Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении штампового инструмента.
Известен способ повышения стойкости штамповой оснастки для сферодвижных прессователей, заключающийся в упрочняющей термической обработке материала гравюры формообразующих областей инструмента (см. Кутяйкин В.Г. и др. «Технологические расчеты и формообразующий инструмент сферодвижной штамповки». Кузнечно-штамповое производство. 1989, №10, С.2-5).
В результате анализа известного способа необходимо отметить, что он характеризуется следующими недоработками:
- механизм упрочнения металла гравюры инструмента нерегламентирован из-за неоднородности химического состава слитка при затвердевании из сплава;
- высока вероятность сохранения в готовом инструменте опасных остаточных термических растягивающих напряжений, являющихся причиной возникновения трещин в процессе работы инструмента.
Известен способ сферодинамической нанорезонансной обработки материалов, заключающийся в размещении цилиндрической заготовки в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформировании ее обкатным пуансоном, при этом обкатному пуансону и толкателю сообщают перемещение по кривым, имеющим форму возрастающей в одном направлении логарифмической спирали (см. пат. РФ №2285574, кл. B21J 5/06, 2005 г.) - наиболее близкий аналог.
В результате анализа известного способа необходимо отметить, что он характеризуется следующими недоработками:
- невозможность регламентированного управления процессом пластического упрочнения поверхностей инструмента со сложной геометрией формы.
Техническим результатом изобретения является повышение качества инструмента путем формирования в металле инструмента спиралеобразных полей сжимающих напряжений, аккумулированных в винтообразных массивах матричного металла, образованных при прохождении по нему пластических роторов (вихрей), возникающих при реализации эффекта сферодинамики.
Указанный технический результат обеспечивается тем, что заготовку части инструмента размещают в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформируют ее обкатным пуансоном и модулем, перемещаемым по траектории, имеющим геометрическую форму однонаправленных логарифмических спиралей, при этом перемещение пуансона и толкателя осуществляют дискретно, при этом время запаздывания перемещения толкателя определяется соотношением:
τ=(0,5…0,6)Т,
где: τ - время запаздывания перемещения толкателя, с;
Т - длительность времени вращения пуансона за цикл обработки детали, с.
При этом углы роста логарифмических спиралей определяются соотношением:
аn=(0,3…0,4)аT,
где аn - угол роста логарифмической спирали траектории перемещения пуансона, град;
аT - угол роста логарифмической спирали траектории перемещения толкателя, град.
Способ сферодинамической обработки инструмента для сферодвижной штамповки поясняется графическими материалами, на которых:
на фиг.1 - принципиальная схема сферодинамической обработки инструмента;
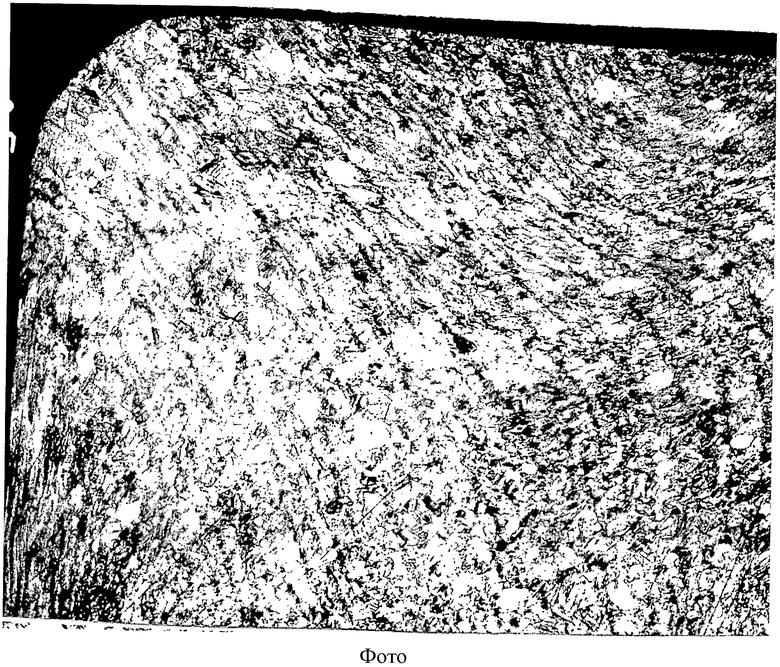
на фото - микроструктура элемента матрицы (ст. 5ХНМ) сферодвижного пресса после сферодинамической обработки.
На схеме позициями обозначены следующие элементы:
1 - обкатной пуансон;
2 - матрица;
3 - сферодинамический флуктуационный модуль;
4 - резонатор;
5 - толкатель;
6 - заготовка.
Обкатной пуансон 1 перемещается по поверхности матрицы 2, в полости гравюры которой свободно установлен полый сферодинамический флуктуационный модуль 3 с размещенным в полости резонатором 4, модуль 3 установлен на толкателе 5, являясь опорой для заготовки 6.
Способ осуществляют следующим образом.
Заготовку 6 устанавливают в полости матрицы 2 на опору - сферодинамический модуль 3 с полостью, в которой размещен резонатор 4. Модуль 3 размещен на толкателе 5. Затем к заготовке 6 подводят обкатной пуансон 1, фиксируя заготовку 6 в полости матрицы 2, и производят регламентированную торцевую осадку заготовки 6. Затем ее деформируют пуансоном 1, совершающим сложное движение: круговое обкатывающее по кривой, имеющей форму логарифмической спирали, с одновременным циклическим осевым качанием. Сферодинамический модуль 3 при этом с определенным запаздыванием начинает реактивно повторять сложное движение пуансона 1, обкатываясь в том же направлении и совершая вынужденные колебания с частотой, определяемой демпфирующими (рассеивание) свойствами материала заготовки 6.
При деформировании обкатыванием заготовки 6 включают привод вращения толкателя 5, производя его циклическое вращение по кривой, имеющей форму логарифмической спирали, причем возрастание спиралей перемещения пуансона 1 и толкателя 5 производят в одном направлении, что обеспечивает регламентированное аккумулирование энергии пуансона 1 в спиральных массивах материала заготовки 6 и последующее «наматывание» этой энергии на себя сферодинамическим модулем 3 на стадии его деформационного резонанса.
Проведение перемещения толкателя с запаздыванием по отношению к началу перемещения пуансона по времени, меньшем 0,5 длительности времени перемещения пуансона за цикл обработки детали, не обеспечивает необходимого уровня аккумулирования сжимающих напряжений в винтообразных массивах матричного металла при прохождении пластических роторов (вихрей) в условиях реализации эффекта сферодинамики.
Проведение перемещения толкателя с запаздыванием по отношению к началу перемещения пуансона по времени, большем 0,6 длительности времени перемещения пуансона за цикл обработки детали, создает условия возникновения значительного объемного градиента вносимых в условиях реализации эффекта сферодинамики сжимающих напряжений, что повышает вероятность нарушения сплошности обрабатываемого материала при знакопеременных рабочих напряжениях работы пресса.
Проведение перемещений пуансона и толкателя по траекториям, имеющим форму логарифмических спиралей, с углом роста траектории пуансона, меньшим 0,3 от угла роста траектории перемещения толкателя, не позволяет формировать в матричном металле обрабатываемого инструмента винтообразных массивов, аккумулирующих сжимающие напряжения, создаваемые при перемещении и пластических роторов (вихрей) в условиях реализации эффекта сферодинамики.
Проведение перемещений пуансона по траектории с углом роста логарифмической спирали, большим 0,4 от угла роста траектории перемещения толкателя, резко повышает вероятность возникновения брака в виде «сколов» по обрабатываемым поверхностям инструмента.
Однонаправленное спиралевидное перемещение пуансона 1 и толкателя 5 позволяет сферодинамическому модулю 3 принимать на себя «сброс» ранее аккумулированной материалом заготовки 6 энергии активного источника деформирования - пуансона 1 и формировать в матричном материале заготовки 6 винтообразные массивы металла, аккумулирующие сжимающие напряжения, создаваемые пластическими роторами (вихрями) при реализации эффекта сферодинамики.
Сущность заявленного способа будет более понятна из приведенного ниже примера.
Пример: В условиях пресса сферодвижной штамповки мод. PXWT-100 (Р=1,6 мН) обрабатывали элементы штамповой оснастки (5ХНМ), изготовленные механической обработкой, заготовку 6 размещали в матрице 2 пресса, затем ее обкатывали пуансоном 1 три минуты, после чего заготовку 6 со стороны модуля 3 деформируют вращением модуля 3 путем перемещения толкателя 5; при этом перемещения пуансона 1 и модуля 3 производят по траектории логарифмических спиралей различными углами роста. Структура металла элемента штамповой оснастки после сферодвижной обработки представлена на фото 1.
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении штампового инструмента. Заготовку размещают в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель. Производят деформирование заготовки пуансоном и модулем, которые дискретно перемещают по траекториям в форме однонаправленных логарифмических спиралей. При этом обеспечивают запаздывание перемещения модуля. Время запаздывания τ определяют из соотношения τ=(0,5…0,6)Т, где Т - длительность времени вращения пуансона за цикл обработки заготовки. Угол роста логарифмической спирали траектории перемещения пуансона аn связан с углом роста логарифмической спирали траектории перемещения модуля at соотношением: an=(0,3…0,4)at. В результате обеспечивается возможность регламентированного управления процессом пластического упрочнения поверхности инструмента со сложной геометрией формы. 2 ил.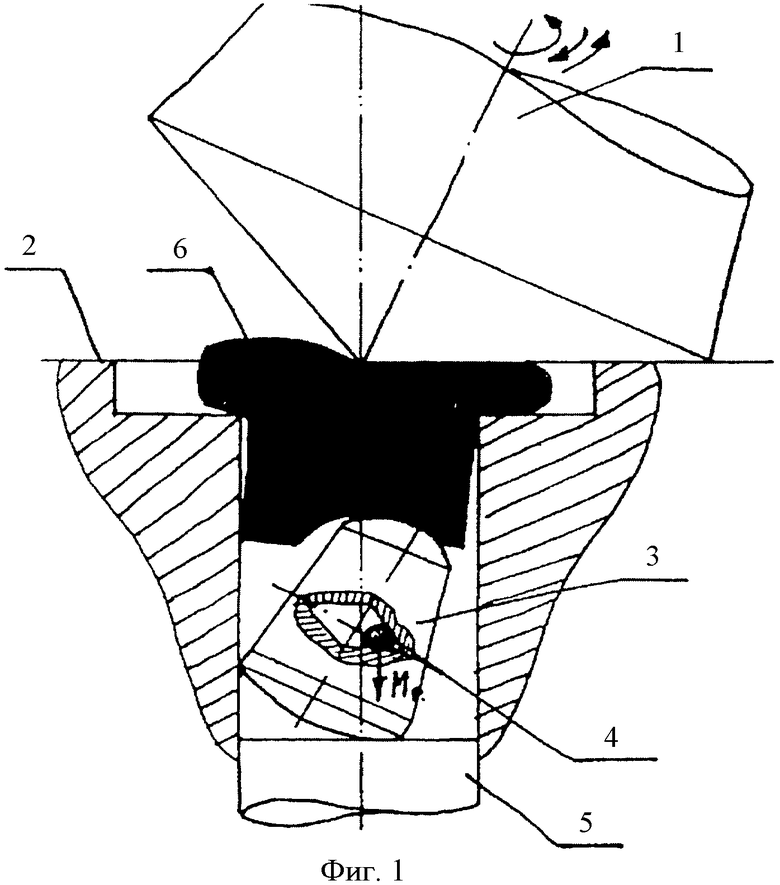
Способ сферодинамической обработки инструмента для сферодвижной штамповки, включающий размещение заготовки в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформирование ее обкатным пуансоном и упомянутым модулем, которые имеют возможность перемещения по траекториям в форме однонаправленных логарифмических спиралей, отличающийся тем, что перемещение обкатного пуансона и сферодинамического флуктуационного модуля осуществляют дискретно, причем обеспечивают запаздывание перемещения модуля, а время запаздывания определяют из соотношения
τ=(0,5…0,6)Т,
где τ - время запаздывания перемещения сферодинамического флуктуационного модуля, с;
Т - длительность времени вращения обкатного пуансона за цикл обработки заготовки, с,
при этом углы роста логарифмических спиралей перемещения обкатного пуансона и сферодинамического флуктуационного модуля связаны следующим соотношением:
аn=(0,3…0,4)аt,
где аn - угол роста логарифмической спирали траектории перемещения обкатного пуансона, град.;
аt - угол роста логарифмической спирали траектории перемещения сферодинамического флуктуационного модуля, град.
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ НАНОРЕЗОНАНСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2005 |
|
RU2285574C1 |
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ НАНОРЕЗОНАНСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2005 |
|
RU2287395C1 |
| СПОСОБ БЕЩЕКОВА ТОРСИОННОЙ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2130354C1 |
| US 4313332 А, 02.02.1982 | |||
| СТРОМАЛЬНЫЕ СТВОЛОВЫЕ КЛЕТКИ | 2013 |
|
RU2636551C2 |

