ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сосуду высокого давления, содержащему первый подцилиндр и второй подцилиндр, которые аксиально соединены и уплотнены с помощью уплотнительной конструкции. Кроме того, настоящее изобретение относится к способу замены компонентов уплотнительной конструкции.
УРОВЕНЬ ТЕХНИКИ
Во время операции прессования под высоким давлением пресса высокого давления, среда под давлением нагнетается до очень высокого давления. Средой высокого давления является текучая среда. Прессы высокого давления могут быть использованы в различных применениях. Например, пресс высокого давления может применяться для формования деталей из листового металла до заданных форм с помощью нагнетания текучей среды, помещенной в закрытом сосуде высокого давления и использоваться в качестве приложения силы на промежуточную диафрагму или тому подобное. Если пресс высокого давления производит одинаковое давление на каждую сторону содержимого в сосуде высокого давления, пресс называется изостатическим прессом. Изостатические прессы могут использоваться для прессования или уплотнения металлического или керамического порошка, для уменьшения пор или пустот в литых заготовках или спеченных изделиях, для стерилизации и обеспечения сохранности продуктов питания и т.д. В зависимости от температуры среды высокого давления во время процесса изостатического прессования, процесс может называться горячим изостатическим прессованием (HIP), полугорячим изостатическим прессованием или холодным изостатическим прессованием (CIP).
Сосуд высокого давления обычного пресса высокого давления содержит цилиндрический корпус. Цилиндрический корпус закрывается уплотнительными крышками на концах цилиндра. Каркас выполнен с возможностью удержания уплотнительных крышек на концах цилиндрического корпуса.
Для повышения способности сосуда высокого давления противостоять образованию и распространению трещин, сосуд высокого давления обычно подвергается предварительному напряжению. Сосуд может, например, быть предварительно напряжен с помощью нагартовки, сжатия или спиральной намотки проволоки.
Уровень давления в сосуде высокого давления зависит от типа пресса и материала, подлежащего сжатию. При штамповке листового материала пресс обычно выполнен для давлений до 140 МПа, при CIP для давлений между 100 МПа и 600 МПа и при HIP для давлений до 300 МПа.
Цилиндр для пресса высокого давления традиционно изготавливается с помощью ковки. Цилиндрический корпус сначала отливается и затем проковывается для образования цилиндрического корпуса. После термической обработки цилиндрический корпус подвергается механической обработке до его окончательной формы и размера. При изготовлении очень больших цилиндров предъявляются высокие требования к оборудованию для процессов ковки, термообработки и механической обработки.
За последнее время возросла потребность в больших и больших размерах деталей, подлежащих прессованию, что означает потребность в больших и больших прессах. Один альтернативный путь создания больших прессов состоит в изготовлении сосудов высокого давления с цилиндрическим корпусом, содержащим соединенные подцилиндры. Кроме того, цилиндрический корпус может содержать два или более подцилиндров, размещенных в соединении друг с другом, в соответствии с чем размер (аксиальная длина) цилиндрического корпуса изостатического пресса не ограничивается процессом изготовления одного единственного большого цилиндра.
Не только большие прессы могут быть обеспечены благодаря цилиндрическому корпусу, содержащему соединенные подцилиндры. При использовании этой конструкции сосуды высокого давления меньшего размера могут иметь меньшие сроки поставки.
Проблема с такими аксиально разделенными сосудами высокого давления состоит в достаточном уплотнении соединения между подцилиндрами. Просачивающаяся среда высокого давления может вызывать коррозию или проблемы в отношении достижения и поддержания желаемых высоких давлений. Среда высокого давления будет просачиваться в соединение и должна быть удержана, просачивающаяся среда высокого давления может передавать значительные раздвигающие усилия на подцилиндры, что может приводить к повреждению в соединении между подцилиндрами или даже разделению подцилиндров.
Другая проблема, связанная с уплотнительными конструкциями в прессах высокого давления, заключается в том, что они подвержены износу и сложны для замены.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, целью настоящего изобретения является решение, по меньшей мере, некоторых из вышеупомянутых проблем.
Эта цель достигается с помощью сосуда высокого давления, имеющего признаки в соответствии с прилагаемыми пунктами 1 и 17 формулы изобретения. Альтернативные варианты осуществления определены в зависимых пунктах 2-16 формулы изобретения.
Сосуд высокого давления для пресса высокого давления согласно настоящему изобретению содержит, по меньшей мере, первый подцилиндр и второй подцилиндр, которые аксиально соединены с возможностью образования цилиндрического корпуса для вмещения среды высокого давления, и уплотнительную конструкцию, размещенную на внутренней стенке цилиндрического корпуса для уплотнения соединения между первым и вторым подцилиндрами от утечки среды высокого давления. Уплотнительная конструкция содержит кольцеобразную уплотнительную полосу; первый периферийный выступающий фланец, который размещен на внутренней стенке первого подцилиндра и который аксиально продолжается от соединения и далее от второго подцилиндра; второй периферийный выступающий фланец, который размещен на внутренней стенке второго подцилиндра и который аксиально продолжается от соединения и далее от первого подцилиндра. Уплотнительная полоса, в установленном положении, размещена концентрично в пределах первого и второго выступающих фланцев так, что с помощью радиального предварительного напряжения плотно прилегает к первому и второму выступающим фланцам и перекрывает с возможностью уплотнения соединения между первым и вторым подцилиндрами. Кроме того, уплотнительная конструкция содержит первое периферийное установочное пространство, которое размещено во внутренней стенке первого подцилиндра и которое аксиально продолжается от первого выступающего фланца и далее от второго подцилиндра, для обеспечения замены компонентов уплотнительной конструкции.
Способ для замены изношенной уплотнительной полосы сосуда высокого давления, как описано выше, содержит согласно настоящему изобретению этапы
удаления изношенной уплотнительной полосы из сосуда высокого давления,
установки инструмента, имеющего скошенную поверхность, в первое установочное пространство таким образом, что скошенная поверхность образует поверхность скольжения аксиально, по меньшей мере, вдоль расстояния между нижней частью первого установочного пространства и наиболее внутренним радиальным концом первого выступающего фланца, и по меньшей мере на выбранных периферийных участках,
деформирования круглой запасной уплотнительной полосы в овальную форму,
введения деформированной запасной уплотнительной полосы в сосуд высокого давления,
размещения деформированной запасной уплотнительной полосы в первом установочном пространстве,
деформирования, в первом установочном пространстве, деформированной запасной уплотнительной полосы обратно, по существу к ее исходной круглой форме, и этап
проталкивания запасной уплотнительной полосы вдоль скошенной поверхности инструмента в положение уплотнения концентрично в пределах первого и второго выступающих фланцев так, чтобы она под воздействием радиального предварительного напряжения плотно прилегала к первому и второму выступающим фланцам и перекрывала с возможностью уплотнения соединение между первым и вторым подцилиндрами.
Благодаря плотному прилеганию уплотнительной полосы к соединению с применением предварительного напряжения, может быть достигнуто желаемое давление в зоне контакта между уплотнительной полосой и соединением, при этом давление в зоне контакта обеспечивает достаточное уплотнение для рассматриваемых высоких давлений. Желательное давление в зоне контакта обеспечивается с помощью предварительно напряженной уплотнительной полосы, плотно прилегающей к соединению, стремящемуся к расширению в исходное, расслабленное состояние. С помощью выбора соответствующего диаметра и толщины уплотнительной полосы и соответствующего выступа выступающих фланцев, может быть достигнуто желательное давление в зоне контакта, таким образом, и желательное уплотнение.
Благодаря обеспечению первого установочного пространства, можно заменить уплотнительную полосу согласно настоящему изобретению на новую уплотнительную полосу, при этом новая уплотнительная полоса будет также плотно прилегать к соединению с достаточным давлением в зоне контакта, которое предусмотрено с помощью предварительного напряжения в уплотнительной полосе. После удаления изношенной уплотнительной полосы, например с помощью нарезания уплотнительной полосы на части, новая уплотнительная полоса может быть введена в сосуд высокого давления, в котором уплотнительную полосу деформируют и надлежащим образом поворачивают так, что внешняя уплотнительная поверхность уплотнительной полосы не повреждается внутренней стенкой цилиндрического корпуса. Затем, используя дополнительное пространство установочного пространства, можно повернуть новую уплотнительную полосу в положение с возможностью сжимания и проталкивания по выступающим фланцам для обеспечения установочного положения с предварительным напряжением. Благодаря выступающим фланцам и установочному пространству, согласно настоящему изобретению, уплотнительную полосу необходимо только протолкнуть на короткое расстояние в аксиальном направлении относительно выступающих фланцев в состояние максимального предварительного напряжения, при этом уменьшается риск повреждения внешней уплотнительной поверхности уплотнительной полосы.
В отличие от этого, сосуды высокого давления предшествующего уровня техники содержат цилиндрические корпуса, имеющие гладкие внутренние стенки, уплотнение обычно применяется вдоль соединения во время сборки сосуда высокого давления на этапе, в котором сосуд высокого давления еще ненапряжен. Затем, уплотнительная полоса подвергается предварительному напряжению для обеспечения желаемого контактного давления вместе с сосудом высокого давления во время применения средства предварительного напряжения, например, металлической полосы, которая намотана вокруг внешней огибающей поверхности сосуда высокого давления. В таких сосудах высокого давления предшествующего уровня техники, например при замене старой уплотнительной полосы на новую уплотнительную полосу, когда сосуд высокого давления подвергается радиальному предварительному напряжению, невозможно или, по меньшей мере, достаточно сложно установить уплотнительную полосу на место без серьезных повреждений внешней уплотнительной поверхности уплотнительной полосы, поскольку уплотнительная полоса может подвергаться высоким сжимающим усилиям при скольжении по поверхности внутренней стенки.
Согласно настоящему изобретению, с помощью способа проталкивания уплотнительной полосы из установочного пространства к и вдоль выступающих фланцев путем использования инструмента, имеющего скошенную поверхность, обеспечивается сжатие уплотнительной полосы и уменьшается риск повреждения внешней уплотнительной поверхности уплотнительной полосы и каких-либо краев или углов выступающих фланцев.
Сосуд высокого давления согласно настоящему изобретению содержит цилиндрический корпус, который закрыт на обоих концах, например, крышками. Одна крышка, например, может выполняться с возможностью быть открытой и закрытой при загрузке сосуда высокого давления предметами или изделиями, которые должны быть подвергнуты обработке под давлением в процессе повышения давления сосуда высокого давления.
Цилиндрический корпус и крышки обычно удерживаются на месте с помощью каркаса. Таким образом, из предшествующего уровня техники известно удержание цилиндрического корпуса и его крышек аксиально вместе с помощью внешнего каркаса, который продолжается снаружи цилиндрического корпуса от крышки на одном конце до крышки на другом конце.
Цилиндрический корпус сосуда высокого давления выполнен с возможностью удержания изделий, которые должны быть подвергнуты обработке под высоким давлением. Цилиндрический корпус обычно наполняется средой высокого давления перед началом процесса действия высокого давления. Сосуд высокого давления согласно настоящему изобретению выполнен с возможностью функционирования при высоких давлениях. Уровень давления в сосуде высокого давления согласно настоящему изобретению зависит от типа пресса и материала, подлежащего действию давления. При штамповке листового материала обычно пресс предусмотрен для давлений до 140 МПа, при CIP для давлений между 100 МПа и 600 МПа и при HIP для давлений до 300 МПа.
Средой высокого давления обычно является текучая среда, например газообразный аргон, масло или вода.
Цилиндрический корпус, как используется в настоящем документе, обычно относится к трубчатому корпусу, имеющему по существу круглое сечение и цилиндрические стенки.
Аксиальным направлением, для целей настоящей заявки, является направление вдоль центральной оси цилиндрического корпуса. Радиальное направление перпендикулярно аксиальному направлению и, таким образом, направлено радиально в цилиндрическом корпусе. Периферийная протяженность относится к протяженности по окружности цилиндрического корпуса, например вдоль внутренней поверхности или вокруг внешней поверхности.
Цилиндрический корпус согласно настоящему изобретению содержит два или более подцилиндров. Подцилиндр представляет собой цилиндрическую часть. При аксиальном соединении одного подцилиндра с другим подцилиндром образуется цилиндрический корпус, содержащий два подцилиндра. Таким образом, настоящее изобретение не ограничивается использованием двух подцилиндров, цилиндрический корпус может содержать три, четыре, пять или любое другое подходящее число подцилиндров.
Кольцеобразная уплотнительная полоса согласно настоящему изобретению выполнена, например, из бронзы. Уплотнительная полоса имеет форму кольца с протяженностью в его аксиальном направлении. Уплотнительная полоса выполнена с возможностью быть сжатой в радиальном направлении, когда находится в положении на выступающих фланцах так, что соединение между выступающими фланцами уплотнено с помощью уплотнительной полосы. Внешняя поверхность и геометрия уплотнительной полосы обеспечена формой и шероховатостью поверхности, которые выполнены с возможностью уплотнения около фланцев. Внутренняя поверхность и геометрия уплотнительной полосы, обращенной к внутренности цилиндрического корпуса, может иметь любой профиль или шероховатость поверхности. Внутренняя геометрия предпочтительно конфигурирована так, что пространство и форма цилиндрического корпуса является по существу такой же, как и для одинарного цилиндра.
Периферийные выступающие фланцы выполнены в виде выступающей части внутренней цилиндрической стенки. Фланцы выступают от установочного пространства так, что внутренний диаметр в установочном пространстве является больше, чем диаметр на фланцах. Фланцы являются периферийными и имеют удлинение в аксиальном направлении так, что на каждой стороне соединения образовано плато, к каковому плато должна прилегать уплотнительная полоса. Фланцы предпочтительно размещены симметрично вокруг соединения, хотя асимметричное размещение также предусматривается как часть настоящего изобретения.
Периферийное установочное пространство согласно настоящему изобретению, причем установочное пространство размещено во внутренней стенке первого подцилиндра и которое аксиально продолжается от первого выступающего фланца и далее от второго подцилиндра, выполнено с возможностью обеспечения замены компонентов уплотнительной конструкции. Замена компонентов уплотнительной конструкции включает в себя, например, замену дополнительных уплотнительных конструкций и замену уплотнительной полосы.
Способ замены изношенной уплотнительной полосы согласно настоящему изобретению применим при замене уплотнительной полосы, которая установлена в предварительно напряженном сосуде высокого давления. Уплотнительная полоса не должна быть окончательно изношена для того, чтобы подлежать замене, замена может быть осуществлена по причинам техники безопасности или надежности в работе. Удаление уплотнительной полосы может быть осуществлено, например, с помощью распиливания, складывания или пластической деформации уплотнительной полосы так, что она может быть удалена из сосуда высокого давления без повреждения внутренней стенки цилиндрического корпуса.
За счет деформирования круглой запасной уплотнительной полосы в овальную форму, можно избежать какого-либо контакта между внутренней поверхностью цилиндрического корпуса и уплотнительной полосой во время вставки новой уплотнительной полосы в цилиндрический корпус. Какой-либо контакт между ними предполагает риск образования царапин и является неблагоприятным в отношении свойств уплотнения.
Протяженность, глубина и ширина установочного пространства согласованы для геометрического соответствия деформации новой уплотнительной полосы из овальной формы обратно, по существу в ее исходную ненапряженную форму. Кроме того, установочное пространство одновременно приспособлено как для инструмента, так и для уплотнительной полосы так, что может быть осуществлен способ замены уплотнительной полосы. Кроме того, внутренний диаметр установочного пространства имеет размеры такие, что можно, во время способа замены изношенной уплотнительной полосы, деформировать новую уплотнительную полосу по существу обратно до ее исходной круглой формы, когда уплотнительная полоса размещена в установочном пространстве.
Контактное давление между уплотнительной полосой в установленном положении и выступающими фланцами зависит от параметров, таких как исходный диаметр ненапряженной уплотнительной полосы, диаметр уплотнительной полосы при установке в положение уплотнения вплотную к выступающим фланцам, материал, геометрия и толщина уплотнительной полосы, и, таким образом, ее упругая реакция на деформацию при сжатии, и общая площадь поверхности взаимодействия между уплотнительной полосой и выступающими фланцами. Свойства уплотнительной полосы и местоположения контакта предпочтительно выбирается так, чтобы уплотнительная полоса эластично деформировалась в ее положения уплотнения. Таким образом свойства уплотнения уплотнительной полосы могут обеспечиваться даже во время перемещений цилиндрической стенки, которые могут возникать во время процессов действия высокого давления. Уровень контактного давления дополнительно подбирается в соответствии с конструктивным исполнением и параметрами сосуда высокого давления и его уровнями высокого давления.
Установочное пространство может, например, быть образовано при выполнении внутреннего диаметра около фланцев, который имеет меньший размер, чем внутренний диаметр остальной части цилиндра. В качестве альтернативы, остальная часть цилиндра имеет такой же внутренний диаметр, как и диаметр около фланцев, в то время как установочное пространство имеет больший диаметр, выполненное впотай во внутренней стенке цилиндра.
В одном варианте осуществления настоящего изобретения, выступающие фланцы выступают на такое радиальное расстояние в радиальном направлении к центру цилиндрического корпуса и уплотнительная полоса имеет такой внешний диаметр в ненапряженном состоянии, что уплотнительная полоса, в установленном положении, радиально предварительно напрягается при эластичном сжимании и контактное давление между уплотнительной полосой и выступающими фланцами составляет, по меньшей мере, 2 МПа. Чем меньше размер сосуда высокого давления, тем выше предпочтительное контактное давление. Таким образом, контактное давление может быть выбрано и откалибровано с помощью изменения степени выступа фланца, материала уплотнительной полосы и внешнего диаметра уплотнительной полосы в ненапряженном состоянии.
В одном варианте осуществления выступающие фланцы имеют периферийную уплотнительную контактную поверхность, соответственно, для контакта с возможностью уплотнения соответствующей уплотнительной поверхности уплотнительной полосы, и в котором контактные поверхности аксиально продолжаются параллельно центральной оси цилиндрического корпуса. Преимущество при использовании контактной поверхности, продолжающейся параллельно центральной оси цилиндрического корпуса, состоит в том, что уплотнительная полоса может сжиматься или вытягиваться при одинаковом давлении в аксиальном направлении. Кроме того, давление, действующее на уплотнительную полосу во время применения предварительного напряжения или во время процессов повышения давления, будет действовать, главным образом, в радиальном направлении и не будет стремиться выводить уплотнительную полосу в аксиальном направлении из положения уплотнения.
В одном варианте осуществления настоящего изобретения уплотнительная полоса снабжена скошенным краем, по меньшей мере, вдоль ее одного из периферийных краев. Этот скошенный край может использоваться при установке новой уплотнительной полосы согласно способу п.17 формулы изобретения, в котором скошенный край может быть выполнен с возможностью скольжения по поверхности инструмента. Дополнительное преимущество при использовании скошенного края уплотнительной полосы состоит в уменьшении риска образования царапин или повреждения материала уплотнительной полосы, инструмента или выступающих фланцев.
В варианте осуществления настоящего изобретения уплотнительная полоса выполнена из металлического материала, предпочтительно бронзы. Уплотнительная полоса предпочтительно выполнена из материала, который не деформируется пластично во время предварительного напряжения или процесса высокого давления, с жесткостью ниже, чем жесткость подцилиндров и с предпочтительными уплотняющими свойствами.
В варианте осуществления настоящего изобретения первое установочное пространство имеет такие размеры, что когда уплотнительная полоса в положении предварительного напряжения размещена в первом установочном пространстве, уплотнительная полоса предпочтительно по существу является ненапряженной. По существу ненапряженная уплотнительная полоса является предпочтительной при замене изношенной уплотнительной полосы. Легче деформировать ненапряженную уплотнительную полосу в ее исходную круглую форму, чем деформировать напряженную уплотнительную полосу в ее исходную круглую форму.
В варианте осуществления настоящего изобретения уплотнительная полоса в установленном положении имеет периферийный участок, аксиально продолжающийся за пределы первого выступающего фланца и по всему участку первого установочного пространства так, что образуется периферийный уплотнительный канал между уплотнительной полосой, радиальной поверхностью первого выступающего фланца и внутренней стенкой первого подцилиндра; и в котором уплотнительная конструкция, кроме того, содержит периферийную дополнительную уплотнительную конструкцию, которая размещена в уплотнительном канале для уплотнения соединения между уплотнительной полосой и первым выступающем фланцем. Дополнительная уплотнительная конструкция является предпочтительной в том, что уплотнительная конструкция и соединение дополнительно уплотнены. Участок уплотнительной полосы, который аксиально продолжается за пределы первого выступающего фланца, может, кроме того, быть использован в качестве захватного элемента при удалении изношенной уплотнительной полосы и при размещении и проталкивании запасной уплотнительной полосы.
В варианте осуществления настоящего изобретения первое установочное пространство имеет такую аксиальную протяженность, что возможен доступ к уплотнительному каналу изнутри цилиндрического корпуса для замены, по меньшей мере, компонентов дополнительной уплотнительной конструкции. Компоненты дополнительной уплотнительной конструкции, таким образом, могут быть заменены, в то время как уплотнительная полоса остается в установленном положении. Уплотнительный канал может, кроме того, быть обследован при контролировании возникновения трещин через установочное пространство, например, с помощью отливки с использованием неразрушающегося литьевого материала. В качестве альтернативы, уплотнительный канал может зрительно или визуально осматриваться или контролироваться путем незначительного перемещения уплотнительной полосы аксиально в направлении, которое открывает уплотнительный канал.
Дополнительная уплотнительная конструкция в варианте осуществления содержит мягкое уплотнение, например уплотнительное кольцо, кольцо квадратного сечения или кольцевое уплотнение с u-образным сечением. В качестве альтернативы, дополнительная уплотнительная конструкция может содержать более одного мягкого уплотнения, размещенного в том же уплотнительном канале, и пространство между двумя мягкими уплотнениями может быть использовано для вмещения, например, замедлителя коррозии, такого как смазочный материал.
В варианте осуществления настоящего изобретения уплотнительная конструкция дополнительно содержит фиксирующий элемент, размещенный в первом установочном пространстве для предотвращения аксиального перемещения уплотнительной конструкции в установленном положении. Кроме того, фиксирующий элемент может использоваться в качестве скользящего упора или направляющей при замене уплотнительной полосы и проталкивании уплотнительной полосы в положение уплотнения.
В одном варианте осуществления настоящего изобретения фиксирующий элемент содержит пружинное кольцо. Пружинное кольцо является предпочтительным в том, что оно облегчает установку и удаление фиксирующего кольца.
В варианте осуществления настоящего изобретения первое установочное пространство образовано с помощью периферийной установочной канавки во внутренней стенке первого подцилиндра, радиальная толщина фиксирующего элемента равна комбинированной радиальной толщине первого выступающего фланца и уплотнительной полосы, и в котором фиксирующий элемент аксиально продолжается от периферийного края уплотнительной полосы до дистального конца установочной канавки, при этом радиальные внутренние поверхности уплотнительной полосы, фиксирующего элемента и внутренней поверхности цилиндрического корпуса вне установочной канавки размещены заподлицо. Гладкая внутренняя поверхность цилиндрического корпуса является предпочтительной во внутренней конструкции держателей для изделий или предметов, подлежащих обработке под давлением. Кроме того, гладкая внутренняя поверхность является предпочтительной при загрузке и выгрузке изделий или предметов.
В другом варианте осуществления настоящего изобретения уплотнительная конструкция дополнительно содержит второе установочное пространство, которое размещено во внутренней стенке второго подцилиндра, аксиально продолжается от второго выступающего фланца и далее от первого подцилиндра, и которое размещено также, как и первое установочное пространство и взаимодействует с соответствующими элементами уплотнительной конструкции также, как и первое установочное пространство. В одном варианте осуществления настоящего изобретения уплотнительная конструкция является симметричной относительно соединения между первым и вторым подцилиндрами. Симметричная уплотнительная конструкция является предпочтительной в том, что, например, дополнительная уплотнительная конструкция может быть выполнена с возможностью уплотнения также соединения между уплотнительной полосой и вторым выступающим фланцем. Преимущества в отношении признаков, раскрытых выше для асимметричной уплотнительной конструкции, могут быть применены также к симметричной уплотнительной конструкции.
В одном варианте осуществления настоящего изобретения средство предварительного натяжения размещено вокруг огибающей поверхности цилиндрического корпуса таким образом, что цилиндрический корпус является радиально предварительно напряженным. Средством предварительного напряжения может быть намотка проволоки или стягивание или любое другое средство предварительного напряжения. Радиальное предварительное напряжение цилиндрического корпуса является предпочтительным в том, что увеличивается способность сосуда высокого давления противостоять образованию и распространению трещин.
В одном варианте осуществления настоящего изобретения первый подцилиндр и второй подцилиндр аксиально соединены с помощью крепежного элемента, в котором
первый подцилиндр снабжен первым гнездом для вмещения первой части крепежного элемента,
второй подцилиндр снабжен вторым гнездом для вмещения второй части крепежного элемента,
крепежный элемент вставлен в первое и второе гнезда,
крепежный элемент, и первое и второе гнезда размещены так, что крепежный элемент, и первое и второе гнезда взаимодействуют с возможностью предотвращения относительного аксиального перемещения между первым и вторым подцилиндрами, и в котором
средство предварительного напряжения размещено вокруг огибающей поверхности цилиндрического корпуса так, что цилиндрический корпус радиально предварительно напряжен и так, что крепежный элемент фиксирован в первом и втором гнездах.
Крепежный элемент согласно настоящему изобретению представляет собой элемент, выполненный с возможностью удержания, закрепления, соединения или крепления первого и второго подцилиндров вместе для предотвращения разъединительного аксиального перемещения между подцилиндрами.
Благодаря обеспечению сосуда высокого давления, содержащего первый и второй подцилиндры с крепежным элементом, который размещен в гнездах в первом и втором подцилиндрах, крепежный элемент может быть фиксирован с помощью средства предварительного напряжения и, таким образом, могут быть предотвращены разъединительные аксиальные перемещения. Аксиальное соединение между двумя подцилиндрами основано на комбинации, с одной стороны, крепежного элемента и первого и второго гнезд, выполняемых и размещаемых с возможностью взаимодействия для предотвращения разъединительных аксиальных сил, и, с другой стороны, средства предварительного натяжения, выполняемого с возможностью фиксации крепежного элемента в гнездах. Кроме того, для удержания поглощающего силу крепежного элемента надежно на месте в гнездах средство предварительного натяжения добавляет дополнительную силу к механическим соединителям (гнездам и крепежному элементу). Таким образом, может быть достигнуто надежное соединение между двумя подцилиндрами.
Крепежный элемент предпочтительно размещен в присоединении к соединению между двумя подцилиндрами и тем самым не требует какого-либо дополнительного пространства в цилиндре вдали от соединения. Это является предпочтительным в том, что остальная часть конструкции сосуда высокого давления не должна приспосабливаться или реконструироваться из таковой содержащей однородный цилиндрический корпус. Число соединенных подцилиндров не ограничивается, например, из-за отсутствия соединительного пространства и цилиндрический корпус, таким образом, может содержать несколько, более двух, соединенных подцилиндров.
В идеальном случае не возникает утечка из сосуда высокого давления. Однако если бы утечка возникла на уплотнительном средстве, среда высокого давления вытекала бы из цилиндрического корпуса.
Соединение между первым и вторым подцилиндрами в одном варианте осуществления снабжено, по меньшей мере, одним радиальным сливным каналом, продолжающимся от уплотнительной конструкции на внутренней стороне цилиндрического корпуса, радиально через цилиндрический корпус и до входа сливного отверстия крепежного элемента.
В одном варианте осуществления настоящего изобретения крепежный элемент снабжен, по меньшей мере, одним сквозным сливным отверстием с входным отверстием на соединении между первым и вторым подцилиндрами, продолжающимся радиально через крепежный элемент.
Сливной канал в варианте осуществления расположен в аксиальном направлении цилиндрического корпуса между цилиндрическим корпусом и средством предварительного напряжения. Одним примером такой конструкции является размещение стержней вокруг огибающей поверхности цилиндрического корпуса. Пространства между стержнями и огибающей поверхности цилиндрического корпуса, при размещении стержней вокруг внешней поверхности цилиндрического корпуса, в таком случае образуют сливные каналы в аксиальном направлении цилиндрического корпуса. Стержни могут быть круглыми в разрезе, но предпочтительно граненными и наиболее предпочтительно 6-гранными.
Площадь сечения сливного отверстия и сливных каналов в одном варианте осуществления обеспечены таким образом, что просачивающийся поток среды высокого давления, вытекающий из цилиндрического корпуса через соединение между первым и вторым подцилиндрами и в радиальный сливной канал, сливное отверстие и аксиальный сливной канал, будет проходить путь с равной или увеличивающейся площадью сечения. Это уменьшает сопротивление потоку в направлении сливного потока таким образом, что, например, силы, действующие в разъединительном направлении подцилиндров, избегаются.
Слив, обеспеченный в сосуде высокого давления, является предпочтительным в том, что утечка может быть замечена на раннем этапе. Контроль за утечкой важен по причинам безопасности и эффективности работы. Если утечка не замечена на раннем этапе, возрастает риск разрушения сосуда высокого давления.
Обычно все термины, используемые в формуле изобретения, должны интерпретироваться в соответствии с их обычным значением в области техники, если не определено иначе в данном документе.
Другие цели, признаки и преимущества настоящего изобретения будут очевидны из следующего подробного описания, прилагаемых зависимых пунктов формулы изобретения и из приложенных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеупомянутые, а также дополнительные цели, признаки и преимущества настоящего изобретения будут более понятны с помощью следующего иллюстративного и неограничивающего подробного описания предпочтительных вариантов осуществления настоящего изобретения со ссылкой на приложенные чертежи, в которых:
фиг.1 представляет собой схематический вид в разрезе сосуда высокого давления согласно варианту осуществления настоящего изобретения;
фиг.2 представляет собой схематичный вид уплотнительной конструкции согласно варианту осуществления настоящего изобретения,
фиг.3 представляет собой аналогичный схематичный вид как на фиг.2 согласно варианту осуществления настоящего изобретения, в котором уплотнительное кольцо подлежит замене, и
фиг.4 представляет собой аналогичный схематичный вид как на фиг.2 согласно варианту осуществления настоящего изобретения, в котором уплотнительная полоса подлежит замене.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
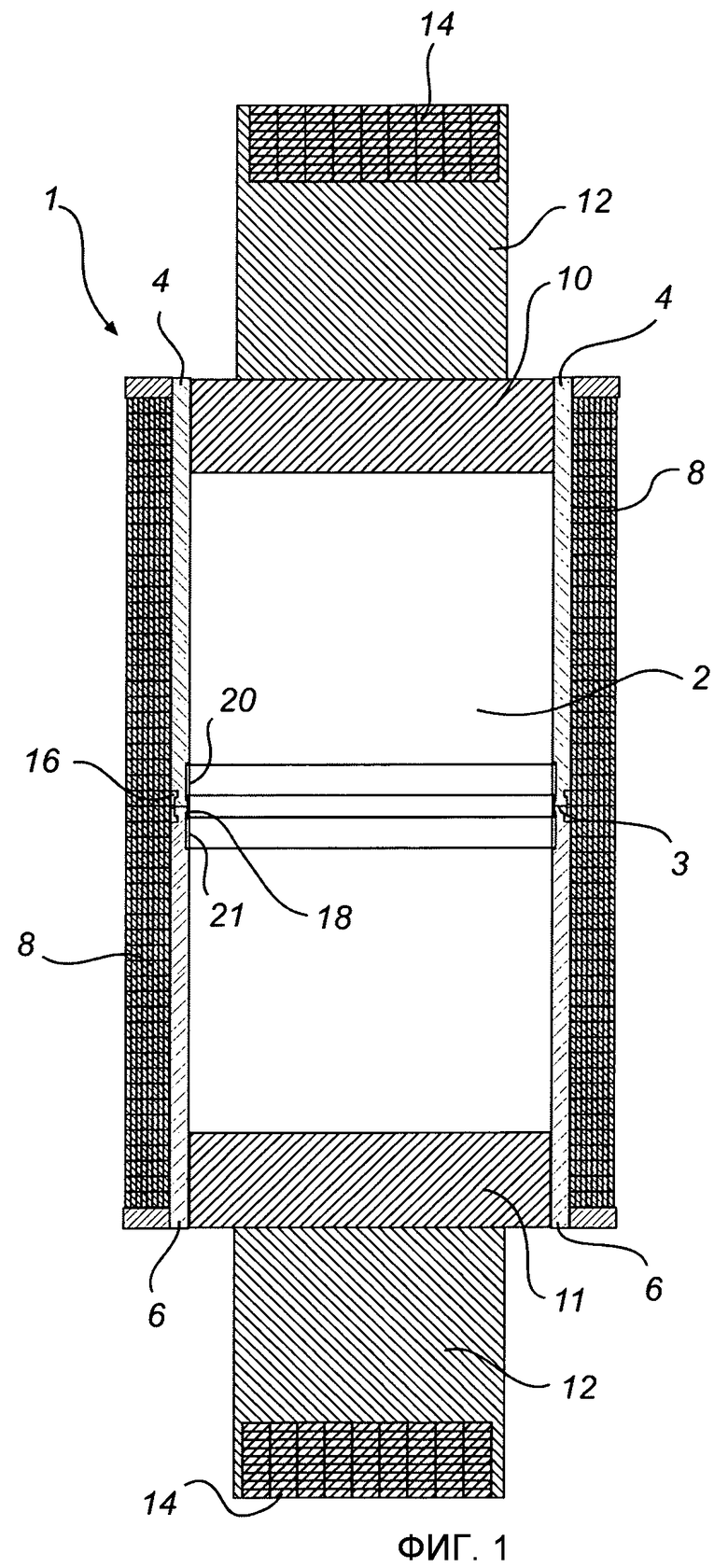
Фиг.1 представляет собой схематический вид в разрезе сосуда 1 высокого давления согласно одному варианту осуществления настоящего изобретения. Сосуд 1 высокого давления содержит цилиндрический корпус 2, состоящий из двух соединенных подцилиндров 4, 6. Цилиндрический корпус 2 закрыт на концах крышками 10, 11, которые удерживаются на месте с помощью каркаса 12. Цилиндрический корпус 2 выполнен с возможностью удержания продуктов, которые должны быть обработаны под высоким давлением.
Внешняя огибающая поверхность цилиндрического корпуса 2 снабжена средством предварительного напряжения в виде упаковки из намотанных стальных полос 8. Полосы 8 плотно радиально намотаны вокруг огибающей поверхности цилиндрического корпуса 2 для обеспечения радиального сжимающего напряжения на стенке сосуда высокого давления. Полосы намотаны винтовым по спирали от одного конца цилиндра к другому и обратно. Полосы имеют сечение прямоугольной формы и намотаны встык. Каждая обмотка с одного конца к другому образует отдельный слой предварительного напряжения и средство предварительного напряжения, в целом, содержит несколько слоев намотанных стальных полос.
Каркас 12 также снабжен упаковкой из намотанных стальных полос 14 для поддержания каркаса 12 при восприятии аксиальных нагрузок. Для того чтобы открыть сосуд 1 высокого давления, каркас 12 перемещают в направлении, перпендикулярном аксиальному направлению цилиндрического корпуса 2, при этом крышка 10, 11 может быть удалена, обеспечивая доступ к внутренней стороне цилиндрического корпуса 2.
Два подцилиндра 4, 6 аксиально соединены с помощью крепежного элемента 16, который удерживается на месте с помощью средства радиального предварительного напряжения в виде упаковки из намотанных стальных полос 8, размещенных вокруг огибающей поверхности цилиндрического корпуса 2.
Внутренняя стенка цилиндрического корпуса 2 снабжена уплотнительной конструкцией, уплотняющей соединение 3 между двумя подцилиндрами 4, 6. Уплотнительная конструкция содержит уплотнительную полосу 18, аксиально удерживаемую на месте с помощью фиксирующих элементов 20, 21. Далее уплотнительная конструкция описывается более подробно со ссылкой на фиг.2.
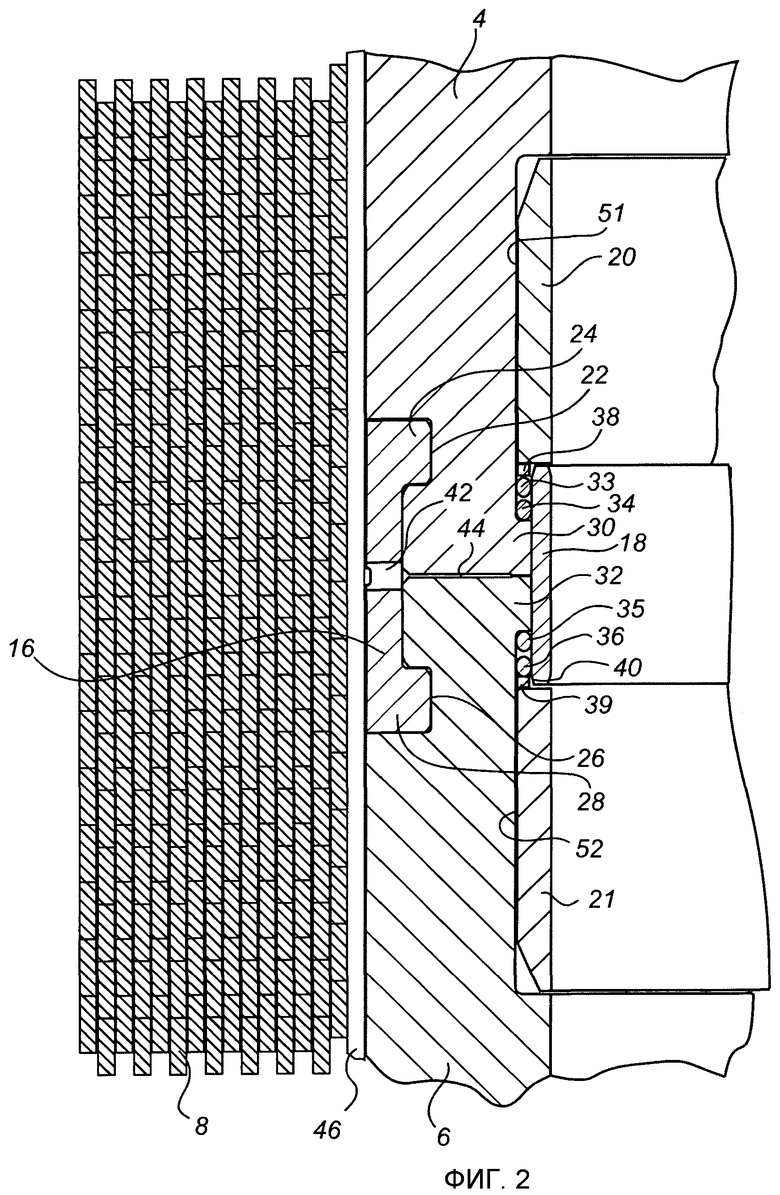
Фиг.2 изображает вид крупным планом соединения 3 между двумя подцилиндрами 4, 6 согласно одному варианту осуществления настоящего изобретения. Стенка цилиндрического корпуса 2 и упаковка из намотанных стальных полос 8 изображены в разрезе в области соединения 3. Полосатая область представляет собой элемент в разрезе.
Два показанных подцилиндра 4, 6 представляют собой цилиндрические части с круглым сечением и толщина стенок подцилиндров и внешний и внутренний диаметр имеют одинаковый размер.
Два подцилиндра 4, 6 аксиально соединены с помощью крепежного элемента 16, размещенного во внешней стенке цилиндрического корпуса 2. Первое гнездо 22 размещено во внешней стенке первого подцилиндра 4 и второе гнездо 26 размещено во внешней стенке второго подцилиндра 6. Крепежный элемент 16 вставлен в первое и второе гнезда 22, 26 подцилиндров 4, 6, симметрично перекрывая соединение 3 между двумя подцилиндрами 4, 6. Первая часть 24 крепежного элемента 16 размещена в первом гнезде 22 первого подцилиндра 4 и вторая часть 28 крепежного элемента 16 размещена во втором гнезде 26, размещенном во втором подцилиндре 6. Крепежный элемент содержит два круглых дугообразных сегмента, которые при установке в гнезда 22, 26 продолжаются периферийно вокруг цилиндрического корпуса 2.
Крепежный элемент 16 выполнен впотай в стенке цилиндрического корпуса 2 так, что внешняя поверхность цилиндрического корпуса 2, содержащая два соединенных подцилиндра, расположена заподлицо. Первое гнездо 22 выполнено впотай в первом подцилиндре 4 и второе гнездо 26 выполнено впотай во втором подцилиндре 28 так, что крепежный элемент 16 вставляется в гнезда 22, 26 и так, что радиально наиболее удаленная поверхность крепежного элемента является параллельной относительно радиально наиболее удаленной поверхности двух соединенных подцилиндров. Поэтому избегается концентрация напряжений и равномерно распределяется напряжение при сжатии, приложенное средством предварительного напряжения.
Сосуд 1 высокого давления снабжен уплотнительной конструкцией, размещенной на внутренней стенке цилиндрического корпуса 2, уплотняющей соединение 3 между двумя подцилиндрами 4, 6. Уплотнительная конструкция содержит уплотнительную полосу 18, фиксирующие кольца 20, 21, уплотнительные кольца 33, 34, 35, 36, выступающие фланцы 30, 32, дистанционирующие устройства 38, 39 и установочные пространства 51, 52.
Уплотнительная полоса 18 выполнена из бронзы и дистанционирующие устройства 38, 39 выполнены из пластикового материала. Фиксирующие кольца 20, 21 представляют собой пружинные кольца.
Уплотнительная полоса 18 размещена концентрически около первого и второго выступающих фланцев 30, 32 и с помощью радиального предварительного напряжения плотно прилегает к первому и второму выступающим фланцам 30, 32 и перекрывает с возможностью уплотнения соединение 3 между первым и вторым подцилиндрами 4, 6.
Для дополнительного уплотнения аксиального соединения между двумя подцилиндрами 4, 6 предусматривается дополнительная уплотнительная конструкция. Периферийный участок уплотнительной полосы 18 аксиально продолжается за пределы выступающих фланцев 30, 32 так, что образуется уплотнительный канал под обоими выступающими фланцами 30, 32. Уплотнительный канал образован между аксиально продолжающимся участком уплотнительной полосы 18, радиальной поверхностью выступающих фланцев 30, 32 и внутренней стенкой подцилиндров 4, 6. Каждый уплотнительный канал снабжен двумя уплотнительными кольцами 33, 34, 35, 36 и промежуточными кольцами 38, 39. Между двумя смежными уплотнительными кольцами 33, 34 или 35, 36 предусмотрена смазка, действующая в качестве замедлителя коррозии. Промежуточное кольцо 38, 39 выполнено с возможностью действия в качестве блокировочного устройства и для предохранения уплотнительных колец 33, 34, 35, 36 от выхода из уплотнительного канала.
Уплотнительная полоса 18 аксиально удерживается на месте с помощью фиксирующих элементов 20, 21, размещенных в установочных пространствах 51, 52 на обеих сторонах уплотнительной полосы 18. Фиксирующий элемент 20, 21 имеет соответствующие размеры для установки в установочное пространство 51, 52.
Внутренняя поверхность цилиндрического корпуса 2, с установленной уплотнительной конструкцией, размещена заподлицо так, что геометрия и форма внутренности цилиндрического корпуса 2 не подвергается воздействию уплотнительной конструкции.
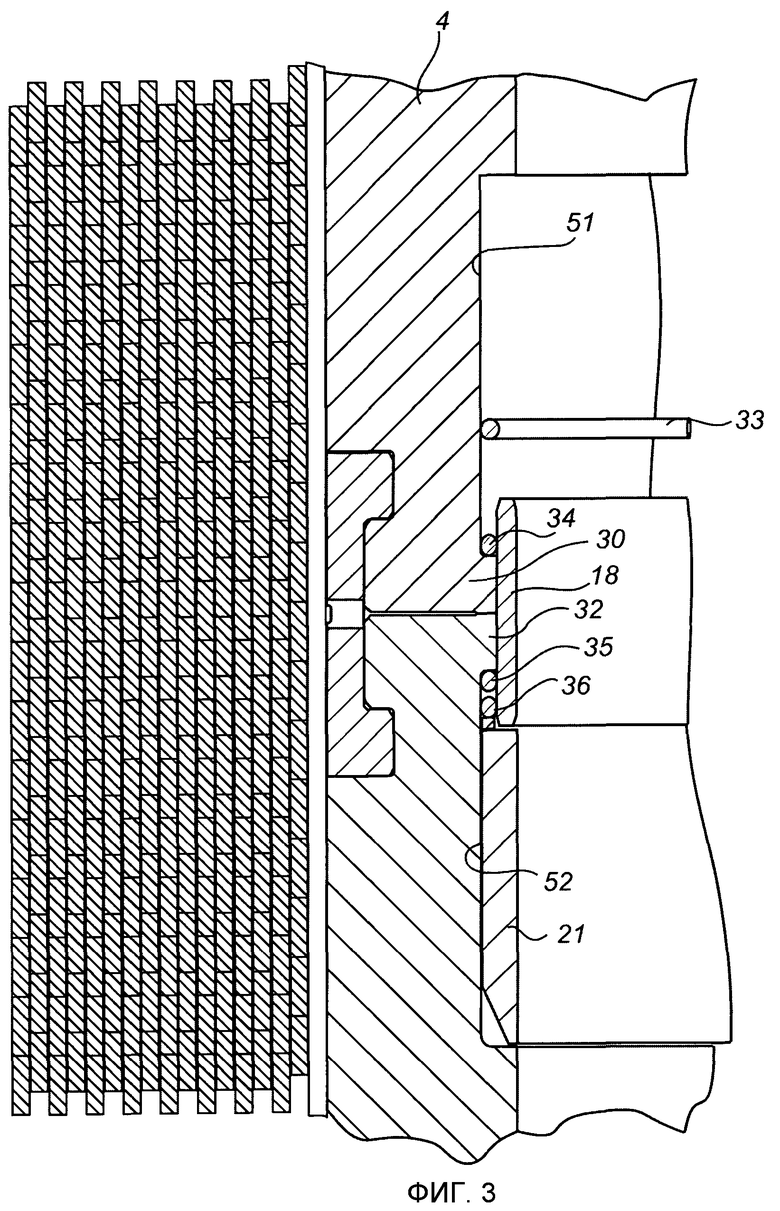
Установочное пространство 51, 52 является периферийным и выполнено с возможностью обеспечения замены компонентов уплотнительной конструкции. Размер установочного пространства 51, 52 является достаточным для обеспечения доступа к уплотнительным кольцам 33, 34, 35, 36 при удалении смежного фиксирующего кольца 20, 21 и промежуточного кольца 38, 39, однако, при этом уплотнительная полоса 18 находится в ее установленном положении. На фиг.3 показано уплотнительное кольцо 33 в процессе замены. Верхний фиксирующий элемент 20 удален из сосуда высокого давления, при этом крайнее наружное уплотнительное кольцо 33 становится доступным. Даже наиболее внутреннее уплотнительное кольцо 34 является доступным и может быть заменено через установочное пространство 51. Например, два новых уплотнительных кольца и смазочный материал могут быть помещены в уплотнительном канале. Уплотнительный канал, и, в частности, поверхность подцилиндров 4, 6 может дополнительно обследоваться через установочное пространство 51, 52.
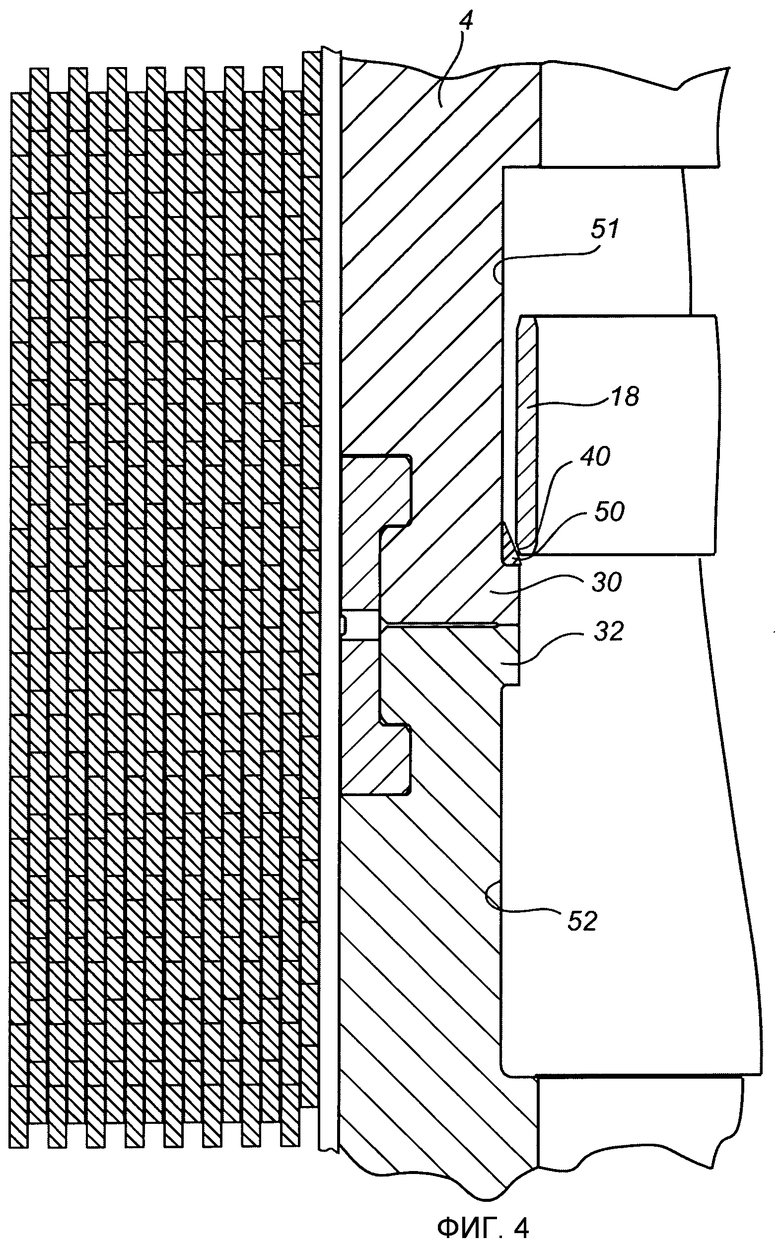
Кроме того, настоящее изобретение содержит способ замены изношенной уплотнительной полосы 18. Пример одного этапа замены показан на фиг.4. Инструмент 50, имеющий скошенную поверхность, вставляется в первое установочное пространство 51 так, чтобы скошенная поверхность образовывала поверхность скольжения аксиально вдоль расстояния между нижним участком первого установочного пространства 51 и наиболее внутренним радиальным концом первого выступающего фланца 30 и радиально вдоль периферийного участка установочного пространства 51.
Новую уплотнительную полосу 18 вводят в сосуд 1 высокого давления в овальной форме. Уплотнительная полоса 18 размещается в установочное пространство 51 и подвергается деформации обратно в ее исходную круглую форму.
Фиг.4 изображает уплотнительную полосу 18 во время этапа проталкивания уплотнительной полосы 18 вдоль скошенной поверхности инструмента 50 в положение уплотнения концентрически в пределах первого и второго выступающих фланцев 30, 32. Уплотнительная полоса 18 снабжена скошенным краем 40, вдоль которого уплотнительная полоса 18 скользит вплотную к инструменту 50. Под проталкиванием уплотнительной полосы 18 подразумевается сжатие уплотнительной полосы 18 из исходного ненапряженного состояния, при нахождении в установочном пространстве 51, в радиально сжатое состояние, когда уплотнительная полоса 18 плотно прилегает к выступающим фланцам 30, 32. Когда новая замененная уплотнительная полоса 18 перемещена в положение на вершине выступающих фланцев 30, 32, она перекрывает с возможностью уплотнения соединение 3 между двумя подцилиндрами 4, 6.
На фиг.4 оба фиксирующих элемента 20, 21 удалены из цилиндрического корпуса 2, хотя для обеспечения замены уплотнительной полосы 18 должен быть удален только один из фиксирующих элементов 20, 21 из установочного пространства 51, 52. Новые уплотнительные кольца 33, 34, 35, 36 и промежуточные кольца 38, 40 предпочтительно устанавливаются в то время, когда устанавливается новая уплотнительная полоса.
Кроме того, сосуд 1 высокого давления согласно фиг.1-4 содержит сливную конструкцию, содержащую радиальные сливные каналы 44, размещенные на контактной поверхности в соединении первого и второго подцилиндров, сливные отверстия 42, размещенные в крепежном элементе, и стержни 36, размещенные между огибающей поверхностью цилиндрического корпуса 2 и средством 8 предварительного напряжения, образующие аксиально направленные сливные каналы.
Крепежный элемент 16 снабжен сквозным сливным отверстием 42 с входным отверстием около соединения 3 между первым и вторым подцилиндрами 4, 6, продолжающимся радиально через крепежный элемент 16. Такие сквозные сливные отверстия 42 размещены с постоянным интервалом вдоль периферии крепежного элемента 16, см. фиг.3.
Соединение 3 между двумя подцилиндрами 4, 6 снабжено радиально продолжающимися сливными каналами 44, продолжающимися от уплотнительной конструкции 18 на внутренней стороне цилиндрического корпуса 2 и радиально через цилиндрический корпус 2, и до входа сливного отверстия 42 крепежного элемента 16.
6-гранные стержни 46 размещены вокруг внешней огибающей поверхности цилиндрического корпуса 2 между цилиндрическим корпусом 2 и средством предварительного напряжения. Стержни 46 размещаются бок о бок вокруг цилиндрического корпуса 2, после чего применяется средство предварительного напряжения. Аксиально продолжающийся канал выполнен между каждой парой смежных 6-гранных стержней и поверхностью цилиндрического корпуса 2, тем самым сливные каналы выполнены в аксиальном направлении, вдоль огибающей поверхности, цилиндрического корпуса 2.
В идеальном случае не возникает утечка из сосуда 1 высокого давления. Однако если бы утечка возникла на уплотнительном средстве, среда высокого давления вытекала бы из цилиндрического корпуса 2. Просачивающийся поток будет проходить путь, через уплотнительное средство, сначала через радиально продолжающийся сливной канал 44, затем проходить через сливное отверстие 42 и, наконец, следовать в аксиально продолжающийся канал. Диаметры или площадь сечения пути просачивающегося потока подобраны так, что поток будет следовать пути равного увеличивающегося диаметра или площади сечения. Таким образом, среда высокого давления, которая вытекает через соединение 3, будет протекать с низким сопротивлением потоку и раздвигающие усилия, действующие на подцилиндры, будут уменьшаться. Эта сливная конструкция позволяет заметить утечку на раннем этапе. В зависимости от формы площади сечения размер площади может дополнительно регулироваться для достижения желаемого результата относительно низкого сопротивления потока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ ПРЕССА ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2485389C1 |
| КЛАПАННОЕ УСТРОЙСТВО ДЛЯ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2479241C2 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ ЖЕСТКОСТИ ДЛЯ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ, АРМИРОВАННОГО НАМОТОЧНЫМ ВОЛОКНИСТЫМ МАТЕРИАЛОМ | 1993 |
|
RU2091648C1 |
| ГЕРМЕТИЧНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ДЛЯ КАНАЛОВ ГАЗА ВЫСОКОЙ ЧИСТОТЫ И ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2418228C2 |
| ФИТИНГ ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2752226C2 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2462169C1 |
| ТОПЛИВНЫЙ НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2556954C2 |
| УСТРОЙСТВО И СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ БАЛЛИСТИЧЕСКОЙ УСТАНОВКИ | 2010 |
|
RU2465568C2 |
| ВОДОРОДНЫЙ КОНТЕЙНЕР ВЫСОКОГО ДАВЛЕНИЯ | 2021 |
|
RU2806476C1 |
| КЛАПАН ЗАПОРНЫЙ МАГИСТРАЛЬНЫЙ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА, ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 2007 |
|
RU2355934C2 |
Группа изобретений относится к сосуду высокого давления для пресса высокого давления. Сосуд высокого давления содержит, по меньшей мере, первый подцилиндр и второй подцилиндр, которые аксиально соединены с возможностью образования цилиндрического корпуса для вмещения среды высокого давления, и уплотнительную конструкцию, размещенную на внутренней стенке цилиндрического корпуса для уплотнения соединения между первым и вторым подцилиндрами от утечки среды высокого давления. Уплотнительная конструкция содержит кольцеобразную уплотнительную полосу, первый выступающий фланец, который размещен на внутренней стенке первого подцилиндра и который аксиально продолжается от соединения и в сторону от второго подцилиндра, и второй периферийно выступающий фланец. Фланец размещен на внутренней стенке второго подцилиндра и который аксиально продолжается от соединения и далее от первого подцилиндра. Уплотнительная полоса, в установленном положении, размещена концентрично в пределах первого и второго выступающих фланцев так, что с помощью радиального предварительного напряжения плотно прилегает к первому и второму выступающим фланцам и перекрывает с возможностью уплотнения соединение между первым и вторым подцилиндрами. Уплотнительная конструкция, кроме того, содержит первое периферийное установочное пространство, которое размещено на внутренней стенке первого подцилиндра и которое аксиально продолжается от первого выступающего фланца и далее от второго подцилиндра для обеспечения замены компонентов уплотнительной конструкции. Описан способ для замены изношенной уплотнительной полосы сосуда высокого давления. Технический результат заключается в повышении надежности устройства. 2 н. и 15 з.п. ф-лы, 4 ил.
1. Сосуд высокого давления для пресса высокого давления, содержащий, по меньшей мере, первый подцилиндр и второй подцилиндр, которые аксиально соединены с возможностью образования цилиндрического корпуса для вмещения среды высокого давления, уплотнительную конструкцию, размещенную на внутренней стенке цилиндрического корпуса для уплотнения соединения между первым и вторым подцилиндрами от утечки среды высокого давления, где уплотнительная конструкция содержит кольцеобразную уплотнительную полосу, первый периферийный выступающий фланец, который размещен на внутренней стенке первого подцилиндра и который аксиально продолжается от соединения и в сторону от второго подцилиндра, второй периферийный выступающий фланец, который размещен на внутренней стенке второго подцилиндра и который аксиально продолжается от соединения и в сторону от первого подцилиндра; при этом уплотнительная полоса, в установленном положении, размещена концентрично в пределах первого и второго выступающих фланцев так, что с помощью радиального предварительного напряжения плотно прилегает к первому и второму выступающим фланцам и перекрывает с возможностью уплотнения соединение между первым и вторым подцилиндрами, а уплотнительная конструкция дополнительно содержит первое периферийное установочное пространство, которое размещено во внутренней стенке первого подцилиндра и которое аксиально продолжается от первого выступающего фланца и в сторону от второго подцилиндра, для облегчения замены компонентов уплотнительной конструкции.
2. Сосуд высокого давления для пресса высокого давления по п.1, в котором выступающие фланцы выступают на такое радиальное расстояние в радиальном направлении, и уплотнительная полоса имеет такой внешний диаметр в ненапряженном состоянии, что уплотнительная полоса, в установленном положении, подвергается радиальному предварительному напряжению, при этом будучи эластично сжатой, и давление в зоне контакта между уплотнительной полосой и выступающими фланцами составляет по меньшей мере 2 МПа.
3. Сосуд высокого давления для пресса высокого давления по п.1 или 2, в котором выступающие уплотнительные фланцы имеют периферийную уплотнительную контактную поверхность соответственно для контакта с возможностью уплотнения соответствующей уплотнительной поверхности на уплотнительной полосе, причем контактная поверхность аксиально продолжается параллельно центральной оси цилиндрического корпуса.
4. Сосуд высокого давления для пресса высокого давления по п.1, в котором уплотнительная полоса, по меньшей мере, вдоль одного из ее периферийных краев, снабжена скошенным краем.
5. Сосуд высокого давления для пресса высокого давления по п.1, в котором уплотнительная полоса выполнена из металлического материала, предпочтительно бронзы.
6. Сосуд высокого давления для пресса высокого давления по п.1, в котором первое установочное пространство имеет такие размеры, что когда уплотнительная полоса, в положении перед установкой, размещена в первом установочном пространстве, уплотнительная полоса предпочтительно, по существу, не подвержена напряжению.
7. Сосуд высокого давления для пресса высокого давления по п.1, в котором уплотнительная полоса, в установленном положении, имеет периферийный участок, аксиально продолжающийся за пределы первого выступающего фланца и по всему участку первого установочного пространства так, что образуется периферийный уплотнительный канал между уплотнительной полосой, радиальной поверхностью первого выступающего фланца и внутренней стенкой первого подцилиндра, при этом уплотнительная конструкция, кроме того, содержит периферийную вспомогательную уплотнительную конструкцию, которая размещена в уплотнительном канале для уплотнения соединения между уплотнительной полосой и первым выступающем фланцем.
8. Сосуд высокого давления для пресса высокого давления по п.7, в котором первое установочное пространство имеет такую аксиальную протяженность, что возможен доступ к уплотнительному каналу изнутри цилиндрического корпуса для замены, по меньшей мере, компонентов вспомогательной уплотнительной конструкции.
9. Сосуд высокого давления для пресса высокого давления по п.7 или 8, в котором вспомогательная уплотнительная конструкция содержит мягкое уплотнение.
10. Сосуд высокого давления для пресса высокого давления по п.1, в котором уплотнительная конструкция дополнительно содержит фиксирующий элемент, размещенный в первом установочном пространстве для предотвращения аксиального перемещения уплотнительной конструкции в установленном положении.
11. Сосуд высокого давления для пресса высокого давления по п.10, в котором первое установочное пространство образовано с помощью периферийной установочной канавки во внутренней стенке первого подцилиндра, радиальная толщина фиксирующего элемента равна комбинированной радиальной толщине первого выступающего фланца и уплотнительной полосы, и фиксирующий элемент аксиально продолжается от периферийного края уплотнительной полосы до дистального конца установочной канавки, посредством чего радиальные внутренние поверхности уплотнительной полосы, фиксирующего элемента и внутренней поверхности цилиндрического корпуса вне установочной канавки размещены заподлицо.
12. Сосуд высокого давления для пресса высокого давления по п.10 или 11, в котором фиксирующий элемент включает в себя пружинное кольцо.
13. Сосуд высокого давления для пресса высокого давления по п.1, в котором уплотнительная конструкция дополнительно содержит второе периферийное установочное пространство, которое размещено во внутренней стенке второго подцилиндра, аксиально продолжается от второго выступающего фланца и в сторону от первого подцилиндра, и размещено также, как и первое периферийное установочное пространство и взаимодействует с соответствующими элементами уплотнительной конструкции также, как и первое периферийное установочное пространство.
14. Сосуд высокого давления для пресса высокого давления по п.13, в котором уплотнительная конструкция является симметричной относительно соединения между первым и вторым подцилиндрами.
15. Сосуд высокого давления для пресса высокого давления по п.1, в котором сосуд высокого давления, кроме того, содержит средство предварительного натяжения, размещенное вокруг огибающей поверхности цилиндрического корпуса таким образом, что цилиндрический корпус подвержен радиальному предварительному напряжению.
16. Сосуд высокого давления для пресса высокого давления по п.15, в котором первый подцилиндр и второй подцилиндр аксиально соединены с помощью крепежного элемента, при этом первый подцилиндр снабжен первым гнездом для вмещения первой части крепежного элемента, второй подцилиндр снабжен вторым гнездом для вмещения второй части крепежного элемента, крепежный элемент установлен в первое и второе гнезда, крепежный элемент, и первое, и второе гнезда размещены так, что крепежный элемент, и первое, и второе гнезда взаимодействуют с возможностью предотвращения относительного аксиального перемещения между первым и вторым подцилиндрами, и средство предварительного напряжения размещено вокруг огибающей поверхности цилиндрического корпуса так, что цилиндрический корпус радиально предварительно напряжен, и так, что крепежный элемент фиксирован в первом и втором гнездах.
17. Способ для замены изношенной уплотнительной полосы сосуда высокого давления по п.1, включающий этапы удаления изношенной уплотнительной полосы из сосуда высокого давления, установки инструмента, имеющего скошенную поверхность, в первое установочное пространство таким образом, что скошенная поверхность образует поверхность скольжения аксиально, по меньшей мере, вдоль расстояния между нижней частью первого установочного пространства и наиболее внутренним радиальным концом первого выступающего фланца, и, по меньшей мере, на выбранных периферийных участках, деформирования круглой запасной уплотнительной полосы в овальную форму, введения деформированной запасной уплотнительной полосы в сосуд высокого давления, размещения деформированной запасной уплотнительной полосы в первом установочном пространстве, деформирования, в первом установочном пространстве, деформированной запасной уплотнительной полосы обратно, по существу, к ее исходной круглой форме, и проталкивания запасной уплотнительной полосы вдоль скошенной поверхности инструмента в положение уплотнения концентрично в пределах первого и второго выступающих фланцев так, чтобы она с помощью радиального предварительного напряжения плотно прилегала к первому и второму выступающим фланцам и перекрывала с возможностью уплотнения соединение между первым и вторым подцилиндрами.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| МУЛЬТИПЛИКАТОР ДАВЛЕНИЯ | 1990 |
|
RU2028816C1 |
| ДЕРЖАТЕЛЬ РАСТЕНИЙ ДЛЯ КУЛЬТИВАЦИОННЫХ КОЛОНН | 2014 |
|
RU2558234C1 |
| US 3655090 А, 11.04.1972 | |||
| US 3398853 A, 27.08.1968 | |||
| 0 |
|
SU305609A1 | |

