Изобретение относится к области обработки металлов давлением, в частности к способам деформационного пластифицирования металла полуфабрикатов прецизионных деталей, изготавливаемых холодным пластическим деформированием, например мембран датчиков давления.
Известен способ деформационного пластифицирования материалов методом равноканального углового прессования, заключающийся в циклическом реверсивном перемещении прутковой заготовки в участках канала инструмента, расположенных под углом друг к другу под действием осевой нагрузки (Валиев Р.З. Создание наноструктурированных материалов и сплавов с уникальными свойствами, используя интенсивные пластические деформации // Российские нанотехнологии. 2006. т.1, №1, 2, С.208-216).
В результате анализа известного способа необходимо отметить, что для него характерны ограниченность сортамента получаемых пластифицированных полуфабрикатов из-за ограниченных прочностных возможностей прессовой оснастки, а также недостаточная степень проработки исходной структуры прутковой заготовки по причине затрудненного перемещения металла (контактное трение) в зоне перегиба канала инструмента.
Известен способ сферодинамической обработки материалов, заключающийся в размещении заготовки в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и ступенчатом деформировании заготовки усилиями осадки и обкатывания (патент РФ №2220807, МКП7 B21J 5/06, 12.10.2001), - наиболее близкий аналог.
В результате анализа известного способа необходимо отметить, что он характеризуется невозможностью регламентированного осуществления процесса пластифицирования металла заготовки по высоте, а также сохранением "застойных" зон исходного металла в готовом пластифицированном полуфабрикате в зонах металла, прилегающих к рабочей поверхности толкателя.
Технический результат настоящего изобретения заключается в повышении качества структурного состояния материала путем формирования в пластифицированном материале полуфабриката спиралевидных (вихревых) встречно-направленных потоков перемещаемого материала со стороны флуктуационного сферодинамического модуля и пуансона, что обеспечивает высокий уровень проработки металла исходной заготовки и регламентируемую степень его пластифицирования.
Указанный технический результат обеспечивается за счет того, что заготовку размещают в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформируют ее по высоте обкатным пуансоном круговым вращением и осевым качанием, при этом деформирование заготовки пуансоном прекращается после одного полного его оборота, а последующее деформирование заготовки осуществляют реверсивным вертикальным перемещением толкателя до уменьшения высоты заготовки на 25…35% от заданного, после чего перемещение толкателя прекращают, а окончательное деформирование заготовки производят обкатным пуансоном.
Сущность заявленного способа поясняется графическими материалами, на которых:
- на фиг.1 - схема устройства для осуществления способа;
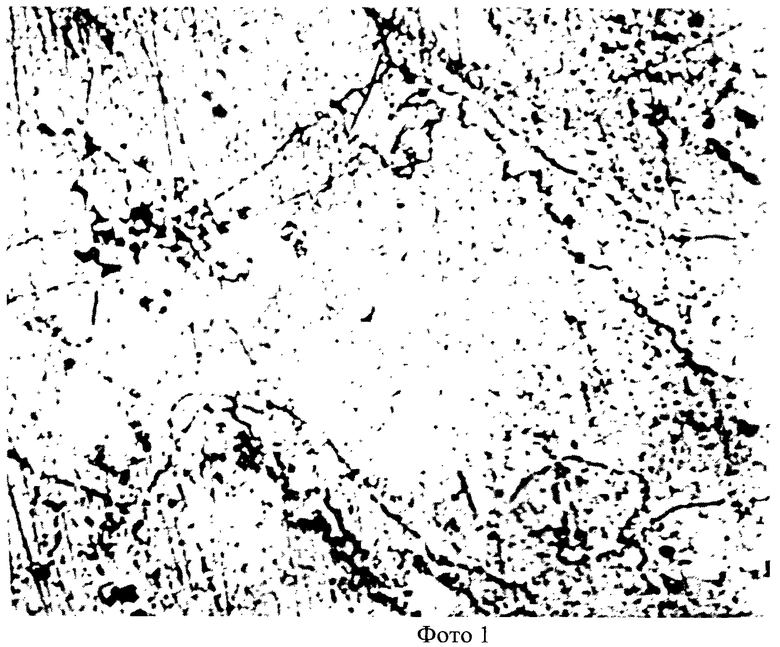
- на фото 1 - структура металла прутковой заготовки;
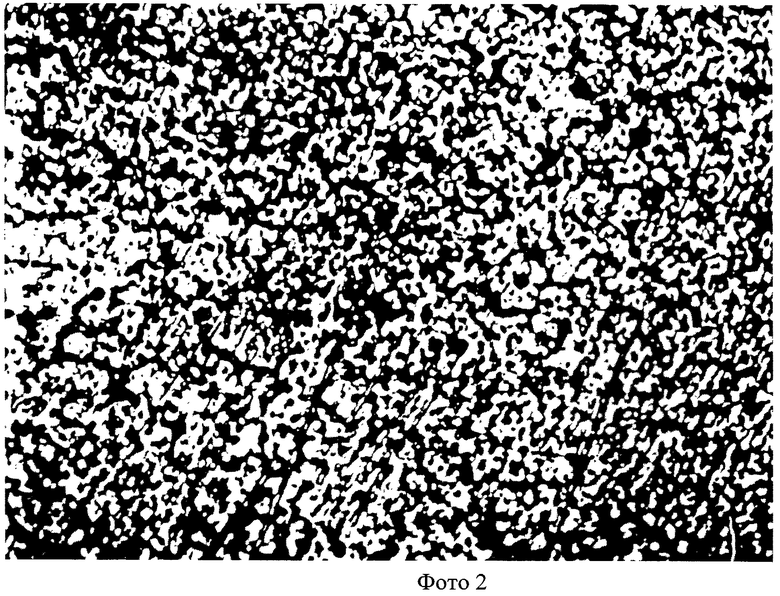
- на фото 2 - структура металла, полученного заявленным способом полуфабриката мембраны.
На фиг.1 указанными ниже позициями обозначены следующие элементы:
1 - обкатной пуансон;
2 - матрица;
3 - сферодинамический флуктуационный модуль;
4 - резонатор;
5 - толкатель;
6 - заготовка.
Заявленный способ осуществляют следующим образом.
Заготовку 6 устанавливают в полости матрицы 2 на опору - сферодинамический флуктуационный модуль 3 с полостью, в которой размещен резонатор 4, вес которого регламентирует во времени переход модуля 3 в режим деформационного резонанса, создавая опрокидывающий момент Мс, и реализацию эффекта сферодинамического пластифицирования металла заготовки 6. Модуль 3 размещен на толкателе 5. Пластифицирование осуществляют в несколько этапов. При осуществлении первого этапа к заготовке 6 подводят обкатной пуансон 1, фиксируют заготовку 6 в полости матрицы 2 и производят деформирование заготовки 6 пуансоном 1 за один полный его оборот, чем формируют в металле заготовки 6 градиент напряжений, обеспечивающий реализацию волновой природы пластичности при последующем ее деформировании, после чего перемещение пуансона 1 прекращают. На втором этапе деформирование заготовки 6 производят реверсивным вертикальным перемещением толкателя 5, что обеспечивает формирование реактивного волнового фронта деформации в металле заготовки 6 со стороны модуля 3. Процесс деформирования заготовки 6 толкателем 5 производят до определенного размера полуфабриката по высоте. На третьем этапе деформирование заготовки 6 производят пуансоном 1 круговым обкатыванием, в результате в заготовке 6 создается активный волновой фронт деформации со стороны обкатного пуансона 1, который при встрече с вышеупомянутым реактивным волновым фронтом со стороны модуля 3 образует временной сферодинамический континуум спиральной морфологии Бернулли, пульсирующий характер которого обуславливает повышение технологической пластичности (пластифицирование) материала заготовки 6.
Проведением реверсивного вертикального перемещения толкателя до уровня уменьшения высоты заготовки, меньшего 25% от заданного, не обеспечивается необходимая степень проработки металла исходной заготовки в центральной ее зоне и, как результат, заданный уровень пластифицирования металла в готовом полуфабрикате.
Проведением реверсивного вертикального перемещения толкателя до уровня уменьшения высоты заготовки, большего 35% от заданного, не обеспечивается устойчивого (на завершающей стадии обработки заготовки) перемещения спиралеобразного вихревого потока материала, со стороны сферодинамического флуктуационного модуля, и, как результат, сохранение локальных зон непластифицированного исходного материала в готовом полуфабрикате.
Таким образом, предложенное ступенчатое последующее поочередное деформирование заготовки 6 обкатным пуансоном и толкателем через сферодинамический флуктуационный модуль позволяет реализовывать встречно-направленное перемещение спиралеобразных потоков материала от модуля 3 и пуансона 1, что обеспечивает деформационную проработку всего массива металла исходной заготовки и высокую степень пластифицирования обрабатываемого материала.
Сущность заявленного способа будет более понятна из приведенного ниже примера.
Пример: в условиях пресса сферодвижной штамповки мод. PXWT-100 (общим деформирующим усилием P=1.6 мН) штамповали партию заготовок (Ст. 36НХТЮ) мембран датчиков давления (прутковая заготовка ⌀15х20 мм), заготовку 6 размещали в матрице 2 пресса, затем обкатывали пуансоном 1 за 8 полных его оборотов, время каждого оборота - 1 минута; режим торцевой осадки заготовки реверсивным вертикальным перемещением толкателя 5 следующий: 5 перемещений за цикл (2 перемещения пуансона 1 и 3 перемещения толкателя 5); конечная высота заготовок мембран - 8 мм.
Изобретение относится к области обработки металлов давлением. Способ включает размещение заготовки в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформирование ее по высоте круговым вращением и одновременным осевым качением обкатного пуансона. Пуансон после одного полного оборота останавливают. После чего осуществляют торцевую осадку заготовки на 25-35% ее высоты, которую производят реверсивным вертикальным перемещением толкателя. Окончательное деформирование заготовки выполняют обкатыванием заготовки обкатным пуансоном. В результате обеспечивается повышение качества структурного состояния материала. 3 ил., 1 пр.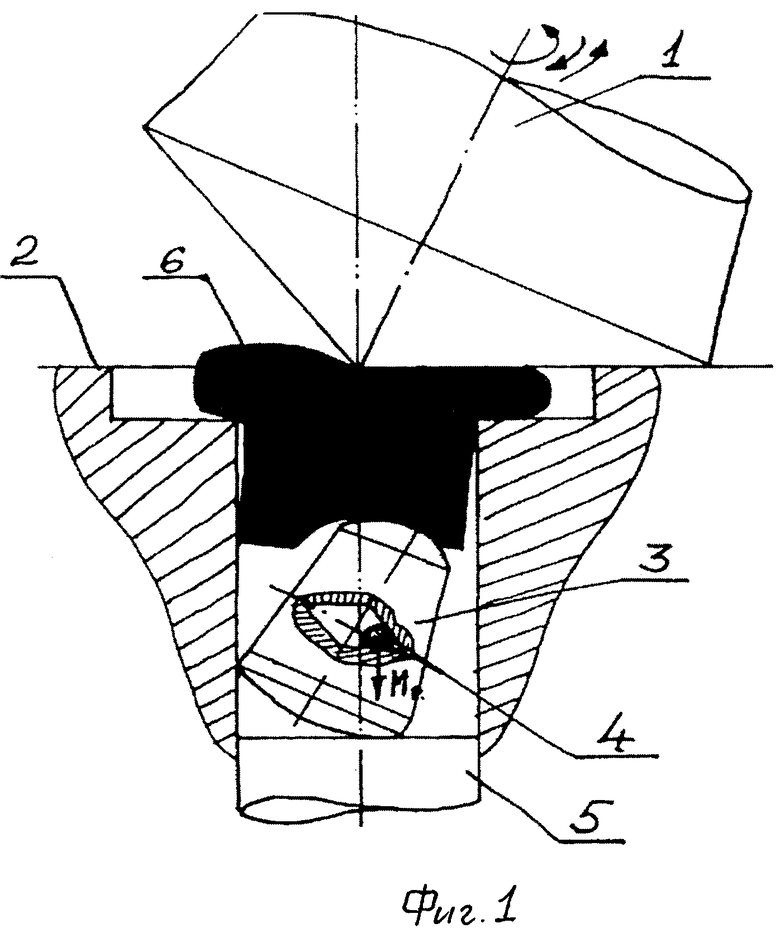
Способ сферодинамического пластифицирования материалов, включающий размещение заготовки в полости матрицы на сферодинамическом флуктуационном модуле с опорой на толкатель и деформирование ее по высоте круговым вращением и одновременным осевым качением обкатного пуансона, отличающийся тем, что пуансон после одного полного оборота останавливают, после чего осуществляют торцевую осадку заготовки на 25-35% ее высоты, которую производят реверсивным вертикальным перемещением толкателя, а окончательное деформирование заготовки выполняют обкатыванием заготовки обкатным пуансоном.
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2220807C2 |
| СПОСОБ ТОРСИОННОГО СФЕРОДИНАМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ МАТЕРИАЛОВ | 1998 |
|
RU2130353C1 |
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2005 |
|
RU2296644C1 |
| US 3611771 A1, 12.10.1971 | |||
| Способ стабилизации униполярности кристаллов ват о | 1974 |
|
SU501444A1 |

