Группа изобретений относится к ультразвуковому контролю металлургической продукции, например непрерывно литых заготовок, листов, труб, сортового проката и т.д., электромагнитно-акустическими преобразователями на воздушной подушке. Группа изобретений может быть использована в составе автоматизированных установок ультразвукового неразрушающего контроля, эксплуатируемых на металлургическом производстве.
Как известно из области техники, преимущество использования электромагнитно-акустических преобразователей (ЭМАП) состоит в возможности проведения контроля без применения контактной жидкости, как в случае с пьезоэлектрическими преобразователями, и допускает определенный воздушный зазор между преобразователем и объектом контроля. В случае динамического контроля при контакте подложки ЭМАП с поверхностью объекта контроля происходит истирание и разрушение ЭМАП, что приводит к дополнительным затратам производства металлопродукции. Для увеличения ресурса работы блоков ЭМАП существуют технические решения, использующие воздушную подушку между подложкой ЭМАП и поверхностью объекта контроля.
Задачей, на решение которой направлена заявляемая группа изобретений, является повышение достоверности контроля с помощью ЭМАП за счет исключения влияния качества поверхности объекта контроля на результаты контроля, а также увеличение ресурса работы ЭМАП.
Известен электромагнитно-акустический преобразователь, конструкция которого позволяет образовать воздушную подушку (патент RU 2223487, Кл. G01N 29/24, 2002 г.)
Известное техническое решение обеспечивает постоянную величину воздушной подушки между подложкой и поверхностью объекта контроля, но при этом качество поверхности объекта контроля (например, наличие окалины) не учитывается, что снижает достоверность контроля.
Наиболее близким по технической сущности и достигаемому при использовании результату к заявляемому способу является способ ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке, включающий возбуждение в объекте контроля ультразвуковых колебаний, распространяющихся в плоскости контролируемого объекта, прием и обработку отраженного от дефекта объекта контроля сигнала (патент RU 2123401, Кл. В21В 38/00, 1998 г.). Данное техническое решение взято за прототип по заявляемому изобретению на способ.
Недостатками данного способа являются влияние на качество контроля неровностей поверхности объекта контроля и повышенные требования к качеству воздуха, используемого для создания воздушной подушки, что практически невозможно обеспечить в производственных условиях.
Сущность изобретения заключается в том, что заявляемый способ ультразвукового контроля позволяет исключить влияние неровностей поверхностей объекта контроля на результаты и достоверность контроля.
Это достигается тем, что в способе ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке, включающем возбуждение в объекте контроля ультразвуковых колебаний, распространяющихся в плоскости контролируемого объекта, прием и обработку отраженного от дефекта объекта контроля сигнала, перед процессом контроля дополнительно измеряют температуру объекта контроля, воздушную подушку создают путем подачи между плоскостями ультразвуковых преобразователей и поверхностью объекта контроля паровоздушной смеси под давлением, удовлетворяющим условию Р×S=F, где Р - давление паровоздушной смеси, S - площадь рабочей поверхности ультразвукового преобразователя, F - сила прижатия преобразователя к поверхности объекта контроля, при этом соотношение пара к воздуху выбирают в пределах от 0,01% до 3% по объему смеси в зависимости от температуры объекта контроля, при этом при температуре объекта контроля от +100°С до +1200°С, соотношение пара к воздуху берут в пределах от 0,01 до 0,05% по объему смеси, а при температуре объекта контроля меньше +100°С соотношение пара к воздуху берут в пределах от 0,05 до 3% по объему смеси.
Заявляемый способ ультразвукового контроля позволяет повысить достоверность контроля за счет исключения влияния неровностей поверхности объекта контроля, увеличить ресурс работы ЭМАП за счет уменьшения истирания подложки ЭМАП о поверхность объекта контроля.
Заявляемый способ ультразвукового контроля может быть осуществлен с помощью предлагаемого устройства.
Заявляемые способ ультразвукового контроля и устройство для его осуществления объединены единым изобретательским замыслом, поскольку устройство позволяет реализовать способ ультразвукового контроля преобразователями на воздушной подушке, исключающий влияние неровностей поверхности объекта контроля, и увеличивающий ресурс работы ЭМАП за счет уменьшения истирания подложки ЭМАП о поверхность объекта контроля.
Известно техническое решение, в котором ЭМАП содержит корпус, катушки индуктивности, магнитопровод и систему воздухопроводов для создания воздушной подушки (патент RU 2223487, Кл. G01N 29/24, 2002 г.).
Данная конструкция не учитывает неровности поверхности объекта контроля, что снижает достоверность контроля и уменьшает срок службы преобразователя.
Наиболее близким по технической сущности и достигаемому при использовании результату к заявляемому устройству является устройство для ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке, содержащее совокупность электромагнитно-акустических преобразователей на воздушной подушке, подключенных к блоку генераторов и к блоку приемных усилителей, блок когерентного накопления отраженного сигнала, включенный между выходами приемных усилителей и входом регистрирующего устройства (патент RU 2123401, Кл. В21В 38/00, 1998 г.).
Данное техническое решение взято за прототип к заявляемому устройству.
Известное изобретение не позволяет учесть неровности поверхности объекта контроля, что, в свою очередь, снижает достоверность результатов контроля.
Сущность изобретения заключается в том, что заявляемая конструкция обеспечивает осуществление способа за счет того, что в конструкцию устройства введены элементы, обеспечивающие зависимость состава паровоздушной смеси от температуры поверхности объекта контроля.
Это достигается тем, что устройство для ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке, содержащее совокупность электромагнитно-акустических преобразователей на воздушной подушке, подключенных к блоку генераторов и к блоку приемных усилителей, блок когерентного накопления отраженного сигнала, включенный между выходами приемных усилителей и входом регистрирующего устройства, дополнительно содержит датчики измерения температуры объекта контроля, механизмы подачи сжатого воздуха, резервуар с жидкостью, парообразователь, дозатор пара и смесительную камеру, при этом датчик измерения температуры электрически связан с дозатором пара, резервуар с жидкостью гидравлически связан с парообразователем, гидравлически связанным с дозатором пара, соединенным со смесительной камерой, причем смесительная камера связана с механизмом подачи сжатого воздуха и соединена с каналами электромагнитно-акустических преобразователей для создания воздушной подушки. При этом датчик измерения температуры объекта контроля выполнен в виде инфракрасного пирометра.
К достоинствам заявляемого устройства относятся высокая достоверность результатов контроля, исключение возможных неровностей поверхности объекта контроля, снижение истирания подложки ЭМАП, что приводит к увеличению его ресурса работы.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, содержащим сведения об аналогах изобретения как на способ, так и устройство, позволил установить, что аналоги, характеризующиеся признаками заявляемых способа и устройства, не обнаружены, а из перечня выявленных аналогов подобраны прототипы как для способа, так и для устройства, что позволило определить отличительные признаки заявляемого способа ультразвукового контроля и устройства для его осуществления. По мнению заявителя, заявляемая группа изобретений соответствует критерию «новизна» по действующему законодательству.
Технические решения, заявленные в группе изобретений, не следуют явным образом из известного уровня техники, поэтому оно соответствует критерию «изобретательский уровень».
Для подтверждения промышленной применимости группы изобретений приведена блок-схема устройства для осуществления способа. Устройство для ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке содержит электромагнитно-акустические преобразователи 1 на воздушной подушке, подключенные к блоку генераторов 2 и к блоку приемных усилителей 3. Блок 4 когерентного накопления отраженного сигнала, включенный между выходами приемных усилителей 3 и входом регистрирующего устройства 5. Устройство дополнительно содержит датчик 6 измерения температуры объекта контроля 7, электрически связанный с дозатором пара 8, который через парообразователь 9 гидравлически связан с резервуаром с жидкостью 10. Дозатор пара 8 соединен со смесительной камерой 11, связанной с механизмом подачи сжатого воздуха 12 и каналами 13 электромагнитно-акустических преобразователей для создания воздушной подушки.
Принцип осуществления способа ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке показан на примере работы устройства для осуществления данного способа.
Устройство для осуществления способа ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке работает следующим образом.
Первоначально жидкость из резервуара с жидкостью 10 поступает в парообразователь 9, пар, в свою очередь, поступает в дозатор пара 8. Механизм 12 подает сжатый воздух в смесительную камеру 11. Объект контроля 7 входит в зону действия датчика 6, который измеряет температуру объекта контроля 7 и подает управляющий сигнал на дозатор пара 8. В зависимости от управляющего сигнала датчика 6 дозатор пара 8 подает в смесительную камеру 11 пар в пределах от 0,01% до 3% по объему смеси. ЭМАП 1 опускают на объект контроля 7 и в момент касания из смесительной камеры 11 по каналам 12 в ЭМАП подают паровоздушную смесь, при этом между подложкой ЭМАП 1 и объекта контроля 7 создается воздушная подушка h. Генератор 2 генерирует высокочастотный электрический сигнал и подает его на катушки индуктивности ЭМАП 1, что возбуждает ультразвуковую волну в объекте контроля 7. Отраженный от дефекта объекта контроля 7 сигнал регистрируется ЭМАП 1 и поступает в приемный усилитель 3, после чего через блок 4 когерентного накопления отраженного сигнала поступает в регистрирующее устройство 5, дающее заключение о наличии или отсутствии дефектов в зоне контроля.
Если датчик 6 регистрирует значение температуры в пределах от +100°С до +1200°С, дозатор 8 подает в смесительную камеру 11 пара в пределах от 0,01% до 0,05% по объему смеси. Поскольку температура объекта контроля 7 высока, то количество пара можно подавать в меньших пределах, т.к. при такой температуре наличие на поверхности объекта контроля 7 окалины достаточно мало, и подложка ЭМАП 1 не испытывает трения при перемещении объекта контроля 7, что увеличивает ресурс работы ЭМАП и достоверность контроля.
Если датчик 6 регистрирует температуру объекта контроля меньше +100°С, то количество окалины на поверхности объекта контроля 7 увеличивается, и, следовательно, необходимо увеличить количество пара от 0,05% до 3% по объему смеси, подаваемого из дозатора пара 8 в смесительную камеру 11.
Объем пара в паровоздушной смеси в пределах от 0,01% до 3% установлен экспериментальным путем: при объеме пара меньше 0,01% эффективность введения пара в паровоздушную смесь не дает эффекта по устранению окалины с поверхности объекта контроля, при введении в смесь пара более 3% нецелесообразно, т.к. может вызвать обратный эффект, т.е. привести, например, к коррозии объекта контроля.
При работе устройства в качестве датчика температуры 6 может быть использован любой датчик, позволяющий измерять температуры до 1200°С, например инфракрасный пирометр.
Таким образом, заявляемая группа изобретений промышленно применима и дает положительный эффект, описанный выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2348927C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2223487C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2447430C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2003 |
|
RU2247978C1 |
| СИГНАЛИЗАТОР УРОВНЯ ЖИДКОСТИ | 2023 |
|
RU2836446C2 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2219540C1 |
| Устройство для неразрушающего контроля металлопроката | 2021 |
|
RU2762521C1 |
| ПОДВЕСКА ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2008 |
|
RU2390013C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2003 |
|
RU2247979C1 |
Использование: для ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке. Сущность: заключается в том, что осуществляют возбуждение в объекте контроля ультразвуковых колебаний, распространяющихся в плоскости контролируемого объекта, прием и обработку отраженного от дефекта объекта контроля сигнала, при этом перед процессом контроля дополнительно измеряют температуру объекта контроля, воздушную подушку создают путем подачи между плоскостями ультразвуковых преобразователей и поверхностью объекта контроля паровоздушной смеси под давлением, удовлетворяющим условию P×S=F, где Р - давление паровоздушной смеси, S - площадь рабочей поверхности ультразвукового преобразователя, F - сила прижатия преобразователя к поверхности объекта контроля, при этом соотношение пара к воздуху выбирают в пределах от 0,01% до 3% по объему смеси в зависимости от температуры объекта контроля. Технический результат: повышение достоверности контроля с помощью электромагнитно-акустических преобразователей (ЭМАП), а также увеличение ресурса работы ЭМАП. 2 н. и 3 з.п. ф-лы, 1 ил.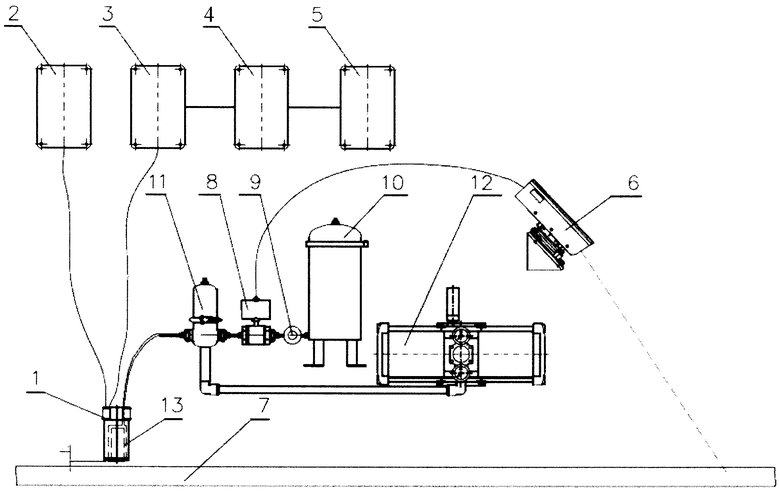
1. Способ ультразвукового контроля металлургической продукции электромагнитно-акустическими преобразователями на воздушной подушке, включающий возбуждение в объекте контроля ультразвуковых колебаний, распространяющихся в плоскости контролируемого объекта, прием и обработку отраженного от дефекта объекта контроля сигнала, отличающийся тем, что перед процессом контроля дополнительно измеряют температуру объекта контроля, воздушную подушку создают путем подачи между плоскостями ультразвуковых преобразователей и поверхностью объекта контроля паровоздушной смеси под давлением, удовлетворяющим условию P·S=F, где Р - давление паровоздушной смеси, S - площадь рабочей поверхности ультразвукового преобразователя, F - сила прижатия преобразователя к поверхности объекта контроля, при этом соотношение пара к воздуху выбирают в пределах от 0,01% до 3% по объему смеси в зависимости от температуры объекта контроля.
2. Способ по п.1, отличающийся тем, что при температуре объекта контроля от +100°С до +1200°С соотношение пара к воздуху берут в пределах от 0,01 до 0,05% по объему смеси.
3. Способ по п.1, отличающийся тем, что при температуре объекта контроля меньше +100°С соотношение пара к воздуху берут в пределах от 0,05 до 3% по объему смеси.
4. Устройство для осуществления способа по п.1, содержащее совокупность электромагнитно-акустических преобразователей на воздушной подушке, подключенных к блоку генераторов и к блоку приемных усилителей, блок когерентного накопления отраженного сигнала, включенный между выходами приемных усилителей и входом регистрирующего устройства, отличающееся тем, что оно дополнительно содержит датчики измерения температуры объекта контроля, механизмы подачи сжатого воздуха, резервуар с жидкостью, парообразователь, дозатор пара и смесительную камеру, при этом датчик измерения температуры электрически связан с дозатором пара, резервуар с жидкостью гидравлически связан с парообразователем, гидравлически связанным с дозатором пара, соединенным со смесительной камерой, причем смесительная камера связана с механизмом подачи сжатого воздуха и соединена с каналами электромагнитно-акустических преобразователей для создания воздушной подушки.
5. Устройство по п.4, отличающееся тем, что датчик измерения температуры объекта контроля выполнен в виде инфракрасного пирометра.
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| RU 234892701, 10.03.2009 | |||
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2003 |
|
RU2247979C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2219539C1 |
| RU 221954001, 20.12.2003 | |||
| US 5689070 A, 18.11.1997 | |||
| US 6125706 A, 03.10.2000 | |||
| JP 55104199 A, 09.08.1980. | |||

