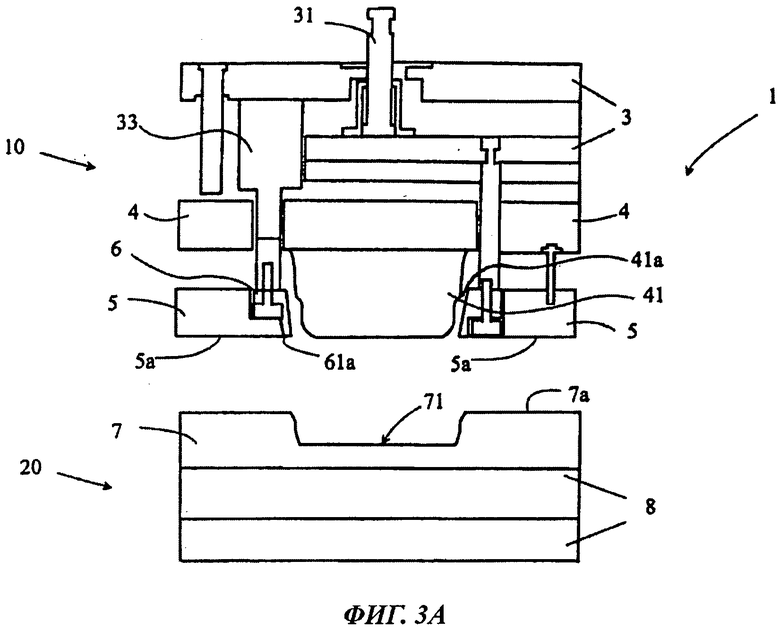
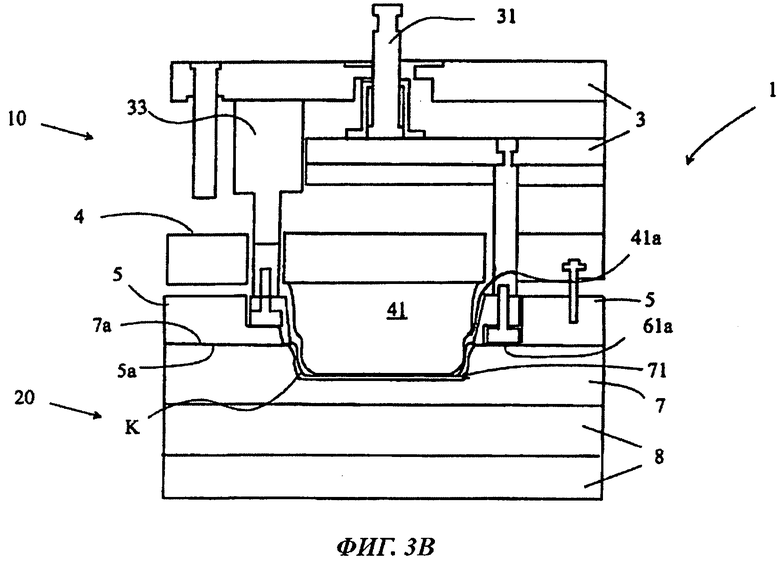
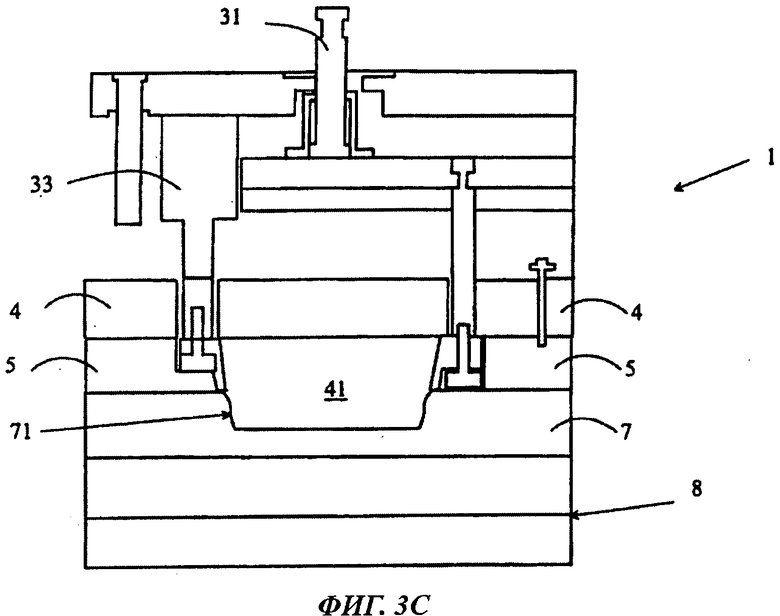
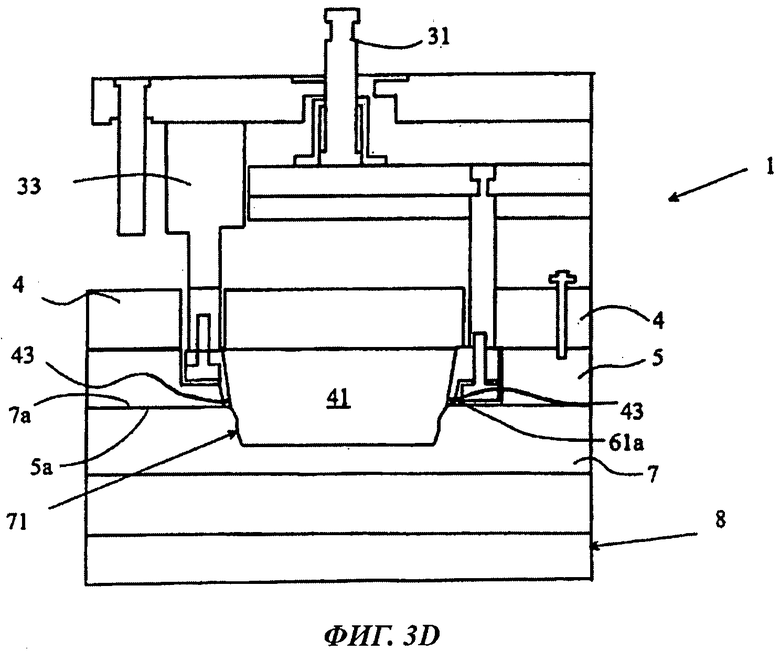
На фиг.3A-3D в продольном сечении представлена формовочная система во время ее функционирования на стадиях изготовления различных частей контейнера.
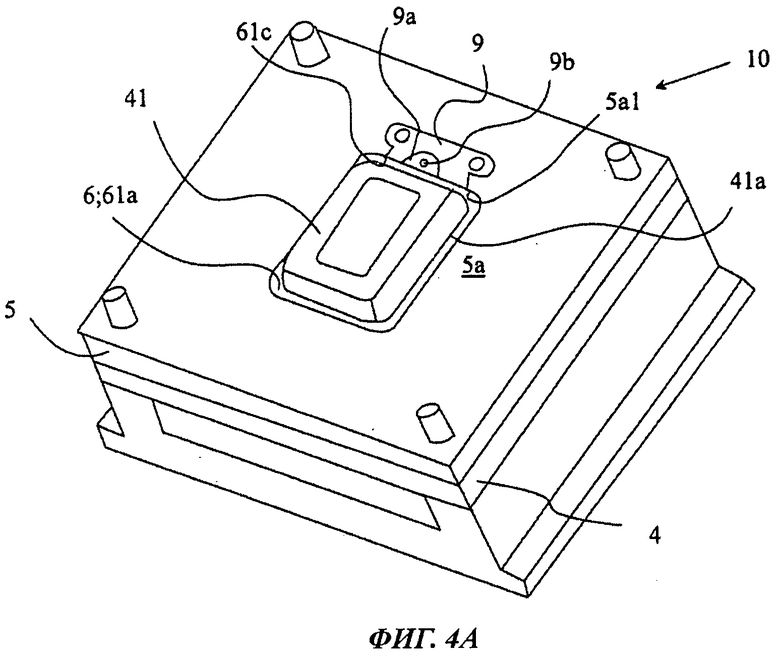
На фиг.4А в перспективном изображении представлены детали задней пресс-формы по варианту осуществления изобретения.
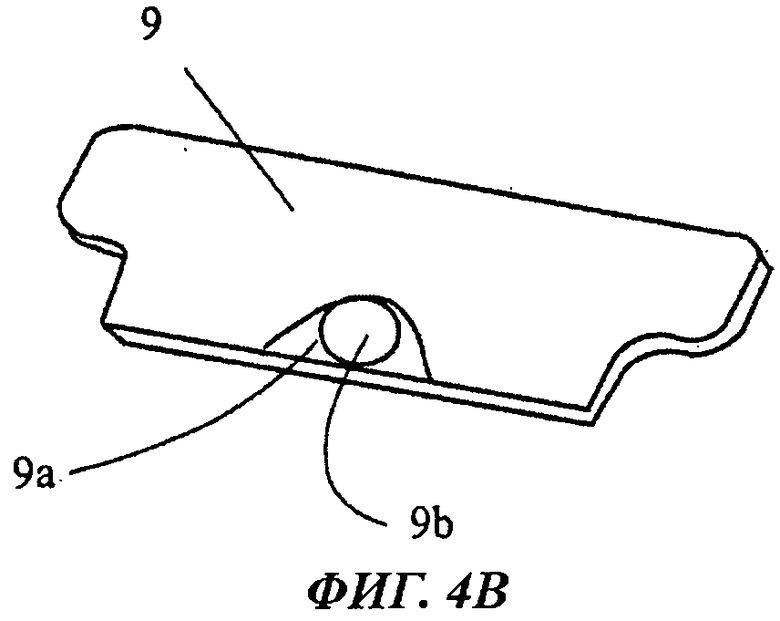
На фиг.4В вкладыш задней пресс-формы по фиг.4А представлен в увеличенном масштабе.
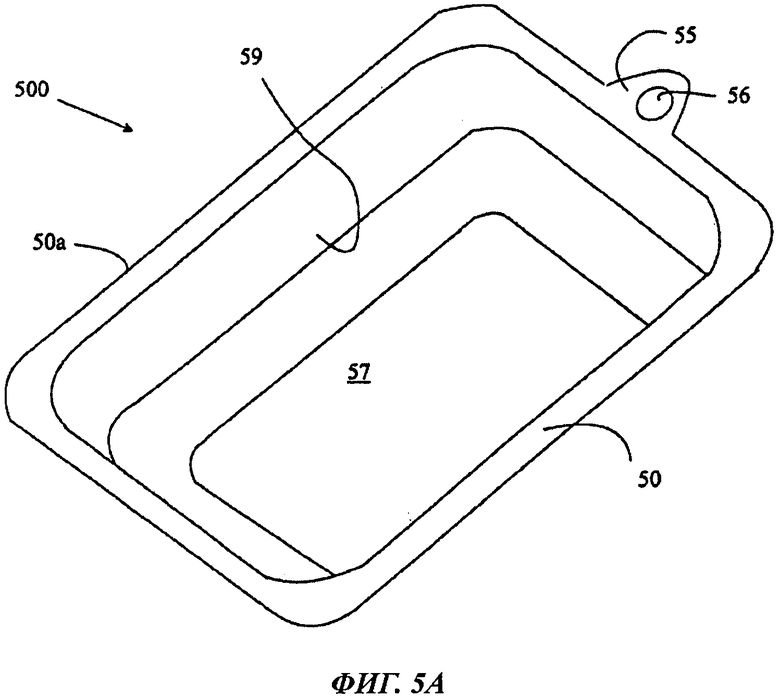
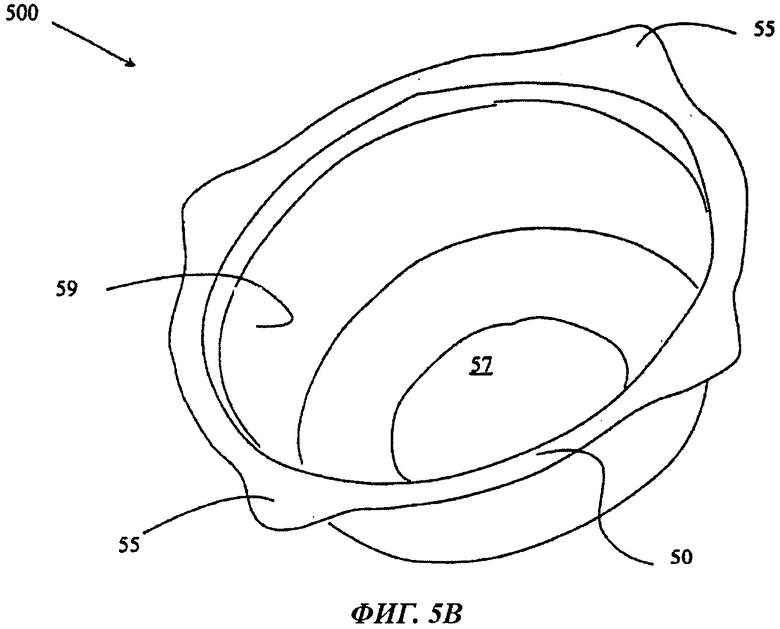
На фиг.5А и 5В в перспективном изображении представлены контейнеры, полученные с использованием задней пресс-формы по изобретению.
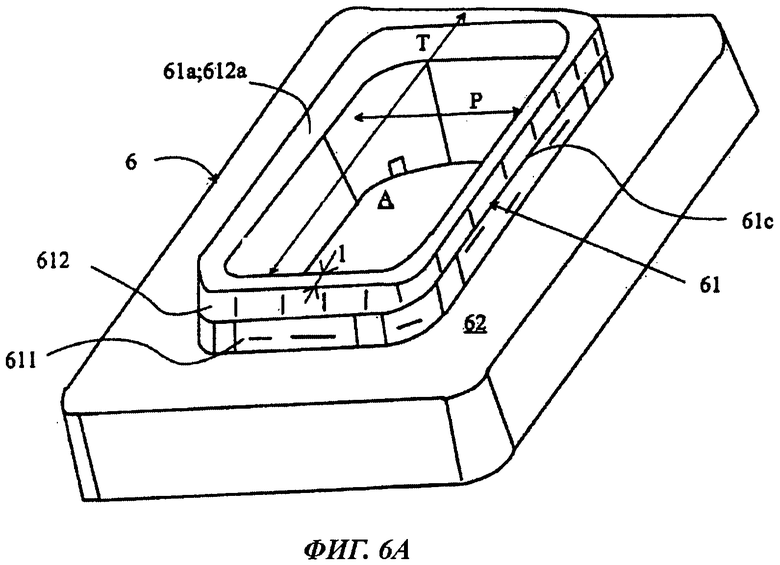
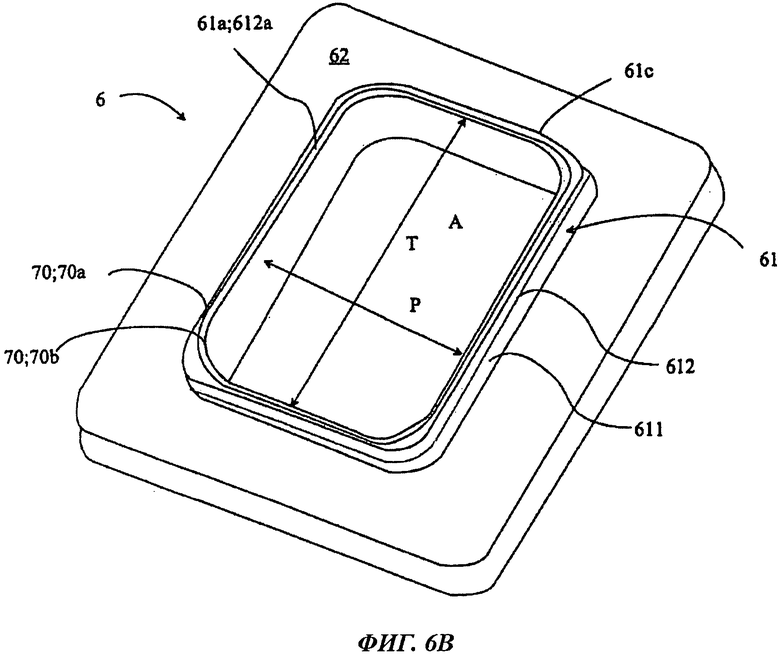
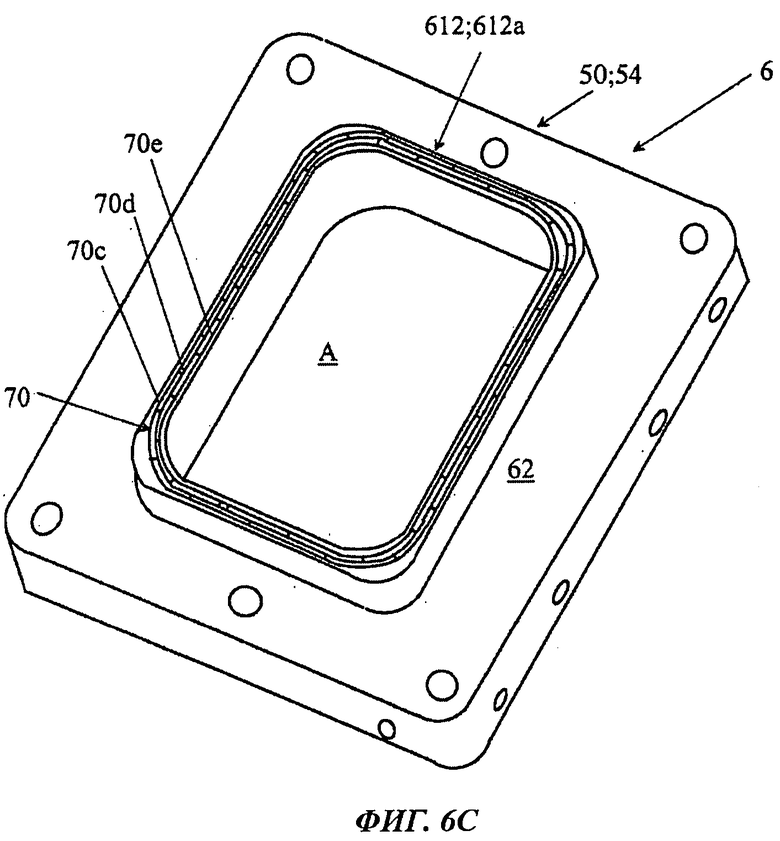
На фиг.6А, 6В и 6С в перспективном изображении представлены возможные варианты ограничивающей рамки формовочной системы по изобретению.
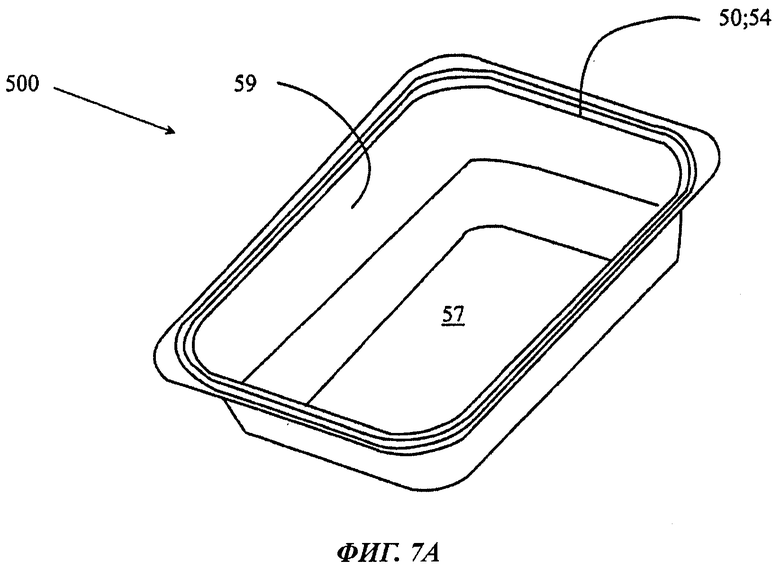
На фиг.7А в перспективном изображении представлен контейнер, полученный с использованием ограничивающей рамки по фиг.6В.
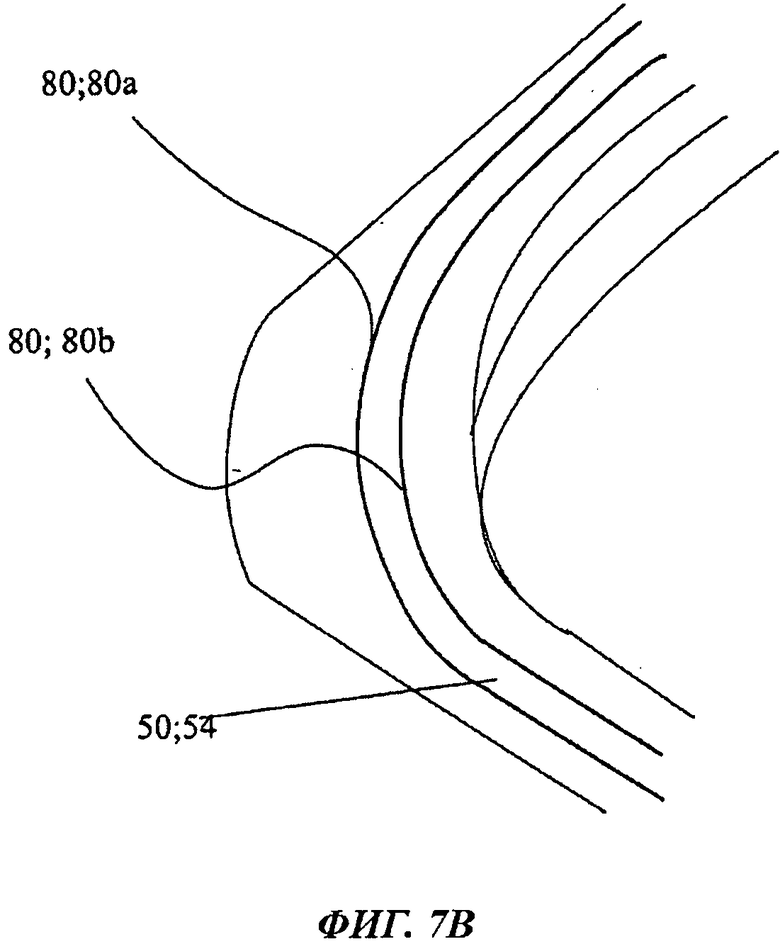
На фиг.7В в увеличенном масштабе показан угол кромки контейнера по фиг.7А.
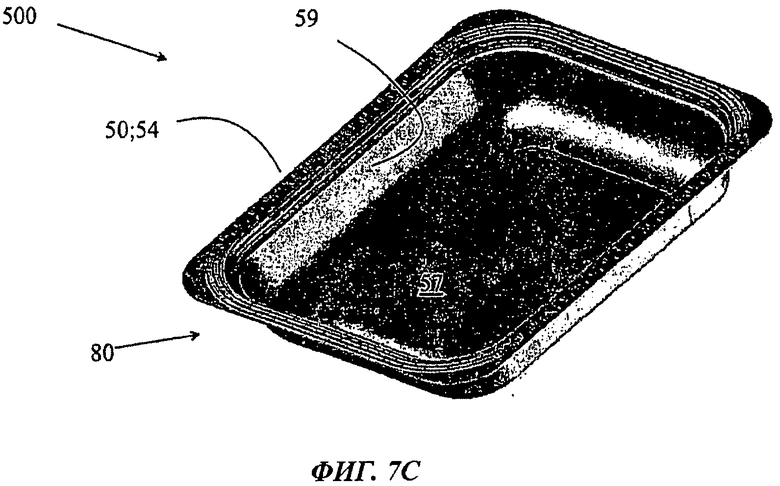
На фиг.7С в перспективном изображении представлен контейнер, полученный с использованием ограничивающей рамки по фиг.6С.
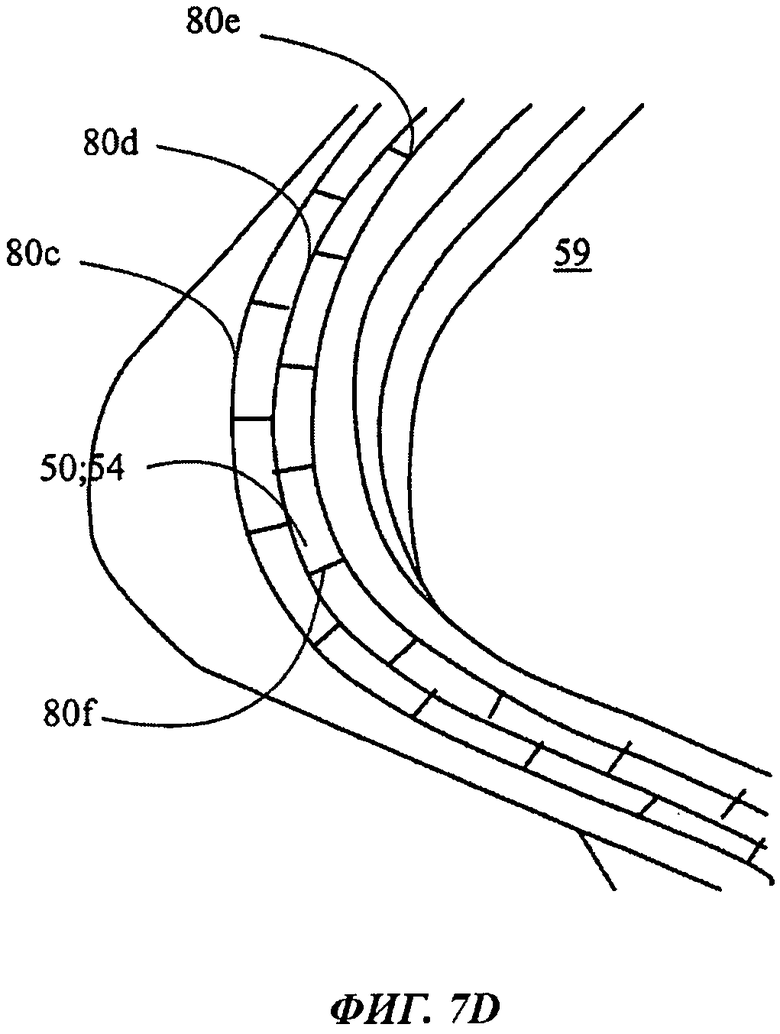
На фиг.7D в увеличенном масштабе показан угол кромки контейнера по фиг.7С.
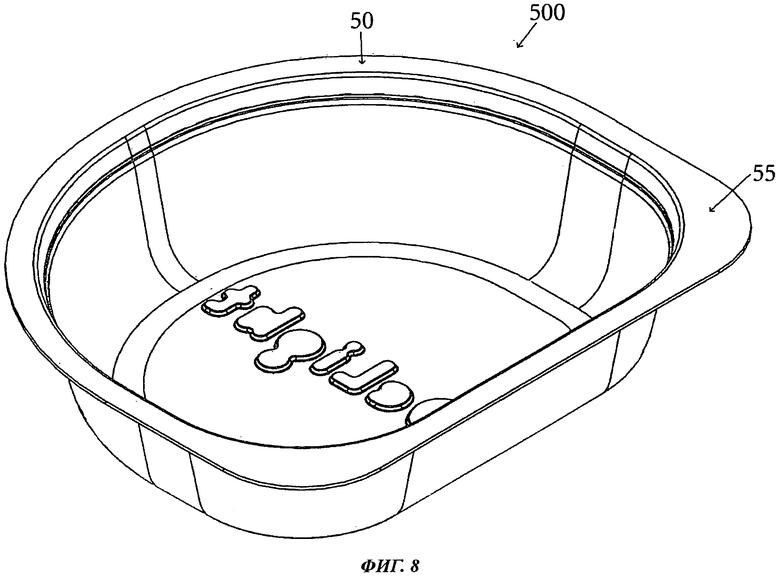
На фиг.8 в перспективном изображении представлен контейнер с поперечным сечением, подобным букве D, причем кольцевой базовый обод, от которого отходят два выступа, также сформирован в виде асимметричной буквы D.
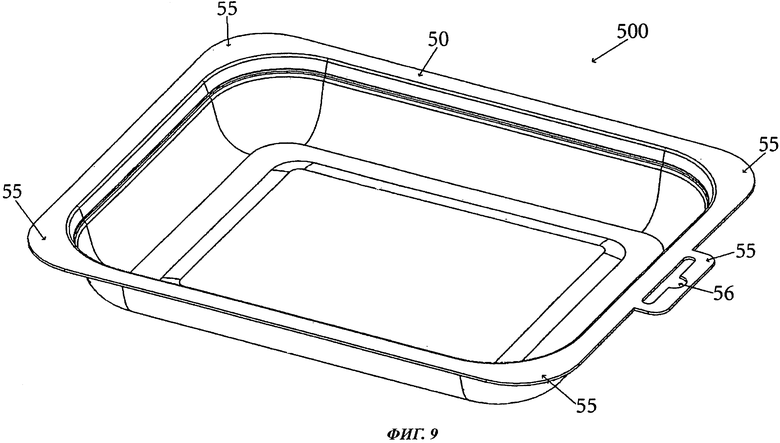
На фиг.9 в перспективном изображении представлен контейнер с поперечным сечением, близким к прямоугольнику, причем на контейнере сформирован кольцевой базовый обод в виде прямоугольника с закругленными углами, от которого отходит выступ, снабженный относительно широким отверстием, прилегающим к ободу.
Осуществление изобретения
Далее сначала приведено описание формовочной системы 1, функционирование которой проиллюстрировано на фиг.1-3. По отношению к ограничивающей и уплотнительной рамкам формовочные системы, показанные на фиг.2А и 2В, отличаются от систем по изобретению, но, тем не менее, могут служить иллюстрацией базовой конструкции предлагаемой системы.
На фиг.1 основные компоненты формовочной системы по изобретению представлены на виде сбоку, в сечении и с пространственным разделением. Система 1 содержит подвижную половинку 10 пресс-формы ("заднюю пресс-форму") и стационарную половинку 20 пресс-формы ("переднюю пресс-форму"). К основным деталям указанной половинки 10 пресс-формы относятся выталкивающий узел 30, содержащий выталкивающий стержень 31 и двухкомпонентный корпус 3, причем в указанном корпусе между его частями 3а и 3b помещен пневматический привод 33, обеспечивающий сжатие между половинками 10 и 20 пресс-формы. Кроме того, подвижная половинка 10 пресс-формы содержит плоскую уплотнительную рамку 5, плоскую ограничивающую рамку 6 и пластину 4, к которой прикреплен формующий сердечник 41. Стационарная половинка 20 пресс-формы содержит пластину 7, в которой выполнена полость 71, в соответствии с контуром которой плоской картонной заготовке придают нужную форму, т.е. которая задает общую конфигурацию упаковочной емкости (дно, форму боковых стенок, отходящих от дна, наклон стенок, закругления и другие параметры). В данном случае термин "картонная заготовка" относится к картонной заготовке или к заготовке на основе картона, причем в возможных вариантах картон для изменения его барьерных свойств покрыт слоями пластика или металла. Далее, стационарная половинка 20 пресс-формы снабжена каркасом 8, через который к литейным входам обода проведены литниковые каналы, как это лучше всего показано на фиг.2В.
Уплотнительная рамка 5 имеет плоскую форму и окружает формующий сердечник 41 кольцеобразным и концентричным образом. Ограничивающую рамку 6, установленную с возможностью перемещения относительно уплотнительной рамки 5 и формующего сердечника 41 в направлении, соответствующем глубине, и концентричную указанным компонентам, можно поместить между фронтальной кромкой 5а1 рамки 5 (со стороны сердечника) и сердечником 41. В данном случае направление, соответствующее глубине, представляет собой продольное направление сердечника 41, перпендикулярное поверхности 4а пластины 4 для сердечника. Уплотнительная рамка 5 имеет уплотнительную поверхность 5а, которая на стадии прессования (точнее в конце указанной стадии) оказывается на одном уровне с лицевой стороной 41а формующей части сердечника 41.
Указанной лицевой стороной является та часть сердечника 41, которая доходит до плоскости обода формируемого контейнера, т.е. примерно до плоскости уплотнительной поверхности 7а пластины 7 пресс-формы и, в то же время, до плоскости верхней кромки полости 71 пресс-формы. Формующая часть сердечника 41, показанного на фиг.1, представляет собой ту часть сердечника, для которой предусмотрена возможность введения в полость 71 пресс-формы. Указанная часть (см. фиг.1) и отвечающая ей полость 71 в сечении имеют профили в форме прямоугольника с закругленными углами, т.е. они позволяют получить, соответственно, контейнер с сечением в виде такого прямоугольника, как это показано, например, на фиг.5А. При обсуждении профилей сечений полости пресс-формы, формующего сердечника и контейнера имеются в виду сечения, рассматриваемые в направлении формовочной системы 1, соответствующем глубине, т.е. в направлении, перпендикулярном плоскостям поверхностей пластины 7 пресс-формы и пластины 4 для сердечника. Если изменить профили сечений полости пресс-формы и формующей части сердечника, придав им, например, форму круга, получаются, соответственно, контейнеры с круглым сечением, как это показано, например, на фиг.2С.
Уплотнительная поверхность 5а уплотнительной рамки 5 расположена напротив соответствующей уплотнительной поверхности 7а пластины 7 пресс-формы (пластина 7 окружает полость 71 передней пресс-формы 20). Кроме того, сердечник 41 окружен ограничивающей рамкой 6, установленной с возможностью совершать короткие возвратно-поступательные перемещения относительно уплотнительной поверхности 5а уплотнительной рамки 5. Таким образом, лицевая сторона ступени 61 ограничивающей рамки 6 (т.е. уплотнительная поверхность 61а указанной рамки), обращенная в сторону стационарной половинки 20 пресс-формы, может смещаться к той же плоскости, в которой лежит уплотнительная поверхность 5а уплотнительной рамки 5 и на очень короткое расстояние обратно от стационарной передней пресс-формы.
На фиг.2А и 2В представлены соответственно стационарная половинка 20 пресс-формы, используемая в известной формовочной системе 1, и ответная, подвижная половинка пресс-формы. По отношению к выполняемым функциям и конструкции своей пресс-формы указанная формовочная система представляет собой тот же тип, что и система по изобретению, но конструктивно отличается от нее, главным образом, конструкциями уплотнительной и ограничивающей рамок 5, 6, окружающих сердечник 41. Во фронтальной части стационарной половинки 20 пресс-формы помещена пластина 7, в которой выполнен вырез в форме лотка, образующий полость 71 пресс-формы. Указанная пластина 7 прикреплена к каркасу 8 пресс-формы, через который проведены литниковые ("горячие") каналы и направляющие наконечники (сопла). В свою очередь, подвижная половинка 10 пресс-формы в своей фронтальной части содержит формующий сердечник 41, прикрепленный к нижней части пластины 4 для сердечника. Указанная пластина 4 прикреплена к выталкивающему узлу 30 подвижной половинки 10 пресс-формы. Сердечник 41 окружен плоской ограничивающей рамкой 6, доходящей до поверхности лицевой стороны 41а формующей части сердечника, причем уплотнительная поверхность 61а указанной рамки находится на одном уровне с передней стороной сердечника. Кроме того, сердечник 41 окружен плоской уплотнительной рамкой 5, которая имеет уплотнительную поверхность 5а и находится снаружи ограничивающей рамки, которая ограничивает ее смещения.
На фиг.3А-3В в сечении и на виде сбоку представлена формовочная система 1 по изобретению, у которой половинки пресс-формы идентичны описанным выше в связи с фиг.1, 2А и 2В. Указанную систему 1 применяют для формования упаковочного лотка, начиная с его отпрессовывания и заканчивая отливкой обода. Система 1 содержит пресс-форму, предназначенную для компрессионного формования и литья. Пресс-форма образована из двух половинок 10, 20, назначение которых на первой стадии заключается в формовании упаковочного лотка в форме контейнера из, по существу, неизогнутой и однородной картонной заготовки К. В функции формовочной системы 1 включено также литье, используемое для отливки обода 50 на кромках стенок упаковочной емкости 500, сформированной посредством приложения давления.
Уплотнительную поверхность 61а ограничивающей рамки 6 и уплотнительную поверхность 5а уплотнительной рамки 5 сводят к одной и той же плоскости, которая перпендикулярна продольному направлению сердечника и ориентирована в направлении плоскости, заданной пластиной 7 пресс-формы. Когда начинается прессование картонной заготовки между сердечником 41 и внутренней поверхностью полости 71 пресс-формы, указанные поверхности надавливают на уплотнительную поверхность 7а пластины 7 пресс-формы. Ограничивающая рамка 6, сердечник 41 и уплотнительная рамка (уплотняющая пластина) 5 по отношению друг к другу расположены концентрично.
Когда уплотнительная поверхность 61а ступени 61 ограничивающей рамки 6 (т.е. передняя сторона 61а, обращенная в сторону стационарной половинки 20 пресс-формы) оказывается на одном уровне с уплотнительной поверхностью 5а уплотнительной рамки 5, указанные поверхности 5а и 61а образуют общую уплотнительную поверхность. Если пресс-форма закрыта (т.е. ее половинки 10 и 20 сведены одна с другой) (см. фиг.3B-3D), уплотнительная поверхность 7а пластины 7 стационарной половинки 20 и общая уплотнительная поверхность 5а, 61а подвижной половинки 10 сходятся одна с другой, так что подлежащая формованию картонная заготовка К остается между ними. Пневматический привод 33, расположенный между частями 3а, 3b корпуса 3 выталкивающего узла 30 и присоединенный к ограничивающей рамке 6, через эту рамку 6, уплотнительную рамку 5 и, таким образом, через общую уплотнительную поверхность 5а, 61а подвижной половинки 10 пресс-формы прилагает давление, обеспечивающее удерживающее усилие между указанными половинками 10 и 20, т.е. между общей уплотнительной поверхностью 5а, 61а и уплотнительной поверхностью 7а стационарной половинки пресс-формы. Основная часть сжатия (удерживающего усилия), воздействующего на уплотнительную поверхность 7а и, кроме того, на картонную заготовку К, находящуюся между уплотнительными поверхностями, создается уплотнительной поверхностью 5а уплотнительной рамки 5, однако уплотнительная поверхность 61а ступени 61 ограничивающей рамки также подает на заготовку К удерживающее усилие. Предусмотрена возможность регулировать указанное усилие посредством привода 33, представляющего собой, например, цилиндр со сжатым воздухом, работающий с использованием рабочей среды под давлением. Ограничивающая рамка 6 помещена внутри выталкивающего узла 30 между уплотнительной рамкой 5 и сердечником 41.
С помощью выталкивающего стержня 31 можно перемещать двухкомпонентный корпус 3 выталкивающего узла 30 и пластину 4 с сердечником 41 относительно стационарной половинки 20 пресс-формы в направлении, соответствующем глубине, причем указанное направление имеет тот же смысл, что и выше. Таким образом, подвижная половинка 10 пресс-формы передвигается между фронтальной позицией (показанной на фиг.3А) и задней позицией (показанной на фиг.3B-3D).
На стадии сжатия подвижная половинка 10 пресс-формы формовочной системы вдавливает картонную заготовку К в полость 71 пластины 7 стационарной половинки 20 пресс-формы. Для этого указанная подвижная половинка снабжена формующим сердечником 41, помещенным на предназначенную для него пластину 4. Формующая часть сердечника вводится в упомянутую выше полость 71 пресс-формы с образованием контакта по его лицевой стороне 41а. В результате картонная заготовка подвергается прессованию между сердечником 41 и полостью 71, получая форму лотка. Подвижная половинка 10 пресс-формы сконструирована с возможностью перемещения относительно стационарной половинки, причем указанное перемещение, которое закрывает и открывает пресс-форму, осуществляется посредством узлов, в данном случае подробно не описанных.
На фиг.3А формовочная система 1 показана до закрывания пресс-формы. Картонная заготовка К подводится роботом к небольшим держателям (не показаны), расположенным на пластине 7 стационарной половинки 20 пресс-формы. Затем пресс-форму закрывают, т.е. сердечник 41 вводят в полость 71 пресс-формы, в результате чего заготовка К, остающаяся между указанными деталями, посредством прессования трансформируется в контейнер в виде лотка.
Стадия, на которой сердечник 41 после введения его в полость 71 начинает изменять форму заготовки, показана на фиг.3В. Уплотнительные поверхности, т.е. поверхность 5а уплотнительной рамки и поверхность 61а ограничивающей рамки, прилагают к заготовке К усилие, исходящее от привода 33, а ее кромки на данной стадии остаются зажатыми между указанными поверхностями 5а и 61а с одной стороны и уплотнительной поверхностью 7а пластины 7 стационарной половинки пресс-формы с другой.
На фиг.3С показана ситуация, в которой пресс-форма полностью закрыта, ее половинки 10 и 20 прижаты друг к другу, а находящаяся между ними картонная заготовка К посредством прессования превращена в лоток. При этом верхняя кромка боковых стенок лотка находится на одном уровне с уплотнительной поверхностью 61а ограничивающей рамки 6 или немного выдвинута перед ней. Последнее из удерживающих усилий, подаваемых на кромки заготовки, прикладывается передней стороной 61а ступени 61 ограничивающей рамки 6, против которой находится уплотнительная поверхность 7а пластины, окружающей полость 71 стационарной половинки пресс-формы.
На фиг.3D показана ситуация, в которой пресс-форма все еще закрыта, но ограничивающая рамка 6 сдвинута от уплотнительной поверхности (стенки) стационарной половинки 20 пресс-формы на небольшое расстояние обратно, т.е. в продольном направлении сердечника в сторону выталкивающего узла 30 подвижной половинки 10 пресс-формы. Перемещение осуществляется приводом, обеспечивающим прецизионные движения, например, посредством подтягивания выталкивающего стержня 31 соответствующим двигателем. После этого между уплотнительной поверхностью 7а, окружающей полость 71, уплотнительной поверхностью 5а уплотнительной рамки 5, передней стороной 61а ступени 61 ограничивающей рамки 6 и лицевой стороной 41а сердечника 41 образуется небольшая литейная полость 43, находящаяся в контакте с наружной кромкой лотка и окружающая лоток по периметру. Когда в указанную полость 43 подают расплавленный пластиковый материал, он формирует фланцеобразный обод, выступающий от боковых стенок лотка наружу. Из-за особенностей своей формы ограничивающая рамка 6 плотно прилегает к формующему сердечнику 41, обеспечивая тем самым герметичность литейной полости 43. Как показано, например, на фиг.2В, для подачи литьевого материала через каркас 8 стационарной половинки 20 пресс-формы проложен канал, через который заливаемый пластик перемещается к литейной полости 43. Кроме того, в зависимости от конструкции формируемого контейнера можно предусмотреть наличие подающих каналов, соединенных с инжекционной полостью каким-то другим образом.
После отверждения пластикового материала в литейной полости 43 пресс-форму можно открыть, снова возвратив ее в открытое положение, причем выталкивающий узел 30 все еще находится в задней позиции. Когда узел 30 отжимается выталкивающим стержнем 31 к фронтальной позиции, он удаляет готовый контейнер из подвижной половинки 10 пресс-формы, причем одновременно с этим ограничивающая рамка 6 получает возможность снова сместиться во фронтальное положение (т.е. восстанавливается положение, показанное на фиг.3А). Во время удаления готового контейнера из пресс-формы функцию выталкивающей поверхности, на которую надавливает выталкивающий стержень 31, принимает на себя уплотнительная поверхность 7а пластины 7 передней пресс-формы 20. Далее робот откладывает готовый контейнер и заменяет его новой заготовкой К, после чего повторяют рабочие этапы, описанные выше.
Если в контейнере 500 в виде лотка, показанном на фиг.5А и представляющем собой картонный корпус лотка с возможным покрытием (т.е. дно 57 и стенки 59, присоединенные к дну и выступающие вверх от плоскости дна, а также пластиковый фланцеобразный базовый обод 50, охватывающий верхнюю кромку стенок 59 каркаса по периметру и выступающий наружу), на базовом ободе, имеющем форму правильного кольца, не предусмотрено наличие средства 56 для подвешивания или присутствие выступа 55, такие контейнеры можно изготовить посредством описанного выше так называемого базового способа литья. Однако если на базовом ободе 50 указанного контейнера 500 по фиг.5А нужно посредством тех же передней и задней пресс-форм сформировать различные декоративные или функциональные фигуры, средства для подвешивания или выступы, необходимо изменить ограничивающую рамку 6 или уплотнительную рамку 5.
По сравнению со стандартной моделью (см., например, фиг.2С) обод контейнера 500 по фиг.5А изменен за счет того, что посредством формовочной системы 1 в нем выполнен выступ 55, через который проходит отверстие 56 для подвешивания. Указанный выступ присоединен к наружной кромке 50а кольцевого базового обода 50. Получить такой выступ 55 можно с помощью задней пресс-формы 10 по фиг.4А, которая отличается от задней пресс-формы 10 по фиг.2В тем, что к уплотнительной поверхности 5а уплотнительной рамки 5 со стороны полости пресс-формы прикреплен вкладыш 9. Указанное прикрепление выполнено на фронтальной кромке 5а1 этой уплотнительной поверхности рядом с уплотнительной поверхностью 61а ограничивающей рамки 6.
По форме вкладыш 9 представляет собой пластину, в каркасе которой выполнен углубленный вырез 9а, причем профиль выреза воспроизводит профиль заданного выступа, а его фронтальная кромка проходит по периметру фронтальной кромки 5а1 уплотнительной поверхности. Каркас вкладыша ориентирован в направлении от центра уплотнительной рамки (уплотнительной пластины) и направлен от фронтального края кромки уплотнительной поверхности. В каркасе вкладыша имеется вырез 9а, который воспроизводит профиль выступа 55, граничащего с базовым ободом 50 (см. фиг.5А), и находится в контакте с фронтальной кромкой 5а1 уплотнительной поверхности. Вырез 9а содержит утолщение 9b, форма которого отвечает отверстию 56 для подвешивания, расположенному на выступе 55, причем указанное утолщение выступает вверх в сторону свободной верхней поверхности плоского каркаса вкладыша. Вырез 9а вкладыша 9 находится в контакте с фронтальной кромкой уплотнительной поверхности. Поэтому, когда уплотнительная поверхность 5а и находящаяся рядом с ней уплотнительная поверхность ограничивающей рамки 6 сводятся в одной плоскости и прилагают давление, направленное к уплотнительной поверхности пластины передней пресс-формы, вырез 9а оказывается рядом с уплотнительной поверхностью ограничивающей рамки. Это позволяет потоку расплавленного пластика проходить в вырез 9а со стороны ограничивающей рамки 6, когда ее уплотнительная поверхность 61а отжата обратно от передней пресс-формы в продольном направлении сердечника.
Выступ 55 базового обода 50 отливают на контейнере 500 одновременно с отливкой самого обода 50. Таким же образом, как это показано на фиг.3D, расплавленный пластик протекает в литейную полость, ограниченную сердечником 41. Однако в данном случае указанная полость представляет собой пространство, которое в направлении передней пресс-формы ограничено уплотнительной поверхностью 7а пластины пресс-формы, а в направлении задней пресс-формы - уплотнительной поверхностью 61а ограничивающей рамки 6, немного отжатой назад в продольном направлении сердечника, а также плоским вкладышем 9, прикрепленным к уплотнительной поверхности 5а уплотнительной рамки 5, и самой поверхностью 5а, когда указанная поверхность 5а и каркас вкладыша 9 прижаты к уплотнительной поверхности пластины пресс-формы. В направлении задней пресс-формы литейная полость 43 дополнительно ограничена основанием выреза 9а вкладыша 9, содержащим утолщение 9b. В вырез 9а, ограниченный фронтальной кромкой уплотнительной рамки, может поступать расплавленный пластик, который течет со стороны ограничивающей рамки. В направлении сердечника 41 литейная полость дополнительно ограничена его лицевой стороной 41а. Используя такую литейную полость 43, на контейнере одновременно формируют базовый обод 50 и, в виде его продолжения, выступ 55.
В данном случае термин "базовый обод" относится к пластиковому ободу 50, который можно отлить на верхней кромке контейнера, применяя при литье литейную полость, сформированную без участия вкладыша 9, т.е. с использованием только ограничивающей рамки.
При изготовлении контейнера 500, показанного на фиг.5В и имеющего круглое дно, кольцевое поперечное сечение стенок 59 и несколько выступов 55 с профилем сечения в форме круговой арки, прикрепленных к базовому ободу 50 в виде кольца, охватывающего по периметру верхнюю кромку стенок 59 контейнера, также можно использовать заднюю пресс-форму 10, подобную пресс-форме по фиг.4. Такой контейнер, имеющий форму чашки с круглым дном, формируют посредством формовочной системы 1, у которой в передней пресс-форме 20 основание полости 71 круглое, а форма стенок указанной полости характеризуется кольцевым профилем поперечного сечения и, таким образом, отвечает форме стенок 59 чашки. У задней пресс-формы поперечное сечение формующей части сердечника 41, вводимой в указанную полость 71, также круглое, причем форма наружной поверхности 41b сердечника, посредством которого придают нужную форму дну контейнера, также представляет собой круг, т.е. отвечает форме дна полости пресс-формы. С использованием способа, описанного выше, на контейнере можно выполнить фланцеобразный базовый пластиковый обод 50, вводя расплавленный пластик через литниковые каналы передней пресс-формы в литейную полость 43, расположенную между уплотнительной поверхностью 61а ограничивающей рамки 6, уплотнительной поверхностью 5а уплотнительной рамки 5, уплотнительной поверхностью 7а пластины 7 пресс-формы и лицевой стороной 41а сердечника. В данном случае базовое кольцо обода 50 изменено путем прикрепления нескольких вкладышей 9 к уплотнительной поверхности 5а уплотнительной рамки 5. Указанные вкладыши снабжены вырезом 9а и имеют форму вкладыша 9, показанного на фиг.5А, однако наличие утолщения 9b, формирующего средство для подвешивания и расположенного в вырезе 9а, для них не обязательно. Вкладыши 9 прикреплены таким образом, чтобы каждый из них граничил с кольцевой фронтальной кромкой 5а1, находящейся в передней части кольцевой уплотнительной поверхности 5а уплотнительной рамки 5. Когда указанная поверхность 5а выходит на один уровень с передней стороной 61а ступени 61 ограничивающей рамки 6, вкладыш 9 оказывается ограниченным наружной кромкой 61 с уплотнительной поверхности 61а ступени 61 (т.е. он "начинается" от кромки 5а1 уплотнительной поверхности 5а уплотнительной рамки со стороны кольца ограничивающей рамки 6). Вкладыши размещены во фронтальной части уплотнительной поверхности 5а уплотнительной рамки по периметру фронтальной кромки 5а1 указанной поверхности 5а на одинаковом расстоянии друг от друга. Каждый вкладыш имеет вырез 9а, профиль которого примерно воспроизводит полукруг. Если уплотнительная поверхность 5а уплотнительной рамки оснащена такими вкладышами 9 (т.е. вкладышами, имеющими вырезы 9а с полукруглыми профилями сечения), полость 43 пресс-формы, образуемая на стадии изготовления контейнера, представленной на фиг.3D, ограничена уплотнительной поверхностью 61а ступени ограничивающей рамки 6, лицевой стороной 41а сердечника и уплотнительной поверхностью 7а пластины пресс-формы и снабжена вырезами 9а полукруглой формы. Когда расплавленный пластик поступает в полость 43 пресс-формы, на базовом ободе 50 образуются выступы 55, показанные на фиг.5В.
Используя указанную технологию, можно изготовить также контейнеры 500 на основе картона, представленные на фиг.8 и 9. У таких контейнеров базовые ободья имеют несимметричную или прямоугольную форму и снабжены выступами с отверстиями различной конфигурации (см. фиг.9).
Кроме того, предусмотрена возможность дополнительно выполнить на базовом ободе 50 контейнера 500 различные функциональные или декоративные фигуры, а также фасонные элементы и утолщенные кромки, отходящие от края обода вверх. Для получения указанных фигур к кольцевой базовой ступени 611 ограничивающей рамки 6 присоединяют насадку 612 в виде удлиняющей ступени, выполняющую функцию вкладыша. Указанная удлиняющая ступень представляет собой кольцевую насадку 612, разъемно прикрепленную поверх кольцевой базовой ступени 611 и имеющую такую же форму. Примеры таких удлиняющих насадок 612, прикрепленных к базовой ступени 611 ограничивающей рамки 6, приведены на фиг.6А-6С, а различные варианты обода 50 контейнера 500, полученные с использованием удлиняющих насадок, показаны соответственно на фиг.7A-7D. Конфигурацию А отверстия в середине ограничивающей рамки 6 и ее ступени можно изменять, в связи с чем использование термина "кольцевая" при соотнесении его с ограничивающей рамкой, ее ступенью или частями ступени (имеются в виду удлиняющая насадка или базовая ступень) в общем случае означает, что в середине данной детали находится отверстие. Как видно из предыдущего изложения, корпус 62 ограничивающей рамки 6 может иметь круглый, прямоугольный или какой-то другой профиль поперечного сечения, а отверстие А, выполненное в середине указанного корпуса 62, имеет круглую, прямоугольную или какую-то другую конфигурацию, которая задает форму ступени 61, охватывающей кромки указанного отверстия по периметру.
Удлиняющая насадка 612 должна быть плотно подогнана к верхней части базовой ступени 611. Поэтому на виде сверху у ограничивающей рамки профили базовой ступени 611 и насадки 612 будут совпадать, по меньшей мере, в зоне состыковки указанных элементов. Функцию уплотнительной поверхности 61а такой ограничивающей рамки 6, т.е. рамки, снабженной удлиняющей насадкой 612, выполняет верхняя поверхность 612а насадки 612. В данном случае на уплотнительной поверхности 612а насадки выполнены вырезы, соответствующие выпуклым элементам желаемых функциональных или декоративных фигур на ободе, или очень низкие и широкие выпуклости/декоративные тисненые фасонные паттерны (утолщения), расположенные в вырезах, но не превышающие по высоте остальную часть уплотнительной поверхности. Когда расплавленный пластик поступает в литейную полость 43, т.е. во время отливки обода 50 контейнера на рабочей стадии по фиг.3D, уплотнительная поверхность 612а удлиняющей насадки 612, выполняющая функцию стенки, ограничивающей один из участков литейной полости, образует на формируемом ободе 50 выпуклости, между которыми расположены вырезы, доходящие приблизительно до плоскости остальной поверхности обода. Фигуры, сформированные на ободе 50 контейнера 500 и выступающие вверх от плоскости остальной поверхности обода, можно изменять, просто замещая на базовой ступени 611 предыдущую удлиняющую насадку 612 новой насадкой, на уплотнительной поверхности 612а которой расположены желаемые профили. Кроме того, при желании с помощью удлиняющих насадок 612 можно варьировать ширину I обода, изменяя ширину I уплотнительной поверхности 612а насадки 612. Соответственно, в таком варианте нужно изменить также и размер отверстия, выполненного в середине пластины уплотнительной рамки 5, на стадии отливки обода оказывающейся рядом с уплотнительной поверхностью удлиняющей насадки. Для этого к уплотнительной рамке добавляют (или удаляют с нее) подходящий вкладыш.
На фиг.6А представлена ограничивающая рамка 6, которая имеет корпус 62 в форме прямоугольника с закругленными углами и ступень 61 такой же формы с шириной Т и длиной Р. Ступень 61 охватывает по периметру кромку прямоугольного отверстия А, расположенного в середине ограничивающей рамки, и выступает вверх от плоскости корпуса 62 указанной рамки. Термины "ширина Т" и "длина Р" соотносятся с внутренними размерными параметрами ступени, т.е. с внутренними размерами кромки отверстия А. Ступень 61 составляют нижняя базовая ступень 611, прикрепленная к плоскому корпусу 62 ограничивающей рамки, и вкладыш в виде удлиняющей насадки 612, прикрепленный поверх базовой ступени 611. Насадка 612 и базовая ступень 611 имеют одну и ту же форму, а их размеры по ширине и длине, измеренные в направлении плоскости корпуса 62 ограничивающей рамки 6, одинаковы.
Удлиняющую насадку 612 можно прикрепить к базовой ступени посредством надлежащего соединительного узла, способного к разъединению, такого как соединение винтами или в шип. На фиг.6В представлена ограничивающая рамка 6, у которой на уплотнительной поверхности 612а удлиняющей насадки 612 выполнены две канавки 70 (70а; 70b), охватывающие указанную поверхность по периметру. Указанные канавки 70а и 70b участвуют в формировании базового обода 50; 54 на контейнере 500 по фиг.7А и 7В, причем в указанном ободе две параллельные утолщенные кромки 80 (80а и 80b), проходящие немного выше плоскости обода, охватывают обод 50; 54 контейнера по периметру. На фиг.6С представлена ограничивающая рамка 6, у которой на уплотнительной поверхности 612а удлиняющей насадки 612 выполнены три параллельные канавки 70 (70с; 70d и 70е), охватывающие кольцевую поверхность 612а по периметру. Между соседними канавками 70 на равных расстояниях одна от другой расположены вырезы, перпендикулярные направлению канавок. Таким образом, совокупность самих канавок и указанных поперечных вырезов между ними составляет углубление канавка/вырез типа лесенки. Уплотнительную поверхность 612а ограничивающей рамки, снабженную таким углублением, можно использовать для изготовления контейнеров, показанных на фиг.7С и 7D, причем видоизмененный обод 50; 54 указанных контейнеров охвачен по периметру тремя параллельными утолщенными кромками 80 (80с, 80d и 80е), проходящими немного выше остальной части плоскости обода контейнера, а между этими кромками перпендикулярно их направлению выполнены поперечные утолщенные отрезки 80f. Между утолщенными кромками 80с, 80d, 80е и отрезками 80f проходят соответствующие углубления, доходящие приблизительно до плоскости остальной части поверхности обода.
Выше были описаны только несколько вариантов осуществления, приведенных в качестве примеров, но для специалистов в этой области должно быть очевидно, что изобретение можно реализовать также и с помощью других разнообразных подходов, не выходящих за границы, определяемые формулой.
Например, ширину пластикового обода 50, отливаемого на контейнере 500, можно изменить, используя ограничивающую рамку 6, у которой удлиняющая насадка 612 по сравнению с базовой ступенью 611 имеет более широкую уплотнительную поверхность 612а. В таком варианте размер отверстия уплотнительной рамки также изменяют соответствующим образом.
В зависимости от назначения выступов 55, изготавливаемых посредством вкладышей, вырезы 9а во вкладышах 9 могут иметь кардинально различающиеся профили. В числе прочих назначений указанные выступы используются в качестве декоративных элементов, петель, средств укупоривания или ручек. Соответственно, они могут иметь также профиль круга, полукруга, прямоугольника, трапеции или представлять собой, в том числе, комбинации перечисленных профилей. Каждый вырез может иметь утолщения с различающимися высотами и формами, например, в вырезе можно выполнить различное количество (например, 1-3) утолщений, подобных друг другу или различающихся между собой, причем предусмотрена возможность изменять их высоты, поскольку указанные утолщения предназначены для выполнения отверстий, проходящих через выступы 55, и вырезов в выступе, а профили таких отверстий и вырезов могут варьироваться.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2507067C2 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2497678C2 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ОТДЕЛЕНИЙ В КОНТЕЙНЕРЕ НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2499667C2 |
| ФОРМОВОЧНАЯ МАШИНА | 2006 |
|
RU2412807C2 |
| ПРОИЗВОДСТВЕННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ОДНОРАЗОВЫХ КОНТЕЙНЕРОВ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С ИСПОЛЬЗОВАНИЕМ ЗАПАИВАЮЩЕЙ ГОЛОВКИ, ИМЕЮЩЕЙ ЗАДАННЫЙ ПРОФИЛЬ С РЕБРОМ | 2019 |
|
RU2812941C2 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2020 |
|
RU2829546C2 |
| Устройство для штамповки | 1991 |
|
SU1810174A1 |
| Крышки контейнеров и способы их изготовления | 2019 |
|
RU2788487C2 |
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИТНОГО УКУПОРОЧНОГО СРЕДСТВА | 2011 |
|
RU2569357C2 |

Изобретение относится к формовочной системе, предназначенной для изготовления контейнера. Устройство содержит подвижную половинку пресс-формы и стационарную половинку пресс-формы, расположенные одна напротив другой. Изготавливают контейнер, который имеет дно, отпрессованное из картонной заготовки, стенки, присоединенные к дну, и обод, по меньшей мере, частично отлитый из пластика и присоединенный к верхней кромке стенок, охватывая их по периметру. Половинка пресс-формы, выполненная подвижной относительно стационарной половинки пресс-формы, содержит, по меньшей мере, пластину, снабженную сердечником, и плоскую уплотнительную рамку, которая может перемещаться по отношению к сердечнику, имеет уплотнительную поверхность и окружает сердечник. Кроме того, в указанной половинке имеется ограничивающая рамка, выполненная с возможностью установки между сердечником и уплотнительной рамкой и перемещения относительно этих компонентов. Стационарная половинка пресс-формы содержит, по меньшей мере, пластину пресс-формы с полостью и имеет уплотнительную поверхность. В системе предусмотрена возможность разъемным образом прикрепить к уплотнительной поверхности уплотнительной рамки и/или к ступени ограничивающей рамки вкладыш, изменяющий функции указанных уплотнительной поверхности или ограничивающей рамки на стадии отливки пластикового обода. Вкладыш может быть использован также для изменения размеров базового обода контейнера и для выполнения на поверхности указанного обода утолщений, выступающих вверх от остальной части плоскости обода, или канавок, лежащих ниже остальной части плоскости поверхности обода. Кроме того, с помощью вкладыша можно сформировать выступы, отходящие от наружной кромки базового обода контейнера и, в возможном варианте, содержащие средства для подвешивания, такие как отверстия. Техническим результатом изобретения является создание более универсального способа изготовления упаковочных емкостей в виде лотков. 2 н. и 5 з.п. ф-лы, 21 ил.
1. Формовочная система (1) для изготовления контейнера (500), содержащая подвижную половинку (10) пресс-формы и стационарную половинку (20) пресс-формы, которые расположены одна напротив другой, при этом формовочная система (1) выполнена с возможностью изготовить контейнер (500), который имеет дно (57), отпрессованное из картонной заготовки, стенки (59), которые присоединены к дну (57), и обод (50), который, по меньшей мере, частично отлит из пластика и присоединен к верхней кромке стенок (59), охватывая их по периметру, причем половинка (10) пресс-формы, выполненная подвижной относительно стационарной половинки (20) пресс-формы, содержит, по меньшей мере, пластину (4) для сердечника, снабженную сердечником (41), плоскую уплотнительную рамку (5), которая установлена подвижно относительно сердечника (41), имеет уплотнительную поверхность (5а) и окружает сердечник (41), и ограничивающую рамку (6), выполненную подвижной относительно сердечника (41) и уплотнительной рамки (5) с возможностью установки между ними, а стационарная половинка (20) пресс-формы содержит, по меньшей мере, пластину (7) пресс-формы, имеющую полость (71) пресс-формы и уплотнительную поверхность (7а), отличающаяся тем, что в формовочной системе (1) к уплотнительной поверхности (5а) уплотнительной рамки (5) присоединен плоский вкладыш (9), одна кромка которого находится на плоскости, заданной фронтальной кромкой (5а1) уплотнительной поверхности, при этом вкладыш снабжен вырезом (9а), который воспроизводит профиль выступа (55), отливаемого на базовом ободе (50), и находится в контакте с фронтальной кромкой (5а1) уплотнительной поверхности (5а), с обеспечением возможности поступления в него расплавленного пластика, текущего от ограничивающей рамки.
2. Система по п.1, отличающаяся тем, что в вырезе (9а) вкладыша (9) выполнены одно или более утолщений (9b), которые направлены в сторону верхней поверхности каркаса вкладыша, причем утолщения (9b) в каждом вырезе имеют одинаковые или различающиеся размеры по глубине.
3. Система по п.1, отличающаяся тем, что один или более съемных вкладышей (9), которые снабжены вырезом (9а) и, возможно, отверстием, прикреплены поверх уплотнительной поверхности (5а) уплотнительной рамки (5) подвижной половинки (10) пресс-формы формовочной системы (1), т.е. на ее поверхности, которая обращена в сторону стационарной половинки (20) пресс-формы, на контуре фронтальной кромки (5а1), которая граничит с уплотнительной поверхностью ограничивающей рамки (6), при этом вкладыши служат для формирования выступов (55), которые направлены наружу от базового обода (50) контейнера, а размер каждого вкладыша (9) в направлении фронтальной кромки (5а1) составляет максимум 10-30% от всей длины периметра фронтальной кромки (5а1).
4. Система по любому из предыдущих пунктов, отличающаяся тем, что вырезы (9а) во вкладышах (9) имеют круглые, полукруглые или прямоугольные профили или комбинации таких профилей.
5. Система по п.4, отличающаяся тем, что вырезы содержат утолщения (9b), которые, в числе прочих форм, могут иметь круглые или прямоугольные профили, а высота утолщений может быть изменена.
6. Способ изготовления контейнера посредством формовочной системы, выполненной согласно п.1, отличающийся тем, что картонную заготовку прессуют между сердечником (41) и полостью (71) пресс-формы, чтобы получить дно (57) и стенки (59), которые охватывают дно по периметру, после чего посредством литья на верхней кромке стенок формируют охватывающий их по периметру фланцеобразный обод, вводя расплавленный пластик в литейную полость (43), которая ограничена уплотнительной поверхностью (7а) пластины пресс-формы, уплотнительной поверхностью (5а) уплотнительной рамки (5) и уплотнительной поверхностью (61а) ограничивающей рамки (6), причем форму и размеры литейной полости изменяют, устанавливая на фронтальной кромке (5а1) уплотнительной поверхности (5а) уплотнительной рамки (5), по меньшей мере, один разъемно прикрепленный плоский вкладыш (9), который снабжен, по меньшей мере, одним вырезом (9а), заглубленным в плоский каркас вкладыша, и который воспроизводит форму выбранного выступа, при этом в вырезе возможно наличие одного или более утолщений (9b), которые выступают вверх в сторону поверхности плоского каркаса, а указанный вырез (9а) вкладыша находится в контакте с фронтальной кромкой (5а1) уплотнительной рамки.
7. Способ по п.6, отличающийся тем, что картонную заготовку (К) удерживают между уплотнительной поверхностью (5а) уплотнительной рамки, уплотнительной поверхностью (61а) ограничивающей рамки и расположенной напротив уплотнительной поверхностью (7а) пластины пресс-формы, по меньшей мере, до тех пор, пока картонная заготовка (К) не войдет в полость (71) пресс-формы с образованием в формовочной системе литейной полости для формования фланцеобразного обода (50), который охватывает стенки контейнера по периметру и, по меньшей мере частично, состоит из пластика.
| US 2007267374 A1, 22.11.2007 | |||
| КОНТЕЙНЕР ДЛЯ МЕДИКАМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2285645C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| EP 1153727 A2, 14.11.2001 | |||
| US 4705471 A, 10.11.1987. | |||

