Определения
Под плазменным разрядом постоянного тока мы понимаем плазменный разряд, который электрически запитывается электрическим сигналом, частотный спектр которого содержит постояннотоковую составляющую. Указанная постояннотоковая составляющая является существенной для сигнала, потому что она не исчезает и имеет величину по меньшей мере 10 В, если рассматриваемый указанный сигнал есть напряжение, и по меньшей мере 10 А, если рассматриваемый сигнал есть ток. Указанное определение исходит из рассмотрения сигнала в частотном аспекте. Если во временном аспекте упомянутый сигнал является, например, пульсирующим, то такая пульсация смещена по отношению к нулевой величине на указанную постояннотоковую составляющую.
Под удельным импедансом по постоянному току мы понимаем импеданс материала или его удельное сопротивление ρ, например, в Ом·м, по отношению к электрическому сигналу, имеющему исключительно постояннотоковую частотную составляющую.
Под импедансом по постоянному току мы понимаем сопротивление R, например, в Ом.
Под анодом по отношению к катоду мы понимаем электрод, который работает под электрическим потенциалом, содержащим постояннотоковую частотную составляющую, который выше, чем такой электрический потенциал второго электрода, катода, так что электрическое поле постоянного тока и, таким образом, электрическое напряжение постоянного тока возникает в направлении от анода к катоду.
Под импедансом плазмы мы понимаем импеданс, который присутствует между телом анода и телом катода во время операции плазменного разряда.
Под низковольтным плазменным разрядом постоянного тока мы понимаем плазменный разряд, который поддерживается напряжением разряда, содержащим постояннотоковую частотную составляющую в самое большее 200 В, и при котором устанавливаются высокие постоянные токи разряда в по меньшей мере 50 А.
Настоящее изобретение исходит из тех проблем, которые возникают в случае, когда подложки покрывают с помощью плазменного разряда постоянного тока между катодом и анодом, в результате чего в рабочем пространстве во время обработки генерируется твердое вещество.
Если удельный импеданс по постоянному току такого твердого вещества выше, чем удельный импеданс по постоянному току металла поверхности анода, то осаждение такого твердого вещества на анодной поверхности приводит к увеличению импеданса по постоянному току по отношению к току, проходящему через такую поверхность.
Этот импеданс по постоянному току вносит значительный вклад в импеданс по постоянному току плазменного разряда. Его временное изменение вследствие такого осаждения приводит к соответствующему временному изменению характеристик плазменного разряда.
Временное изменение характеристик плазменного разряда уменьшает воспроизводимость указанной обработки поверхности. Дополнительно и если такое временное изменение происходит неравномерно по анодной поверхности, это может оказать отрицательное влияние на однородность рассматриваемой обработки поверхности по протяженности поверхности, обрабатываемой с помощью плазменного разряда.
Влияние возрастания импеданса по постоянному току вследствие указанного осаждения становится тем более выраженным, чем меньшим является импеданс плазменного разряда по постоянному току. Малые импедансы плазменного разряда по постоянному току особенно часто встречаются при низковольтных плазменных разрядах постоянного тока, как, например, при катодных дуговых разрядах или плазменных разрядах, которые генерируются с помощью катодов-эмиттеров электронов, таких как с помощью катодов прямого накала.
Несмотря на тот факт, что указанные проблемы в контексте осаждения твердого вещества встречаются в основном при проведении соответствующих процессов физического осаждения из паровой фазы (PVD) или плазмостимулированного химического осаждения из паровой фазы (PECVD), они могут также возникать при выполнении плазмостимулированного реактивного травления поверхностей на постоянном токе.
Например, эксплуатация катодного дугового разряда в соответствии с WO 2006/099758 с током разряда в 100 А приводит, в зависимости от давления газа или газовой смеси внутри вакуумного приемника, типа таких газа или газовой смеси и материала испаряемого катода, к напряжению разряда между 20 В и 40 В. Тем самым, нагрев анода во время работы может легко привести к удвоению напряжения разряда. На практике, проявляющейся в результате нестабильности характеристик плазменного разряда вследствие такого нагрева анода, противодействуют либо работой стенки вакуумного приемника на потенциале анода с тем, чтобы создать большую анодную поверхность, что приводит, в результате, к пониженным плотностям тока и, таким образом, к пониженному нагреву, либо выполнением анода из материала с высокой теплопроводностью, такого как медь, и применением к аноду эффективного охлаждения, такого как охлаждение жидкой охлаждающей средой, например, водой.
В патенте США 5518597 рассматривается покрытие подложек оксидами посредством катодно-дугового испарения. Проблема, связанная с осаждением соответствующего твердого и оксидного вещества на поверхность анода, решается предусматриванием анода в виде конструкции из стержней или проволок, которые нагреваются до температур более 800°С.
Согласно патенту США 5103766 катодный дуговой разряд организован двумя электродами, каждый из которых попеременно работает как катод и как анод.
Подход по патенту США 5518597 требует существенного нагрева поверхности анода. Это невыгодно по нескольким аспектам: указанный нагрев поверхности анода связан с подводом в процесс дополнительной тепловой энергии и проблематичен в случае, когда обрабатываемые поверхности являются термочувствительными. Кроме того, из-за высокой температуры, которая появляется на поверхности анода, последняя расходуется с довольно высокой скоростью, например, из-за окисления. Поэтому анод, работающий при таких условиях, подлежит частой замене. Далее, едва ли поверхность анода можно нагреть равномерно, поэтому приходится относительно длительное время ожидать достижения хотя бы какой-то достаточной равномерности распределения температуры по его поверхности. Этот относительно длительный промежуток времени, в течение которого тепловое равновесие еще не установилось, оказывает отрицательное влияние на общую эффективность всего процесса. Неравномерное распределение температуры по поверхности анода оказывает еще и отрицательное влияние на равномерность обработки по обрабатываемой поверхности.
Недостатком подхода по патенту США 5103766 является то, что скорость загрязнения поверхности электрода, которая в данный момент работает как поверхность анода, и, таким образом, максимальный промежуток времени, в течение которого указанный электрод может непрерывно работать как анод, сильно зависит от парциального давления реакционно-способного газа, присутствующего в рабочем пространстве, такого как парциальное давление кислорода, а также от магнитного поля у поверхности катода и, особенно, от тока дуги. Таким образом, частота переключения "анод-катод" зависит от чрезвычайно важных параметров процесса, т.е. от реакционно-способного газа и его парциального давления и от тока дуги. Это делает управление всем процессом критически важным. Кроме того, только один из двух электродов, оба из которых предназначены для работы в качестве катода и поэтому выполнены из подлежащего испарению материала, работает в качестве катода в данный момент времени. Это приводит к тому, что весь процесс идет только с 50%-ной испарительной способностью установленного источника.
Задача настоящего изобретения состоит в том, чтобы предложить способ изготовления обработанных поверхностей и вакуумные источники плазмы, при которых по существу сохраняется первоначальный импеданс поверхности анода по постоянному току для переходных токов разряда, и - если оно вообще значительно - его изменение во времени после начала процесса быстро исчезает.
Такая задача решается согласно настоящему изобретению по его основному аспекту
а):
способом изготовления обработанной поверхности, который содержит обеспечение рабочего пространства внутри вакуумного приемника, в нем катода и анода с анодной поверхностью из металла, причем этот металл устанавливает первый удельный импеданс по постоянному току. В рабочем пространстве устанавливают атмосферу газа или газовой смеси при желательном давлении или, соответственно, при желательных парциальных давлениях. В этом рабочем пространстве генерируют плазменный разряд путем подачи между анодом и катодом электрического сигнала питания, который содержит постояннотоковую спектральную составляющую, как было указано в разделе "Определения". Подлежащую обработке поверхность обрабатывают с помощью такого плазменного разряда. При этом в рабочем пространстве генерируется твердое вещество, которое имеет второй удельный электрический импеданс по постоянному току, который выше, чем первый удельный импеданс по постоянному току. Устанавливают по меньшей мере один участок анодной поверхности, который экранируют от твердого вещества. Это делается генерированием на этом участке отдельной экранирующей плазмы, имеющей протяженность, по существу ограниченную таким участком.
При работе такая экранирующая плазма, сгенерированная согласно настоящему изобретению, обычно видна в виде ярко светящейся объемной области, отличимой от ее окружения.
Чрезвычайно удивительно, что генерированием указанной плазмы на выбранных участках анодной поверхности такие участки эффективно экранируются (защищаются) от загрязнения осаждением твердого вещества. Тем самым эти участки поверхности сохраняются (остаются) из металла анода во время обработки, тем самым обеспечивая для токов разряда очень низкий и неизменный во времени импеданс по постоянному току в течение всей обработки поверхности. Даже если участки анодной поверхности, смежные с выбранным экранируемым участком или удаленные от него, во время работы становятся электрически изолированным твердым веществом с высоким удельным импедансом по постоянному току, то указанной экранирующей плазмой и на указанных выбранных участках анодной поверхности устанавливается обходная перемычка низкого сопротивления постоянному току, которая будет принимать на себя ток разряда прямо с самого начала обработки. Тем самым характеристики предусмотренного для обработки поверхности плазменного разряда поддерживаются стабильными.
b1):
В одном режиме работы способа согласно настоящему изобретению по его основному аспекту а) экранирующую плазму генерируют выполнением указанного по меньшей мере одного экранируемого участка в виде участка поверхности полости в анодной поверхности, причем такая полость имеет отверстие, открытое в рабочее пространство. Экранирующую плазму генерируют в этой полости исключительно за счет соответствующего выбора размеров этой полости, подогнанных под преобладающие рабочие параметры применяемой обработки, к примеру газ или газовая смесь, давление или, соответственно, парциальные давления, твердое вещество, высвобождаемое в рабочем пространстве, характеристики плазменного разряда.
Таким образом, при данном режиме b1) задают все желательные рабочие параметры, и вследствие подогнанных размеров указанной полости автоматически устанавливается экранирующая плазма.
Подогнанные или соответствующие размеры этой полости могут быть найдены экспериментально, как будет описано далее.
Этот режим работы b1) имеет то значительное преимущество, что экранирующая плазма генерируется без подвода дополнительной энергии. Кроме того, один и тот же анод может при этом использоваться для обработок с различными рабочими параметрами. Это достигается обеспечением в анодной поверхности более чем одной геометрически по-разному подобранной полости. При этом автоматически та или те полости, геометрические размеры которой(ых) соответствуют установленному в данный момент набору рабочих параметров, буде(у)т активирована(ы) экранирующей плазмой.
b2):
В другом режиме работы способа изготовления согласно настоящему изобретению и по основному аспекту а) экранируемый участок устанавливают в виде участка поверхности полости в анодной поверхности, имеющей отверстие, открытое в рабочее пространство. Экранирующую плазму в этой полости генерируют созданием в этой полости магнитного поля. Этот режим работы b2) имеет то преимущество, что анод, а, значит, и поверхность анода могут быть рассчитаны на различные наборы рабочих параметров для желательных обработок поверхности, т.е. на различные газы или газовые смеси, давления или, соответственно, парциальные давления, твердые вещества, высвобождаемые в рабочем пространстве, характеристики плазменных разрядов, которые следует использовать для выполнения различных обработок поверхности. Экранирующая плазма поджигается в этой по меньшей мере одной полости созданным в ней магнитным полем, что дополнительно открывает возможность контролируемого включения и выключения экранирующей плазмы путем соответствующего изменения магнитного поля в соответствующей полости.
b3):
В еще одном режиме работы способа согласно настоящему изобретению по его основному аспекту а) экранируемый участок устанавливают в виде участка поверхности полости в анодной поверхности, имеющей отверстие, открытое в рабочее пространство. Экранирующую плазму устанавливают в этой полости впуском по меньшей мере части газа или газовой смеси, который(ая) предназначен(а) для обработки поверхности, через эту полость в рабочее пространство. Этот режим работы b3) имеет то преимущество, что меры, которые неизбежно предусмотрены для выполнения процесса обработки поверхности, а именно - создание потока газа в рабочее пространство, одновременно используют для установления в этой полости экранирующей плазмы. Так же, как и в режиме b2), полости в анодной поверхности могут быть приданы геометрические размеры по существу независимо от конкретного набора рабочих параметров. Дополнительным преимуществом данного режима является то, что если газ или газовая смесь, инжектируемый(ая) через эту полость в рабочее пространство, содержит реакционно-способный газ, активируемый в плазменном разряде, установившемся между анодом и катодом, то такой реакционно-способный газ активируют уже в экранирующей плазме. Следует сказать, что использование дополнительной активации реакционно-способного газа за счет протекания такого газа через экранирующую плазму может быть осуществлено во всех режимах работы способа согласно а).
Тем, устанавливает ли поток газа в некой полости экранирующую плазму или нет, можно управлять регулированием потока газа и/или газовой смеси через эту полость в рабочее пространство.
b4):
Еще один режим работы способа изготовления согласно настоящему изобретению по его основному аспекту а) состоит в установлении упомянутого по меньшей мере одного экранируемого участка в виде участка поверхности газовпускного отверстия в анодной поверхности, открытого в рабочее пространство. Экранирующую плазму на этом участке такого по меньшей мере одного газовпускного отверстия устанавливают инжектированием по меньшей мере части газа или газовой смеси, который(ую) используют для обработки поверхности через это впускное отверстие. Отдельная экранирующая плазма генерируется возле и вокруг впускного отверстия на анодной поверхности. Этот режим работы имеет, подобно режиму b3), преимущества использования впуска газа, который необходим для обработки поверхности, дополнительно для установления экранирующей плазмы, а также то, что если впускаемый газ содержит реакционно-способный газ, то такой реакционно-способный газ активируется уже в экранирующей плазме. Дополнительным преимуществом является то, что нет необходимости проделывать специальные полости в анодной поверхности, а необходимо лишь разместить в аноде трубку для подачи указанного газа. И в этом режиме также можно управлять тем, генерируется ли экранирующая плазма вокруг конкретного впускного отверстия или нет, изменением потока газа и/или газовой смеси, впускаемого(ой) через рассматриваемое впускное отверстие.
Как было указано выше и что действительно для всех вариантов воплощения от а) до b4), на тех участках, где генерируется экранирующая плазма, устанавливается низкий импеданс по постоянному току для тока разряда. Другие участки анодной поверхности, удаленные от указанных экранированных участков, становятся покрытыми твердым веществом. Такие удаленные участки быстро становятся неактивными по отношению к току разряда. Поэтому
с1):
в одном режиме работы способа изготовления по одному из любых режимов от а) до b4) анодная поверхность выполнена по существу состоящей из участков, которые поддерживаются активными во время обработки, а значит, из участков, на которых во время обработки установлена или может быть установлена экранирующая плазма. Под термином "по существу" в данном контексте мы понимаем то, что хотя поверхность анода фактически состоит из указанного по меньшей мере одного экранируемого участка, не следует исключать, что имеются некоторые незначительные участки анодной поверхности, на которых нет экранирующей плазмы или на которых экранирующая плазма имеет пренебрежимо малую интенсивность. Таким образом, по меньшей мере 90% анодной поверхности состоит из такого по меньшей мере одного экранируемого участка.
с2):
В еще одном режиме работы способа изготовления согласно всем уже указанным режимам от а) до b4) анодная поверхность имеет протяженный участок поверхности, который имеется рядом с таким по меньшей мере одним экранируемым участком. При этом режиме достигается гибкость относительно различных обработок поверхности, включая также такие обработки, при которых не генерируется никакого твердого вещества, как указано. За счет этого протяженного участка устанавливается большая анодная поверхность, приводящая к соответственно малым плотностям тока разряда для только что указанных процессов. Тем самым может быть выполнена технологическая последовательность, включающая в себя первую обработку без образования твердого вещества и вторую обработку, при которой такое твердое вещество образуется.
d):
В еще одном режиме работы способа изготовления согласно настоящему изобретению и согласно любому из вариантов воплощения от а) до с2) предусматривают более чем один из указанных экранируемых участков и выборочно устанавливают отдельную экранирующую плазму на части указанных участков.
В соответствии с режимом b1) это может быть реализовано обеспечением по меньшей мере двух полостей, которые являются различными по геометрическим размерам, так что отдельная экранирующая плазма будет устанавливаться на той или на другой из указанных полостей в зависимости от конкретных наборов рабочих параметров, как указано выше. В режиме по b2) к соответствующей более чем одной полости могут быть приложены различные магнитные поля с тем, чтобы установить отдельную экранирующую плазму на той или на другой из этих полостей. Как указано выше, в этом варианте воплощения установление экранирующей плазмы может быть проделано управляемым образом соответствующим обеспечением в этих полостях управляемо изменяемого магнитного поля.
В режиме работы по b3) выбор того, на каких из полостей будет установлена экранирующая плазма, может быть осуществлен установлением потоков специального газа и/или потоков специальных газовых смесей. Указанный выбор может быть проделан управляемым образом управляемым изменением по меньшей мере одного из потока газа и газовой смеси, протекающего(ей) через более чем одну из выполненных полостей.
В режиме работы по b4) указанный выбор может быть реализован установлением различных потоков газа в более чем одном впускном отверстии и/или введением через это более чем одно впускное отверстие различных газовых смесей. Этот выбор может быть реализован управляемым образом управляемым изменением указанного потока газа и/или газовых смесей.
d1):
В еще одном режиме функционирования режима, указанного под d), выбор конкретных экранируемых участков выполняется автоматически в зависимости от преобладающих рабочих параметров, например, от газа или газовой смеси, давления или парциальных давлений, твердого вещества, высвобождаемого в рабочее пространство, характеристик разряда. Таким образом, имея в виду режим b1), выполнение различных по размерами полостей приводит к тому факту, что экранирующей плазмой автоматически будут активированы та полость или те полости, у которых геометрия соответствует установившимся в данный момент параметрам процесса.
В режиме по b2), если на более чем одной полости - которые в этом случае могут быть подобраны одинаковыми - созданы различные магнитные поля, то преобладающий набор рабочих параметров будет автоматически активировать экранирующей плазмой те полости, которым это преобладающее магнитное поле подходит.
По аналогии и с учетом режима работы по b3), организация в, например, одинаковых полостях разных потоков и/или потоков различных газов или газовых смесей автоматически приведет к установлению экранирующей плазмы в тех из этих полостей, где этот поток и/или газ или газовая смесь подходит к преобладающим рабочим параметрам.
Имея в виду режим b4), когда более чем один впуск газа работает с различными потоками газа и/или различными составами газа, экранирующая плазма будет устанавливаться вокруг того или тех впускных отверстий, у которых поток газа и/или состав газа подходит к преобладающим в данный момент параметрам процесса.
е):
И хотя установление экранирующей плазмы необязательно подразумевает поток газа из анодной поверхности, тем не менее, устанавливается поток газа или газовой смеси через эту полость и в рабочее пространство с тем, чтобы использовать экранирующую плазму для активации такого газа или такой газовой смеси.
f):
В еще одном режиме работы и когда имеются по меньшей мере одна полость и поток газа через нее, этот газ или газовую смесь заставляют протекать из полости в рабочее пространство через ступень давления, такую как, например, сопло.
g):
Как было объяснено выше, низковольтные плазменные разряды постоянного тока обладают особенно низкими импедансами разряда по постоянному току. Поэтому эти плазменные разряды особенно критичны в отношении осаждения указанного твердого вещества на анодную поверхность. Таким образом, в следующем режиме g) работы способа изготовления согласно настоящему изобретению во всех указанных выше режимах плазменный разряд между анодом и катодом поддерживается при напряжении питания самое большее 200 В и даже при напряжении питания самое большее 100 В.
h):
В следующем режиме работы обработка поверхности содержит нанесение покрытия.
h1):
В одном режиме такое нанесение покрытия выполняют материалом, содержащим по меньшей мере один из нитрида, борида, карбида, оксида металла.
h11):
В одном режиме указанный материал содержит алюминий или состоит из алюминия.
i):
В следующем режиме работы указанный плазменный разряд устанавливают как один из катодного дугового разряда и катодного разряда прямого накала.
j):
Еще в одном режиме работы способа изготовления согласно настоящему изобретению анод охлаждают охлаждающей средой.
Обсудив способ изготовления согласно настоящему изобретению по различным аспектам и режимам работы, следует сказать, что точные физические механизмы, которые приводят к возникновению указанной экранирующей плазмы, сегодня точно не известны. Поэтому мы воздерживаемся от дачи объяснений тех физических механизмов, которые, возможно, приводят к этому явлению. По этому вопросу следует обратить внимание, например, на статью Л. Дорфа и др. (L. Dorf et al.) "Experimental studies of anode sheath phenomena in a Hall thruster discharge", Journal of Applied Physics 97, 103309 (2005).
Обращаясь теперь к вакуумным источникам плазмы согласно настоящему изобретению, применимым для осуществления способа изготовления согласно изобретению, следует констатировать, что просто с точки зрения аппаратного обеспечения следует рассмотреть, например, DE 4306611. В нем описано устройство катод/анод, в котором анод образован коробчатой полостью, выполненной из пластин, которые работают под анодным потенциалом. Полость анода выполнена так, чтобы увеличить интенсивность плазмы в плазменном разряде, используемом для обработки поверхностей, а именно при травлении с использованием благородного газа в рабочей атмосфере, или при химическом восстановлении обрабатываемой поверхности под воздействием аргон-водородной газовой смеси, или при обработке плазменным разрядом в кислородсодержащей атмосфере с тем, чтобы в итоге пассивировать обработанную поверхность.
Для того чтобы сгенерировать интенсивный плазменный разряд с анода-полости, через эту полость создается магнитное поле.
А):
По первому аспекту вакуумный источник плазмы согласно настоящему изобретению имеет источник плазменного разряда, который включает в себя катод и анод. Анод содержит анодную поверхность и по меньшей мере две полости в анодной поверхности. Наименьший поперечный размер этой полости составляет в диапазоне от 3 до 100 мм, а глубина составляет примерно половину такого поперечного размера.
Выполняя в анодной поверхности более чем одну полость, устанавливают на единицу объема полостей большую поверхность, чем при набирании такого же объема полостей одной единственной полостью. При этом и в контексте установления экранирующей плазмы, что пояснялось выше, экранируется увеличенная площадь анодной поверхности. Дополнительно, выполнение в анодной поверхности по меньшей мере двух полостей позволяет выборочно устанавливать экранирующие плазмы в зависимости от преобладающих наборов рабочих параметров, при которых эксплуатируют источник плазмы, что обсуждалось в контексте способа изготовления.
А1):
В первом варианте воплощения указанного вакуумного источника плазмы по А анодная поверхность содержит протяженный участок поверхности, смежный с упомянутыми по меньшей мере двумя полостями. Как было пояснено в контексте изобретения по аспекту способа изготовления, это позволяет гибко применять один и тот же источник плазмы для обработок, при которых в рабочем пространстве образуется твердое вещество с большим удельным импедансом по постоянному току, чем у материала анода, или при которых никакого такого твердого вещества не образуется.
А2):
В следующем варианте воплощения анодная поверхность указанного анода по существу состоит из поверхности упомянутых по меньшей мере двух полостей. Тем самым выполняется анод минимального объема с максимальной площадью анодной поверхности, которая сохраняется не подверженной воздействию твердого вещества, которое образуется во время соответствующей обработки. Этот вариант воплощения может быть скомбинирован с любым вариантом воплощения по аспекту А).
А3):
В следующем варианте воплощения анодная поверхность содержит впуск газа, который выходит в по меньшей мере одну из упомянутых по меньшей мере двух полостей. При установлении в одной из рассматриваемых полостей соответствующей экранирующей плазмы это позволяет газу, впускаемому через впуск газа, активироваться в этой экранирующей плазме. Этот вариант воплощения может быть скомбинирован с любым вариантом воплощения по аспекту А).
А4):
В следующем варианте воплощения указанная по меньшей мере одна полость, имеющая входящий в нее впуск газа, содержит ступень давления, такую как, например, сопло, между впуском газа и окружающей анодную поверхность атмосферой.
Тем самым, в зависимости от рабочих параметров, размеров этой ступени давления, потока газа или газовой смеси через нее, состава такой смеси, экранирующая плазма развивается вокруг отверстия(ий) такой ступени давления и/или в канале(ах) такой ступени давления, и/или в полости.
А5):
В следующем варианте воплощения, который может быть скомбинирован с любым из вариантов воплощения по аспекту А), смежно с по меньшей мере одной из упомянутых по меньшей мере двух полостей предусмотрено магнитное устройство, которое создает в указанной полости магнитное поле. С помощью магнитного поля, созданного таким устройством, экранирующая плазма может быть установлена в этой полости в значительной степени независимо от преобладающих параметров процесса, или же экранирующая плазма, установившаяся при преобладающих параметрах процесса лишь за счет выбранного размера полости, может быть отрегулирована с точки зрения ее интенсивности.
А51):
В следующем варианте воплощения только что указанное магнитное устройство является управляемым с тем, чтобы создавать магнитное поле управляемо изменяемым. Тем самым на некой полости, рассматриваемой в пределах анодной поверхности, экранирующая плазма может быть включена и выключена или просто изменена по интенсивности управляемым изменением этого магнитного поля.
А6):
Еще в одном варианте воплощения, который может быть скомбинирован со всеми указанными вариантами воплощения по А), упомянутые по меньшей мере две полости в анодной поверхности имеют разные геометрические размеры. Таким образом, экранирующая плазма будет установлена, например, на той или на тех полостях, геометрические размеры которой(ых) подходят к преобладающим параметрам процесса.
В):
По второму аспекту вакуумного источника плазмы согласно настоящему изобретению, который имеет источник плазменного разряда, содержащий катод и анод, этот анод содержит анодную поверхность, которая содержит по меньшей мере одну полость и протяженный участок поверхности, смежный с указанной по меньшей мере одной полостью. Эта полость имеет размеры, как было указано по аспекту А). Вакуумный источник плазмы с таким анодом может быть гибко применен для процессов, во время которых в рабочем пространстве образуется твердое вещество с более высоким удельным импедансом по постоянному току, чем импеданс по постоянному току материала анодной поверхности, или для обработки, при которой никакого такого твердого вещества не образуется, но желательна большая анодная поверхность с тем, чтобы снизить плотность тока разряда на анодной поверхности.
В1):
В одном следующем варианте воплощения указанная по меньшей мере одна полость в анодной поверхности содержит по меньшей мере один выходящий в нее впуск газа. Преимущества такого впуска газа были обсуждены в контексте вакуумного источника плазмы по изобретению по аспекту А3). Данный вариант воплощения может быть скомбинирован с любым вариантом воплощения по аспекту В).
В2):
В следующем варианте воплощения указанная полость с по меньшей мере одним впуском газа дополнительно содержит ступень давления между этим впуском газа и окружением анодной поверхности. Преимущества такого варианта воплощения были указаны в контексте варианта воплощения А4) вакуумного источника плазмы по изобретению.
В3):
В следующем варианте воплощения смежно с упомянутой по меньшей мере одной полостью предусмотрено магнитное устройство, которое создает магнитное поле в упомянутой по меньшей мере одной полости. Преимущества, которые достигаются таким магнитным полем, уже были обсуждены в контексте варианта воплощения А5) источника согласно настоящему изобретению. Этот вариант воплощения может быть скомбинирован с любым из вариантов воплощения, сгруппированных под аспектом В).
В31):
В следующем варианте воплощения магнитное устройство, которое только что было указано, является управляемым с тем, чтобы создавать в полости магнитное поле управляемо изменяемым. Преимущества этого варианта воплощения были обсуждены в контексте аспекта А51) источника согласно настоящему изобретению.
В4):
В следующем варианте воплощения источник содержит по меньшей мере две из указанных полостей в анодной поверхности. Преимущества более чем одной полости в анодной поверхности были указаны под аспектом А) вакуумного источника плазмы согласно настоящему изобретению. Этот вариант воплощения может быть скомбинирован с любым из вариантов воплощения по аспекту В).
В5):
В следующем варианте воплощения указанные по меньшей мере две полости в анодной поверхности выполнены с разными геометрическими размерами. Преимущества, которые достигаются этим вариантом воплощения, уже были обсуждены под аспектом А6) источника согласно настоящему изобретению. Этот вариант воплощения может быть скомбинирован с любым из вариантов воплощения по аспекту В).
С):
По следующему аспекту вакуумного источника плазмы согласно настоящему изобретению, имеющего источник плазменного разряда, который содержит катод и анод, анод содержит анодную поверхность с по меньшей мере одной полостью и впуском газа, выходящим в указанную полость. Эта по меньшей мере одна полость имеет такие размеры, как было указано по А). Как также было указано выше, обеспечение по меньшей мере одной полости в анодной поверхности, а также выходящего в нее впуска газа позволяет устанавливать экранирующую плазму, даже если геометрические размеры полости не подходят к преобладающим установившимся лишь за счет подбора размеров такой полости параметрам процесса.
С1):
В одном варианте воплощения полость содержит ступень давления между впуском газа и окружением анодной поверхности. Тем самым, в зависимости от рабочих параметров, устанавливаемых, когда вакуумный источник плазмы находится в работе, и геометрических размеров сквозных отверстий такой ступени давления, а также от размеров полости, потока газа и/или газовой смеси, экранирующая плазма устанавливается непосредственно окружающей проем ступени давления и/или внутри сквозного отверстия такой ступени давления и/или в полости.
В любом таком случае инжектируемые газ или газовая смесь будут активированы экранирующей плазмой. Этот вариант воплощения может применяться в комбинации со всеми вариантами воплощения аспекта С).
С2):
Еще в одном варианте воплощения источника он имеет анодную поверхность, которая содержит протяженный участок поверхности, смежный с упомянутой по меньшей мере одной полостью. Преимущество, связанное с гибкостью применения соответствующего источника плазмы, уже обсуждалось, например, по аспекту В). Этот вариант воплощения может быть скомбинирован с любыми из вариантов воплощения по аспекту С).
С3):
В еще одном варианте воплощения анод источника разряда имеет анодную поверхность, которая по существу состоит из упомянутой по меньшей мере одной полости. Преимущество этого варианта воплощения, который может быть скомбинирован с любым вариантом воплощения по аспекту С), указано, например, по А2).
С4):
В еще одном варианте воплощения смежно с упомянутой по меньшей мере одной полостью предусмотрено магнитное устройство, которое создает магнитное поле в упомянутой по меньшей мере одной полости. Преимущества этого варианта воплощения, который может быть скомбинирован с любым вариантом воплощения по аспекту С), было указано, например, по А5).
С41):
В следующем варианте воплощения только что указанное магнитное устройство выполнено управляемо изменяемым. Преимущества, достигаемые таким вариантом воплощения, были указаны по А51).
С5):
В следующем варианте воплощения анодная поверхность содержит по меньшей мере две из указанных полостей. Преимущества этого варианта воплощения были указаны по А). Этот вариант воплощения может быть скомбинирован с любым вариантом воплощения по С).
С51):
В еще одном варианте воплощения только что указанные по меньшей мере две полости выполнены с разными размерами. Преимущества этого варианта воплощения были указаны, например, по А6).
В еще одном варианте воплощения, который может быть скомбинирован с любым из вариантов воплощения по аспектам от А) до С), анод и катод при работе подсоединены к источнику электрического питания, генерирующему выходной сигнал, который имеет постояннотоковую частотную составляющую, как было указано в разделе "Определения".
В еще одном варианте воплощения указанная постояннотоковая составляющая представляет собой ток силой по меньшей мере 50 А при напряжении самое большее 200 В.
Еще в одном варианте воплощения, который может быть скомбинирован со всеми вариантами воплощения, указанными по аспектам от А) до С), анод оснащен канальным устройством, связанным с источником охлаждающей среды.
Еще в одном варианте воплощения, который может быть скомбинирован с любыми описанными ранее вариантами воплощения по аспектам от А) до С), источник разряда является источником катодного дугового разряда или источником низковольтного разряда прямого накала.
Изобретение будет теперь описано далее с помощью чертежей и примеров.
На этих чертежах:
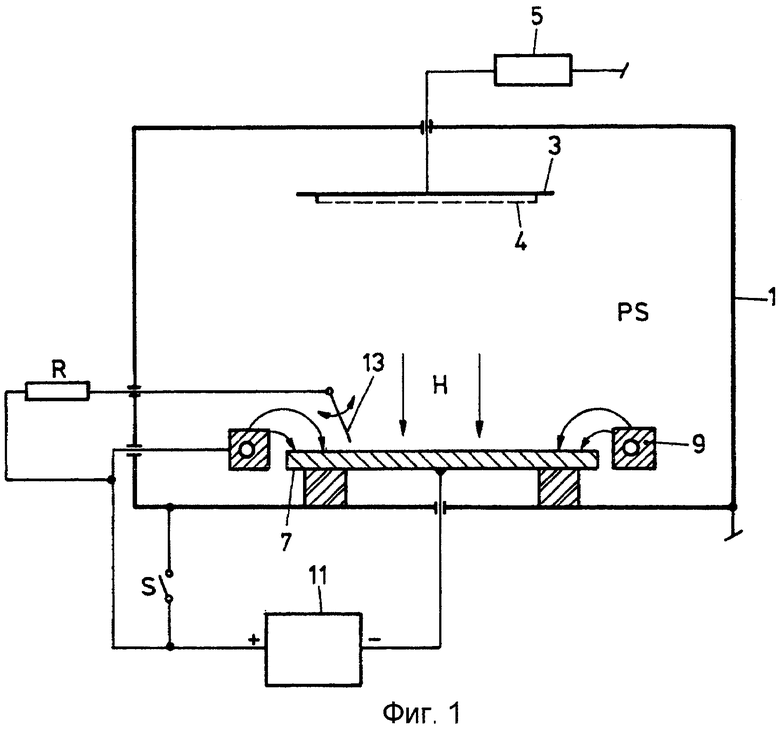
Фиг.1 схематично и упрощенно показывает установку вакуумной обработки, в которой поверхности обрабатываются с помощью катодного дугового разряда;
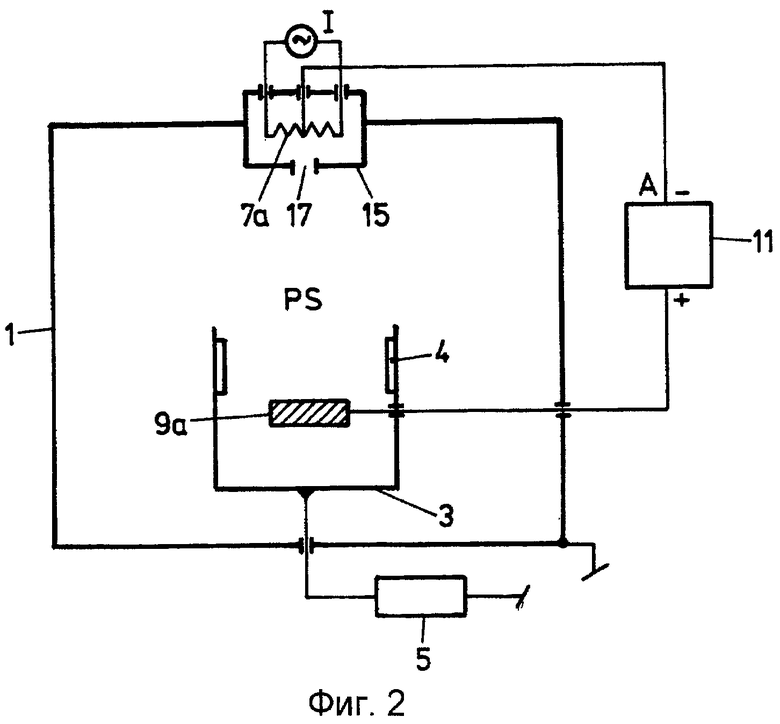
Фиг.2 на виде, аналогичном показанному на Фиг.1, показывает установку вакуумной обработки, в которой поверхности обрабатываются с помощью плазменного разряда прямого накала;
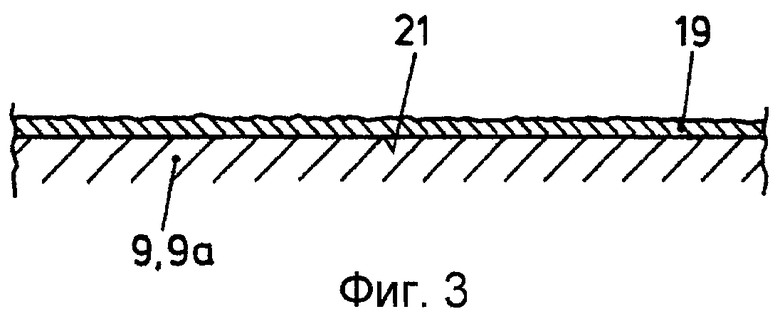
Фиг.3 схематично показывает часть анодной поверхности, которая покрыта твердым веществом, образованным во время известной обработки с помощью плазмы, например, с помощью установки согласно Фиг.1 или 2;
Фиг.4 в общем показывает концепцию согласно настоящему изобретению, а именно экранирование по меньшей мере частей анодной поверхности от осаждения твердого вещества экранирующей плазмой;
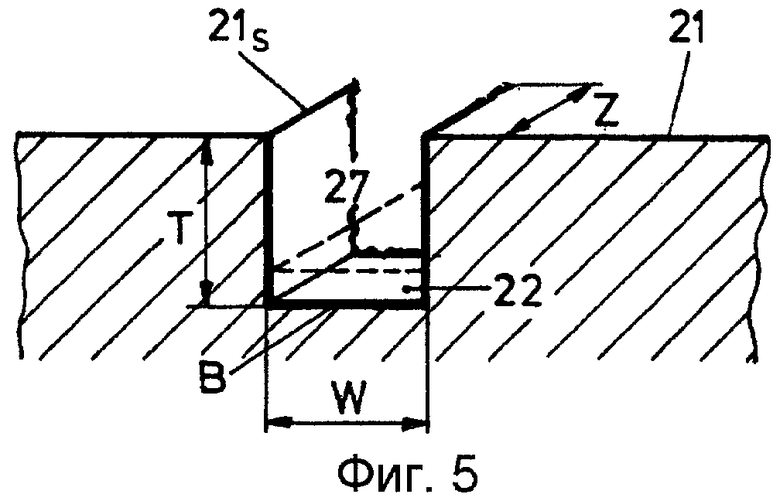
Фиг.5 схематично показывает часть анодной поверхности, предназначенной для установления экранирующей плазмы согласно настоящему изобретению;
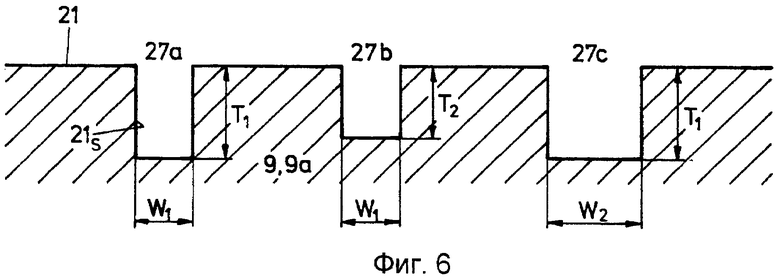
Фиг.6 схематично показывает сечение части анода согласно изобретению в следующем варианте воплощения, задуманного как проверочный анод или как анод, который может быть гибко применен при различных обработках;
Фиг.7 показывает фотографию анода для операции катодного дугового разряда в соответствии с концепцией по Фиг.6;
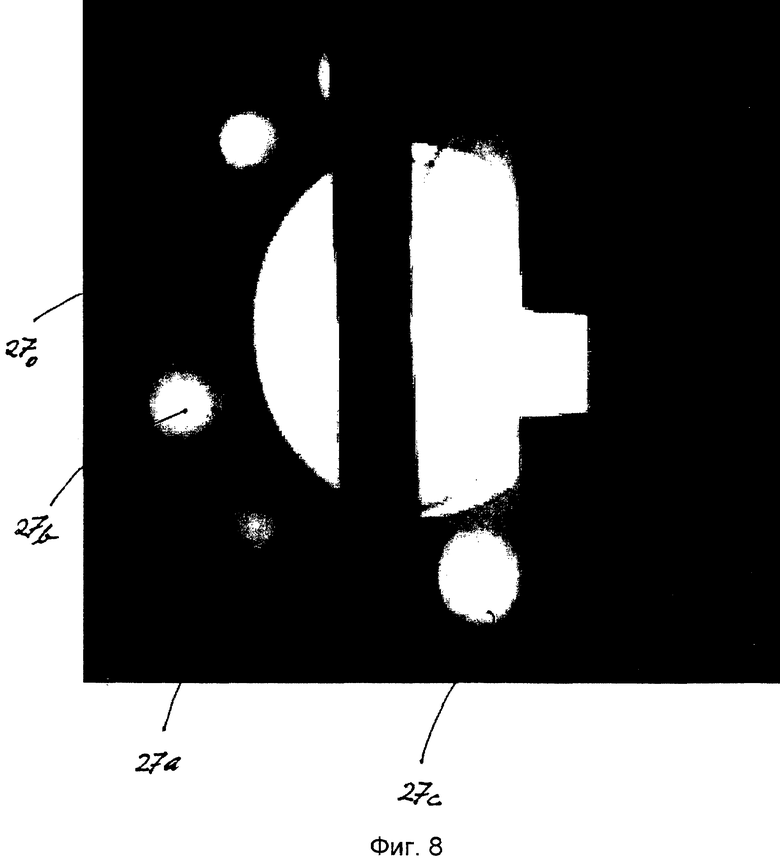
Фиг.8 показывает фотографию анода по Фиг.6 в операции, демонстрирующей возникновение экранирующих плазм;
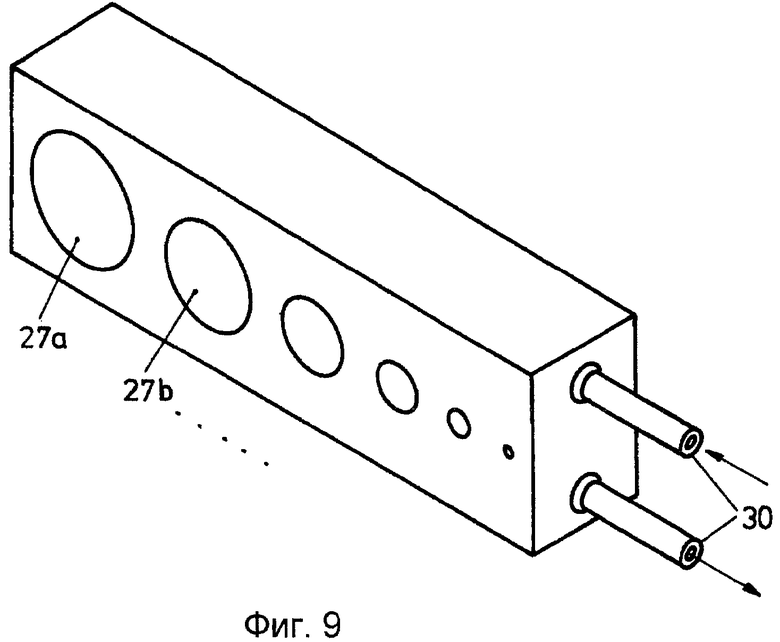
Фиг.9 показывает еще один вариант воплощения анода в соответствии с концепцией, показанной на Фиг.6;
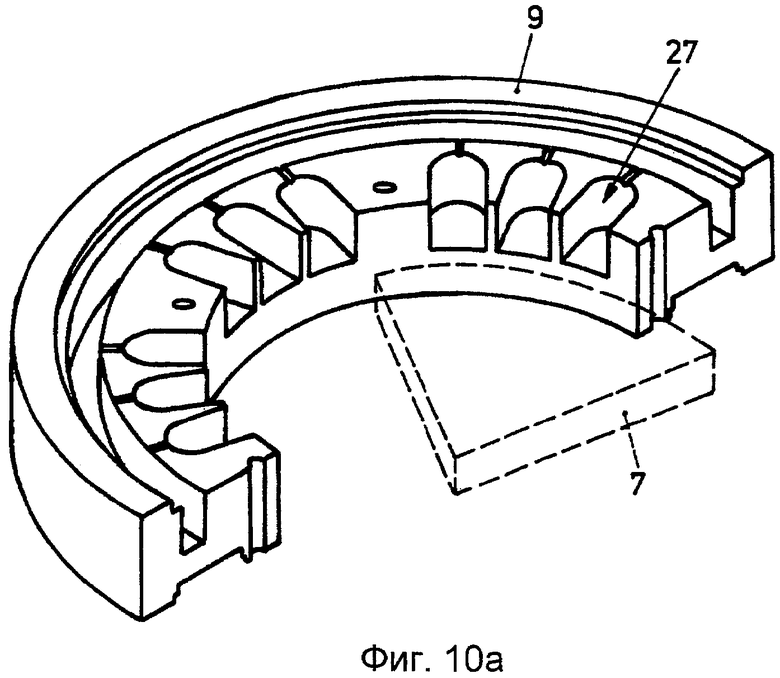
Фиг. 10а, 10b показывают вид в перспективе двух следующих вариантов воплощения анода согласно изобретению;
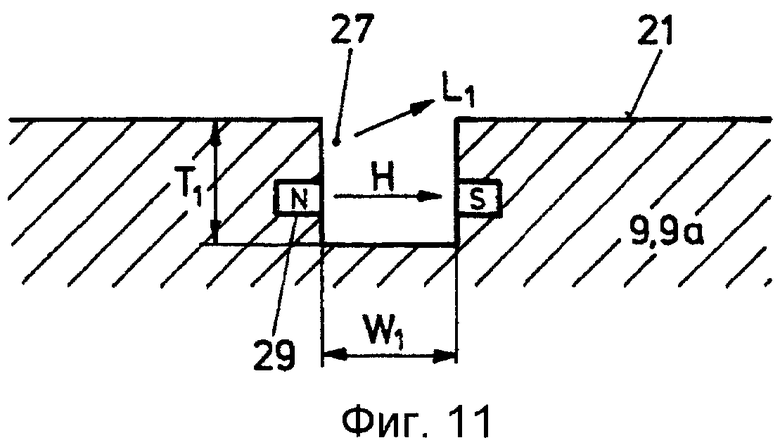
Фиг.11 схематично и в сечении показывает часть анода в еще одном варианте воплощения согласно настоящему изобретению;
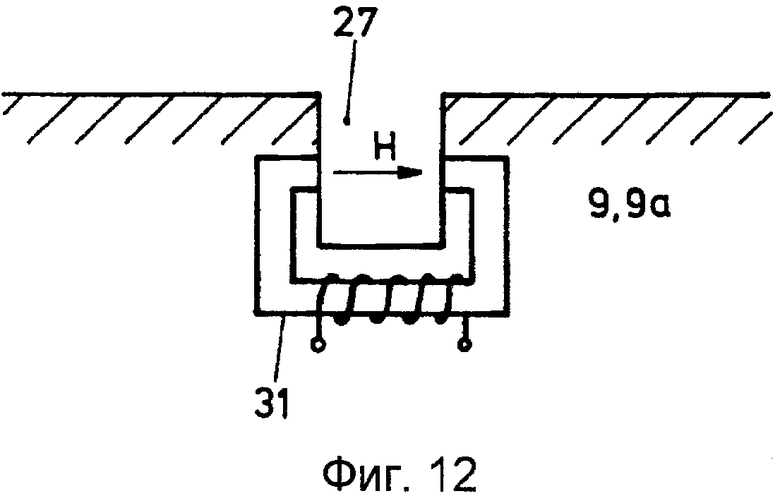
Фиг.12 на виде по Фиг.11 показывает еще один вариант воплощения анода согласно настоящему изобретению;
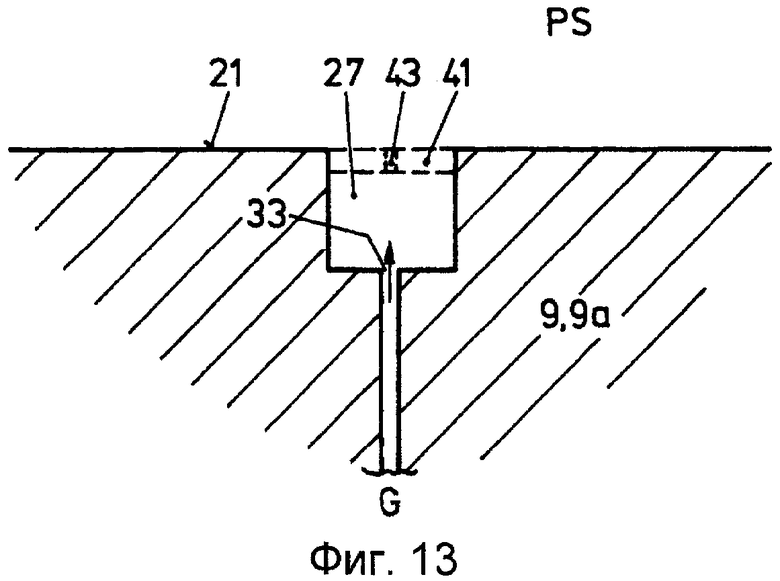
Фиг.13, также на виде, аналогичном виду по Фиг.11, показывает еще один вариант воплощения анода согласно настоящему изобретению;
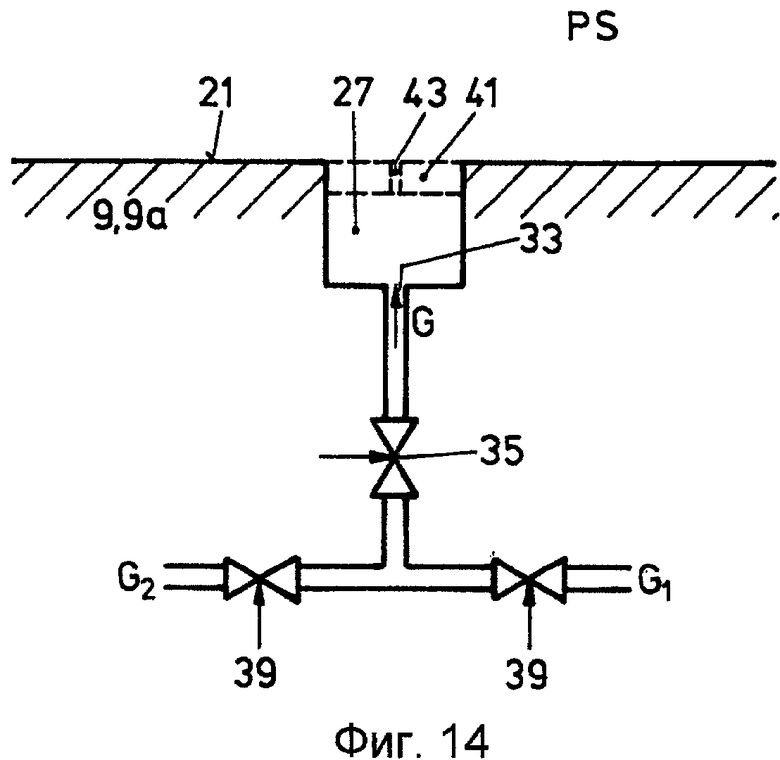
Фиг.14 на виде, аналогичном виду по Фиг.13, показывает еще один вариант воплощения анода согласно настоящему изобретению;
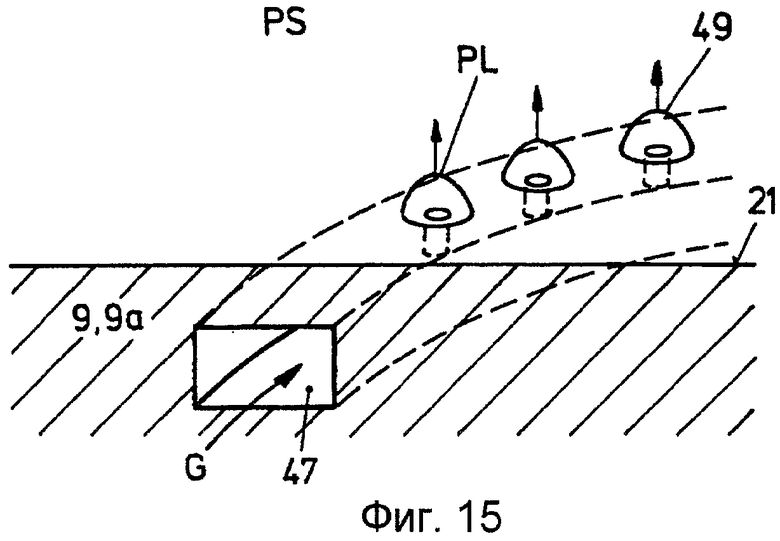
Фиг.15 на схематичном виде в перспективе показывает часть анода по настоящему изобретению в еще одном варианте воплощения;
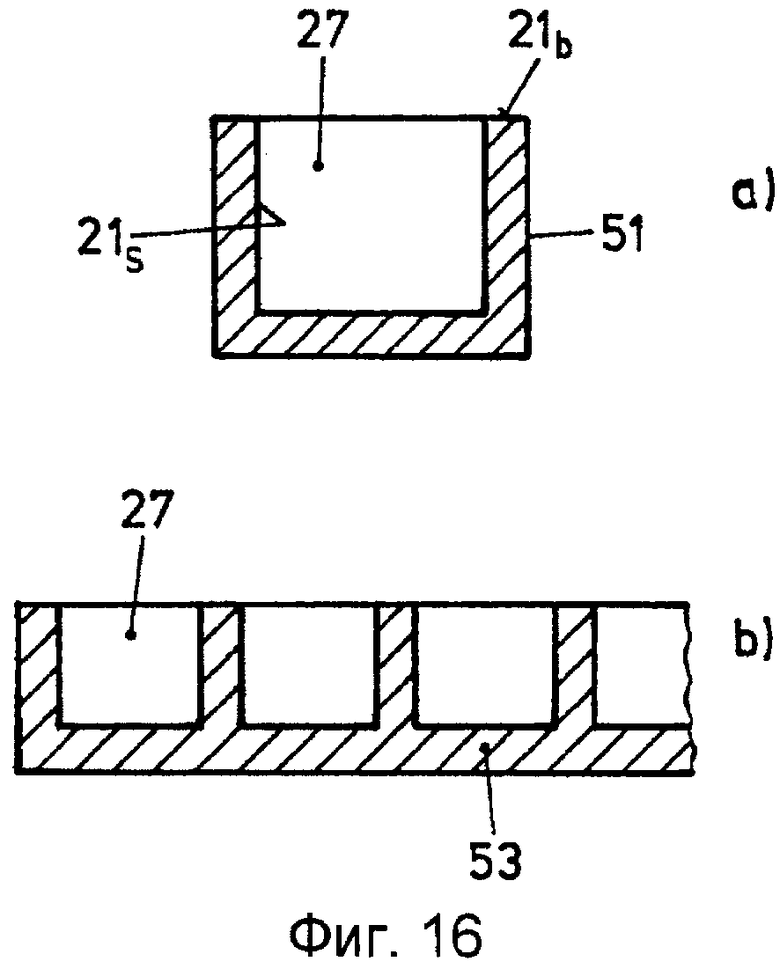
Фиг.16а схематично показывает сечение анода по настоящему изобретению еще в одном варианте воплощения;
Фиг.16b, исходя из анода по Фиг.16а, показывает еще один вариант воплощения анода, при котором указанный анод скомбинирован с вариантом воплощения, указанным на Фиг.6.
Следующее далее описание примеров настоящего изобретения будет приведено в контексте низковольтных плазменных разрядов постоянного тока и, более конкретно, в контексте катодных дуговых разрядов и разрядов с использованием катодов прямого накала. Тем не менее и как уже было указано, изобретение может также быть использовано применительно к плазменным разрядам постоянного тока с другим напряжением, таким как, например, используемые при распылении.
На Фиг.1 схематично показана установка обработки с источником плазмы, являющимся дуговым источником-испарителем, в качестве типичного примера низковольтного источника плазмы постоянного тока. В вакуумном приемнике 1 установлен держатель 3 для удерживания обрабатываемых деталей или подложек, подлежащих обработке поверхности в этом приемнике 1. Держатель 3 может работать под напряжением смещения, которое, как правило, является напряжением постоянного тока, т.е. напряжением, которое содержит постояннотоковую частотную составляющую. Таким образом, напряжение смещения, приложенное генератором 5 смещения, может быть, например, пульсирующим напряжением, которое является асимметричным относительно нулевого значения напряжения.
Катодный дуговой разряд устанавливается между мишенью 7 и анодом 9. На мишень 7 и анод 9 посредством генератора 11 электрического питания подается сигнал питания, содержащий постояннотоковую частотную составляющую. Анод 9 работает под большим электрическим потенциалом постоянного тока, чем мишень 7, которая, электрически, является катодом 7. Генератор 11 питания генерирует исключительно сигнал постоянного тока или сигнал постоянного тока с наложенной переменной составляющей, что реализуется, например, пульсирующим сигналом, который является асимметричным относительно нулевого уровня сигнала.
Дуговой разряд, как схематично показано на Фиг.1, зажигается посредством электрода 13 зажигания, который, например, через резистор R, работает под потенциалом анода и который механически перемещается для контакта с поверхностью катода 7, чтобы вызвать возникновение дуги.
На временной ход (динамику) возникшей в результате дуги, обычно - множества дуг, можно влиять магнитным полем Н, приложенным рядом с катодом 7. Как правило, результирующие токи разряда составляют между 10 А и 1000 А, а результирующие напряжения разряда - между 15 В и 150 В.
Анод 9 может работать при том же самом электрическом потенциале, что и внутренняя поверхность стенки приемника 1, что схематично показано на Фиг.1 выключателем S. Тем самым анодная поверхность значительно увеличивается, что обычно ведет к уменьшению напряжения разряда. Это является показателем пониженного импеданса плазменного разряда по постоянному току. Тем самым плазменный разряд обычно эксплуатируется в рабочей атмосфере в рабочем пространстве PS, содержащей по меньшей мере рабочий газ, обычно благородный газ, а именно - аргон.
Компоновка, схематично показанная на Фиг.1, прекрасно известна специалистам.
На Фиг.2 показана вторая установка со вторым типом источника низковольтного плазменного разряда постоянного тока. Эмитирующий электроны катод 7а, реализованный нитью накала, нагретой током I нагрева, расположен внутри катодной камеры 15, внутренность которой сообщается с рабочим пространством PS внутри приемника 1 через отверстие 17. Напротив отверстия 17 внутри приемника 1 установлен анод 9а. Катод 7а и анод 9а работают от генератора 11 электрического питания. И здесь тоже плазменный разряд между катодом 7а, через отверстие 17, к аноду 9а и держателю 3 устанавливается в рабочей атмосфере, содержащей рабочий газ, которым обычно является благородный газ, а именно - аргон. В плазменном разряде такого типа, который дальше будет называться разрядом "прямого накала", используются ток и напряжение разряда таких же диапазонов, которые были указаны в контексте катодного дугового разряда по Фиг.1. Компоновка по Фиг.2 также прекрасно известна специалистам.
Плазменные тлеющие разряды, которые используются для распыления, устанавливаются током разряда обычно между 5 и 50 А, причем напряжения разряда составляют несколько сот В. Для так называемого аномального тлеющего разряда токи разряда составляют несколько сот А, а напряжения разряда - несколько сот В. Как уже упоминалось, настоящее изобретение может быть применено к таким типам плазменных разрядов, которые не могут быть названы низковольтными.
При операции катодного дугового разряда по Фиг.1, а также при операции плазменного разряда прямого накала по Фиг.2, поверхности обрабатываемых деталей 4 могут быть покрыты материалом, который обладает удельным импедансом по постоянному току, большим, чем удельный импеданс по постоянному току металла, из которого выполнены соответствующие аноды 9 и 9а. При катодно-дуговом испарении это может выполняться введением в рабочее пространство PS реакционно-способного газа, который реагирует с металлом или соединением металла, испаренным дуговым разрядом из катода 7. Покрытие, которое может быть даже слоем электрически изоляционного материала, осаждается, главным образом, на поверхность обрабатываемой детали или подложки 4 на держателе 3. При обработке с прямым накалом обычно никакого твердого вещества в рабочую атмосферу не высвобождается. Реакционно-способный газ, впущенный в рабочее пространство, активируется плазменным разрядом и осаждается на подложку или обрабатываемую деталь 4. При этом результирующий материал покрытия может иметь больший удельный импеданс по постоянному току, чем удельный импеданс по постоянному току материала анода, вплоть до того, что он может быть электрически изолирующим (по постоянному току). Помимо подложки или обрабатываемой детали 4, этот твердый материал покрытия осаждается также и на аноде 9, 9а. Поэтому импеданс плазменного разряда по постоянному току увеличивается, приводя, как было указано во вступительной части, к нестабильному поведению разряда с соответствующим отрицательным влиянием на желательный результат обработки обрабатываемых деталей или подложек. То же самое может произойти, если, например, посредством плазменного разряда прямого накала поверхности обрабатываемой детали подвергаются реактивному травлению или очистке посредством активированного плазмой реакционно-способного газа.
Как правило, как анод 9 для катодного дугового разряда, так и анод 9а для разрядов прямого накала выполняют из материала с высокой проводимостью, обычно из меди, и интенсивно охлаждают.
На Фиг.3 схематично показана часть анода 9 или 9а согласно Фиг.1 или 2 с покрывающим слоем 19 из твердого вещества на анодной поверхности 21. Такой покрывающий слой 19, как было указано, может образовываться всякий раз, когда при обработке поверхности обрабатываемой детали в реакционном пространстве PS образуется твердое вещество. Если такое твердое вещество является материалом, который имеет удельный импеданс по постоянному току такой же низкий или по существу такой же низкий, как и удельный импеданс материала анода 9, 9а, то такой покрывающий слой 19 не будет оказывать влияния или будет оказывать лишь незначительное влияние на плазменный разряд, установившийся для обработки поверхности обрабатываемой детали, такой как дуговой разряд в варианте воплощения по Фиг.1 или разряд прямого накала, как в варианте воплощения по Фиг.2.
Если, с другой стороны, указанное покрытие 19 выполнено из материала, который имеет значительно более высокий удельный импеданс по постоянному току, чем материал анода, то появление такого покрытия и его рост во времени будет постоянно изменять характеристики указанного плазменного разряда, как было указано, вплоть до потухания плазменного разряда.
На Фиг.4 в том же самом схематичном виде, что и на Фиг.3, показан общий подход согласно настоящему изобретению, направленный на предотвращение осаждения такого твердого вещества по меньшей мере на выбранные поверхностные участки 21S анодной поверхности 21. В соответствии с Фиг.4 вдоль по меньшей мере одного участка 21S анодной поверхности 21 установилась отдельная экранирующая плазма 25, протяженность которой ограничена по существу указанным выбранным участком 21S. Такая отдельная экранирующая плазма, как будет проиллюстрировано примерами далее, видна во время обработки в виде яркого пятна на анодной поверхности 21. Удивительно, но посредством такой экранирующей плазмы 25 вдоль участков анодной поверхности 21 предотвращается появление осаждения твердого вещества на этих участках 21S. Тем не менее, как показано на Фиг.4, рядом с указанными участками 21S осаждение твердого вещества с высоким импедансом будет происходить, но такое осаждение электрически шунтировано имеющей высокую электропроводность экранирующей плазмой 25 на имеющих высокую электропроводность участках 21s анодной поверхности, которые сохраняются по существу незагрязненными и, таким образом, из по существу неизменяемого материала анода при по существу стабильном низком удельном импедансе по постоянному току, оказываемому току разряда. Разрядный ток плазменного обрабатывающего разряда концентрируется на этих участках 21S с низким импедансом, что схематично показано на Фиг.4 обозначением ID.
В первом варианте воплощения для реализации экранирующей плазмы 25 вдоль по меньшей мере одного отдельного участка 21S анодной поверхности 21, как на Фиг.4 и как схематично показано на Фиг.5, анодная поверхность снабжена по меньшей мере одной полостью 27.
Указанные по всему настоящему описанию полости должны пониматься как имеющие наименьший поперечный размер W в 3-100 мм и глубину Т в по меньшей мере половину этого размера W. Это также поясняет, что следует понимать под термином «полость» по смыслу настоящего изобретения.
Таким образом, на Фиг.5 та поверхность, которая ограничивает полость 27 и которая на Фиг.5 вычерчена утолщенной линией, является участком 21S по Фиг.4, на котором или вдоль которого устанавливается экранирующая плазма.
Желательная обработка поверхности обрабатываемой детали, такая как обработки согласно Фиг.1 или Фиг.2, устанавливается при установлении желательного набора Р рабочих параметров, которые включают в себя тип газа или газовой смеси в реакционном пространстве PS, давление или, соответственно, парциальные давления таких газов в нем, характеристики плазменного разряда, используемые для обработки поверхности, и - если они являются преобладающими - характеристики твердого материала, который высвобождается в рабочее пространство, как при испарении материала из катода 7 в процессе катодного дугового разряда.
Для некоего данного набора Р1 рабочих параметров существует довольно узкий диапазон геометрических размеров для полости 27 по Фиг.5, при которых экранирующая плазма устанавливается в этой полости 27 и, таким образом, вдоль поверхностного участка 21S анодной поверхности 21. Полость 27 по существу определяется наименьшей поперечной протяженностью W, наибольшей поперечной протяженностью L и глубиной Т. Доминирующее значение для установления указанной экранирующей плазмы внутри полости 27 имеет протяженность W.
Как было объяснено выше, физический механизм, который приводит к развитию экранирующей плазмы внутри полости 27 при определенном наборе Р1 рабочих параметров, сегодня точно не известен. Поэтому один подход к установлению должных геометрических размеров для полости 27 сегодня осуществляется экспериментальным путем. Как схематично показано на Фиг.6, готовят анод 9, 9а с набором из более чем одной полости 27а, 27b…. Как схематично показано, эти полости 27а, 27b… взаимно различаются по своему геометрическому размеру W и/или Т. Организуют технологическую компоновку, например, согласно Фиг.1 или 2, с таким анодом и устанавливают желательный набор Р1 рабочих параметров с тем, чтобы обработать поверхность подложек или обрабатываемых деталей желательным образом. Во время работы можно визуально наблюдать, на какой из различных полостей 27а, 27b… генерируется экранирующая плазма. По окончании обработки это может быть выяснено проверкой того, на какой из полостей не произошло осаждения твердого вещества. Найдя одну или более чем одну полость, на которой экранирующая плазма генерируется при желательном наборе Р1 рабочих параметров, анодную поверхность для последующей обработки при указанном наборе Р1 параметров снабжают одной или более чем одной полостью, выполненной с такими размерами, чтобы возникала экранирующая плазма.
Анод, который задуман таким, как было схематично показано на Фиг.6 для катодного дугового разряда, показан на Фиг.7. Имея цилиндрические полости, справедливо W = L. Анодная поверхность снабжена множеством по-разному подобранных полостей.
Желательный процесс обработки устанавливали при следующих заданных рабочих параметрах:
- материал катода: алюминий (70 ат.%) - хром (30 ат.%);
- рабочий газ: поток газа аргона отсутствует;
- реакционно-способный газ: поток газа кислорода 400 ст. см3/мин;
- парциальное давление кислорода: 0,8 Па;
- ток разряда: 180 А.
Анод по Фиг.7 смонтировали в установке обработки по Фиг.1, которую эксплуатировали с указанным набором рабочих параметров.
На Фиг.8 показана фотография анода по Фиг.7 во время обработки с указанным набором рабочих параметров. Можно ясно видеть, что на некоторых из полостей 270 никакой экранирующей плазмы не установилось, а на других из полостей 27а, 27b … установились экранирующие плазмы различных интенсивностей. Таким образом найдено, какой размер W полости приведет к установлению экранирующей плазмы. Поэтому анод, который следует использовать при обработке с указанным набором рабочих параметров, будет снабжен полостями такого размера W, которые приводят к экранирующей плазме на полостях 27b или 27с.
При таком аспекте анод при выборе полостей разных размеров, как на Фиг.7, можно назвать, с одной стороны, пробным анодом. С другой стороны, такой анод можно применять, когда предполагается выполнять обработку в соответствующей установке гибко при различных наборах Р рабочих параметров. В таком случае преобладающий процесс с преобладающим набором Р рабочих параметров автоматически "выберет" те полости в анодной поверхности для установления экранирующей плазмы, которые подходят по своим геометрическим размерам.
Несмотря на тот факт, что полости с круглым поперечным сечением и отверстием в сторону рабочего пространства PS представляют собой хорошие варианты воплощения, поскольку такие полости могут быть легко изготовлены, следует понимать, что форма таких полостей не ограничена круглой или цилиндрической. Их поперечное сечение может быть также прямоугольным или квадратным и т.д. Кроме того, как схематично показано на Фиг.5, площадь поперечного сечения полости может иметь одну протяженность L, которая существенно больше, чем протяженность W. Таким образом, такая полость может быть щелеобразной формы. Тем не менее, если протяженность в длину такой щелеобразной полости L сделана существенно большей, чем протяженность W, может случиться так, что экранирующая плазма установится на различных отдельных друг от друга участках вдоль щелевой полости, что невозможно предвидеть.
С помощью экспериментов с анодами, имеющими полости различных размеров, была выявлена тенденция, что цилиндрические полости с увеличивающимся W устанавливают экранирующую плазму тогда, когда общее давление газа или газовой смеси в рабочем пространстве понижено.
Если, например, устанавливают ток разряда в диапазоне от 50 А до 200 А, а парциальное давление кислорода - между 0,4 Па и 2,5 Па, то цилиндрическая полость с диаметром W в 50 мм и глубиной Т в 38 мм устанавливает экранирующую плазму во всем этом диапазоне рабочих параметров. С другой стороны, цилиндрическая полость такой же глубины, но с диаметром W в 30 мм, генерирует экранирующую плазму только при парциальном давлении примерно 2 Па. При парциальном давлении ниже этого никакой экранирующей плазмы не образуется. Таким образом, на практике полость будет подобрана скорее с диаметром примерно 50 мм с тем, чтобы обеспечить стабильную обработку даже при изменяющихся параметрах процесса в пределах указанного диапазона, т.е. чтобы она была активной в относительно большом "окне" параметров процесса.
На Фиг.9 схематично показан анод в соответствии с концепцией по Фиг.6-8, которому придана форма линейного анода. В то время как на Фиг.7 каналы для подвода к аноду охлаждающей среды не показаны, Фиг.9 показывает впускной и выпускной патрубки 30 для жидкой охлаждающей среды, обычно воды.
Дальнейшие эксперименты показали, что решающими для возникновения или невозникновения экранирующей плазмы в соответствующей полости могут быть не только такие размеры, как W, L по Фиг.5, но и глубина Т. К настоящему времени эксперименты выявляют тенденцию, что глубина Т должна выбираться составляющей приблизительно 50% от меньшего размера W или более.
Со ссылкой на Фиг. 5, 6 и 7 упомянутая по меньшей мере одна полость предусмотрена в той поверхности анода, которая обращена к рабочему пространству и к подложкодержателю. Тем не менее, указанная полость может быть также выполнена и на других анодных поверхностях, как показано на Фиг.10а и 10b позицией 27 в случае анода 9 для катодно-дугового испарения.
Если согласно желательному набору Р1 рабочих параметров в анодной поверхности предусмотрены более чем две полости с одинаковыми размерами, то может быть так, что в процессе обработки экранирующая плазма на той или иной из указанных полостей исчезает. Это может оказать отрицательное влияние на равномерность обработки поверхности.
Одна возможность обеспечить стабильное поддержание экранирующей плазмы во всех должным образом подобранных полостях состоит в том, чтобы нанести на поверхность основания В соответствующих полостей согласно Фиг.5 вставку 22 из металла с высокой температурой плавления, например, из тантала или вольфрама. Исключение эффективного охлаждения этих вставок предусмотренной в аноде системой охлаждения приводит к тому факту, что во время обработки они значительно нагреваются, что обеспечивает стабильное поддержание экранирующей плазмы в указанной полости.
Другие и довольно предпочтительные подходы к обеспечению стабильных экранирующих плазм во всех полостях, что весьма желательно, будут обсуждены далее в контексте последующих вариантов воплощения.
Суммируя сказанное, выше было обсуждено генерирование экранирующей плазмы, вызываемое должным выбором геометрических размеров по меньшей мере одной полости в анодной поверхности, подогнанной под преобладающий набор Р рабочих параметров. Теперь будут обсуждены другие подходы к установлению экранирующей плазмы, которые могут быть скомбинированы с описанным ранее подходом.
На Фиг.11 в таком же виде, как и на Фиг.6, показана анодная поверхность 21 анода 9, 9а, имеющая полость 27. Посредством магнитного устройства 29 создано магнитное поле Н через полость 27. Тем самым можно добиться того, что диапазон рабочих параметров Р, к примеру W1, L1, Т1, при которых на полости со специально подобранными размерами генерируется экранирующая плазма, значительно расширяется. С одной стороны, стабильность возникновения экранирующих плазм может быть обеспечена в аноде с одинаковыми по размерам полостями, подогнанными под желательный набор рабочих параметров, а, с другой стороны, полости 27 могут быть геометрически подобраны по существу независимо от желательного набора рабочих параметров. С использованием указанных магнитных полей устойчивые экранирующие плазмы могут быть сгенерированы в полостях, которые не точно подобраны для того, чтобы подходить под желательный набор рабочих параметров. Таким образом, достигнута гибкость, позволяющая использовать один и тот же анод с по меньшей мере одной полостью для различных обработок с различными наборами Р рабочих параметров, тем не менее гарантируя, что на полостях будет генерироваться стабильная экранирующая плазма.
При выполнении этого магнитного устройства управляемым, как это схематично показано на Фиг.12, становится даже возможным переключать соответствующую экранирующую плазму или управлять ее появлением управляемым изменением магнитного поля Н, особенно если геометрический размер полости сам по себе автоматически не приводит к генерированию экранирующей плазмы при преобладающем процессе. Как схематически показано на Фиг.12, это может быть реализовано посредством установления магнитного поля Н с помощью управляемого электромагнитного устройства 31.
В другом варианте воплощения экранирующая плазма может быть вновь создана в полости анодной поверхности, если геометрия этой полости не подходит под преобладающий набор Р рабочих параметров. Согласно Фиг.13 это реализуется пропусканием по меньшей мере части газа или газовой смеси, который(ая) используется для обработки поверхности, через эту полость. При этом в стенке полости 27 выполнен впуск 33 газа или газовой смеси G, ведущий в рабочее пространство PS. Подобно эффекту создания магнитного поля по Фиг.11 и 12, диапазон рабочих параметров Р, для которых специальная полость 27 обеспечивает возникновение экранирующей плазмы, значительно расширяется. Становится возможным гибко применять анод с по меньшей мере одной полостью 27 к различным наборам Р рабочих параметров.
Далее, как показано на Фиг.14, можно контролируемо изменять поток газа G через полость 27 в рабочее пространство PS, например, посредством клапана 35, и/или контролируемо изменять впускаемую смесь газов посредством клапанов 39. При установлении указанного потока газа и/или газовой смеси изменяемым становится возможным управлять возникновением экранирующей плазмы на рассматриваемой полости 27.
Таким образом, при том варианте воплощения, что показан на Фиг.11 и 14, достигнута значительная независимость возникновения экранирующей плазмы от геометрических размеров полости или, наоборот, от преобладающего набора рабочих параметров Р. Дальнейшее усовершенствование достигается обеспечением в полости 27, между впуском 33 газа G и рабочим пространством PS, ступени 41 давления с по меньшей мере одним газоинжекционным отверстием 43. В зависимости от того, насколько большим выполнено это инжекционное отверстие 43, и от скорости потока (расхода) газа сквозь это отверстие 43, экранирующая плазма генерируется рядом с отверстием 43 на поверхности 21 анода и/или в газоподводящей трубке 41а ступени 41 давления и/или в полости 27.
Исходя из варианта воплощения по Фиг.13 или 14 со ступенью 41 давления, предусмотренной на каждой из отдельных полостей 27, Фиг.15 схематично показывает следующий вариант воплощения, в котором полость может быть использована просто для распределения газа по нескольким выпускным отверстиям 49 в направлении рабочего пространства PS. В этом варианте воплощения в аноде 9, 9а имеется газораспределительный канал 47, посредством которого по меньшей мере часть газа или газовой смеси, которая используется для обработки поверхности, распределяется по выходным газовым соплам 49, через которые газ G заставляют вытекать в рабочее пространство PS. Экранирующая плазма устанавливается прямо возле и вокруг отверстий сопел 49, как показано обозначением PL.
Обычно аноды 9, 9а охлаждают охлаждающей средой, как правило, водой, которую вынуждают протекать по системе охлаждающих каналов в аноде (не показана).
При взгляде на Фиг.4-15 можно видеть, что по анодной поверхности есть особые участки, 21S на Фиг.4, на которых из-за экранирующей плазмы нет осаждения твердого вещества, и оставшиеся участки 21Р анодной поверхности, на которых происходит осаждение твердого вещества.
Выполняя анодную поверхность имеющей участки 21S, вдоль которых устанавливается экранирующая плазма, а также участки 21Р, вдоль которых никакая экранирующая плазма не устанавливается, такой анод можно гибко использовать, например, в первой обработке, которая не подразумевает образования высокорезистивного твердого вещества. Тем самым используется вся поверхность анода, что приводит к низкой плотности тока разряда в этом режиме обработки. После этого и в ходе дальнейшей обработки, при которой образуется указанное твердое вещество, на предопределенных участках 21S устанавливается экранирующая плазма. Таким образом, анод этого типа можно гибко использовать для обработки без образования указанного твердого вещества, а также для обработок с образованием указанного твердого вещества.
С другой стороны, имея в виду исключительно обработки, при которых образуется указанное твердое вещество с относительно высоким удельным импедансом по постоянному току, к примеру, имея в виду Фиг.4, можно видеть, что во время такой обработки все участки 21Р поверхности анода, которые становятся покрытыми указанным твердым веществом, являются неактивными по отношению к току разряда. Поэтому для такого процесса анод может быть задуман имеющим анодную поверхность, которая по меньшей мере по существу состоит из участков 21S, на которых устанавливается экранирующая плазма. Такие варианты воплощения анодов 9, 9а схематично показаны на Фиг.16а), 16b). В соответствии с Фиг.16а) имеется анод 51 с единственной полостью, так что анодная поверхность по меньшей мере по существу, за исключением участков кромок в позиции 21b, образована поверхностью 21S полости 27. Фиг.16b - вновь схематично - показывает анод 53 с многочисленными полостями, у которого анодная поверхность по существу состоит из поверхностей 21S полостей, а значит, из поверхностей, на которых устанавливается экранирующая плазма.
Настоящее изобретение особенно подходит для процессов PVD или PECVD осаждения слоев на поверхность подложки или обрабатываемой детали, особенно, из по меньшей мере одного из нитрида, борида, карбида, оксида металла, особенно из алюминия или содержащего алюминий сплава, или из их смесей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОЧИЩЕННЫХ ПОДЛОЖЕК ИЛИ ЧИСТЫХ ПОДЛОЖЕК, ПОДВЕРГАЮЩИХСЯ ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКЕ | 2006 |
|
RU2423754C2 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ НЕЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ В СРЕДЕ РАБОЧЕГО ГАЗА | 1992 |
|
RU2026417C1 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| ПЛАЗМЕННЫЕ УСТРОЙСТВО И СИСТЕМА | 2007 |
|
RU2459010C2 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| ИНЖЕКТОР ЭЛЕКТРОНОВ С ВЫВОДОМ ЭЛЕКТРОННОГО ПУЧКА В СРЕДУ С ПОВЫШЕННЫМ ДАВЛЕНИЕМ И ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА НА ЕГО ОСНОВЕ | 2007 |
|
RU2348086C1 |
| Волновой плазменный источник электронов | 2021 |
|
RU2757210C1 |
| УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 1995 |
|
RU2084085C1 |

Изобретение относится к области плазменной обработки. При обработке поверхностей подложек или обрабатываемых деталей с помощью вакуумного плазменного разряда между анодом (9) и катодом (7) образуется и осаждается на анодной поверхности (21) твердое вещество (19), которое имеет более высокий удельный импеданс по постоянному току, чем удельный импеданс по постоянному току материала анода. По меньшей мере, части анодной поверхности экранируют от такого осаждения установлением на них экранирующей плазмы (25). Раскрыты также варианты вакуумных источников плазмы, реализующие заявленный способ. Технический результат - расширение функциональных возможностей источника плазмы. 3 н. и 33 з.п. ф-лы, 16 ил.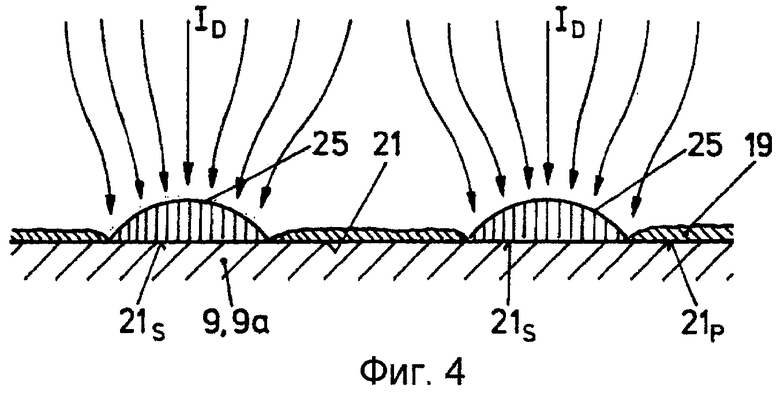
1. Способ изготовления обработанной поверхности, содержащий:
- обеспечение рабочего пространства внутри вакуумного приемника, в нем анода с анодной поверхностью из металла и катода, причем упомянутый металл устанавливает первый удельный импеданс по постоянному току;
- установление в упомянутом рабочем пространстве атмосферы газа или газовой смеси при желательном давлении или при желательных парциальных давлениях;
- генерирование плазменного разряда в упомянутом рабочем пространстве путем подачи между упомянутым анодом и упомянутым катодом электрического сигнала питания, содержащего постояннотоковую составляющую;
- обработку поверхности с помощью упомянутого плазменного разряда с образованием тем самым в упомянутом рабочем пространстве твердого вещества, имеющего второй удельный электрический импеданс по постоянному току, который выше, чем упомянутый первый удельный импеданс по постоянному току;
отличающийся созданием по меньшей мере одного участка упомянутой анодной поверхности, экранированного от упомянутого твердого вещества путем генерирования отдельной экранирующей плазмы на упомянутом по меньшей мере одном участке, протяженность которой, по существу, ограничена упомянутым по меньшей мере одним участком.
2. Способ по п.1, содержащий генерирование упомянутой экранирующей плазмы выполнением упомянутого экранируемого участка в виде участка поверхности полости, имеющей отверстие, открытое в упомянутое рабочее пространство, и генерированием в упомянутой полости упомянутой отдельной экранирующей плазмы исключительно за счет соответствующего выбора размеров упомянутой полости.
3. Способ по п.1, содержащий генерирование упомянутой экранирующей плазмы выполнением упомянутого экранируемого участка в виде участка поверхности полости, имеющей отверстие, открытое в упомянутое рабочее пространство, и генерированием в упомянутой полости упомянутой отдельной экранирующей плазмы созданием в упомянутой полости магнитного поля.
4. Способ по п.1, содержащий генерирование упомянутой экранирующей плазмы выполнением упомянутого экранируемого участка в виде участка поверхности полости, имеющей отверстие, открытое в упомянутое рабочее пространство, и генерированием в упомянутой полости упомянутой отдельной экранирующей плазмы за счет введения по меньшей мере части упомянутого газа или упомянутой газовой смеси через упомянутую полость в упомянутое рабочее пространство.
5. Способ по п.1, содержащий генерирование упомянутой экранирующей плазмы инжектированием по меньшей мере части упомянутого газа или упомянутой газовой смеси через по меньшей мере одно впускное отверстие в упомянутой анодной поверхности в упомянутое рабочее пространство, причем упомянутая отдельная экранирующая плазма содержит плазму возле и вокруг упомянутого по меньшей мере одного впускного отверстия на упомянутой анодной поверхности.
6. Способ по любому из пп.1-5, дополнительно содержащий выполнение упомянутой анодной поверхности по меньшей мере, по существу, упомянутым по меньшей мере одним экранируемым участком.
7. Способ по любому из пп.1-5, дополнительно содержащий снабжение упомянутой анодной поверхности протяженным участком, смежным с упомянутым по меньшей мере одним экранируемым участком, с тем, чтобы гибко осуществлять обработку поверхности, во время которой упомянутое твердое вещество не образуется.
8. Способ по любому из пп.1-5, дополнительно содержащий обеспечение более чем одного из упомянутых экранируемых участков и установление упомянутой отдельной экранирующей плазмы по выбору на части из упомянутых более чем одного экранируемых участков.
9. Способ по п.8, дополнительно содержащий автоматическое выполнение упомянутого выбора в зависимости от набора параметров, определяющих преобладающую обработку упомянутой поверхности.
10. Способ по п.2 или 3, содержащий протекание по меньшей мере части упомянутого газа или упомянутой газовой смеси через по меньшей мере одну из упомянутой по меньшей мере одной полости в упомянутое рабочее пространство.
11. Способ по любому из пп.1-4, дополнительно содержащий протекание по меньшей мере части упомянутого газа или упомянутой газовой смеси в упомянутую полость и из упомянутой полости через ступень давления в упомянутое рабочее пространство.
12. Способ по любому из пп.1-5, содержащий поддержание упомянутого плазменного разряда напряжением питания самое большее 200 В.
13. Способ по п.12, в котором упомянутое напряжение выбирают составляющим самое большее 100 В.
14. Способ по любому из пп.1-5, в котором упомянутая обработка упомянутой поверхности содержит нанесение покрытия.
15. Способ по п.14, в котором упомянутая обработка упомянутой поверхности содержит нанесение покрытия материалом, содержащим по меньшей мере один из нитрида, борида, карбида, оксида металла или их смесей.
16. Способ по п.15, в котором упомянутый металл содержит алюминий или состоит из алюминия.
17. Способ по любому из пп.1-5, дополнительно содержащий установление упомянутого плазменного разряда как одного из катодного дугового разряда или тлеющего разряда с использованием катода прямого накала.
18. Способ по любому из пп.1-5, содержащий охлаждение упомянутого анода охлаждающей средой, протекающей по системе каналов охлаждающей среды в упомянутом аноде.
19. Вакуумный источник плазмы, имеющий источник плазменного разряда, включающий в себя катод и анод, причем анод содержит анодную поверхность, причем упомянутая анодная поверхность представляет собой протяженную поверхность с по меньшей мере одной полостью в ней, имеющей отверстие, открытое в рабочее пространство, отличающийся тем, что упомянутый анод и упомянутый катод выполнены с возможностью электрически запитываться электрическим сигналом, частотный спектр которого содержит постояннотоковую составляющую с по меньшей мере одним из напряжения по меньшей мере 10 В и тока по меньшей мере 10 А, и при этом наименьшая поперечная ширина W полости составляет между 3 и 100 мм, а глубина Т полости составляет по меньшей мере половину наименьшей поперечной ширины W.
20. Источник плазмы по п.19, содержащий впуск газа, выходящий в упомянутую по меньшей мере одну полость.
21. Источник плазмы по п.20, в котором упомянутая по меньшей мере одна полость содержит ступень давления между упомянутым впуском газа и окружением упомянутой анодной поверхности.
22. Источник плазмы по любому из пп.19-21, дополнительно содержащий смежно с упомянутой по меньшей мере одной полостью магнитное устройство, создающее магнитное поле в упомянутой по меньшей мере одной полости.
23. Источник плазмы по п.22, в котором упомянутое магнитное устройство является управляемым так, чтобы создавать упомянутое магнитное поле управляемо изменяемым.
24. Источник плазмы по п.22, содержащий по меньшей мере две упомянутые полости.
25. Источник плазмы по п.24, в котором по меньшей мере две из упомянутых по меньшей мере двух полостей выполнены с разными геометрическими размерами.
26. Вакуумный источник плазмы, имеющий источник плазменного разряда, включающий в себя катод и анод, выполненные с возможностью запитываться электрическим сигналом, содержащим постояннотоковую составляющую, причем анод содержит анодную поверхность, упомянутая анодная поверхность содержит по меньшей мере одну полость в ней с впуском газа, выходящим в упомянутую полость, отличающийся тем, что упомянутая полость имеет отверстие, открытое в рабочее пространство, упомянутые анод и катод выполнены с возможностью электрически запитываться электрическим сигналом, частотный спектр которого содержит постояннотоковую составляющую с по меньшей мере одним из напряжения по меньшей мере 10 В и тока по меньшей мере 10 А, и тем, что наименьшая поперечная ширина W упомянутой полости составляет между 3 и 100 мм, а глубина Т полости составляет по меньшей мере половину наименьшей поперечной ширины W.
27. Источник плазмы по п.26, содержащий ступень давления между упомянутым впуском газа и окружением упомянутой анодной поверхности.
28. Источник плазмы по п.26 или 27, в котором упомянутая анодная поверхность, по существу, состоит из упомянутой по меньшей мере одной полости.
29. Источник плазмы по п.26 или 27, в котором имеется смежно с упомянутой по меньшей мере одной полостью магнитное устройство, создающее магнитное поле в упомянутой по меньшей мере одной полости.
30. Источник плазмы по п.29, в котором упомянутое магнитное устройство является управляемым для создания упомянутого магнитного поля управляемо изменяемым.
31. Источник плазмы по п.26 или 27, содержащий по меньшей мере две упомянутые полости.
32. Источник плазмы по п.31, в котором по меньшей мере две из упомянутых по меньшей мере двух полостей выполнены с разными размерами.
33. Источник плазмы по п.19-21, 26 и 27, в котором упомянутая постояннотоковая составляющая представляет собой ток по меньшей мере 50 А при напряжении самое большее 200 В.
34. Источник плазмы по любому из п.19-21, 26 и 27, дополнительно содержащий систему охлаждающих каналов в упомянутом аноде.
35. Источник плазмы по любому из п.19-21, 26 и 27, в котором упомянутый источник плазменного разряда является источником катодного дугового разряда.
36. Источник плазмы по любому из п.19-21, 26 и 27, в котором упомянутый источник плазменного разряда является источником катодного разряда прямого накала.
| US 2007034501 A1, 15.02.2007 | |||
| СПОСОБ НАПЛАВКИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ НА ПОДЛОЖКУ ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2252117C2 |
| ЕР 1628323 А1, 22.02.2006 | |||
| US 4038171 A, 26.07.1977 | |||
| US 5605637 A, 25.02.1997 | |||
| Автомат для высадки | 1976 |
|
SU649500A1 |
| DE 4306611 A1, 08.09.1994 | |||
| US 6446572 B1, 10.09.2002. | |||

