Область техники
Настоящее изобретение относится к технологическим добавкам для изготовления полотен, включая нетканые волокнистые полотна, такие как нетканые термопластичные микроволокнистые полотна, включая электретные полотна, содержащие добавки, способствующие заряжанию полотна, и к способам их получения и применения.
Известный уровень техники
Различные способы обработки используются для переработки полимерных материалов, особенно, полимерных олефиновых материалов, для изготовления изделий. Многие из таких способов обработки предусматривают использование нагрева, давления или их комбинации. Примеры используемых способов обработки включают, например, горячую экструзию расплава и инжекционное формование. К изделиям, изготавливаемым методами горячей экструзии расплава, относятся полимерные полотна. Примеры пригодных полимерных полотен включают пленки и нетканые волокнистые полотна. К областям применения таких полимерных полотен относятся электретные изделия.
Электрет представляет собой диэлектрический материал, обладающий квази-постоянным электрическим зарядом. Электреты используются в различных устройствах, включая, например, пленки для пищевых продуктов (cling films), воздушные фильтры, фильтрующие противогазы и респираторы, и в качестве электростатических элементов в электроакустических устройствах, таких как микрофоны, наушники и электростатические записывающие устройства.
Эксплуатационные характеристики микроволокнистых полотен, используемых для фильтрации аэрозолей, можно улучшить путем придания волокнам электрического заряда, с образованием электретного материала. В частности, электреты эффективно усиливают улавливание частиц аэрозольными фильтрами. Известен ряд способов формирования электретных материалов в микроволокнистых полотнах. Такие способы включают, например, бомбардировку волокон, полученных аэродинамическим способом из расплава, на выходе из фильер при формовании волокон, электрически заряженными частицами, такими как электроны или ионы. Другие способы включают, например, заряжание волокон, после формования полотна, с помощью коронного разряда постоянного тока, или придания заряда волокнистому мату с помощью прочесывания и/или прокалывания иглами (трибозарядка). Недавно был описан способ, в котором струи воды или поток водяных капель ударяется в нетканое полотно под давлением, достаточным для создания усиливающего фильтрацию электретного заряда (гидрозарядка).
Сущность изобретения
В настоящем изобретении представлены способы получения полимерных полотен. К раскрытым полимерным полотнам относятся электретные полотна.
В некоторых вариантах осуществления раскрыт способ изготовления полотна, включающий приготовление смеси, содержащей термопластичную смолу и технологическую добавку, где технологическая добавка содержит N-замещенный затрудненным амином сукцинимидный олигомер, перемешивание смеси в расплаве, где вязкость расплава смеси технологической добавки и термопластичной смолы ниже вязкости расплава термопластичной смолы без технологической добавки; и формование полотна из расплавленной смеси.
В некоторых вариантах осуществления полимерное полотно представляет собой электретное полотно, и способ включает приготовление смеси, содержащей термопластичную смолу и технологическую добавку, где технологическая добавка содержит N-замещенный затрудненным амином сукцинимидный олигомер, перемешивание смеси в расплаве, формование полотна из расплавленной смеси и электростатическое заряжание полотна.
Также раскрыт электретный фильтрующий материал, содержащий нетканое микроволокнистое полотно, включающее смесь термопластичной смолы и добавки, способствующей заряжанию, содержащей N-замещенный затрудненным амином сукцинимидный олигомер.
Детальное описание
Раскрыты способы получения полимерных полотен, представляющих собой смеси термопластичных смол и технологической добавки. Типично, термопластичные смолы являются полиолефиновыми материалами. Технологические добавки позволяют облегчить формование полотна. Технологическая добавка представляет собой N-замещенный затрудненным амином сукцинимидный олигомер. В тех случаях, когда технологические добавки используются для изготовления электретных полотен, технологические добавки также обеспечивают получение полотна, которое может обладать улучшенными свойствами по сравнению с полотнами, изготовленными из одной термопластичной смолы. Таким образом, технологическая добавка не только облегчает переработку термопластичной смолы, но также служит добавкой, способствующей заряжанию сформованного электретного полотна.
Электретные полотна могут иметь различную форму. Например, полотно может быть непрерывной или несплошной пленкой, или волокнистым полотном. Волокнистые полотна являются особенно пригодными для формования электретных изделий, таких как фильтрующие материалы. В некоторых вариантах осуществления полотно представляет собой нетканое микроволокнистое полотно. Типично, микроволокна имеют величину эффективного диаметра 1-100 микрометров, или более типично, 2-30 микрометров (или среднего диаметра, при измерении таким способом, как сканирующая электронная микроскопия), и микроволокна не должны обязательно иметь круглое поперечное сечение.
Термины в единственном числе (с артиклями "a", "an" и "the") используются взаимозаменяемо с "по меньшей мере один" для обозначения одного или нескольких описываемых элементов.
Термин "электрет" относится к материалу, который обладает квазипостоянным электрическим зарядом.
В используемом тут значении термин "олигомер" относится к соединению с ограниченным число повторяющихся звеньев. Этим он отличается от полимера, который, по меньшей мере в принципе, содержит неограниченное число повторяющихся звеньев. Обычно олигомеры содержат от 1 до 100 повторяющихся звеньев.
Термин "затрудненный амин" относится к аминогруппам, стерически затрудненным группами заместителей. Примеры затрудненных аминов описаны, например, в патенте США №3925376 (Chalmers et al.).
Термин "сукцинимид" относится к гетероциклическому имиду общей структуры, соответствующей формуле 1:
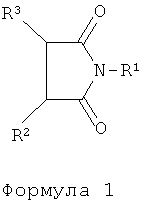
где R1, R2 и R3 все обозначают атомы водорода. Термин "N-замещенный сукцинимид" относится к молекулам формулы 1, в которых R1 обозначает группу, отличную от водорода.
В используемом тут значении термины "полиолефин" и "полиолефиновый", при использовании для описания полимеров, относятся к полимерам, полученным из олефиновых или алкеновых мономеров. Полиолефиновые полимеры включают полимеры на основе полипропилена, полиэтилена, поли-4-метил-1-пентена, поли(циклические олефины) и т.п.
В используемом тут значении термины "на основе пропилена" и "на основе полипропилена", при использовании для описания полимеров, включают полипропиленовые гомополимеры и пропиленсодержащие сополимеры, в которых пропилен является основным компонентом.
Термин "алкил" относится к одновалентной группе, являющейся радикалом алкана, представляющего собой насыщенный углеводород. Алкил может быть линейным, разветвленным, циклическим, или их комбинациями, и типично содержит от 1 до 20 атомов углерода. В некоторых вариантах осуществления алкильная группа содержит от 1 до 18, от 1 до 12, от 1 до 10, от 1 до 8, от 1 до 6, или от 1 до 4 атомов углерода. Примеры алкильных групп включают, без ограничений, метил, этил, н-пропил, изопропил, н-бутил, изобутил, трет-бутил (т-бутил), н-пентил, н-гексил, циклогексил, н-гептил, н-октил и этилгексил.
Термин "алкенил" относится к одновалентной группе, являющейся радикалом алкена, который представляет собой углеводород с по меньшей мере одной углерод-углеродной двойной связью. Алкенил может быть линейным, разветвленным, циклическим, или их комбинациями и типично содержит от 2 до 20 атомов углерода. В некоторых вариантах осуществления алкенил содержит от 2 до 18, от 2 до 12, от 2 до 10, от 4 до 10, от 4 до 8, от 2 до 8, от 2 до 6, или от 2 до 4 атомов углерода. Типичные примеры алкенильных групп включают этенил, н-пропенил и н-бутенил.
Термин "алкинил" относится к одновалентной группе, являющейся радикалом алкина, который представляет собой углеводород с по меньшей мере одной углерод-углеродной тройной связью. Алкинил может быть линейным, разветвленным, циклическим, или их комбинацими и типично содержит от 2 до 20 атомов углерода. В некоторых вариантах осуществления алкинил содержит от 2 до 18, от 2 до 12, от 2 до 10, от 4 до 10, от 4 до 8, от 2 до 8, от 2 до 6, или от 2 до 4 атомов углерода. Типичные примеры алкинильных групп включают этинил, н-пропинил и н-бутинил.
Термин "гетероалкил" относится к алкильной группе, содержащей гетероатомы. Такие гетероатомы могут быть боковыми атомами, например атомами галогенов, такими как фтор, хлор, бром или йод, или атомами цепи, такими как азот, кислород или сера. Примером гетероалкильной группы является полиоксиалкильная группа, такая как -CH2CH2(OCH2CH2)nOCH2CH3.
Термин "замещенный алкил" относится к алкильной группе, содержащей заместители по длине углеводородной основной цепи. Такие заместители могут быть алкильными группами, гетероалкильными группами или арильными группами. Примером замещенной алкильной группы является бензильная группа.
Термин "арил" относится к ароматической карбоциклической группе, представляющей собой радикал, содержащий от 1 до 5 колец, которые могут быть соединены или сконденсированы. Арильная группа может быть замещена алкильными или гетероалкильными группами. Примеры арильных групп включают фенильные группы, нафталиновые группы и антраценовые группы.
Термин "алкилен" относится к двухвалентной группе, являющейся радикалом алкана, представляющего собой насыщенный углеводород. Алкилен может быть линейным, разветвленным, циклическим или их комбинациями и типично содержит от 1 до 20 атомов углерода. В некоторых вариантах осуществления алкиленовая группа содержит от 1 до 18, от 1 до 12, от 1 до 10, от 1 до 8, от 1 до 6 или от 1 до 4 атомов углерода. Примеры алкиленовых групп включают, без ограничений, метилен (-CH2-), этилен (-CH2CH2-) и т.п. Алкиленовая группа также может быть замещена алкильными, арильными, гетероалкильными, замещенными алкильными или замещенными арильными группами.
Термины "полимер" и "полимерный материал" относятся как к материалам, изготовленным из одного мономера, таким как гомополимер, так и к материалам, изготовленным из двух или больше мономеров, таким как сополимер, терполимер и т.п. Аналогично, термин "полимеризация" относится к способу изготовления полимерного материала, который может быть гомополимером, сополимером, терполимером и т.п. Термины "сополимер" и "сополимерный материал" относятся к полимерному материалу, изготовленному из по меньшей мере двух мономеров.
Термины "комнатная температура" и "температура окружающей среды" используются взаимозаменяемо и обозначают температуры в интервале значений от 20°C до 25°C.
Термин "пригодный для переработки в расплавленном состоянии", в используемом тут значении, относится к композиции, которая может превращаться, например, под действием тепла и давления, из твердого вещества в вязкую жидкость. Композиция должна быть пригодной для переработки в расплавленном состоянии без существенных химических превращений, деградации или потери пригодности для предполагаемой области применения.
Если не указано иное, все числа, выражающие характерные размеры, количества и физические свойства, используемые в описании и формуле изобретения, должны рассматриваться как дополненные во всех случаях термином "примерно". Соответственно, если не будет указано обратное, указываемые величины являются приближенными значениями, которые могут изменяться в зависимости от желательных свойств, в соответствии с приведенным тут описанием.
Полимерные полотна типично получают из горячего расплава, включая аэродинамические методы получения микроволокон (BMP). В способах переработки горячих расплавов с использованием экструдера термопластичные смолы и желательные добавки подаются в нагретый экструдер, подвергаются воздействию тепла, давления и сдвиговых нагрузок в экструдере и затем выходят из экструдера через экструзионную головку. Свойства материала термопластичной смолы определяют температуру, конфигурацию шнека и скорость вращения шнека, пригодные для экструдирования смолы и, таким образом, обуславливают скорость экструзии, которая может быть достигнута при использовании данной смолы. В некоторых способах экструзии горячих расплавов используют технологические добавки, которые уменьшают вязкость расплавленной смолы и, таким образом, могут обеспечивать повышенную производительность, пониженную температуру переработки, или даже возможность использования смол, которые иначе не могли бы быть использованы.
Технологические добавки по настоящему изобретению, при использовании с полиолефиновыми термопластичными смолами, снижают вязкость горячего расплава термопластичной смолы и потому позволяют облегчить переработку. Типично, снижение вязкости горячего расплава обеспечивает три полезных эффекта, помогающих контролировать реологию материалов в процессе переработки. Этими тремя полезными эффектами являются: возможность ускорить изготовление полимерных полотен; возможность перерабатывать материалы при более низкой температуре, чем это было бы возможно без технологической добавки; и возможность использования материалов, которые иначе практически не пригодны для переработки.
Обычно термопластичная смола представляет собой полиолефиновую термопластичную смолу. Использование технологической добавки вызывает снижение вязкости горячего расплава полиолефиновой термопластичной смолы. Типично, последняя зона экструдера имеет наибольшую температуру. Желательно, чтобы эта температура была как можно более низкой. В некоторых вариантах осуществления, полиолефиновая термопластичная смола является материалом на основе полипропилена. В таких вариантах осуществления, полезные эффекты технологической добавки типично выражены сильнее. Типично, многие термопластичные смолы на основе полипропилена перерабатываются в виде горячего расплава при температуре примерно 200-400°C, более типично, 250-350°C. В случаях использования технологической добавки вязкость горячего расплава термопластичной смолы при температуре примерно 290°C или выше резко снижается по сравнению с вязкостью одной лишь термопластичной смолы. В некоторых вариантах осуществления вязкость горячего расплава при данной температуре снижается на 20%, 30% или даже 50% или больше по сравнению с термопластичной смолой без технологической добавки. Такое резкое снижение вязкости в желательном интервале значений температуры переработки позволяет увеличить скорость переработки. Скорость переработки при изготовлении полимерных полотен иногда называется производительностью, для описания скорости, с которой материалы могут проходить процесс экструзии и изготовления полимерных полотен. Увеличение производительности позволяет быстрее изготавливать полотна, обеспечивая улучшенное качество полотна, снижение затрат или оба эти эффекта.
Кроме увеличения скорости переработки использование технологической добавки может также позволить использовать более низкую температуру переработки, чем это иначе возможно, или использовать материалы, которые иначе не могут быть использованы. Некоторые марки полимеров на основе полипропилена не могут перерабатываться в желательном интервале значений температуры переработки, описанном выше. Некоторые из таких материалов требуют значительно более высоких температур, даже до 400°C или выше, для достижения вязкости, пригодной для осуществления переработки. Такие температуры являются непрактичными или даже не могут быть достигнуты при изготовлении полимерных полотен. Использование технологической добавки может снизить температуру, необходимую для переработки таких материалов, и позволить использовать материалы в процессах, для которых они иначе являются непригодными. Например, использование полипропилена с низким показателем текучести расплава, такого как материал с показателем текучести расплава менее 25, для изготовления аэродинамическим способом микроволокон с эффективным диаметрм волокна 10 микрометров или меньше, будет технически непрактичным без применения технологической добавки.
Не желая ограничиваться теорией, укажем, что, как считается, технологическая добавка вызывает существенное снижение молекулярного веса материала на основе полипропилена, что приводит к значительному снижению вязкости горячего расплава. Этот эффект очень сильно выражен при изготовлении электретных полотен, особенно, микроволокнистых электретных полотен, получаемых аэродинамическим способом из расплава. При изготовлении аэродинамическим способом из расплава относительно низкая вязкость расплава является желательной для формования волокна с эффективным диаметром волокна в интервале значений 1-100 микрометров, особенно, для формования волокна с эффективным диаметром волокна менее 10 микрометров.
Материалы на основе пероксидов могут быть использованы в качестве технологических добавок для снижения вязкости течения расплава олефиновых полимеров, особенно полипропилена, но применение технологических добавок на основе пероксидов более проблематично вследствие присущих им проблем с безопасностью и переработкой, ассоциированных с пероксидами. Дополнительным преимуществом технологических добавок по настоящему изобретению является то, что они не только более безопасны в переработке и использовании, но и также могут, во многих случаях, выступать в роли антиоксидантов, обеспечивая дополнительный полезный эффект для сформованного полимерного полотна.
Поскольку некоторые варианты осуществления материалов, используемых в настоящем изобретении в качестве технологических добавок, продаются как стабилизаторы полимеров, их способность выступать в качестве технологических добавок для олефиновых полимеров является неожиданной. Еще более удивительным является то. что такие технологические добавки не только помогают при переработке полимерных полотен, включая электретные полотна, но и также выполняют функцию добавок, способствующих заряжанию полотна, для электретных полотен.
К полезным полимерным полотнам, которые могут быть изготовлены раскрытыми в описании способами, принадлежат электретные полотна. Электретные полотна по настоящему изобретению содержат термопластичные смолы и технологические добавки, которые смешивают и экструдируют. Такие технологические добавки обладают неожиданной дополнительной способностью быть использованными в качестве добавок, способствующих заряжанию полотна в формуемых электретных полотнах.
Термопластичные смолы, пригодные для изготовления электретных полотен, включают любые термопластичные непроводящие полимеры, способные сохранять высокую величину захваченного электростатического заряда при формовании в полотно и заряжании. Типично, такие смолы имеют удельное сопротивление постоянного тока (DC) более 1014 Ом·см при температуре предполагаемого использования. Полимеры, способные приобретать захваченный заряд, включают полиолефины, такие как полимеры на основе полипропилена, полиэтилен, поли(циклические олефины) и поли-4-метил-1-пентен; поливинилхлорид; полистирол; поликарбонаты; сложные полиэфиры, включая полилактиды; и перфорированные полимеры и сополимеры. Особенно пригодные материалы включают полимеры на основе полипропилена, поли-4-метил-1-пентена, поли(циклические олефинов), их смеси или сополимеры, полученные из по меньшей мере одного из пропилена и 4-метил-1-пентена.
Обычно пригодные термопластичные полимеры характеризуются "показателем текучести расплава". Показатель текучести расплава (MFI) является мерой текучести расплава термопластичного полимера. Он определяется как масса в граммах полимера, вытекающего за 10 минут через капилляр определенного диаметра и длины под давлением, приложенным с помощью установленных альтернативных гравиметрических разновесов для альтернативных установленных значений температуры. Способ описан в ASTM D1238 и ISO 1133. Типично, показатель текучести расплава для полипропилена измеряют при 230°C.
Примеры пригодных термопластичных смол включают, например, полипропиленовые смолы: ESCORENE PP 3746G, коммерчески поставляемый фирмой Exxon-Mobil Corporation, Irving, TX; TOTAL PP3960, TOTAL PP3860 и TOTAL PP3868, коммерчески поставляемые фирмой Total Petrochemicals USA Inc., Houston, TX; и METOCENE MF 650W, коммерчески поставляемый фирмой LyondellBasell Industries, Inc., Rotterdam, Netherlands; и поли-4-метил-1-пентеновую смолу ТРХ-МХ002, коммерчески поставляемую фирмой Mitsui Chemicals, Inc., Tokyo, Japan; и полициклическую олефиновую смолу: TOPAS-6013, коммерчески поставляемую фирмой TOPAS Advanced Polymers, Frankfurt, Germany.
Технологические добавки представляют собой N-замещенные затрудненным амином сукцинимидные олигомеры. Сукцинимидные олигомеры, N-замещенные затрудненным амином, могут быть описаны как содержащие повторяющиеся звенья общей структурной формулы 2, приведенной ниже:
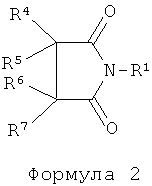
где группа R1 включает затрудненную аминогруппу;
группы R4 и R7 независимо включают алкиленовые или замещенные алкиленовые связующие группы, присоединенные к другому сукцинимидному кольцу, или являются алкильными концевыми группами;
группы R5 и R6 независимо включают атом водорода, алкил, алкенил, алкинил, арил, гетероалкил, замещенный алкил или замещенный арил. Обычно технологические добавки содержат 1 или больше повторяющихся звеньев, обычно, 100 или меньше повторяющихся звеньев, то есть группы R4 и R7 соединяют до 100 звеньев формулы 2. В некоторых вариантах осуществления, технологическая добавка включает 50, 30 или меньше повторяющихся звеньев, 25 или меньше повторяющихся звеньев, 20 или меньше повторяющихся звеньев, или даже 10 или меньше повторяющихся звеньев.
Различные материалы, описываемые Формулой 2, являются пригодными для использования в качестве технологических добавок, которые также выполняют функцию добавок, способствующих заряжанию полотна. Такие добавки иногда называются "сукцинимидами", потому что когда R1, R4, R5, R6 и R7 в Формуле 2 являются атомами водорода, молекула известна как сукцинимид. Пригодные сукцинимиды включают, например, сукцинимиды формулы 2, в которой R1 включает затрудненную аминогруппу. Типично, такие затрудненные аминогруппы представляют собой циклические группы с алкильными группами, которые стерически блокируют азот амина.
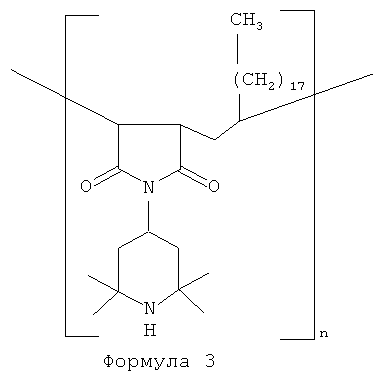
Группы R5 и R6 формулы 2 могут независимо обозначать атомы водорода, алкил, алкенил, алкинил, арил, гетероалкил, замещенные алкильные или замещенные арильные группы. Типично, они являются атомами водорода. Группы R4 и R7 независимо включают алкиленовые или замещенные алкиленовые связующие группы, соединенные с другим сукцинимидным кольцом или алкильными концевыми группами. В некоторых вариантах осуществления технологическая добавка выполняет функции добавки, способствующей заряжанию, где R1 включает алкилзамещенное 6-членное гетероциклическое кольцо, такое как 2,2,6,6-тетраметилпиперидиновая группа, где группа R1 соединена с атомом N сукцинимидного кольца в положении 3, 4 или 5 пиперидинового кольца. В особенно пригодном варианте осуществления технологическая добавка, выполняющая функции добавки, способствующей заряжанию, коммерчески поставляется как "UVINUL 5050H" фирмой BASF, Ludwigshafen, Germany. Структура этой добавка изображена Формулой 3 (ниже). Сообщается, что этот материал имеет молекулярный вес 3000-4000 грамм/моль, откуда следует, что число повторяющихся звеньев n для данного олигомера равно примерно 5-7.
Типично, технологическую добавку смешивают с термопластичной смолой в количестве до примерно 10%, более типично, в интервале значений от 0,1 до 5 мас.%, в пересчете на общий вес смеси. В некоторых вариантах осуществления, технологическая добавка присутствует в количестве, находящемся в интервале значений от 0,1 до 3 мас.% или 0,25 до 2 мас.%.
Смесь термопластичной смолы и технологической добавки может быть приготовлена хорошо известными способами. Типично, смесь перерабатывают способами экструзии расплава, так что смесь может быть предварительно смешана с образованием гранул с помощью периодического процесса, или термопластичная смола и технологическая добавка могут быть смешаны в экструдере с помощью непрерывного процесса. В случае использования непрерывного процесса, термопластичная смола и технологическая добавка могут быть предварительно смешаны в виде твердых веществ или могут по отдельности добавляться в экструдер для перемешивания в расплавленном состоянии.
Примеры смесителей расплавов, которые могут быть использованы для получения предварительно смешанных гранул, включают устройства, обеспечивающие дисперсионное смешивание, дистрибутивное смешивание или комбинацию дисперсионного и дистрибутивного смешивания. Примеры периодических методов включают методы с использованием BRABENDER (например, BRABENDER PREP CENTER, коммерчески поставляемый фирмой CW. Brabender Instruments, Inc.; South Hackensack, NJ) или оборудование для внутреннего смешения и вальцевания BANBURY (например, оборудование, поставляемое фирмой Farrel Co.; Ansonia, CT). После периодического смешения полученная смесь может быть немедленно охлаждена и хранится ниже температуры плавления смеси для последующей переработки.
Примеры непрерывных способов включают одношнековое экструдирование, двухшнековое экструдирование, дисковое экструдирование, возвратно-поступательное одношнековое экструдирование и штифтовое одношнековое экструдирование. Непрерывные методы могут включать использование как дистрибутивных элементов, таких как кавитационные червячные смесители (например СТМ, коммерчески поставляемый фирмой RAPRA Technology, Ltd.; Shrewsbury, England), так и штифтовых смесительных элементов, статических смесительных элементов или дисперсионных смесительных элементов (коммерчески поставляемых, например, как смесительные элементы MADDOCK или смесительные элементы SAXTON),
Примеры экструдеров, которые могут быть использованы для экструзии предварительно смешанных гранул, приготовленных периодическим способом, включают такие же типы оборудования, как описанные выше для непрерывной переработки. Пригодными условиями экструзии в общем являются такие, которые пригодны для экструдирования смолы без технологической добавки, хотя, как описано выше, использование технологической добавки создает большую гибкость при выборе условий переработки.
Экструдированная смесь термопластичной смолы и технологической добавки может быть отлита или нанесена как покрытие для получения пленок или листов, или может переработана аэродинамическим способом из расплава в нетканые волокнистые полотна с использованием известных методик. Полученные аэродинамическим способом из расплава нетканые микроволокнистые полотна являются особенно пригодными для использования в качестве фильтрующих материалов.
Полученные аэродинамическим способом из расплава нетканые микроволокнистые электретные фильтры являются особенно пригодными для использования в качестве элемента воздушного фильтра респиратора, такого как фильтрующая лицевая маска, или для таких целей, как бытовые и промышленные кондиционеры воздуха, воздухоочистители, пылесосы, медицинские фильтры воздушных линий и системы кондиционирования воздуха для автомобилей и обычного оборудования, такого как компьютеры, компьютерные дисководы и электронное оборудование. В некоторых вариантах осуществления электретные фильтры объединены с респираторным блоком для получения респираторного устройства, предназначенного для использования человеком. В респираторах электретные фильтры могут иметь вид формованных, гофрированных или складных респираторов-полумасок, сменных картриджей или противогазных коробок или предварительных фильтров.
Полученные аэродинамическим способом из расплава микроволокна, пригодные для использования по настоящему изобретению, могут быть изготовлены, как описано Van A.Wente, "Superfine Thermoplastic Fibers", Industrial Engineering Chemistry, vol.48, pp.1342-1346, и в отчете Report No.4364, Naval Research Laboratories, опубликованном 25 мая 1954 г., озаглавленном "Manufacture of Super Fine Organic Fibers", Van A.Wente et al.
Пригодные полученные аэродинамическим способом из расплава микроволокна для волокнистых электретных фильтров типично имеют эффективный диаметр волокна примерно 1-100 микрометров, более типично, от 2 до 30 микрометров, в некоторых вариантах осуществления - от примерно 7 до 15 микрометров, при расчете в соответствии со способом, описанным в Davies, C.N., "The Separation of Airborne Dust and Particles", Institution of Mechanical Engineers, London, Proceedings 1B, 1952.
В полотне могут также присутствовать штапельные волокна. Присутствие штапельных волокон в общем обеспечивает более рыхлое, менее плотное полотно, чем состоящее только из микроволокон, полученных аэродинамическим способом. Обычно используется не более примерно 90 мас.% штапельного волокна, более типично, не более примерно 70 мас.%. Примеры полотен, содержащих штапельное волокно, раскрыты в патенте США №4118531 (Hauser).
Материал дисперсного сорбента, такого как активированный уголь или оксид алюминия, также может входить в состав полотна. Такие частицы могут присутствовать в количестве до примерно 80 об.% от общего количества компонентов полотна. Примеры полотен, содержащих частицы, описаны, например, в патенте США №3971373 (Braun), патенте США №4100324 (Anderson) и патенте США №4429001 (Kolpin et al.).
Различные необязательные добавки могут быть смешаны с термопластичной композицией, включая, например, пигменты, светостабилизаторы, первичные и вторичные антиоксиданты, дезактиваторы металлов, затрудненные амины, затрудненные фенолы, металлические соли жирных кислот, триэфирфосфиты, соли фосфорной кислоты, фторсодержащие соединения и их комбинации. Кроме того, другие добавки, способствующие заряжанию полотна, могут быть включены в термопластичную композицию. Возможные добавки для создания заряда включают термически стабильные органические триазиновые соединения или олигомеры, содержащие по меньшей мере один атом азота в дополнение к входящим в триазиновое кольцо, см., например, патенты США 6268495, 5976208, 5968635, 5919847 и 5908598 на имя Rousseau et al. Другой добавкой, про которую известно, что она усиливает электретные свойства, является "CHIMASSORB 944 LF: (поли[[6-(1,1,3,3-тетраметилбутил)амино]-s-триазин-2,4-диил][[(2,2,6,6-тетраметил-4-пиперидил)-имино]гексаметилен[(2,2,6,6-тетраметил-4-пиперидил)имино]]), поставляемый фирмой Ciba Specialty Chemicals, Inc. Добавки, способствующие заряжанию полотна, могут быть N-замещенными ароматическими аминосоединениями, особенно, три-аминозамещенными соединениями, такими как 2,4,6-трианилино-п-(карбо-2'-этилгексил-1'-окси)-1,3,5-триазин, коммерчески доступный под названием "UVTNUL Т-150" от фирмы BASF, Ludwigshafen, Germany. Другой заряжающей добавкой является 2,4,6-трис-(октадециламино)триазин, также известный как тристеарилмеламин ("TSM"). Дополнительные примеры добавок, способствующих заряжанию полотна, приведены в патентной заявке США №61/058029, патентной заявке США №61/058041, патенте США №7390351 (Leir et al.), патенте США №5057710 (Nishiura et al.) и патентах США №№4652282 и 4789504 (Ohmori et al.).
Кроме того, полотно может быть обработано с целью химической модификации его поверхности. Поверхностное фторирование может быть достигнуто путем помещения полимерного изделия в атмосферу, содержащую фторсодержащие вещества и инертный газ, и затем создания электрического разряда для модификации химии поверхности полимерного изделия. Электрический разряд может иметь форму плазмы, такой как коронный разряд переменного тока (АС). Такой плазменный процесс фторирования обеспечивает присутствие атомов фтора на поверхности полимерного изделия. Плазменный процесс фторирования описан в ряде патентов США: 6397458, 6398847, 6409806, 6432175, 6562112. 6660210 и 6808551, на имя Jones/Lyons et al. Электретные изделия, имеющие высокий коэффициент насыщения фтором, описаны в патенте США 7244291, на имя Spartz et al., и электретные изделия, имеющие низкий коэффициент насыщения фтором, в сочетании с гетероатомами, описаны в патенте США 7244292, на имя Kirk et al. Другие публикации, раскрывающие методы фторирования, включают: патенты США №№6419871, 6238466, 6214094, 6213122, 5908598, 4557945, 4508781 и 4264750; публикации США US 2003/0134515 A1 и US 2002/0174869 A1; и международную публикацию WO 01/07144.
Электретный фильтрующий материал, изготовленный в соответствии с настоящим описанием, обычно имеет базовый вес (массу на единицу площади) в интервале значений от примерно 10 до 500 г/м2, и в некоторых вариантах осуществления - от примерно 10 до 100 г/м2. При изготовлении полотен из полученных аэродинамическим способом из расплава микроволокнистых материалов базовый вес может контролироваться, например, путем изменения скорости сборного устройства или производительности фильеры. Толщина фильтрующего материала типично составляет от примерно 0,25 до 20 миллиметров, и в некоторых вариантах осуществления - от примерно 0,5 до 2 миллиметров. В фильтрующих элементах обычно используется множество слоев волокнистых электретных полотен. Сплошность (solidity) волокнистого электретного полотна типично составляет примерно от 1% до 25%, более типично, от примерно 3% до 10%. Сплошность представляет собой безразмерный параметр, определяющий долю твердых веществ в полотне. В общем, раскрытые в описании способы обеспечивают электретные полотна с в общем равномерным распределением заряда в полотне безотносительно к базовому весу, толщине или сплошности материала. Электретный фильтрующий материал и смола, из которой его изготавливают, не должны подвергаться какой-либо ненужной обработке, которая могла бы увеличить его электрическую проводимость, например, воздействию ионизирующего излучения, гамма-лучей, ультрафиолетового излучения, пиролиза, окисления и т.д.
Электретное полотно может быть заряжено в процессе его формования или полотно может быть заряжено после формования полотна. В случае электретных фильтрующих материалов материал обычно заряжают после формования полотна. В общем, может быть использован любой стандартный способ заряжания, известный специалистам. Например, заряжание может быть осуществлено различными способами, включая трибозарядку, коронный разряд постоянного тока и гидрозарядку. Также может быть использована комбинация способов.
Примеры пригодных процессов с использованием коронного разряда постоянного тока описаны в патенте США №RE 30782 (van Turnhout), патенте США №RE 31285 (van Turnhout), патенте США №RE 32171 (van Turnhout), патенте США №4215682 (Davis et al.), патенте США №4375718 (Wadsworth et al.), патенте США №5401446 (Wadsworth et al.), патенте США №4588537 (Klaase et al.), патенте США №4592815 (Nakao) и патенте США №6365088 (Knight et al.).
Гидрозарядка полотна осуществляется путем направления струй воды или потока водяных капель на полотно под давлением, достаточным для создания у полотна электретного заряда, способствующего фильтрации. Давление, необходимое для достижения оптимальных результатов, меняется в зависимости от типа используемого разбрызгивателя, типа полимера, из которого сформовано полотно, типа и концентрации добавок к полимеру, толщины и плотности полотна, и от того, проводилась ли перед гидрозарядкой предварительная обработка, такая как обработка поверхности коронным разрядом постоянного тока. В общем, пригодным является давление воды в интервале значений от примерно 10 до 500 psi (69-3450 кПа). При необходимости, обработка поверхности коронным разрядом постоянного тока также может быть использована в качестве обработки после гидрозарядки, но такая последующая обработка не является типичной.
Струи воды или поток водяных капель могут быть обеспечены с помощью любого пригодного устройства для разбрызгивания. Аппарат, предназначенный для гидравлического спутывания волокон, в общем является пригодным для способа по настоящему изобретению, хотя его работа при гидрозарядке осуществляется при более низком давлении, чем обычно используемое для гидроспутывания. Подразумевается, что гидрозарядка включает способ, описанный в патенте США №5496507 (Angadjivand) и различные другие производные от него способы создания электретного заряда с использованием процесса смачивания и удаления жидкости, как описано, например, в патентной заявке Японии №JP 2002161467 (Horiguchi), патентной заявке Японии №JP 2002173866 (Takeda), патентной заявке Японии №JP 2002115177 (Takeda), патентной заявке Японии №JP 2002339232 (Takeda), патентной заявке Японии №JP 2002161471 (Takeda), патенте Японии №3780916 (Takeda), патентной заявке Японии №JP 2002115178 (Takeda), патентной заявке Японии №JP 2003013359 (Horiguchi), патенте США №6969484 (Horiguchi), патенте США №6454986 (Eitzman), патентной заявке Японии №JP 2004060110 (Masumori), патентной заявке Японии №JP 2005131485 (Kodama) и патентной заявке Японии №JP 2005131484 (Kodama).
Гидрозарядка полотна может также быть осуществлена с использованием нового способа, раскрытого в патентной заявке США, озаглавленной "Method of Making Electret Articles Based On Zeta Potential" (US №12/131770), поданой 6/2/2008. Способ включает: (a) обеспечение полимерного изделия, которое должно быть заряжено; и (b) введение в контакт полимерного изделия, которое должно быть заряжено, с водной жидкостью, имеющей такие значения pH и электропроводности: (i) если изделие имеет дзета-потенциал менее -7,5 милливольт (мВ), то вводимая в контакт вода имеет электропроводность примерно от 5 до 9000 микросименс на сантиметр (мкСм/см) и pH более 7; и (ii) если изделие имеет дзета-потенциал более -7,5 мВ, то вводимая в контакт вода имеет электропроводность от примерно 5 до 5500 микросименс на сантиметр (мкСм/см) и pH 7 или ниже. Изделие может быть высушено активно (с использованием вакуума или нагрева) или пассивно (сушка в подвешенном состоянии), или с использованием комбинаций этих методов.
Для оценки фильтрующих характеристик были разработаны различные протоколы испытаний на фильтрацию. Такие испытания включают измерение проникания аэрозоля через фильтрующее полотно с использованием стандартного аэрозоля для проведения испытаний, такого как диоктилфталат (DOP), который обычно выражают как процент проникания аэрозоля через фильтрующее полотно (% Pen), и измерение перепада давления на фильтрующем полотне (ΔP). По результатам этих двух измерений может быть рассчитана величина, известная как Фактор качества (Quality Factor, QF) по следующему уравнению:
QF=-ln(%Pen/100)/ΔP,
где ln обозначает натуральный логарифм. Более высокое значение QF указывает на улучшенные фильтрующие характеристики, а пониженные значения QF эффективно коррелируют с более низкими фильтрующими характеристиками. Более подробное описание измерения этих величин приведено в разделе примеров. Типично, фильтрующие материалы по настоящему изобретению имеют измеренные значения QF, равные 0,3 (мм H2O)-1 или больше, при скорости набегающего потока 6,9 сантиметров в секунду.
Для подтверждения того, что конкретный фильтрующий материал является электростатически заряженным по своей природе, можно проанализировать его характеристики до и после воздействия ионизирующего рентгеновского излучения. Как описано в литературе, например, в Air Filtration, R.C.Brown (Pergamon Press, 1993) и "Application of Cavity Theory to the Discharge of Electrostatic Dust Filters by X-Rays", A.J.Wajker and R.C.Brown, Applied Radiation and Isotopes, vol.39, No.7, pp.677-684, 1988, если электростатически заряженный фильтр облучить рентгеновскими лучами, то проникание аэрозоля через фильтр после облучения будет больше, чем до облучения, потому что ионы, создаваемые рентгеновскими лучами в газовых промежутках между волокнами, нейтрализуют некоторую часть электрического заряда. Таким образом может быть получен график зависимости проникания от кумулятивного рентгеновского облучения, который демонстрирует стабильное возрастание до постоянного уровня, после чего дальнейшее облучение не вызывает изменений. Эта точка соответствует полному удалению заряда фильтра.
Эти наблюдения привели к принятию другого протокола испытаний для определения фильтрующих характеристик - испытаний на разряжение под действием рентгеновского излучения. В этом протоколе испытаний выбранные для испытаний куски фильтрующего материала подвергают воздействию рентгеновского излучения для разряжения электретного полотна. Одной из особенностей этих испытаний является то, что они подтверждают, что полотно является электретом. Поскольку известно, что рентгеновские лучи гасят электретный заряд, облучение фильтрующего материала рентгеновскими лучами и измерение фильтрующих характеристик до и после такого облучения и сравнение фильтрующих характеристик показывает, является ли фильтрующий материал электретом. Если фильтрующие характеристики остаются неизменными после облучения рентгеновским излучением, то это указывает на то, что заряд не гасится и материал не является электретом. Однако если фильтрующие характеристики снижаются после облучения рентгеновским излучением, то это указывает, что фильтрующий материал является электретом.
Типично, при проведении испытаний, фильтрующие характеристики измеряют до и после облучения фильтрующего материала рентгеновским излучением. Коэффициент проникания (%) может быть рассчитан по следующему уравнению: коэффициент проникания (%)=(ln(исходный % проникания DOP/100)/(ln(%проникания DOP после 60 мин рентгеновского облучения)))×100, при проведении испытаний в соответствии с методом испытаний фильтрующих характеристик, как описано в разделе примеров ниже. Чтобы полотно имело достаточный заряд для использования в качестве фильтра, коэффициент проникания (%) типично составляет по меньшей мере 300%. С увеличением коэффициента проникания (%) фильтрующие характеристики полотна также возрастают. В некоторых вариантах осуществления коэффициент проникания (%) составляет по меньшей мере 400%, 500% или 600%. В предпочтительных вариантах осуществления коэффициент проникания (%) составляет по меньшей мере 750% или 800%. В некоторых вариантах осуществления, полотно обладает коэффициентом проникания (%), равным по меньшей мере 1000% или по меньшей мере 1250%.
Исходный Фактор качества (до облучения рентгеновскими лучами) типично составляет по меньшей мере 0,3 (мм H2O)-1, более типично, по меньшей мере 0,4 или даже 0,5 (мм H2O)-1 для скорости набегающего потока 6,9 см/с при проведении испытаний в соответствии с методом испытаний фильтрующих характеристик, описанном в разделе примеров ниже. В некоторых вариантах осуществления, исходный Фактор качества составляет по меньшей мере 0,6 или 0,7 (мм H2O)-1. В других вариантах осуществления исходный Фактор качества составляет по меньшей мере 0,8, по меньшей мере 0,90, по меньшей мере 1,0 или даже более 1,0 (мм H2O)-1. Фактор качества после 60 минут облучения рентгеновскими лучами типично составляет менее 50% от величины исходного Фактора качества. В некоторых вариантах осуществления исходный Фактор качества имеет значение, равное по меньшей мере 0,5 (мм H2O)-1 или больше, а величина фактора качества после 60 минут облучения рентгеновскими лучами составляет менее 0,15 (мм H2O)-1.
Примеры
Данные примеры являются исключительно иллюстративными и не должны ограничивать объем приложенной формулы изобретения. Все части, проценты, соотношения и т.д. в примерах и остальной части описания приводятся по весу, если не указано иное. Растворители и другие используемые реагенты были получены от фирмы Sigma-Aldrich Chemical Company; Milwaukee, Wisconsin, если не указано иное.
Таблица сокращенных обозначений
Способы испытаний
Измерения вязкости
Для измерений вязкости использовали две разные методики. Они описаны как Метод измерения вязкости-1 и Метод измерения вязкости-2.
а) Метод измерения вязкости 1 - Капиллярный реометр
Капиллярный реометр с диаметром отверстия 0,318 сантиметра (0,125 дюйма) и длиной 20,3 сантиметров (8 дюймов) соединяют с экструдером BRABENDER В-K с коническим двойным шнеком (поставляется фирмой Brabender Instruments, Inc.). Экструдер работает со скоростью экструзии 0,9-3.6 кг/ч (2-8 фунтов/ч) и температуре 250-310°C.
Для получения данных по вязкости экспериментальных образцов, добавки смешивают всухую с полимерными смолами в желательной весовой концентрации и смеси экструдируют при температуре и скорости, указанных в Таблице 3. Сравнительные примеры готовят из соответствующих партий полимера, но без использования добавки. В Таблице 3 приведены экспериментальные результаты для каждого примера.
Кажущаяся вязкость и скорость сдвига образцов могут быть рассчитаны по величинам перепада давления и скорости истечения образцов через капиллярный реометр для ньютоновской жидкости. Такой расчет описан, например, в: Rheology: Principles, Measurements, and Applications (Wiley, John and Sons, Inc., 1994), Chris Macosko, p.242, уравнение 6.2.12. Экспериментальные данные подставляют в следующее уравнение для расчета кажущейся вязкости. Плотность расплава полипропилена принимают равной 0,91 грамм/см3. Уравнение для расчета кажущейся вязкости:
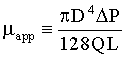
D: Диаметр капилляра (0,3175 см в данном случае)
ΔР: Перепад давления при проведении измерения в вискозиметре (г/(см·с2))
Q: Объемный расход (см3/секунду; см3/с) или массовый расход (грамм/секунду; г/с), деленный на плотность (W/p)
L: Длина капилляра (длина 20,32 см в данном случае)
Скорость сдвигового течения может быть рассчитана:
γ: Скорость сдвига (1/секунду; с-1)
Qv: Объемная скорость истечения через капилляр (см3/секунду; см3/с)
R: Величина радиуса капилляра (0,1588 см в данном случае)
D: Диаметр капилляра (0,3175 см в данном случае)
М: Массовый расход (грамм/секунду; г/с)
p: Плотность текучих материалов (грамм/см3; г/см3)
b) Метод измерения вязкости 2 - Реометр с параллельными пластинами
Измеряют изменение вязкости образцов с помощью реометра ARES (ТА Instruments, New Castle, Delaware). Образцы, используемые для реологических измерений, компаундируют с помощью микрокомпаундирующего устройства Xplore Micro-Compounder на 15 миллилитров (DSM Xplore, Geleen, The Netherlands). Примеры и сравнительные примеры компаундируют с одинаковой термической историей во избежание влияния термической истории на вязкость. Образцы, содержащие РР-1 и РР-2, компаундируют при 220°C в течение 6 минут. Образцы, содержащие РМР-1, компаундируют при 280°C в течение 6 минут, и образцы, содержащие РМР-1, компаундируют при 260°C в течение 6 минут. Все образцы подвергают горячему прессованию в пленки при их температуре компаундирования, с толщиной от 0,6 до 1.0 миллиметра. Из этих образцов для реологических испытаний высекают штампом диски диаметром 25 миллиметров. Диски-образцы закрепляют на двух параллельных пластинах реометра (алюминиевая чашечка диаметром 31,5 миллиметр и пластина диаметром 25 миллиметров). Измеряют динамическую сдвиговую вязкость для диапазона изменения температуры от 180°C до 350°C и назад до 180°C для образцов РР-1 и РР-2; от 220°C до 350°C и назад до 220°C для образцов РМР-1, и от 250°C до 350°C и назад до 250°C для образцов РМР-1, с частотой 1 Гц (динамическая скорость сдвига 6,28 рад/с). Также измеряют зависимость динамической вязкости образцов от времени при постоянной температуре (300, 320, 330 и 340°C) с частотой 1 Гц в течение 15 минут. Выбирают данные вязкости после 10 минут и используют в качестве данных по вязкости для примеров и сравнительных примеров, приведенных в Таблице 3.
Испытания на фильтрацию
Образцы испытывают на % проникания аэрозоля DOP (% Pen) и перепад давления (ΔР) и рассчитывают фактор качества (QF). Фильтрующие характеристики (% Pen и QF) нетканых микроволокнистых полотен оценивают с помощью автоматического прибора для испытаний фильтров Automated Filter Tester (AFT) Model 8130 (поставляется фирмой TSI, Inc., St. Paut, MN) с использованием диоктилфталата (DOP) в качестве аэрозоля для проведения испытаний. Аэрозоль DOP номинально является монодисперсным с медианным диаметром по массе 0,3 микрометра и имеет концентрацию на входном патрубке 70-120 мг/м3. Аэрозоль принудительно пропускают через образец фильтрующего материала при калиброванном объемном расходе 42,5 литров/минуту (скорость набегающего потока 6,9 см/с) с отключенным нейтрализатором аэрозоля TSI AFT Model 8130. Общее время испытаний составляет 23 секунды (время установления режима 15 секунд, время замера 4 секунды и время продувки 4 секунды). Одновременно с % Pen инструмент измеряет перепад давления (ДР в мм водяного столба) на фильтре. Концентрацию DOP-аэрозоля измеряют светорассеянием как перед, так и после фильтрующего материала, с использованием калиброванных фотометров. % Pen для DOP определяют как: % Pen=100×(концентрация DOP после фильтра/концентрация DOP перед фильтром). Для каждого материала выполняют 6 отдельных измерений в разных точках BMF-полотна и результаты усредняют.
Величины % Pen и ΔР используют для расчета QF по такой формуле;
QF=-ln(%Pen/100)/ΔP,
где ln обозначает натуральный логарифм. Более высокое значение QF указывает на лучшие фильтрующие характеристики, а пониженные значения QF эффективно коррелируют с более низкими фильтрующими характеристиками.
Испытания на разряжение под действием рентгеновского излучения
Перед облучением рентгеновским излучением определяют Фактор качества и % проникания для исследуемого образца полотна с использованием способа испытаний, описанного выше. Исходный Фактор качества обозначают "QF0". Образец полотна облучают с каждого бока рентгеновскими лучами с использованием описанной ниже системы, таким образом, чтобы весь образец равномерно подвергался воздействию рентгеновского излучения. После рентгеновского облучения образец фильтрующего материала снова подвергают испытаниям для измерения его фильтрующих характеристик (QF и % Pen). Процедуру повторяют до тех пор, пока фильтрующие характеристики не выйдут на плато, что указывает на полную нейтрализацию электростатического заряда образца. Также определяют Коэффициент проникания (%) (% Pen Ratio). Величину Коэффициента проникания (%) рассчитывают по значениям % Pen в моменты времени 0 минут и 60 минут с использованием уравнения, в котором ln обозначает натуральный логарифм:

Рентгеновское облучение проводят с использованием системы рентгеновского облучения Baltograph 100/15 СР (Balteau Electric Corp., Stamford, CT), состоящей из генератора постоянного потенциала с концевым заземлением и номинальным напряжением 100 кВ при 10 мА с бериллиевым окном (фильтрация излучения в трубке 0,75 мм) с выходом до 960 рентген/мин, на расстоянии 50 см от фокусного пятна 1,5 мм × 1,5 мм. Устанавливают напряжение 80 кВ при соответствующем значении тока 8 мА. Держатель образца устанавливают на расстоянии приблизительно 57,2 сантиметра (22,5 дюйма) от фокусного пятна для обеспечения излучения примерно 580 рентген/мин.
Анализ термостабильности.
Термостабильность каждой технологической добавки измеряют термогравиметрическим анализатором Thermogravimetric Analyzer (TGA) Model 2950, поставляемым фирмой ТА Instruments, New Castle, Delaware. Приблизительно 5-10 миллиграмм материала помещают в TGA и нагревают от комнатной температуры до 500°C со скоростью 10°C/мин на воздухе, измеряя при этом потерю веса. В Таблице А приводится температура, при которой детектируется 2% потери веса, а также температура, при которой детектируется 5% потери веса.
Примеры 1-20 и Сравнительные примеры С1-С12
Для всех Примеров и Сравнительных примеров выполняли процедуры, описанные ниже. Данные для этих Примеров приведены в Таблицах 1 и 2.
Подготовка образцов.
Стадия А - Приготовление микроволокнистых полотен.
Для каждого Примера полотна 1-9, добавку 1 смешивают всухую с одной из марок полипропилена или поли-4-метил-1-пентеном в концентрации, указанной в Таблице 1, и смесь экструдируют, как описано Van A. Wente, "Superfine Thermoplastic Fibers", Industrial Engineering Chemistry, vol.48, pp.1342-1346. Температура экструзии составляла примерно 250°C-340°C, и использовался конический двухшнековый экструдер BRABENDER (коммерчески поставляемый фирмой Brabender Instruments, Inc.), работающий при скорости подачи примерно от 2,5 до 3 кг/ч (5-7 фунтов/ч). Использовали головку шириной 25,4 сантиметров (10 дюймов) с 10 отверстиями на сантиметр (25 отверстий на дюйм). Формуют полотна из микроволокон, полученных аэродинамическим способом из расплава (BMP), имеющие базовый вес примерно 57 г/м2, эффективный диаметр волокон примерно 8,0 микрометров и толщину примерно 1 миллиметр. Аналогично, для каждого Сравнительного примера С1-С6 готовят BMF-полотна из полипропилена такой же марки или поли-4-метил-1-пентена, как и для полотна соответствующего Примера, но без добавки или с использованием Добавки-2. В Таблице 1 приведены конкретные характеристики полотен для каждого из Примеров и Сравнительных примеров.
Стадия В - Приготовление электрета.
Каждое BMF-полотно, приготовленное в Примерах 1-10 и С1-С6 на Стадии А выше, заряжают с использованием способа заряжания, описанного ниже.
Способ заряжания 1.
Выбранные BMF-полотна, приготовленные на Стадии А выше, заряжают путем гидрозарядки Dl-водой. BMF-полотно подвергают гидрозарядке с использованием факела мелкораспыленной DI-воды, генерируемого соплом, работающим под давлением 896 килопаскаль (130 psig) и при величине объемного расхода приблизительно 1,4 литра/минуту. Выбранные BMF-полотна, изготовленные на Стадии А, перемещают на пористой ленте через водяной факел со скоростью приблизительно 10 сантиметров/секунду при одновременном отсасывании воды вакуумом через полотно снизу. Каждое BMF-полотно пропускают через устройство гидрозарядки дважды (поочередно с разных сторон) с разбрызгиванием и затем дважды без разбрызгивания, только с вакуумом для удаления избытка воды. Полотнам дают полностью высохнуть на воздухе в течение ночи перед проведением испытаний фильтров.
Процедура испытаний на фильтрацию.
Исходные Фильтрующие характеристики.
Из каждого заряженного образца, изготовленного на Стадии В выше, вырезают отрезок в 1 метр, и этот отрезок в его исходном состоянии подвергают испытаниям на % проникания аэрозоля DOP (% DOP Pen) и перепад давления (ΔР) и рассчитывают фактор качества (QF), как описано в Способах испытаний выше. Эти результаты приведены в Таблице 2 ниже как % DOP Pen, Перепад давления и QF.
Примеры 21-25 и Сравнительные примеры С13-С16
Для каждого из Примеров и Сравнительных примеров, приведенных ниже, приготовление образцов и испытания проводят, как описано выше, с использованием Способа испытаний вязкости. Данные приведены в Таблице 3.
Пример 26 и Сравнительные примеры С17
Для Примера 26 образец полотна, приготовленный по Примеру 10 выше, заряжают методом гидрозарядки (Способ заряжания-1) и подвергают воздействию ионизирующих рентгеновских лучей в соответствии с методом испытаний на разряжание под действием рентгеновского излучения, приведенным выше. Для Сравнительного примера С17 образец полотна, приготовленный по Примеру 10, используют без заряжания и проводят испытания с использованием этого же метода. Данные приведены в Таблице 4.
(%)
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРЕТНЫЕ ПОЛОТНА С ДОБАВКАМИ, СПОСОБСТВУЮЩИМИ ЗАРЯЖАНИЮ ПОЛОТНА | 2010 |
|
RU2477344C1 |
| Электретные полотна с добавками, способствующими накоплению заряда | 2013 |
|
RU2606611C1 |
| Электретные полотна с добавками, способствующими накоплению заряда | 2014 |
|
RU2635160C2 |
| Электретные полотна с добавками, способствующими накоплению заряда | 2016 |
|
RU2673299C1 |
| ЭЛЕКТРЕТНЫЕ ПОЛОТНА С ДОБАВКАМИ ДЛЯ УВЕЛИЧЕНИЯ ЗАРЯДА | 2008 |
|
RU2449066C2 |
| ЭЛЕКТРЕТНЫЕ ПОЛОТНА С УСИЛИВАЮЩИМИ ЗАРЯД ДОБАВКАМИ | 2009 |
|
RU2448207C1 |
| ЭЛЕКТРЕТЫ И СОЕДИНЕНИЯ, ПРИГОДНЫЕ В ЭЛЕКТРЕТАХ | 2007 |
|
RU2404841C2 |
| ДИСТАНЦИОННОЕ ФТОРИРОВАНИЕ ВОЛОКНИСТЫХ ФИЛЬТРУЮЩИХ ПОЛОТЕН | 2010 |
|
RU2493005C2 |
| ОДНОКОМПОНЕНТНОЕ ОДНОСЛОЙНОЕ ВЫДУТОЕ ИЗ РАСПЛАВА ПОЛОТНО И УСТРОЙСТВО ДЛЯ ВЫДУВАНИЯ ИЗ РАСПЛАВА | 2007 |
|
RU2412742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРЕТНЫХ ИЗДЕЛИЙ, ОСНОВАННЫЙ НА ИСПОЛЬЗОВАНИИ ЗЕТА-ПОТЕНЦИАЛА | 2009 |
|
RU2472885C1 |
Изобретение относится к технологическим добавкам для изготовления полотен, включающие нетканые волокнистые полотна, такие как нетканые термопластичные микроволокнистые полотна, а именно электретные полотна, содержащие добавки, способствующие заряжанию полотна, и к способам их получения и применения. Способ изготовления полотна в одном варианте включает стадии: приготовления смеси, содержащей термопластичную смолу и технологическую добавку, содержащую N-замещенный затрудненным амином сукцинимидный олигомер, перемешивание смеси в расплаве, причем вязкость расплава смеси технологической добавки и термопластичной смолы ниже вязкости расплава термопластичной смолы без технологической добавки и формование полотна из расплавленной смеси. Также предусмотрен второй вариант способа изготовления электретного полотна, который включает стадии: приготовления смеси из термопластичной смолы и технологической добавки, содержащей N-замещенный затрудненным амином сукцинимидный олигомер, перемешивание смеси в расплаве, формование полотна из расплавленной смеси и электростатическое заряжение полотна. Электретный фильтрующий материал содержит нетканое микроволокнистое полотно, включающее смесь термопластичной смолы и добавки, способствующей заряжанию, содержащей N-замещенный затрудненным амином сукцинимидный олигомер. При этом обеспечивается переработка полимерных олефиновых материалов для изготовления изделий горячей экструзией расплава, а именно полимерных полотен, к которым относятся пленки и нетканые волокнистые полотна, а также полимерные полотна в виде электретных изделий, в частности пленки для пищевых продуктов, воздушных фильтров, фильтрующих противогазов, респираторов и электростатических элементов, используемых в электроакустических устройствах, таких как микрофоны, наушники и электростатические записывающие устройства. Совместное введение термопластичной смолы и технологической добавки в виде N-замещенного затрудненным амином сукцинимидного олигомера обеспечивает облегчение формования полотна. 3 с. и 22 з.п. ф-лы, 4 табл., 26 пр.
1. Способ изготовления полотна, включающий стадии, на которых: готовят смесь, содержащую:
термопластичную смолу; и
технологическую добавку, содержащую N-замещенный затрудненным амином сукцинимидный олигомер;
перемешивают смесь в расплаве, причем вязкость расплава смеси технологической добавки и термопластичной смолы ниже вязкости расплава термопластичной смолы без технологической добавки; и формуют полотно из расплавленной смеси.
2. Способ по п.1, отличающийся тем, что технологическая добавка включает материал, содержащий повторяющееся звено формулы:
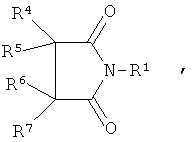
где группа R1 включает затрудненную аминогруппу;
группы R4 и R7 независимо включают алкиленовые или замещенные алкиленовые связующие группы, соединенные с другим сукцинимидным кольцом или алкильными концевыми группами;
группы R5 и R6 независимо включают атом водорода, алкил, алкенил, алкинил, арил, гетероалкил, замещенный алкил или замещенный арил, причем материал содержит до 100 повторяющихся звеньев.
3. Способ по п.1, отличающийся тем, что технологическая добавка включает материал формулы:
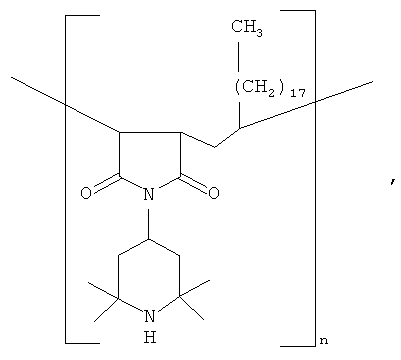
где n обозначает число, равное примерно 5-7.
4. Способ изготовления электретного полотна, включающий стадии, на которых:
готовят смесь, содержащую:
термопластичную смолу; и
технологическую добавку, содержащую N-замещенный затрудненным амином сукцинимидный олигомер;
перемешивают смесь в расплаве,
формуют полотно из расплавленной смеси; и
электростатически заряжают полотно.
5. Способ по п.4, отличающийся тем, что формование полотна включает переработку горячего расплава аэродинамическим способом для формования микроволокнистого полотна.
6. Способ по п.4, отличающийся тем, что технологическая добавка включает материал формулы:
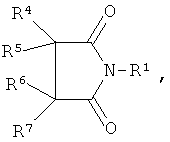
где группа R1 включает затрудненную аминогруппу;
группы R4 и R7 независимо включают алкиленовые или замещенные алкиленовые связующие группы, соединенные с другим сукцинимидным кольцом или алкильными концевыми группами;
группы R5 и R6 независимо включают атом водорода, алкил, алкенил, алкинил, арил, гетероалкил, замещенный алкил или замещенный арил, причем материал содержит до 100 повторяющихся звеньев.
7. Способ по п.4, отличающийся тем, что технологическая добавка включает материал формулы:
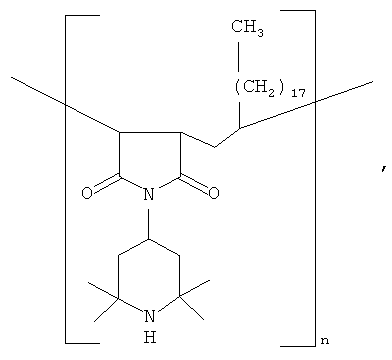
где n обозначает число, равное примерно 5-7.
8. Способ по п.4, отличающийся тем, что термопластичная смола включает полиолефин.
9. Способ по п.4, отличающийся тем, что термопластичная смола включает:
полиэтилен, полимер на основе полипропилена; поли(циклический олефин); поли(4-метил-1-пентен); сополимеры пропилена и 4-метил-1-пентена; или их смеси.
10. Способ по п.4, отличающийся тем, что технологическая добавка составляет 0,1-5,0% от веса смеси.
11. Способ по п.4, отличающийся тем, что электростатическое заряжание полотна включает трибозарядку, обработку коронным разрядом постоянного тока, гидрозарядку или их комбинацию.
12. Способ по п.4, отличающийся тем, что заряженное полотно имеет более высокие фильтрующие характеристики, определяемые по QF, чем аналогичное полотно, изготовленное без технологической добавки.
13. Способ по п.4, отличающийся тем, что полотно имеет достаточный электростатический заряд для обеспечения фильтрующей характеристики, определяемой по QF, равной 0,3 (мм H2O)-1 или больше при скорости набегающего потока 6,9 см/с.
14. Способ по п.4, отличающийся тем, что формованное электретное полотно включает фильтрующий материал, представляющий собой:
фильтр респиратора, фильтр системы вентиляции помещения, фильтр системы вентиляции автомобиля, фильтр кондиционера воздуха, печной фильтр, фильтр комнатного устройства очистки воздуха, фильтр пылесоса или фильтр компьютерного дисковода.
15. Способ по п.4, отличающийся тем, что термопластичная смола включает полипропилен, при этом вязкость расплава смеси ниже вязкости расплава термопластичной смолы без технологической добавки при 290°C.
16. Электретный фильтрующий материал, содержащий:
нетканое микроволокнистое полотно, включающее смесь:
термопластичной смолы; и
добавки, способствующей заряжанию, содержащей N-замещенный затрудненным амином сукцинимидный олигомер.
17. Электретный фильтрующий материал по п.16, отличающийся тем, что нетканое микроволокнистое полотно включает полиолефин.
18. Электретный фильтрующий материал по п.16, отличающийся тем, что нетканое микроволокнистое полотно включает:
полипропилен; поли(4-метил-1-пентен); сополимеры пропилена и 4-метил-1-пентена; или их смеси.
19. Электретный фильтрующий материал по п.16, отличающийся тем, что добавка, способствующая заряжанию, содержащая N-замещенный затрудненным амином сукцинимидный олигомер, составляет 0,1-5,0% от веса полотна.
20. Электретный фильтрующий материал по п.16, отличающийся тем, что полотно имеет заряд, создаваемый путем трибозарядки, гидрозарядки, обработки коронным разрядом постоянного тока или их комбинациями.
21. Электретный фильтрующий материал по п.20, отличающийся тем, что полотно имеет достаточный электростатический заряд для обеспечения фильтрующей характеристики, определяемой по QF, равное 0,3 (мм H2O)-1 или больше при скорости набегающего потока 6,9 см/с.
22. Электретный фильтрующий материал по п.16, отличающийся тем, что фильтрующий материал представляет собой:
фильтр респиратора, фильтр системы вентиляции помещения, фильтр системы вентиляции автомобиля, фильтр кондиционера воздуха, печной фильтр, фильтр комнатного устройства очистки воздуха, фильтр пылесоса или фильтр компьютерного дисковода.
23. Электретный фильтрующий материал по п.16, отличающийся тем, что фильтрующий материал в комбинации с респираторным блоком является компонентом респираторного устройства, предназначенного для использования человеком.
24. Электретный фильтрующий материал по п.16, отличающийся тем, что фильтрующий материал характеризуется коэффициентом проникания (%), равный по меньшей мере 300% при скорости набегающего потока 6,9 см/с, при проведении испытаний в соответствии с методикой испытаний на разряжание под действием рентгеновского излучения.
25. Электретный фильтрующий материал по п.16, отличающийся тем, что фильтрующий материал имеет исходное значение фактора качества, равное по меньшей мере 0,3 (мм H2O)-1 при скорости набегающего потока 6,9 см/с, а после облучения рентгеновскими лучами в течение 60 мин - величину фактора качества, составляющую менее 50% от исходного фактора качества, при проведении испытаний в соответствии с методикой испытаний на разряжание под действием рентгеновского излучения.
| US 5976208 A, 02.11.1999 | |||
| US 6123752 A1, 26.09.2000 | |||
| US 6406657 B1, 18.06.2002. |

