Предлагаемое изобретение относится к области неразрушающего контроля продукции металлургической промышленности, в частности металлопроката, и предназначено для обнаружения дефектов на листовом и сортовом прокате.
В настоящее время известны различные устройства и способы для проведения неразрушающего контроля металлопроката с применением ультразвуковых преобразователей, пьезоэлектрических преобразователей, различных датчиков, однако они не обеспечивают необходимой точности позиционирования подвески преобразователей, датчиков, не обеспечивают надежности работы данных устройств в условиях работы при повышенных температурах.
Так известно устройство для ультразвукового контроля листового проката по патенту РФ на ИЗ № 2298180, содержащее две платформы, одна из которых установлена с возможностью перемещения поперек контролируемого листа, а другая установлена неподвижно. На подвижной платформе установлены балки с электромагнитно-акустическими преобразователями (ЭМАП), при этом балки снабжены датчиками перемещения и датчиками положения кромок листа. На неподвижной платформе, установленной перед подвижной платформой, по ходу движения контролируемого листа установлены оптические датчики для обнаружения контролируемого листа и поиска его кромок. Перед неподвижной платформой установлены оптические датчики для контроля формы поперечных кромок контролируемого листа и определения начала и конца зоны ультразвукового контроля, при этом устройство имеет рычажную систему подъема и опускания блока ЭМАП.
Недостатком данного устройства является использование системы рычажного типа в качестве позиционирующей системы блока ЭМАП на листовой прокат, что не обеспечивает необходимой точности позиционирования блока ЭМАП из-за изменения координаты посадки в направлении движения проката на листах различной толщины.
Известно также устройство для ультразвукового контроля круглого проката по патенту РФ на ИЗ № 2313785, выбранное в качестве прототипа.
Данное устройство содержит систему регулирования, состоящую из механизма подвода и прижима подложки к объекту контроля, и механизма центрирования и независимого прижима ультразвукового преобразователя к объекту контроля, при этом механизм подвода и прижима подложки к объекту контроля содержит корпус, на котором смонтированы направляющие, соединенные траверсой с пневмоцилиндром и снабженные цапфами для соединения с механизмом центрирования и независимого прижима ультразвукового преобразователя к объекту контроля, механизм центрирования и независимого прижима ультразвукового преобразователя к объекту контроля содержит подложку, которая жестко связана с механизмом подвода и прижима подложки к объекту контроля при помощи рамки, соединенной с направляющими механизма подвода и прижима подложки при помощи осей, обеспечивающих качание подложки в плоскостях поперечного и продольного сечений объекта контроля, на подложке установлена планка с ультразвуковым преобразователем, на которой смонтированы опоры скольжения, например, линейные подшипники для обеспечения ее вертикального перемещения относительно подложки при проходе дефектов, выступающих над поверхностью объекта контроля, корпуса линейных подшипников жестко закреплены на подложке, а штоки линейных подшипников жестко соединены с планкой, ультразвуковой преобразователь установлен по центру планки, которая прижата к подложке.
Недостатками данного устройства являются его большие размеры, за счет использования в его конструкции двух рамок для качания ультразвукового преобразователя, а также отсутствие централизованной и удобной системы смазки вертикальных направляющих, отсутствие необходимых блоков электроники, отсутствие траков для подвода кабелей от блоков электроники к датчикам.
Задачей предложенного изобретения является создание такой модульной конструкции устройства для неразрушающего контроля металлопроката, которая обеспечила бы возможность создания на ее основе формирования различных линеек для контроля объектов проката любой ширины, а также обеспечила бы надежную и безопасную работу устройства за счет наличия блоков электроники, системы воздушного охлаждения, защитных кожухов и защитных гофр.
Техническим результатом данного изобретения является расширение функциональных возможностей устройства при одновременном обеспечении надежности и безопасности его функционирования.
Поставленный технический результат достигается за счет того, что устройство для неразрушающего контроля металлопроката, содержащее механизм подъема-опускания датчика к объекту контроля, и механизм позиционирования датчика, при этом механизм подъема-опускания датчика содержит раму, на которой установлены вертикальные направляющие, пневмоцилиндр, а механизм позиционирования датчика имеет две оси, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля, также содержит, по меньшей мере, два блока электроники, каждый из которых установлен на раме, по меньшей мере, два вертикальных трака, масленки, каналы и фитинги для подачи сжатого воздуха для охлаждения устройства, а также создания воздушной подушки между датчиком и объектом контроля, при этом механизм подъема-опускания датчика к объекту контроля содержит, по меньшей мере, два пневмоцилиндра, две подвижные балки, на которых установлены вертикальные направляющие, которые заведены в шариковые каретки, защитные кожухи, выполненные с возможностью защиты шариковых кареток с вертикальными направляющими, защитные верхние и нижние гофры, выполненные с возможностью сжиматься и растягиваться в соответствии с положением штока пневмоцилиндра, при этом каждый защитный кожух установлен между верхним и нижним защитным гофром, которые прикреплены к верхней и нижней пластинам подвижной балки соответственно, а механизм позиционирования датчика содержит подвеску, на которой установлен датчик, и которая имеет две оси, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля, при этом каждый блок электроники имеет систему охлаждения сжатым воздухом, а каждый вертикальный тракт установлен между рамой и нижней пластиной подвижной балки, и выполнен с возможностью установки в нем кабелей от блока электроники к подвеске датчика, а каждая из масленок установлена на соответствующем защитном кожухе, соединена с соответствующей масленкой шариковой каретки, и выполнена также с возможностью обеспечения централизованной смазки вертикальных направляющих.
Предпочтительно, чтобы устройство для неразрушающего контроля металлопроката в качестве каждой вертикальной направляющей содержало рельсовую направляющую, которая заведена в шариковые каретки.
Целесообразно, чтобы в устройстве для неразрушающего контроля металлопроката каждый блок электроники содержал раму, в которой были размещены сопла для обдува сжатым воздухом блока электроники.
Для более полного раскрытия изобретения далее приводится описание конкретного возможного варианта его исполнения, которое поясняется соответствующими чертежами.
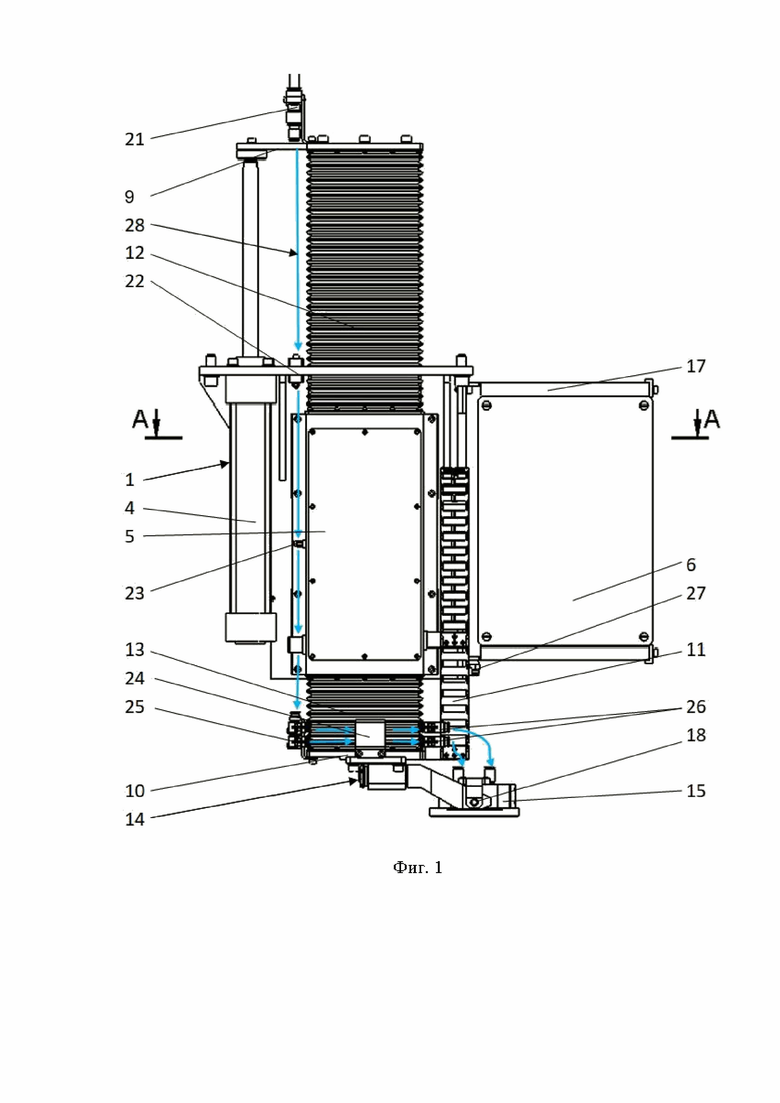
Фиг. 1 - вид спереди устройства для неразрушающего контроля металлопроката, выполненного согласно изобретению.
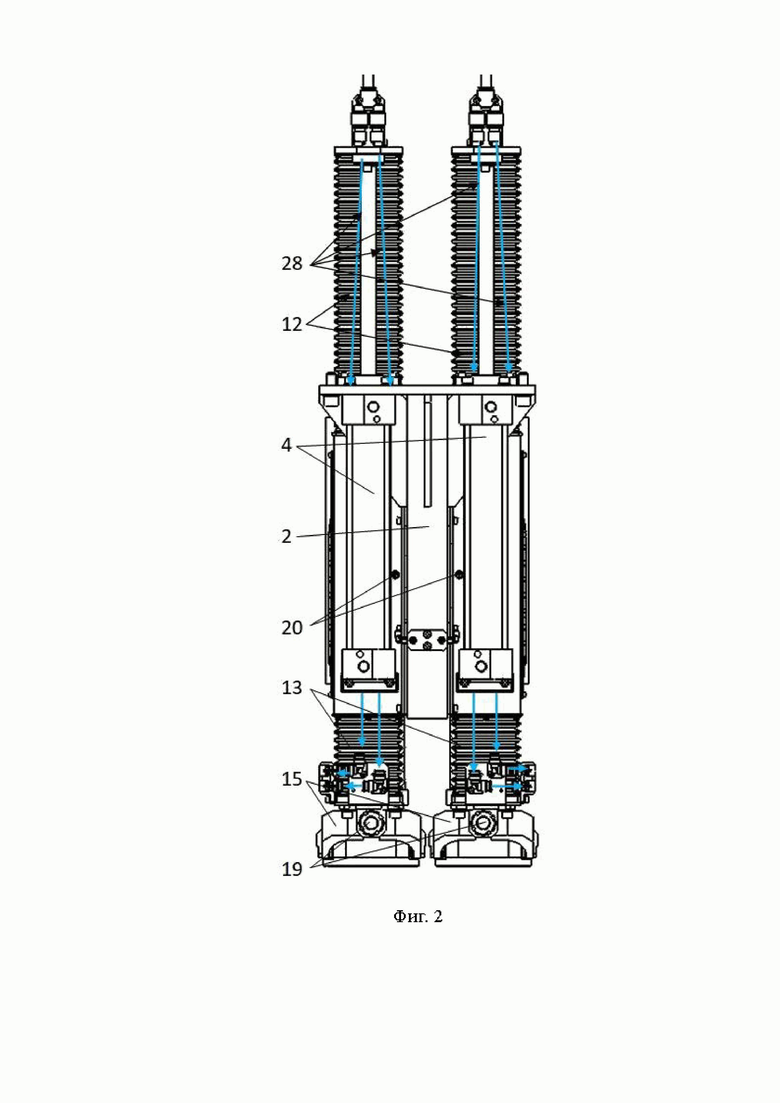
Фиг. 2 - вид сбоку устройства для неразрушающего контроля металлопроката, согласно изобретению.
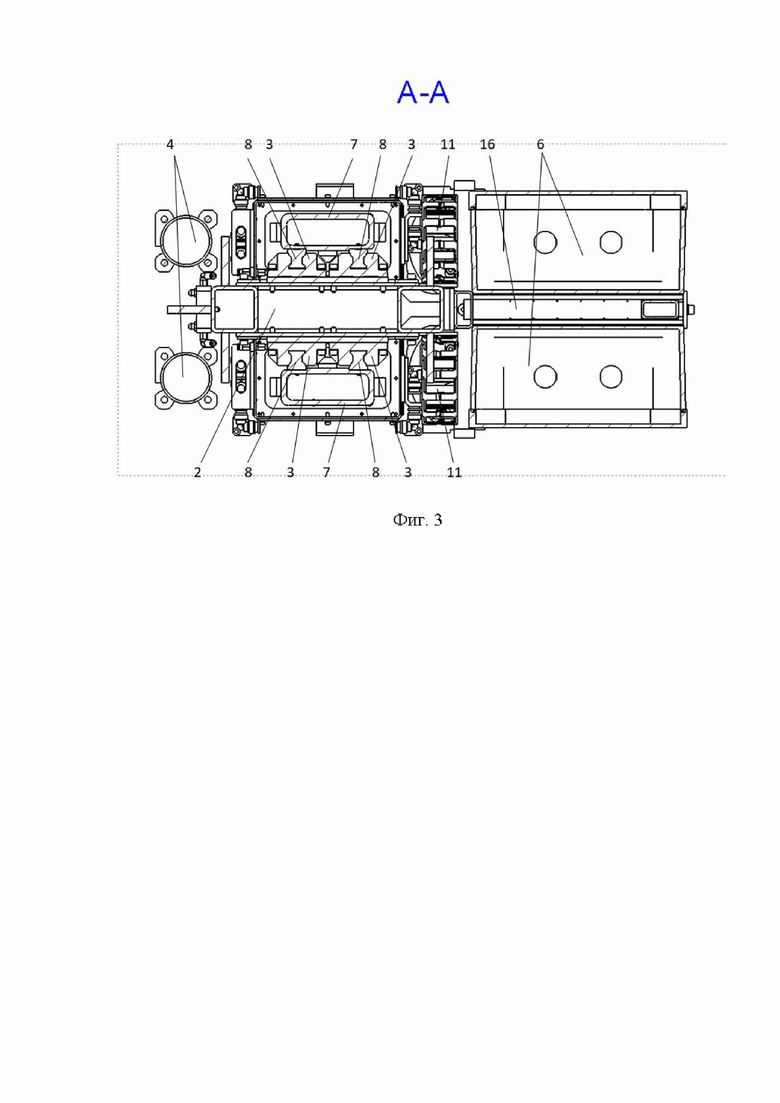
Фиг. 3 - вид на сечение А-А на Фиг. 1.
Устройство для неразрушающего контроля металлопроката, в предпочтительном варианте его выполнения, содержит механизм подъема-опускания 1 датчика к объекту контроля, который содержит раму 2, на которой установлены четыре шариковые каретки 3 с каждой стороны. По шариковым кареткам 3 перемещаются подвижные балки 7 с установленными на них вертикальными направляющими 8, каждая из которых заведена, в соответствующие ей, шариковые каретки 3. При этом, движение каждой подвижной балки 7 ограничено при помощи верхней крепежной пластины 9 и нижней крепежной пластины 10.
Механизм подъема-опускания 1 датчика к объекту контроля также содержит два пневмоцилиндра 4, два защитных кожуха 5, выполненных с возможностью защиты шариковых кареток 3 с вертикальными направляющими 8, защитные верхние гофры 12 и защитные нижние гофры 13, выполненные с возможностью сжиматься и растягиваться в соответствии с положением штока пневмоцилиндра 4, при этом каждый защитный кожух 5 установлен между верхним 12 и нижним 13 защитным гофром, которые прикреплены к верхней 9 и нижней 10 пластинам подвижной балки 7 соответственно.
Устройство также содержит два блока электроники 6, каждый из которых установлен на раме 17, которая имеет сопла 16 для подачи сжатого воздуха для охлаждения блоков электроники 6, два вертикальных трака 11, а также механизм позиционирования датчика 14, который содержит подвеску 15, на которой установлен датчик, и которая имеет две оси 18 и 19, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля.
В устройстве предусмотрено размещение, на корпусе каждого защитного кожуха, масленок 20, а также каналов 22-24, и фитингов 21, 25-27 для подачи сжатого воздуха от трубок подвода 28 сжатого воздуха для создания воздушной подушки между датчиком и объектом контроля.
В предпочтительном варианте устройства, в качестве каждой вертикальной направляющей 8, используют рельсовую направляющую, введенную в соответствующие ей шариковые каретки 3.
Блоки электроники 6 предназначены для обработки сигналов от акустических преобразователей, и не являются управляющими элементам устройства для неразрушающего контроля металлопроката.
Функционирует устройство для неразрушающего контроля металлопроката следующим образом.
В начальном положении штоки пневмоцилиндров 4 выдвинуты, вертикальный трак 11 занимает крайнее верхнее положение, верхняя защитная гофра 12 находится в растянутом положении, а нижняя защитная гофра 13 находится в сжатом положении.
В рабочем положении, при поступлении управляющих сигналов на пневмоцилиндры 4, их штоки втягиваются, и механизм подъема-опускания 1 датчика к объекту контроля перемещается вниз до тех пор, пока подвеска 15 датчика не опустится на объект контроля.
При этом верхняя защитная гофра 12 и нижняя защитная гофра 13, а также вертикальный трак 11 занимают необходимые промежуточные положения.
Затем, одновременно с опусканием подвески 15 датчика, поступают сигналы на обдув сжатым воздухом блоков электроники 6, а также сигналы подачи сжатого воздуха к подвеске 15 датчика для создания воздушной подушки. При этом, сжатый воздух из трубок подвода 28 сжатого воздуха подается через фитинг 27 и сопла 16, которые расположены в рамках 17 блоков электроники 6, охлаждая блок электроники 6, а сжатый воздух, который подается через специальные каналы и фитинги 21-26, поступает к подвеске 15 датчика для создания воздушной подушки между датчиком и объектом контроля.
Подвод кабелей от блоков электроники 6 к подвеске 15 датчика осуществляется через вертикальный трак 11.
В устройстве для неразрушающего контроля металлопроката удалось значительно расширить его функциональные возможности за счет того, что данное устройство представляет собой законченный модуль контроля, что позволяет формировать из данных модулей «линейки» для контроля объектов любой необходимой ширины.
Также, при изменении хода пневмоцилиндров 4, хода защитных гофр 12, 13, и длины рельсовых направляющих 8 возможно получить механизм подъема-опускания 1 датчика к объекту контроля с необходимым вертикальным ходом, что обеспечивает универсальность использования данного устройства для неразрушающего контроля металлопроката.
Позиционирование подвески 15 датчика осуществляется строго вертикально за счет вертикального расположения шариковых кареток 3, по которым перемещается подвижная балка 7 с рельсовыми направляющими 8, что гарантирует одинаковую координату места посадки вне зависимости от того, на какой высоте она произойдет, что обеспечивает значительное повышение точности позиционирования.
Выведение на корпус защитного кожуха 5 масленок 20 обеспечивает удобство смазки, в частности, шариковых кареток 3.
Использование шариковых кареток 3, а также рельсовых направляющих 8 для вертикального перемещения не требует постоянной настройки, что значительно повышает надежность функционирования устройства.
А применение в устройстве защитных гофр 12 и 13 обеспечивает полную защиту рельсовых направляющих 8 и шариковых кареток 3 от загрязнения и попадания на них пыли, что также значительно повышает надежность функционирования устройства.
Кроме того, использование в устройстве системы обдува сжатым воздухом блоков электроники 6, защищает устройство от возможности перегрева, что особенно важно при работе данного устройства в условиях повышенных температур.
Как очевидно специалистам в данной области техники, данное изобретение легко разработать в других конкретных формах, не выходя при этом за рамки сущности данного изобретения.
При этом настоящие варианты осуществления необходимо считать просто иллюстративными, а не ограничивающими, причем объем изобретения представлен его формулой, и предполагается, что в нее включены все возможные изменения и область эквивалентности пунктам формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ ХОДЬБЕ | 2013 |
|
RU2560511C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Установка для дефектоскопического сканирования | 2022 |
|
RU2782309C1 |
| СПОСОБ ПАРКОВКИ АВТОМОБИЛЕЙ В МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКЕ, МНОГОЯРУСНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА С ХРАНЕНИЕМ АВТОМОБИЛЕЙ НА ПОДДОНАХ, ПРИЁМНО-ПОВОРОТНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКИ С ПОДЪЁМНОЙ КЛЕТЬЮ, КЛЕТЬ ДЛЯ ТРАНСПОРТИРОВКИ ПОДДОНА ВНУТРИ МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКИ, МЕХАНИЗМ СИНХРОННОГО ГОРИЗОНТАЛЬНОГО ПЕРЕМЕЩЕНИЯ ГРУЗОНЕСУЩИХ КАРЕТОК КЛЕТИ, АВТОМОБИЛЬНЫЙ ПОДДОН | 2002 |
|
RU2208113C1 |
| Автоматическая траверса | 2020 |
|
RU2749677C1 |
| ДЕФЕКТОСКОП СОВМЕЩЕННОГО БЕСКОНТАКТНОГО МАГНИТНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2014 |
|
RU2603451C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| Устройство для образования пустот в железобетонных изделиях | 1988 |
|
SU1638022A1 |
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| МОБИЛЬНЫЙ КОМПЛЕКС ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 2007 |
|
RU2371340C2 |
Использование: для обнаружения дефектов на листовом и сортовом прокате. Сущность изобретения заключается в том, что устройство для неразрушающего контроля металлопроката содержит механизм подъема-опускания датчика к объекту контроля, и механизм позиционирования датчика, при этом механизм подъема-опускания датчика содержит раму, на которой установлены, по меньшей мере, два пневмоцилиндра, две подвижные балки, на которых установлены вертикальные направляющие, которые заведены в шариковые каретки, защитные кожухи, выполненные с возможностью защиты шариковых кареток с направляющими, защитные верхние и нижние гофры, а механизм позиционирования датчика имеет подвеску, на которой установлен датчик, и которая имеет две оси, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля, а также устройство содержит, по меньшей мере, два блока электроники, каждый из которых установлен на раме, по меньшей мере, два вертикальных трака, масленки, каналы и фитинги для подачи сжатого воздуха для охлаждения устройства и создания воздушной подушки между датчиком и объектом контроля. Технический результат: расширение функциональных возможностей устройства при одновременном обеспечении надежности и безопасности его функционирования. 2 з.п. ф-лы, 3 ил.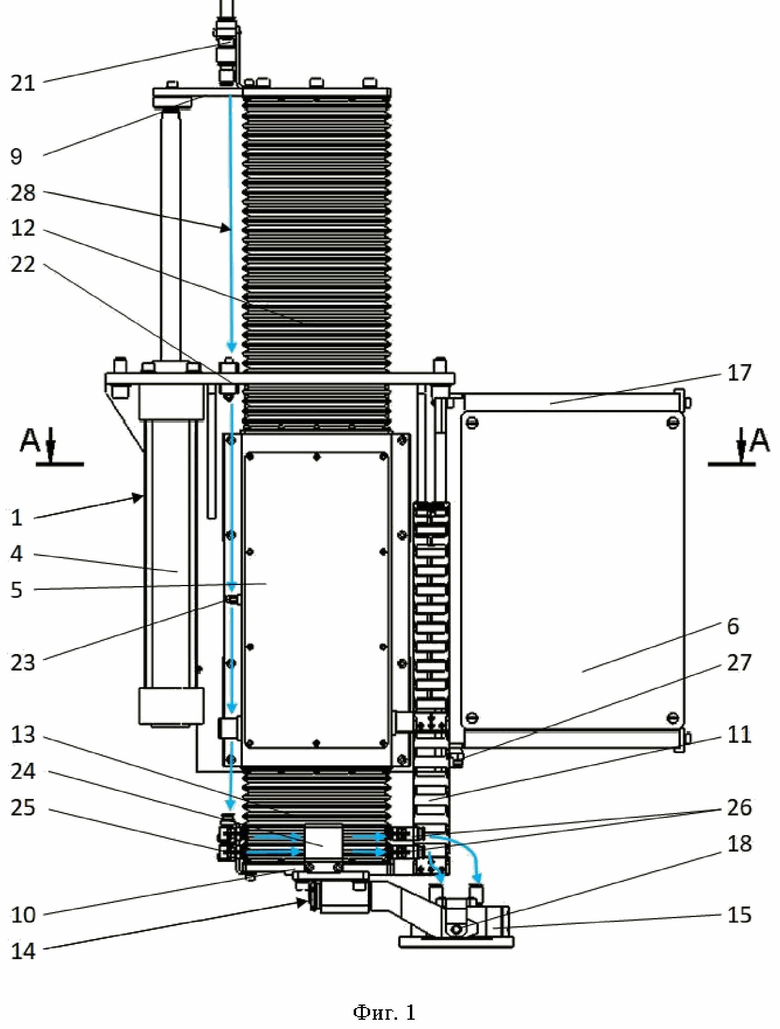
1. Устройство для неразрушающего контроля металлопроката, содержащее механизм подъема-опускания датчика к объекту контроля, и механизм позиционирования датчика, при этом механизм подъема-опускания датчика содержит раму, на которой установлены вертикальные направляющие, пневмоцилиндр, а механизм позиционирования датчика имеет две оси, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля, отличающееся тем, что содержит, по меньшей мере, два блока электроники, каждый из которых установлен на раме, по меньшей мере, два вертикальных трака, масленки, каналы и фитинги для подачи сжатого воздуха для охлаждения устройства, а также создания воздушной подушки между датчиком и объектом контроля, при этом механизм подъема-опускания датчика к объекту контроля содержит, по меньшей мере, два пневмоцилиндра, две подвижные балки, на которых установлены вертикальные направляющие, которые заведены в шариковые каретки, защитные кожухи, выполненные с возможностью защиты шариковых кареток с вертикальными направляющими, защитные верхние и нижние гофры, выполненные с возможностью сжиматься и растягиваться в соответствии с положением штока пневмоцилиндра, при этом каждый защитный кожух установлен между верхним и нижним защитным гофром, которые прикреплены к верхней и нижней пластинам подвижной балки соответственно, а механизм позиционирования датчика содержит подвеску, на которой установлен датчик, и которая имеет две оси, обеспечивающие качание датчика в плоскостях поперечного и продольного сечений объекта контроля, при этом каждый блок электроники имеет систему охлаждения сжатым воздухом, а каждый вертикальный тракт установлен между рамой и нижней пластиной подвижной балки и выполнен с возможностью установки в нем кабелей от блока электроники к подвеске датчика, а каждая из масленок установлена на соответствующем защитном кожухе, соединена с соответствующей масленкой шариковой каретки и выполнена также с возможностью обеспечения централизованной смазки вертикальных направляющих.
2. Устройство для неразрушающего контроля металлопроката по п. 1, отличающаяся тем, что в качестве каждой вертикальной направляющей содержит рельсовую направляющую, которая заведена в шариковые каретки.
3. Устройство для неразрушающего контроля металлопроката по п. 1, отличающаяся тем, что каждый блок электроники содержит раму, в которой размещены сопла для обдува сжатым воздухом.
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КРУГЛОГО ПРОКАТА | 2006 |
|
RU2313785C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2223487C1 |
| Электромагнитно-акустический преобразователь для контроля тонколистовых материалов | 1976 |
|
SU581427A1 |
| СЛЕДЯЩИЙ ПРИВОД | 2004 |
|
RU2259502C1 |
| US 5741973 A, 21.04.1998 | |||
| US 5689070 A, 18.11.1997. | |||

