Изобретение относится к измерительной технике, может быть использовано в ближнеполевой сканирующей СВЧ и оптической микроскопии. Предложенный тип высокопроводящих зондов позволяет производить локальные исследования объектов микро- и наноэлектроники и биологических объектов.
Предложенный способ позволяет изготавливать металлические высокопроводящие зонды с диэлектрическим покрытием из стекла, радиус закругления кончика которых может составлять доли микрона.
Известен тип металлических зондов, применяемый в атомно-силовой микроскопии и туннельной микроскопии, представляющий из себя заостренную посредством электрохимического травления металлическую проволоку (например, из вольфрама) (В.Л.Миронов. Основы сканирующей зондовой микроскопии. М.: Техносфера, с.114). Однако у данного типа зондов имеется ряд недостатков, а именно, т.к. большинство металлов и металлических сплавов, обладающих высокой электрической проводимостью, имеют низкую механическую твердость, и наоборот, твердые металлы и металлические сплавы имеют, как правило, низкую электрическую проводимость, то в данном изделии не удается сочетать, и высокую электрическую проводимость, важную для обеспечения качественных измерений как на постоянном токе, СВЧ диапазоне, так и в оптическом диапазоне длин волн, так и высокую механическую твердость зондов, которая важна для их долговечности. Также следует отметить, что у данного типа зондов, кроме заострения кончика зонда, не обеспечивается каких либо дополнительных мер по повышению плотности потока электрического поля у поверхности кончика зонда, которое в основном и обеспечивает высокую разрешающую способность построенных на его основе измерительных приборов.
Также известен тип зондов, представляющий из себя заостренную с одного конца проволоку, изготавливаемую из высокопроводящего электрический ток и мягкого материала (сплав платины и иридия), применяемый в туннельной микроскопии (В.Л.Миронов. Основы сканирующей зондовой микроскопии. М.: Техносфера, с.114). Данный тип зондов, как и предыдущий, имеет серьезный недостаток, а именно, т.к. материал зонда, хотя и обладает высокой электрической проводимостью, однако имеет очень низкую механическую твердость и, следовательно, склонен к затуплению кончика, что снижает долговечность зонда и сужает диапазон возможных применений. Так же как и у предыдущего типа зондов у данного типа, кроме самого заострения кончика зонда, не обеспечивается каких-либо дополнительных мер по повышению плотности потока электрического поля у поверхности кончика зонда, который в основном и обеспечивает высокую разрешающую способность построенных на его основе измерительных приборов.
Наиболее близким по конструкции к заявляемому устройству, однако не являющимся аналогом по назначению, является стеклянный микроэлектрод, представляющий собой стеклянную трубку, выполненную сужающейся к концу до размеров порядка 0.1 мкм и заполненную проводящим электрический ток электролитом. Данный тип микроэлектродов нашел широкое применение для внутриклеточной регистрации электрических параметров клеточных мембран, для поляризации клеточных мембран электрическим током и для введения различных веществ внутрь клетки (ионофорез) или подачи их на ее поверхность (аппликация) (Кожечкин С.Н. Микроэлектроды // Приборы и методы для микроэлектродного исследования клеток / под ред. Вепринцев Б.Н., Крастс И.В. - Пущино: Научный центр биологических исследований АН СССР в Пущине, 1975. - 800 экз). Данный тип микроэлектродов не применим в качестве зонда для микроскопии твердых сред, т.к. электролит будет вытекать из полости микроэлектрода, а если даже среда и заполнена некоторой жидкостью, то электролит будет смешиваться с последней, что будет приводить к изменению его свойств в ходе процесса измерения. Также микроэлектрод не применим в качестве зонда СВЧ ближнеполевого микроскопа, т.к. СВЧ излучение очень быстро затухает в электролите.
Известна методика электрохимического формирования металлических зондов для атомно-силовой и туннельной микроскопии, также используемая для приготовления эмиттеров для автоионных микроскопов, в которой процесс приготовления зондов выглядит следующим образом: заготовка из вольфрамовой проволоки укрепляется так, чтобы один из ее концов проходил сквозь проводящую диафрагму и погружался в водный раствор щелочи КОН (или NaOH). Контакт между диафрагмой и вольфрамовой проволокой осуществляется посредством капли КОН (или NaOH), расположенной в отверстии диафрагмы. При пропускании электрического тока между диафрагмой и электродом, расположенным в растворе КОН, происходит перетравливание заготовки. По мере травления толщина перетравливаемой области становится настолько малой, что происходит разрыв заготовки за счет веса нижней части. При этом нижняя часть отпадает, что автоматически разрывает электрическую цепь и останавливает процесс травления (В.Л. Миронов. Основы сканирующей зондовой микроскопии. М.: Техносфера, с.114). Однако зонды, полученные по данной методике, не имеют диэлектрической оболочки, а следовательно, не защищены механически снаружи. Отсутствие этой оболочки не обеспечивает дополнительных условий для локализации поля и, следовательно, повышения разрешающей способности.
Другая широко применяемая методика приготовления зондов - перерезание тонкой проволоки из PtIr (сплав платины и иридия) сплава с помощью обыкновенных ножниц. Перерезание производится под углом порядка 45 градусов с одновременным натяжением проволоки на разрыв. При перерезании происходит пластическая деформация проволоки в месте резки и обрыв ее под действием растягивающего усилия. В результате в месте разреза формируется вытянутое острие с неровным (рваным) краем с многочисленными выступами, один из которых и оказывается рабочим элементом зонда (В.Л.Миронов. Основы сканирующей зондовой микроскопии. М.: Техносфера, с.114). Недостаток данного типа зондов и способа их изготовления тот же, что у описанной выше.
Также известна методика химического формирования стеклянных зондов для сканирующей ближнеполевой оптической микроскопии, которая заключается в следующем: очищенный от защитного слоя конец оптического волокна погружается в раствор, состоящий из двух несмешивающихся жидкостей - смеси HF, NH4F, Н2О, которая является травителем для кварца, и жидкости с меньшей плотностью, например, толуола. Толуол располагается поверх травителя и служит для формирования мениска смачивания на границе толуол-травитель-волокно. По мере травления толщина волокна уменьшается, что приводит к уменьшению высоты мениска. В результате в процессе травления на конце волокна происходит формирование конусообразного острия. Затем кончик покрывается тонким слоем металла. Покрытие наносится с помощью вакуумного напыления под углом порядка 30 градусов к оси волокна, так что на кончике острия в области тени остается незапыленный участок малой апертуры, который и является ближнеполевым источником излучения (US 5960147, МПК G02B 6/02; G02B 21/00; G01N 23/00 Hiroshi Muramatsu, Noritaka Yamamoto, Norio Chiba, Kunio Nakajima). Недостатком является то, что данная методика не позволяет получать коаксиальные зонды с металлической сердцевиной, что не позволяет использовать зонды, полученные посредством данной методики, в СВЧ ближнеполевой микроскопии.
Наиболее близким к заявляемому способу получения зонда является способ изготовления микроэлектродов. Стеклянный микроэлектрод изготавливают путем нагрева стеклянной трубки до пластичного состояния, вытягиванием до разрыва и последующего заполнения полости трубки проводником, представляющим собой электролит. Параметры получаемого микроэлектрода зависят от выбранного сорта стекла, диаметра трубки, температуры нагрева, момента начала рывка и его силы (Камкин А.Г., Киселева И.С. Техническое обеспечение микроэлектродного исследования клеток / под ред. И.С.Киселевой. - М.: 2 МГОЛМИ им. Н.И.Пирогова, 1989, 174 с.). Недостатком данного способа является высокая трудоемкость и низкая технологичность при использовании металла в качестве проводника.
Задачей является создание зонда для ближнеполевой СВЧ и оптической микроскопии, туннельной и атомно-силовой микроскопии и способа изготовления зонда с улучшенными электродинамическими и механическими характеристиками при сохранении высоких электрических свойств (проводимость).
Техническим результатом является улучшение локализации поля, а следовательно, повышение разрешающей способности, а также улучшение в сравнении с аналогами и прототипом механических свойства и долговечности.
Технический результат достигается за счет применения металлического зонда с диэлектрическим покрытием из стекла, радиус закругления кончика которого может составлять доли микрона, такой зонд может быть использован как в сканирующей ближнеполевой сверхвысокочастотной (СВЧ) микроскопии, так и в сканирующей ближнеполевой оптической микроскопии. Зонд представляет собой стеклянную трубку, заполненную проводящим материалом в виде металла или металлического сплава, заостренную на конце до радиуса закругления кончика в доли микрона. Обеспечение заданного радиуса закругления кончика зонда производится посредством подбора исходных материалов и их геометрических размеров, температуры процесса и скорости растяжения. Предложенный способ позволяет изготавливать вышеописанный тип зондов. Способ заключается в помещении в стеклянную трубку легкоплавкого металла или металлического сплава, температура плавления которого значительно меньше температуры размягчения стекла, из которого изготовлена стеклянная трубка, с последующим локальным нагревом полученной заготовки в месте, где в трубке располагается металл (металлический сплав), до температуры размягчения стекла (металл при этом расплавляется) с последующим растяжением до разрыва, в результате чего получается тонкий оборванный на конце стеклянный капилляр, заполненный жидким металлом (сплавом), который затем остужается до комнатной температуры (в результате чего стекло отвердевает, а металл (сплав) кристаллизуется). Полученный кончик капилляра, заполненного кристаллизовавшимся металлом, и является зондом.
Общими признаками у заявляемого зонда и его аналогов являются наличие в конструкции диэлектрической среды (стекла). Однако в известных зондах электромагнитное излучение распространяется, как в волноводе. В отличие от аналогов заявляемый зонд представляет собой стеклянную трубку, полость которой заполнена высокопроводящим материалом в виде легкоплавкого металла или металлического сплава, следовательно, по заявляемому зонду электромагнитное излучение распространяется, как по коаксиальной линии передач.
Общими признаками у заявляемого способа и его прототипа являются наличие общих операций формирования острия зонда, а именно локальный нагрев стекла до температуры его размягчения с одновременным растяжением до разрыва. Отличия заключаются в том, что в полость стеклянной трубки предварительно помещают металл или металлический сплав, температура плавления которого значительно меньше температуры размягчения стекла, из которого изготовлена стеклянная трубка, а последующий локальный нагрев полученной заготовки осуществляют в месте расположения металла (или сплава), при этом металл расплавляется. В результате растяжения до разрыва получают тонкий оборванный на конце стеклянный капилляр, заполненный жидким металлом (сплавом), который затем охлаждают до температуры твердения стекла и кристаллизации металла (сплава). Полученный кончик капилляра, заполненного кристаллизовавшимся металлом, и является зондом. Необходимый радиус закругления кончика зонда получают посредством подбора исходных материалов и их геометрических размеров, температуры нагрева и скорости растяжения.
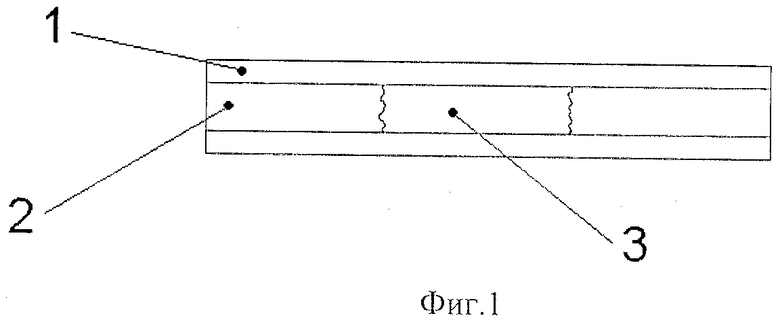
На фигурах 1, 2 и 3 условно изображены технологические этапы формирования заявляемого зонда. Позициями на чертежах обозначены:
1 - стеклянная трубка,
2 - полость стеклянной трубки,
3 - сердцевина;
4 - острие.
Зонд представляет из себя стеклянную трубку с тупым и острым концами и сердцевиной, представляющей собой высокопроводящий металл или металлический сплав. Острый конец трубки (острие) выполнен сужающимся, при этом даже самый кончик заполнен высокопроводящим металлом или металлическим сплавом. Металлическая сердцевина заканчивается на одном уровне со стеклянной оболочкой.
Зонд устанавливают в качестве продолжения центрального проводника коаксиальной зондовой части ближнеполевого СВЧ и/или оптического микроскопа таким образом, что его металлическая сердцевина со стороны тупого конца имеет электрический контакт с центральным проводником. Затем в данную зондовую часть подают СВЧ (и/или оптическое) излучение. Исследуемый объект подводят к острому концу зонда (острию) на расстояние, приблизительно равное или меньшее диаметра последнего. В процессе измерения это расстояние поддерживают неизменным. Далее образец перемещают относительно острого конца зонда, одновременно измеряя отклик зондовой коаксиальной части микроскопа по отражению и/или пропусканию электромагнитного излучения, тем самым сканируя образец. Зонд в данном случае выполняет функцию элемента электродинамической системы, который концентрирует электромагнитное поле у самого кончика острия, тем самым обеспечивая высокое разрешение процесса сканирования.
Способ изготовления металлических высокопроводящих зондов с диэлектрическим покрытием из стекла (диэлектрических стеклянных зондов с высокопроводящей сердцевиной), радиус закругления кончика которых может составлять доли микрона, заключается в следующем. Перед началом процесса изготовления острия (позиция 4 фигура 3) в центральную часть полости (позиция 2 фигура 1) трубки (позиция 1 фигура 1) помещают кусочек проволоки из легкоплавкого металла или металлического сплава (позиция 3 фигура 1), температура плавления которого значительно меньше температуры размягчения стекла, из которого изготовлена стеклянная трубка (позиция 1 фигура 1) (например, проволока оловянно-свинцового припоя типа ПОС-61). Диаметр этой проволоки (позиция 3 фигура 1) должен быть немного меньше внутреннего диаметра стеклянной трубки (позиция 1 фигура 1), с одной стороны, для обеспечения плотного заполнения полости (позиция 2 фигура 1) трубки и, с другой стороны, для обеспечения легкого помещения проволоки (позиция 3 фигура 1) внутрь полости. Материалом трубки (позиция 1 фигура 1) может быть стекло силикатное медицинское марки МС-1, НС-2 или любое другое с подходящей температурой размягчения, при этом внешний диаметр трубки (позиция 1 фигура 1) может быть 2 мм, внутренний - 1 мм. Далее производят локальный нагрев средней части трубки (позиция 1 фигура 2), в которой находится проволока (позиция 3 фигура 2) до размягчения последней, после чего растягивают нагретую трубку (позиция 1 фигура 2) до разрыва. В качестве источника тепла возможно использовать газовую горелку (температура пламени порядка 1000°С). В процессе растяжения трубки (позиция 1 фигура 2) обеспечивают ее вращение вдоль продольной оси для равномерного нагрева. Усилие, прилагаемое к трубке 1 при растяжении, находится в пределах от 0.1 Н до 0.5 Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ИГЛ ДЛЯ СКАНИРУЮЩЕЙ ТУННЕЛЬНОЙ МИКРОСКОПИИ | 2007 |
|
RU2389033C2 |
| Зонд для сканирующей зондовой микроскопии и способ его изготовления (варианты) | 2017 |
|
RU2660418C1 |
| МЕТАЛЛИЧЕСКИЙ НАКОНЕЧНИК ДЛЯ ИСПОЛЬЗОВАНИЯ В СКАНИРУЮЩЕМ ЗОНДЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО НАКОНЕЧНИКА | 2010 |
|
RU2550759C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ И РАЗМЕРОВ ОСТРИЯ ИГЛЫ ЗОНДОВОГО МИКРОСКОПА | 2010 |
|
RU2449294C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛУЧШЕННОГО НАНОСПЕКТРОСКОПИЧЕСКОГО СКАНИРОВАНИЯ | 2005 |
|
RU2378627C2 |
| СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП, СОВМЕЩЕННЫЙ С УСТРОЙСТВОМ ИЗМЕРЕНИЯ МАССЫ И ДИССИПАТИВНЫХ СВОЙСТВ | 2008 |
|
RU2407021C2 |
| Измерительный зонд и способ его изготовления | 2017 |
|
RU2654385C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ МЕТАЛЛОДИЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2013 |
|
RU2534728C1 |
| СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП, СОВМЕЩЕННЫЙ С УСТРОЙСТВОМ МОДИФИКАЦИИ ПОВЕРХНОСТИ ОБЪЕКТА | 2012 |
|
RU2572522C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА ПОСТОЯННОГО И ПЕРЕМЕННОГО ДИАМЕТРА ИЗ АМОРФНОГО СПЛАВА | 2017 |
|
RU2706794C2 |

Изобретение относится к измерительной технике и может быть использовано в ближнеполевой сканирующей СВЧ и оптической микроскопии. Способ изготовления стеклянного зонда с проводящей сердцевиной включает помещение в стеклянную трубку легкоплавкого металла или металлического сплава, температура плавления которого значительно меньше температуры размягчения стекла, из которого изготовлена стеклянная трубка, локальный нагрев стеклянной полой трубки до ее размягчения и последующее растяжение трубки до разрыва. Техническим результатом является повышение разрешающей способности, улучшение механических свойств и долговечности. 3 ил.
Способ изготовления стеклянного зонда с проводящей сердцевиной, включающий локальный нагрев стеклянной полой трубки до ее размягчения и последующее растяжение трубки до разрыва, отличающийся тем, что перед началом процесса в стеклянную трубку помещают легкоплавкий металл или металлический сплав, температура плавления которого значительно меньше температуры размягчения стекла, из которого изготовлена стеклянная трубка.
| US 2006125465 A1, 15.06.2006 | |||
| US 20100285210 A1, 11.11.2010 | |||
| US 4917462 A, 17.04.1990 | |||
| Отвес | 1954 |
|
SU101840A1 |

