Область техники
Изобретение относится к установке вакуумной обработки согласно ограничительной части пункта 1 формулы изобретения, а также к способу вакуумной обработки согласно ограничительной части пункта 24 формулы изобретения для плазменной обработки изделий.
Уровень техники
К способам вакуумной обработки в настоящее время относят способы обработки с помощью плазмы для нанесения покрытий, нагревания и травления разнообразных изделий, например таких, как инструменты или широкий ассортимент деталей в области машино- и моторостроения. При этом способу нанесения покрытий в вакууме зачастую предшествуют процессы нагревания и/или травления, которые как таковые используются также для специальных целей, к примеру для предварительной очистки, активирования поверхности или удаления покрытий.
Несмотря на широкую распространенность вышеназванных способов, реализация таких способов до сих пор все еще остается затруднительной и дорогостоящей, когда во время проведения стадии процесса на поверхностях электродов осаждаются изолирующие наслоения и/или плохо проводящие или изолирующие слои. Такие слои могут образовываться на поверхностях электродов, например, в результате поверхностного скин-эффекта или разбрызгивания в ходе процесса нагревания или травления, но в особенности при проведении способа нанесения покрытий в вакууме для осаждения плохо проводящих или изолирующих слоев. Примерами таких плохо проводящих или изолирующих слоев являются керамические или металлокерамические слои, как подробнее описанные ниже.
Особое положение занимают алмазоподобные (DLC) покрытия, под которыми впоследствии понимают слои, приведенные в инструкции Союза Немецких Инженеров VDI 2840, Таблица 1, графа 2 «Аморфные углеродные покрытия». В зависимости от способа осаждения они могут быть получены более или менее электропроводными или даже изолирующими.
Существуют различные способы осаждения углеродных или углеродсодержащих слоев на инструментах и конструктивных деталях. Обычно способы получения покрытий в вакууме подразделяют в зависимости от того, вводится ли слоеобразующий компонент в систему вакуумного осаждения в газообразной форме и затем разлагается в плазме (CVD) или же переход слоеобразующего твердого вещества в паровую фазу происходит непосредственно в вакуумной системе (PVD). Среди PVD-способов наиболее известны процессы испарения с помощью электронного пучка, катодного распыления углеродной мишени и катодного испарения посредством искрового разряда. Испаренный таким образом углерод состоит из атомов, ионов или кластеров по существу элементарного углерода. В противоположность этому в качестве источников углерода в CVD-процессе типично используют углеводородсодержащие газы, например такие, как С2Н2, С2Н4 или СН4. Отделение углерода от водорода при этом происходит путем диссоциации в плазме или за счет высокой температуры подложки, которая приводит к диссоциации реакционного газа, также называемого прекурсором, на поверхности подложки. Поскольку высокая температура подложки при осаждении алмазоподобных слоев на чувствительных к температуре изделиях по большей части нежелательна, эффективное разложение прекурсора стремятся проводить в плазме. Чтобы избежать ненужного нагревания изделия, также желательно по возможности проводить разложение прекурсора отдельно от процесса осаждения на изделии. Благодаря этому можно лучше и без опасности перегрева регулировать свойства покрытия на изделии, например, за счет подвода энергии к слоеобразующим ионам путем установления определенного напряжения подложки, рабочего давления и т.д.
Эти требования не могут быть выполнены с помощью диодного разряда, как это описано, среди прочего, в DE 19513614, так как здесь обрабатываемые изделия или инструменты служат в качестве электрода для такого разряда и условия диссоциации нельзя отделить от условий напряжения подложки.
Разложение газообразного прекурсора в диодном разряде обобщенно имеет следующие существенные недостатки. Подложки служат в качестве электрода для тлеющего разряда, что приводит к тому, что величина загрузки и геометрия изделий сами влияют на разряд, диссоциацию газа и тем самым на свойства покрытия. Это нежелательно, поскольку при нанесении покрытий в промышленном масштабе приходится иметь дело с различными загрузками и различными геометриями изделий. Кроме того, эта зависимость от загрузки и геометрии подложки усложняет прогнозируемость процессов, что означает большие дополнительные затраты при проектировании процесса.
Другой важный недостаток диодных тлеющих разрядов заключается в их низкой плотности плазмы, вследствие чего невозможно проводить разложение газообразного прекурсора эффективно, т.е. по возможности полностью. Поэтому требуются большие расходы газа, чтобы достигнуть экономически приемлемых скоростей осаждения покрытия. Вследствие обусловленного этим более высокого давления растет опасность газофазных реакций и образования пыли.
В усовершенствованном диодном разряде, таком как описанный в WO2006-116889, держатели изделий или устройства для пассивного усиления плазмы геометрически скомпонованы так, чтобы при условиях процесса происходило образование разрядов в полом катоде, которые ведут к дополнительной диссоциации прекурсора. Но и здесь недостаток проявляется в том, что эти разряды в полом катоде в непосредственной близости к обрабатываемому изделию ведут к разогреванию подложки, и, прежде всего, в том, что они всякий раз должны быть согласованы с условиями давления и напряжения подложки, чтобы обеспечить надежное зажигание и эксплуатацию. Это ведет к большим затратам при проектировании конкретных держателей изделий для различных форм изделий и к ограничениям в выборе параметров процесса осаждения, так что, к примеру, можно устанавливать лишь сравнительно малую скорость нанесения покрытия, чтобы термически не перегружать изделие.
Все это является основанием для того, что уже в течение многих лет прилагаются усилия, чтобы, как уже упоминалось выше, отделить плазму, которая должна служить для диссоциации газообразного прекурсора, от подвода энергии к изделию.
В DE 3614384 раскрыт низковольтный дуговой разряд (НВДР), который применяют между горячим катодом в отдельной катодной камере и анодом. Газообразные прекурсоры активируются в низковольтной дуге, ионизируются и отдельно от этого к обрабатываемому изделию подводится постоянное напряжение с тем, чтобы можно было корректировать энергию ионов на изделии. В этой публикации область возбуждения подводимого газа отделена от области роста на изделии. Однако способ имеет два существенных недостатка, которые ведут к тому, что он не во всех случаях может быть использован в промышленном масштабе, в особенности непригоден тогда, когда хотелось бы осаждать плохо проводящие или изолирующие слои. При этом, с одной стороны, это приводит к изолирующим слоям на изделии, в результате чего уменьшается бомбардировка ионами из плазмы, так как постоянное напряжение смещения после определенной толщины слоя уже более неэффективно. С другой стороны, это связано с тем, что анод низковольтного дугового разряда тоже покрывается изолирующим слоем, который ведет к росту разрядного напряжения и в конечном итоге к нестабильности дуги и к обрыву низковольтного дугового разряда постоянного тока. Хотя в этом описании описано осаждение твердых углеродных, в том числе алмазоподобных (DLC) слоев, этот способ до сих пор не удалось реализовать в промышленном масштабе вследствие вышеописанных затруднений.
ЕР 0990061 в общих чертах раскрывает преимущества электрического разделения возбуждения реакционного газа и подведения напряжения подложки к изделию. При этом применяют биполярное напряжение подложки, так как нужно создавать высокоизолирующие слои.
В ЕР 0430872 показано, как можно использовать униполярное импульсное напряжение подложки в сочетании с низковольтным дуговым разрядом с тем, чтобы осадить на изделие изолирующие покрытия, такие как оксиды и нитриды, которые имеют еще более высокое электрическое сопротивление, чем твердые углеродные покрытия. В этом способе анод низковольтного дугового разряда постоянного тока представляет собой охлаждаемый тигель, из которого металлический компонент слоеобразующего материала испаряется с помощью именно этого низковольтного дугового разряда.
Хотя импульсное напряжение подложки в сочетании с независимой плазмой, которую создают и поддерживают с помощью низковольтной дуги, является достаточным, чтобы вновь разрядить поверхности изолирующих слоев путем бомбардировки электронами из плазмы НВДР, также известны способы, которые работают на изделии с биполярным напряжением подложки и переменными импульсами. Один такой способ, например, описан Грипентрогом (Griepentrog) в журнале Surface & Coatings Technology, том 74-75 (1995), стр. 326-332.
Аналогично DE 3614384 в ЕР 0990061 описано устройство и способ PECVD, который основывается на двух действующих независимо друг от друга разрядах, причем в отличие от Грипентрога используют переменное напряжение подложки.
Между тем было показано, что алмазоподобные (DLC), в особенности твердые, не содержащие водорода слои с высоким содержанием тетрагонального слоя и обусловленными этим особенно хорошими свойствами износоустойчивости являются высокоизолирующими. Для достижения таких свойств, помимо всего прочего, решающим фактором является низкая температура подложки. Далее, было обнаружено, что использование низковольтного дугового разряда постоянного тока представляет собой весьма эффективный метод разложения газообразных прекурсоров. Правда, было также показано, что охлаждаемый традиционным путем металлический анод низковольтного дугового разряда спустя короткое время покрывается изолирующим слоем, что при длительных периодах нанесения покрытия прежде всего ведет к нестабильностям процесса.
Сущность изобретения
В основу изобретения положена задача предоставить в распоряжение установку вакуумной обработки согласно ограничительной части пункта 1 формулы изобретения, а также способ вакуумной обработки согласно ограничительной части пункта 24 формулы изобретения, с помощью которых можно проводить плазменную обработку изделий при различных условиях, но особенно также с большей воспроизводимостью и производительностью в том случае, когда при употреблении низковольтного дугового разряда с традиционными установками и способами возникает опасность образования изолирующего отложения, в частности изолирующего слоя на поверхности анода. Из-за таких изолирующих отложений, например, во время стадии плазменного разогрева, при которой на изделие переносятся электроны, или во время стадии плазменного травления, при которой на изделие переносятся положительно заряженные ионы из плазмы низковольтного дугового разряда, а также из-за изолирующих слоев, которые могут осаждаться на поверхностях электродов во время процесса нанесения покрытия, в известных установках или способах вакуумной обработки могут происходить колебания процесса или даже прекращение процесса и повреждение деталей установки, так как электрический ток из плазмы проводится через меньшие или через иные более электропроводные участки или же вообще прерывается.
Еще одна задача изобретения заключается в том, чтобы сделать условия формирования плазмы в значительной мере независимыми от геометрии держателя или от встраивания дополнительных пассивных плазмоусиливающих конструктивных деталей. Тем самым, например, могут также стабильно и гибко эксплуатироваться процессы обработки изделий импульсным тлеющим разрядом. Тем самым больше не требуется подгонка геометрии держателя для сохранения протяженностей темного пространства.
Эти задачи согласно изобретению решаются с помощью признаков, указанных в отличительной части пункта 1 и пункта 24 формулы изобретения. В зависимых пунктах формулы изобретения и последующем описании раскрыты дополнительные варианты реализации изобретения.
Установка вакуумной обработки включает в себя по меньшей мере одну вакуумную камеру, в которой размещено устройство для генерирования электрического низковольтного дугового разряда (НВДР) (здесь используется синонимично термину «низковольтная дуга» (НВД)), состоящее из катода и электрически соединяемого с катодом через дуговой генератор анода, причем по меньшей мере часть поверхности анода изготовлена из графита, чтобы обеспечить возможность применения высокой рабочей температуры, т.е. горячего анода. Далее, в камере находятся носитель изделия, электрически соединяемый с отдельным генератором напряжения смещения, для приема и перемещения изделий, а также по меньшей мере один ввод для инертного и/или реакционного газа.
При этом для графитового анода рассматриваются несколько различных вариантов реализации. Например, он может быть изготовлен полностью из графита, причем по меньшей мере в непосредственной близости от поверхности не предусмотрено никаких охлаждающих приспособлений, в частности охлаждающих каналов для охлаждающих сред, чтобы, например, обеспечить минимальную рабочую температуру на уровне 200°С, предпочтительно 250°С, для осаждения алмазоподобных (DLC) покрытий.
Альтернативно, графитовый анод может включать в себя только графитовую облицовку, которая выполнена в виде графитовой вставки, или графитовой накладки, или графитового тигля. Для этого в простейшем случае графитовая облицовка может быть нанесена на тело известного охлаждаемого анода, к примеру, из меди и тем самым опосредованно охлаждаться.
Даже если в случае осаждения алмазоподобных (DLC) слоев температуры, достижимые вышеназванными анодами в результате бомбардировки частицами из НВДР, достаточны для того, чтобы обеспечить по меньшей мере частичную графитизацию слоя и тем самым поддерживать электропроводность анода, может оказаться предпочтительным, в особенности для получения других плохо проводящих или изолирующих слоев, нагревать графитовую поверхность анода или совсем отказаться от охлаждения. При этом дополнительное нагревание может быть обеспечено с помощью известных приспособлений, например, встроенных в анод или графитовую облицовку нагревательных элементов, или посредством излучателей, направленных на поверхность графита.
При этом анод может быть размещен на или в одной стороне установки обработки, охватывающим носитель изделия, или, предпочтительно, в середине по меньшей мере по существу осесимметричного держателя изделия. Для более однородного распределения плазмы в вакуумной камере одному катоду может быть придано несколько анодов или несколько катодов - одному аноду. Последнее является преимущественным тогда, когда требуются особенно высокие плотности плазмы или, например, если для повышения надежности процесса предусмотрен резервный катод.
Дополнительно устройство для генерирования низковольтного дугового разряда может быть размещено соосно с одной или несколькими электромагнитными катушками для генерирования поля Гельмгольца. С помощью этого также удается влиять на распределение плазмы в вакуумной камере или повышать ионизацию. Например, НВДР может быть сфокусирован на аноде и тем самым, к примеру, сильнее нагревать поверхность или также испарять материал из графитового тигля. Далее, тем самым можно способствовать проведению известных процессов, таких как нагревание или травление изделий посредством НВД.
В качестве генератора напряжения смещения для подачи электрического сигнала на носитель изделия и изделие может быть использован переменнотоковый, биполярный импульсный генератор, но предпочтительно использовать для чувствительных к температуре изделий или процессов нанесения покрытия постояннотоковый или униполярный импульсный генератор, поскольку в случае последнего имеет место меньшая термическая нагрузка на изделия/покрытия вследствие отсутствующей бомбардировки электронами.
В качестве дугового генератора для питания низковольтного дугового разряда (НВДР) используют сильнотоковый генератор постоянного тока, в частности генератор постоянного тока с регулируемым выходным током. Дополнительно к этому параллельно или последовательно генератору постоянного тока может быть подключен импульсный генератор, например, чтобы еще более повысить плотность плазмы.
В качестве катода низковольтного дугового разряда может быть применен горячий катод с нитью накала или нагревательной спиралью предпочтительно в ионизационной камере, отделенной от вакуумной камеры заслонкой, катод низковольтной дуги (НВД) или полый катод, например полый катод с тлеющим разрядом в полом катоде, или электронная пушка с дуговым разрядом в полом катоде.
Альтернативно, катод может быть выполнен в виде НВД-катода, который включает в себя по меньшей мере одну подключенную катодно мишень, которая оптически отделена крышкой от вакуумной камеры, в частности от изделий.
В описанных вариантах реализации установка вакуумной обработки может эксплуатироваться или быть выполнена как установка вакуумного нанесения покрытий методами плазменного CVD и/или PVD. Для проведения процессов стимулированного плазмой химического осаждения из газовой фазы (PECVD) установка может быть использована без дополнительных модификаций. Чтобы обеспечить оптимальное распределение покрытия или вводить различные реакционные газы, все же может быть предпочтительным размещение одного или более источников газа, распределенных по приемникам, или применение кольцеобразных или копьевидных впусков газа.
Для проведения PVD-процессов в вакуумной камере могут быть размещены один или несколько источников-испарителей. При этом в качестве источников-испарителей предпочтительно подходят следующие устройства: источник-распылитель, в частности магнетрон, дуговой источник, в частности катодно-дуговой источник, электронно-лучевой испаритель, графитовый тигель. Если, например, должен быть напылен только адгезивный слой или нанесен дополнительный элемент-слой к слою, уже полученному иным путем в процессе PECVD, то, например, соответствующий материал может быть внесен в вышеупомянутый анодный графитовый тигель и испарен с помощью НВД.
В общем, в источнике-испарителе может быть размещен для испарения следующий материал: углерод, металл или сплав, в частности сплав из двух или более элементов IV, V или VI группы Периодической системы, а также алюминий, бор или кремний, причем этот материал в зависимости от источника-испарителя может присутствовать в виде мишени, гранулы, таблетки, проволоки или тому подобных.
Если графит должен быть испарен с мишени распылительного или дугового источника, то предпочтительно используют плотный высокочистый графит с преимущественно изотропной структурой, чтобы сделать возможной как можно более равномерную эрозию поверхности. Например, для таких применений пригодны сорта графита, начиная с плотности ρ≥1,8 и класса чистоты Р30, что соответствует зольности менее 15 миллионных долей (ppm).
На вышеописанной установке вакуумного нанесения покрытий может быть также реализован способ вакуумного нанесения покрытий по изобретению для покрытия изделий по меньшей мере одним плохо проводящим, изолирующим и/или алмазоподобным (DLC) слоем, причем упомянутую по меньшей мере частично состоящую из графита поверхность анода нагревают так, что, по меньшей мере во время процесса нанесения покрытия, предотвращается осаждение изолирующих слоев и остается в наличии достаточно электропроводная поверхность, чтобы обеспечить стабильное протекание процесса. Благодаря этому можно регулировать энергетические условия на поверхности изделия с помощью напряжения подложки и рабочего давления и одновременно, электрически изолированно от этого, использовать низковольтный дуговой разряд для эффективного разложения и ионизации реакционного газа. Специалисту в этой области будет очевидно, что такой способ является преимущественным даже тогда, когда, например, при проведении не образующих слоя плазменных процессов, например при процессах травления или нагревания, вследствие поверхностных реакций с реакционным газом или эффектов распыления на поверхности анода образуется изолирующее отложение.
Обычно в способах PECVD и PVD процессу нанесения покрытия предшествуют процессы травления или нагревания. При этом оказалось, что в таком комбинированном способе, при котором осаждаются плохо проводящие, изолирующие или алмазоподобные (DLC) слои, трудно или невозможно правильно подобрать размеры горячего металлического анода для широкого диапазона различных токов низковольтного дугового разряда. Чаще всего для процесса нагревания и/или травления применяют более высокий разрядный ток, чем при нанесении покрытия, и тем самым анод испытывает гораздо более высокую термическую нагрузку. В зависимости от подбора размеров или охлаждения металлический анод может поэтому становиться слишком горячим и испаряться во время предварительной обработки или же в ходе фазы нанесения покрытия может частично или полностью покрываться плохо проводящим или изолирующим слоем. В этом случае площади анода изменяются и, соответственно, изменяются также параметры разряда. Баланс между плохим охлаждением и надежным предотвращением испарения частей анода является для металлических анодов трудно устанавливаемым и воспроизводимым. Напротив, для таких способов оказалось неожиданно простым применение графитового анода по изобретению, который выполнен либо неохлаждаемым, либо соответственно более крупным и тем самым хуже охлаждаемым. Поскольку графит даже при высоких температурах имеет очень низкое давление паров, не возникает никакой опасности загрязнения получаемых слоев.
При этом в зависимости от типа покрытия поддержание электропроводности вследствие высоких поверхностных температур может быть вызвано различными процессами. Например, для чувствительных к температуре слоев, которые разлагаются на поверхности горячего анода до электропроводного покровного слоя, часто не нужно, чтобы графитовый анод накалялся. Например, при осаждении алмазоподобного покрытия (DLC), в частности слоев тетраэдрического аморфного углерода (taC), осаждения изолирующего слоя на поверхностях анода в зависимости от применяемого способа (PECVD, распыление, катодный дуговой разряд) или, соответственно, от реакционного газа, можно надежно избежать уже при температурах от 200°С до самое большее 300°С, поскольку при этих условиях очевидно происходит графитизация слоя. Как представляется, здесь также дополнительная бомбардировка анода электронами или ионами с высокими плотностями способствует разрыву, например, sp2- и sp3-связей. При таком простом решении оказалось, что низковольтный дуговой разряд постоянного тока впервые мог быть стабильно использован для изолирующих слоев.
Неожиданно, даже после процессов нанесения покрытия, при которых после достижения комнатной температуры был измерен изолирующий слой на графитовом аноде, его можно было вновь использовать без трудоемкого механического удаления слоя при условии, что он перед зажиганием низковольтной дуги был доведен до температуры с помощью дополнительного, как описано выше, нагревательного приспособления. Однако в этом случае должна была быть установлена более высокая температура поверхности анода. Однако в диапазоне начинающегося красного каления, то есть между 600 и 700°С, НВД мог быть надежно зажжен даже после получения высокоизолирующих слоев, таких как, например, AlN или SiN, тогда как для большинства слоев нижний предел представляет собой 400°С.
В зависимости от условий проведения процесса материал покрытия может подводиться индивидуально, попеременно или одновременно из по меньшей мере одного источника газа и по меньшей мере одного источника-испарителя.
Из источника газа известным путем могут быть подведены такие реакционные газы для получения слоя, как азот, углеводороды, силаны, бораны, германы, азот или металлоорганическое соединение, а также инертные газы, которые могут быть эффективно разложены и ионизированы под действием плазмы низковольтного дугового разряда. То же справедливо и для возможности ионизации или повторной ионизации материала покрытия, подводимого из вышеописанного источника-испарителя, если ионизированные частицы уже вышли из источника-испарителя.
Во время предварительной обработки и/или во время процесса нанесения покрытия источники электроэнергии для напряжения подложки, низковольтной дуги, распылителя и/или дугового источника могут, как упомянуто, каждый работать на постоянном токе или в импульсном режиме. Дополнительное направление низковольтного дугового разряда с помощью магнитного поля или магнитного поля Гельмгольца оказалось преимущественным при работе низковольтного дугового разряда по оси симметрии установки нанесения покрытий.
Если должны быть осаждены покрытия с различным механическим напряжением в слое, например такие, как многослойные покрытия, то это может быть выполнено путем вариации мощности дуги, напряжения подложки и/или магнитного поля. Например, алмазоподобные (DLC) многослойные покрытия с переменным напряжением от слоя к слою покрытия были получены периодическим или апериодическим изменением напряжения подложки или тока дуги. Обе меры приводят к изменению ионной бомбардировки и тем самым оказывают влияние на дефекты и остаточные напряжения в слое.
Если слой должен быть осажден только из триодной плазмы без дополнительных источников-испарителей, то это может происходить путем подведения по меньшей мере одного реакционного газа из группы углеводородов, силанов, германов, боранов и/или металлоорганических соединений.
При работе источника-распылителя и/или катодно-дугового источника с мишенью из металла, металлического сплава, соединения металла, такого как, например, карбиды или бориды, или из графита, формирование слоя может происходить в атмосфере инертного газа. Однако во многих случаях здесь является возможным или преимущественным дополнительное или даже исключительное, в случае дугового процесса, подведение реакционного газа для формирования слоя.
С помощью такого рода способов могут быть осаждены одно- или многослойные покрытия, которые включают по меньшей мере один слой из одного из следующих материалов: карбид, карбонитрид, нитрид, борид, борокарбид, боронитрид и их соединения с предпочтительно по меньшей мере одним переходным металлом из IV, V, VI группы Периодической системы и/или алюминием или кремнием. Примерами подобного рода слоев являются керамические или металлокерамические покрытия, такие как SiN, AlN, Ge3N4, (AlCrSi)N, (AlCrMe{=металл})N, (AlCrSiMe)N, (TiSi)N, hBN (гексагональный нитрид бора), cBN (кубический нитрид бора), BCN, TiBC и другие. Далее, эти слои могут также содержать кислород, например такие, как (AlCrSi)CNO, (AlCrSi)NO, при условии, что процесс проводят при не слишком высоком парциальном давлении кислорода, который мог бы привести к повреждению поверхности графита на аноде.
При этом переходы между отдельными слоями покрытия в принципе могут быть выполнены в любой форме, однако во многих случаях из известных соображений был бы предпочтительным плавный переход за счет ступенчатого или непрерывного изменения параметров процесса, таких как, например, расход газа, парциальное давление реакционного газа, мощность источника-испарителя, мощность дуги, напряжение подложки и т.д.
При приложении вышеописанного напряжения подложки также могут быть получены алмазоподобные (DLC) слои всего лишь подведением по меньшей мере одного реакционного газа, в этом случае углеводорода, в плазму НВДР. Если должны быть получены особенно твердые или бедные водородом алмазоподобные (DLC) слои, например слои ta-C, то предпочтителен способ с применением распылителя и/или катодно-дугового источника, в каждом случае с графитовой мишенью. Здесь также, как показано ниже, неожиданно оказалось, что подведением по меньшей мере одного углеводорода можно повысить твердость покрытия по сравнению с работой в плазме чистого инертного газа.
Для повышения прочности сцепления или для снижения слишком высоких напряжений в слоях алмазоподобное покрытие (DLC) может быть осаждено в виде многослойного покрытия с металло- или кремнийсодержащим адгезивным слоем или с по меньшей мере одним металло- или кремнийсодержащим промежуточным слоем.
Если различные свойства слоев, такие как, например, превосходная прочность сцепления и выносливость металлосодержащих слоев, должны сочетаться с особенно хорошими антифрикционными свойствами или твердостью алмазоподобных покрытий (DLC), то можно, например, как описано выше, сначала нанести на изделие слой, состоящий из карбида, карбонитрида, нитрида, борида, борокарбида или боронитрида, и затем этот слой покрыть вышеописанным алмазоподобным слоем (DLC).
Краткое описание чертежей
Далее изобретение подробнее разъясняется с помощью фигур, каковые представляют лишь различные примеры реализации. На чертежах изображено:
Фигура 1 - установка вакуумного нанесения покрытий с анодом согласно уровню техники;
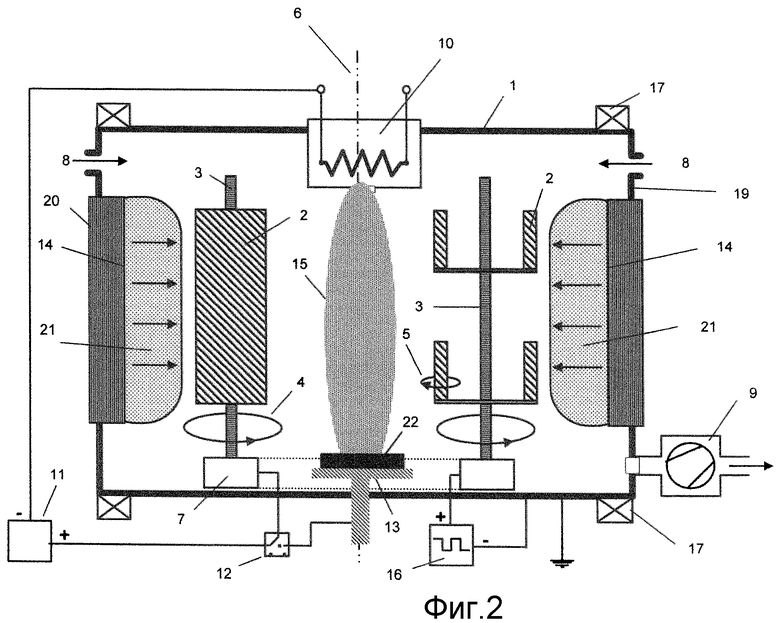
Фигура 2 - соответствующий анод с графитовой накладкой;
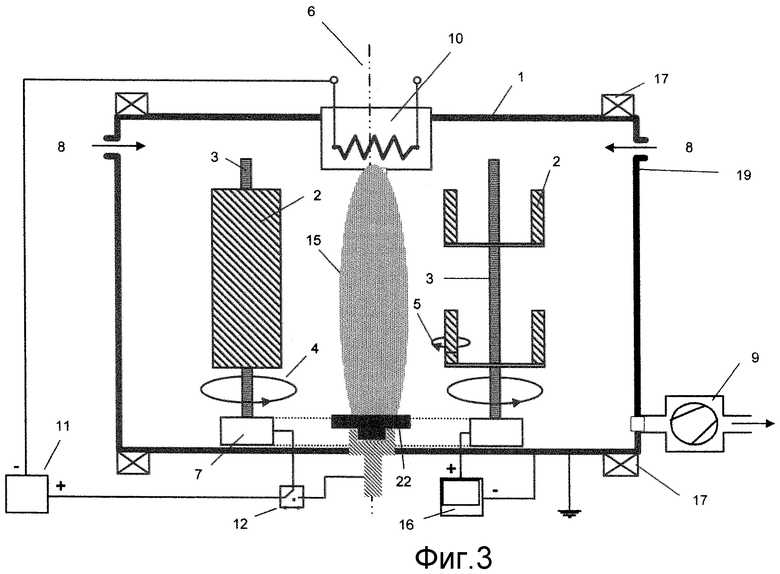
Фигура 3 - соответствующий анод с графитовой вставкой;
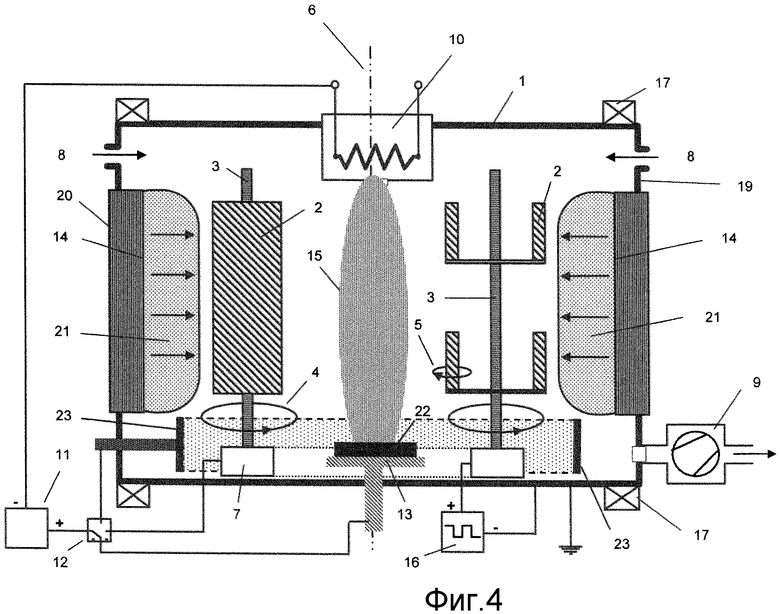
Фигура 4 - установка вакуумного нанесения покрытий с двумя графитовыми анодами;
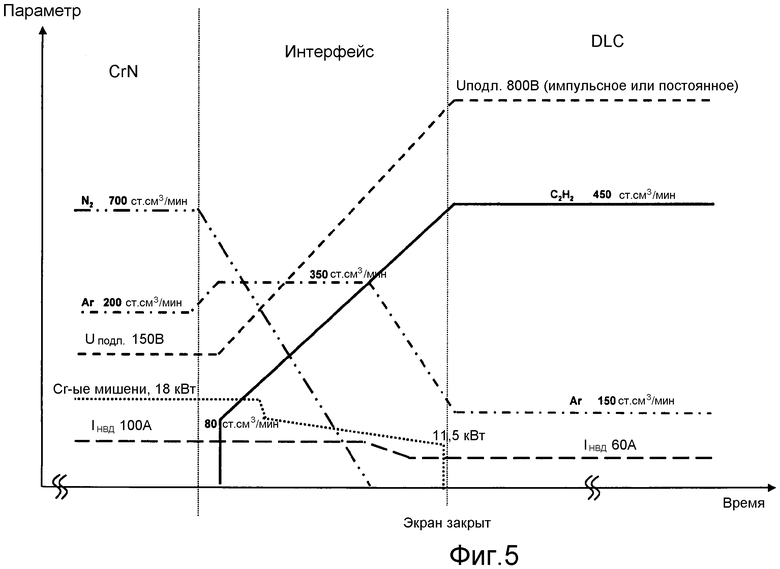
Фигура 5 - диаграмма процесса;
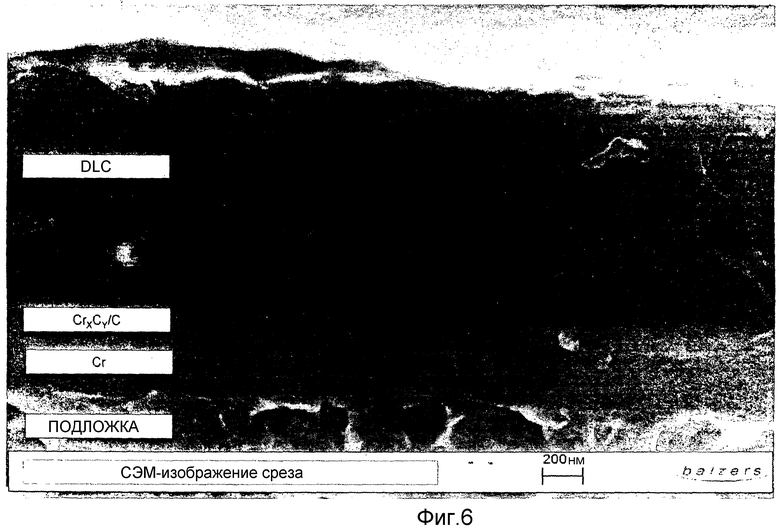
Фигура 6 - алмазоподобное (DLC) покрытие с градиентным слоем Cr/CrC;
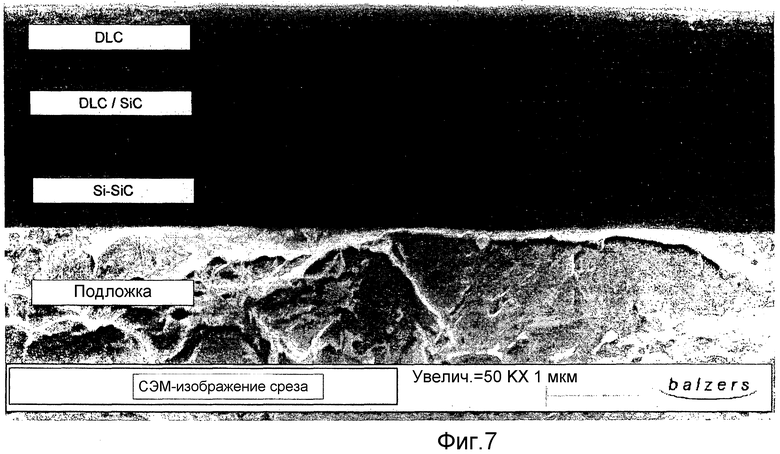
Фигура 7 - алмазоподобное (DLC) покрытие с многослойным покрытием DLC/SiC.
Фигура 1 показывает установку вакуумного нанесения покрытий с анодом согласно уровню техники. В вакуумной камере 1 смонтированы покрываемые изделия 2 на одном или нескольких держателях 3 изделий, которые включают в себя средства для создания по меньшей мере одинарного (простого), а при необходимости двойного 4 или тройного 5 вращения деталей. При этом держатели 3 изделий зачастую позиционируют на дополнительном носителе 7 изделий, способном вращаться вокруг оси 6 установки.
Через газовводы 8 в вакуумную камеру 1 могут быть поданы разнообразные рабочие газы с помощью подходящих, здесь не показанных, регулировочных устройств.
К камере прифланцован насосный агрегат 9, пригодный для создания глубокого вакуума.
Источник ионов и/или электронов, в частности НВД-катод 10, размещен, например, в области оси установки и подключен к отрицательному выводу дугового генератора 11. В зависимости от стадии процесса положительный полюс дугового генератора 11 через переключатель 12 может быть соединен с носителем 7 изделий или с держателем 3 изделий и с электрически соединенными с ним изделиями 2 (процесс нагревания) или с НВД-анодом 13 (в процессе травления или, при необходимости, также во время процесса нанесения покрытия).
На стенках вакуумной камеры 1 могут быть предусмотрены один или несколько источников-испарителей 14, предпочтительно магнетрон или электродуговой испаритель. В еще одном не представленном здесь варианте реализации источника-испарителя 14 он может быть размещен в виде анодно подключенного тигля по центру на дне вакуумной камеры 1. При этом испаряемый материал в результате нагревания низковольтной дугой 15 переходит в газовую фазу.
Далее, предусмотрен дополнительный электрический генератор 16 напряжения смещения, с помощью которого к изделиям может быть приложено напряжение подложки.
Далее, на противоположных ограничительных стенках вакуумной камеры 1 могут быть размещены электромагнитные катушки 17 для создания продольного, пронизывающего занимаемый плазмой объем магнитного поля так называемого поля Гельмгольца, которые запитываются по меньшей мере одним, предпочтительно двумя, раздельными, здесь не изображенными, источниками напряжения постоянного тока, преимущественно одинакового направления (одинакового знака).
В качестве дополнительных мер для усиления или более однородного формирования магнитного поля и, например, среднечастотной (MF) плазмы 18, создаваемой среднечастотным (MF) генератором напряжения смещения, на боковых стенках 19 вакуумной камеры 1 могут быть размещены магнитные системы для создания нескольких магнитных ближних полей 21. В этом случае предпочтительно магнитные системы для создания ближних полей по меньшей мере частично выполнены в виде магнетронных магнитных систем 20.
Отдельные системы установки нанесения покрытий преимущественно находятся в связи друг с другом посредством не показанной здесь подробно системы управления процессом.
Фигура 2 показывает установку вакуумного нанесения покрытий по изобретению с простым графитовым анодом, в которой на известном плоском медном аноде размещена графитовая облицовка 22 в форме графитового диска.
Однако, поскольку плотности плазмы в низковольтной дуге 15 и в ее непосредственной близости очень высоки, также необходимо защищать изделия 2 от электрических пробоев. Это может быть сделано путем подбора подходящего напряжения подложки. По этой причине также не рекомендуется работать при высоких разрядных токах с биполярным напряжением подложки прежде всего тогда, когда должны быть реализованы высокие напряжения подложки. Основанием этому является то, что при работе с биполярным импульсным напряжением смещения во время положительных интервалов напряжения на изделие могут быть наведены очень сильные электронные токи. Это ведет, по меньшей мере при DLC и taC, к нежелательному разогреванию изделия, но также к усиленным пробоям на изделие. Гораздо более благоприятным является применение униполярного импульсного напряжения подложки, которое позволяет электронам из низковольтной дуги в интервалах между импульсами опять разряжать накопившийся положительно заряженными ионами поверхностный заряд. В интервалах между импульсами изделие может при этом работать как заземленное или даже как «плавающее», причем последнее является еще более щадящим. Однако должно быть возможно свободно задавать соотношение «импульс-интервал», и оно должно быть переменным во время процесса, так же как и напряжение подложки.
В этой связи важно, чтобы подвод энергии к изделию 2 мог также изменяться в результате изменения параметров разряда низковольтной дуги 15, например, в случае постоянного напряжения подложки могли бы меняться ток на подложке и тем самым мощность на подложке при увеличении или уменьшении разрядного тока. Этот метод может быть также использован, как уже упомянуто выше, для многослойных структур в материале покрытия с одинаковым химическим составом, чтобы, например, снять напряжение в толстых слоях и добиться хорошего сцепления слоев.
При этом низковольтная дуга 15 может быть сформирована двумя различными путями: как показано в фигурах, в виде линейного источника, когда для фокусирования используют внешние катушки 17, или в виде диффузной плазмы, которая распределяется по всей рабочей камере, так что изделия 2 оказываются погруженными в плазму.
Фигура 3 показывает установку вакуумной обработки по изобретению, которая, однако, может также эксплуатироваться как установка вакуумного нанесения покрытий для процессов PECVD. В этом варианте реализации графитовый анод выполнен как графитовая вставка 22, которая помещена в известный охлаждаемый медный тигель. Последний, в свою очередь, может быть изготовлен в виде графитового тигля, чтобы, например, перед нанесением получаемого методом PECVD слоя можно было простым путем нанести адгезивный слой введением металлических таблеток или тому подобных. Кроме того, на Фигуре 3 используют генератор 16 напряжения смещения постоянного тока.
На Фигуре 4 показана установка вакуумного нанесения покрытий по изобретению с графитовым анодом 13, в которой расположены два НВД-анода 13 и 23. Например, через переключатель 12 положительный вывод дугового генератора попеременно или одновременно может быть соединен с графитовым НВД-анодом 13, 22 или же, в этом случае, с кольцеобразным графитовым НВД-анодом 22. За счет подключения кольцевого НВД-анода 23 становится возможным, как и при работе без магнитных катушек, распределить плазму диффузно по всей камере 1 установки. Специалисту в этой области будет понятно, что эти обе возможности могут быть оптимизированы для оптимизации равномерного распределения НВД-плазмы.
Фигура 5 описывает в качестве примера ход изменений параметров процесса при получении комбинированного слоя CrN-DLC с промежуточно расположенным между ними интерфейсом, внутри которого свойства двух различающихся систем слоев по существу непрерывно приспосабливаются друг к другу. При этом сначала в процессе PVD, например в распылительном или дуговом процессе, создают слой CrN, затем во время получения слоя-интерфейса дополнительно запускают процесс PECVD и одновременно снижают до нуля мощность на мишени и подачу азота. На последней стадии процесса, которая также может быть реализована непосредственно на поверхности изделия без предшествующего промежуточного слоя или интерфейса, здесь используют постоянные параметры процесса для получения алмазоподобного слоя (DLC), изоморфного по всей толщине слоя.
Фигура 6 показывает СЭМ-изображение поверхности излома многослойного покрытия, полученного подобно тому, как на Фигуре 5, с адгезивным слоем хрома, градиентным слоем-интерфейсом и покровным слоем DLC.
Фигура 7 показывает осажденное согласно Примеру 2 способа многослойное покрытие из последовательности различных слоев SiC и DLC.
Средства реализации изобретения
Далее описаны различные примеры исполнения способов по изобретению.
Примеры 1-3, в которых описаны способы осаждения Si-содержащих DLC-покрытий, были проведены на модифицированной RCS-установке (от англ. “Rapid Coating System”, «Система быстрого нанесения покрытий») фирмы OC Oerlikon Balzers AG, причем на охлаждаемом медном аноде была помещена графитовая облицовка в форме диска. Уже благодаря этому исключительно простым путем удалось получить удовлетворительный электрический переход. Одновременно охлаждение графитовой поверхности было заметно снижено по сравнению с исходным медным анодом, посредством чего электропроводность поверхности сохранялась даже во время процесса нанесения покрытия.
Пример 1) Процесс получения DLC с промежуточным слоем из Si/SiC
После вставки изделий в предусмотренные для этого держатели, выполненные с возможностью двойного или тройного вращения, и помещения держателей в установку вакуумной обработки камеру обработки откачивают до давления приблизительно 10-4 мбар.
Для установления температуры процесса зажигают плазму низковольтной дуги (НВД) между отделенной перфорированной заслонкой катодной камерой с горячим катодом, который образует НВД-катод, и подключенными анодно изделиями в аргоно-водородной атмосфере. При этом предпочтительно приложенное к изделиям напряжение подложки дополнительно делают униполярно или биполярно импульсным. Стандартные радиационные нагреватели в этом примере не применяли.
Процесс нагревания основывается на следующих параметрах:
В качестве следующей стадии процесса начинают травление. Для этого низковольтную дугу создают между нитью накала и графитовым анодом. В принципе здесь между изделиями и массой может быть включен постояннотоковый, импульсный постояннотоковый или работающий на переменном токе среднечастотный (MF) или радиочастотный (RF) источник питания. Для данного способа был задан двухстадийный процесс травления со следующими параметрами травления:
Стадия 1:
Стадия 2:
На следующей стадии процесса выполняли нанесение на изделие слоя DLC и промежуточного слоя Si-SiC для способствования сцеплению и приспособления свойств покрытия к материалу подложки. Для нанесения покрытия использовали низковольтную дугу. При этом разрядный ток низковольтной дуги направляли на графитовый анод. Параметры низковольтного дугового разряда, который происходил на протяжении всего процесса нанесения покрытия, были следующими:
Для отдельных стадий процесса нанесения покрытия были дополнительно установлены следующие параметры:
Адгезивный слой Si:
Этим путем был осажден слой толщиной приблизительно 1,5 мкм. Температура изделия достигла приблизительно 290°С.
Пример 2) В этом процессе исключили стадию нагревания, а вместо этого применяли более продолжительную стадию травления. Аналогично предыдущему примеру низковольтную дугу опять использовали между нитью накала и графитовым анодом, и к изделиям прикладывали униполярное импульсное отрицательное напряжение подложки. При этом были установлены следующие параметры травления:
Стадия 1:
Стадия 2:
На следующей стадии процесса выполняли нанесение на изделие многослойного покрытия DLC-SiC и промежуточного слоя Si-SiN-SiC. Для нанесения покрытия разрядный ток низковольтной дуги направляли на графитовый анод. Параметры низковольтного дугового разряда были установлены такими, как в Примере 1.
Для отдельных стадий процесса нанесения покрытия были дополнительно установлены следующие параметры:
Адгезивный слой Si:
Этим путем была достигнута общая толщина покрытия на изделиях с двойным вращением приблизительно 1,5 мкм. Температура изделия достигла приблизительно 180°С.
Пример 3) В этом процессе, как и в Примере 2, отказались от стадии нагревания, а вместо этого применяли более продолжительную стадию травления.
На следующей стадии процесса выполняли нанесение покрытия на изделие с промежуточным слоем Si-SiC с последующим многослойным покрытием DLC-Si и заключительным слоем DLC. Для нанесения покрытия использовали низковольтную дугу, как в Примере 1.
Для отдельных стадий процесса нанесения покрытия были дополнительно установлены следующие параметры:
Адгезивный слой Si:
Этим путем была достигнута общая толщина покрытия на изделиях с двойным вращением приблизительно 2 мкм (смотри Фигуру 7). Температура изделия достигла приблизительно 180°С.
Примеры 4-8, в которых описаны способы осаждения слоев DLC, были проведены на модифицированной установке BAI830DLC фирмы OC Oerlikon Balzers AG. В Примерах 5-6 также на охлаждаемый медный анод помещали лишь графитовую облицовку в форме диска. При этом изделия проводили с двойным вращением на расстоянии 60-175 мм от мишени при высоте загрузки 10-1000 мм. Подробные данные по каждому конкретному параметру процесса, а также о свойствах полученных при этом покрытий приведены в Таблице 1.
Пример 4) В этом примере речь идет об известном процессе для целей сравнения. При этом после нагревания или предварительной обработки травлением при рабочем давлении между 5,0×10-3 и 2,0×10-2 мбар зажигали и использовали тлеющий разряд между держателями изделий и стенкой сосуда, как уже описано в ЕР01362931 или WO2006-116889А1. Держатели изделий были выполнены так, что внутри горел разряд полого катода, усиливающий плазму тлеющего разряда. Альтернативно, для усиления плазмы могут быть также использованы другие электропроводные полые детали при условии, что поддерживаются определенные известные из WO2006-116889А1 геометрические условия.
Пример 5) и Пример 7) В этих примерах по изобретению низковольтный дуговой разряд зажигали на графитовом аноде аналогично Фигуре 2, расположенном в центре держателя изделий, и поддерживали в течение всей последовательности процесса из нагревания, травления и нанесения покрытия. Для DLC-покрытий подключали два или шесть оснащенных графитовой мишенью источников-распылителей, тогда как на изделие подавали напряжение смещения постоянного тока на уровне ста вольт. Не вводили никакого газообразного углеводорода. Вследствие более низкого напряжения также не зажигали никакого полого разряда в держателе или соответствующей встроенной полой детали. Плазменный разряд тем самым в гораздо меньшей степени зависит от геометрии конструктивных деталей установки, в частности носителя изделий и держателей изделий.
Пример 6) и Пример 8) В этих также соответствующих изобретению примерах процесс проводили подобно Примерам 5 и 7 с двумя или шестью распыляемыми мишенями, но при этом дополнительно вводили небольшое количество газообразного углеводорода. Примечательно, что по сравнению с чистыми напыленными слоями тем самым удалось увеличить твердость покрытия в три-четыре раза и благодаря этому во много раз увеличить также износостойкость.
Несмотря на низкую твердость осажденных без газообразного углеводорода покрытий из Примеров 5 и 7, эти покрытия могут быть преимущественно использованы, например, чтобы улучшить свойства приработки и/или антифрикционные свойства твердого слоя. В особенности просто реализовать такого рода системы слоев удается, например, комбинированием слоев из Примеров 6 или 8 с осажденными на них слоями согласно Примерам 5 или 7.
Еще одна возможность состоит в том, чтобы в вышеупомянутых процессах напыления вместо распыления на постоянном токе эксплуатировать источник-распылитель на переменном или импульсном токе, например, так же как сдвоенный источник, в котором две распыляемые мишени соединены с выводами противоположной полярности биполярного импульсного генератора. Кроме того, один или несколько источников, соединенных с соответственно подобранным распылительным генератором, могут быть также задействованы в так называемом HI-PIMS-процессе (High Ionisation Pulse Impact Magnetron Sputtering - магнетронное распыление импульсами высокой мощности), причем в зависимости от желательной подводимой мощности или типа мишени и слоя к соответствующему источнику преимущественно подводится импульсный сигнал в пределах следующих диапазонов параметров:
Длительность импульса: от 10 мкс до 100 мс
Импульсное напряжение: от 100 В до 2 кВ
Импульсный ток: от 10 А до 1,5 кА
Мощность импульса: 5-50 кВт
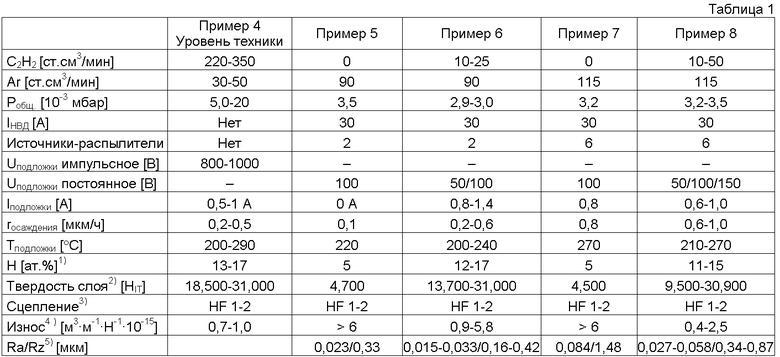
1) Содержание водорода, измеренное с помощью SIMS (масс-спектрометрия вторичных ионов)
2) Микротвердость слоя HIT согласно стандарту ISO 14577-1
3) Сцепление согласно инструкции VDI 3198
4) Испытание на износ согласно проекту стандарта DIN EN 1071-6:2006-01 для определения сопротивления покрытий истиранию
5) Шероховатость Ra, Rz согласно стандарту DIN EN ISO 4287/88
Список ссылочных номеров
1 Вакуумная камера
2 Изделие
3 Держатель изделия
4 Двойное вращение
5 Тройное вращение
6 Ось установки
7 Носитель изделия
8 Газоввод
9 Насосный агрегат
10 НВД-катод
11 Дуговой генератор
12 Переключатель
13 НВД-анод
14 Источник-испаритель
15 Низковольтная дуга (НВД)
16 Генератор напряжения смещения
17 Электромагнитная катушка
18 Среднечастотная плазма
19 Стенка камеры
20 Магнитная система
21 Ближнее магнитное поле
22 Графитовая облицовка
23 Кольцеобразный НВД-анод
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ СЛОЕВ ДЛЯ ТВЕРДЫХ УГЛЕРОДНЫХ СЛОЕВ | 2012 |
|
RU2606899C2 |
| СПОСОБ ОСАЖДЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩИХ СЛОЕВ | 2007 |
|
RU2461664C2 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| ТРИБОЛОГИЯ В СОЧЕТАНИИ С КОРРОЗИОННОЙ СТОЙКОСТЬЮ: НОВОЕ СЕМЕЙСТВО PVD- И PACVD-ПОКРЫТИЙ | 2010 |
|
RU2553803C2 |
| Способ нанесения твердых износостойких наноструктурных покрытий из аморфного алмазоподобного углерода | 2017 |
|
RU2656312C1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| НАНЕСЕНИЕ ПОКРЫТИЯ С АЛМАЗОПОДОБНЫМ УГЛЕРОДОМ МАГНЕТРОННЫМ МЕТОДОМ PECVD | 2018 |
|
RU2751017C1 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| СПОСОБ ОСАЖДЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРУЮЩИХ СЛОЕВ | 2008 |
|
RU2510097C2 |
| СПОСОБ ВАКУУМНО-ДУГОВОГО НАНЕСЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ НА СТОМАТОЛОГИЧЕСКИЕ КОНСТРУКЦИИ | 2022 |
|
RU2791571C1 |
Изобретение относится к установке и способу плазменной вакуумной обработки. Обработку проводят в вакуумной камере (1), в которой размещены устройство для генерирования электрического низковольтного дугового разряда (15) (НВДР), носитель (7) изделия для приема и перемещения изделий (2) и по меньшей мере один ввод (8) для инертного и/или реакционного газа. НВДР состоит из катода (10) и анода (13), электрически соединяемого с катодом через дуговой генератор. Носитель (7) изделия электрически соединен с генератором (16) напряжения смещения. По меньшей мере часть поверхности анода (13) включает в себя графитовую облицовку. В результате при эксплуатации при высокой температуре обеспечивается стабильность дуги, предотвращается загрязнение анода по время процесса нанесения покрытия. 2 н. и 39 з.п. ф-лы, 7 ил., 8 пр.,1 табл.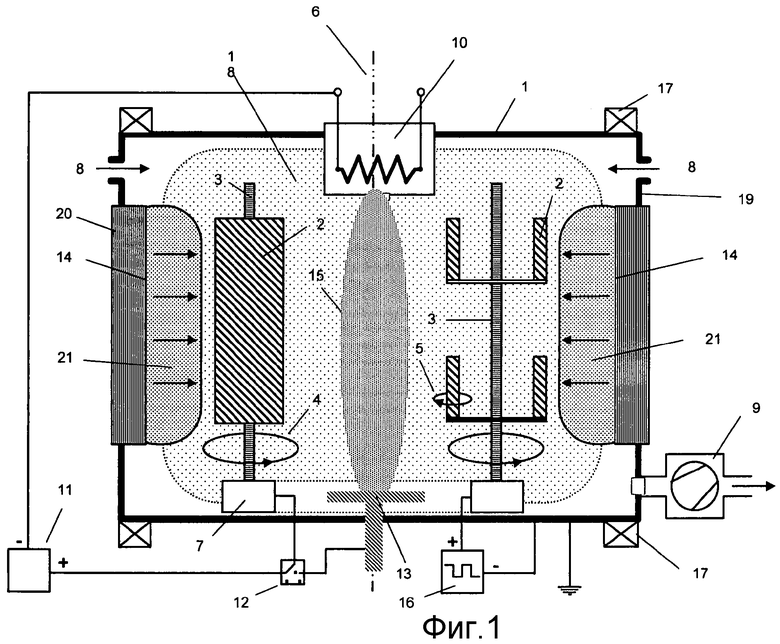
1. Установка вакуумной обработки для проведения плазменного процесса, причем эта установка обработки включает в себя, по меньшей мере, одну вакуумную камеру, в которой размещены устройство для генерирования электрического низковольтного дугового разряда (НВДР), состоящее из катода и анода, электрически соединяемого с катодом через дуговой генератор, и электрически соединяемый с генератором напряжения смещения носитель изделия для приема и перемещения изделий, и, по меньшей мере, один ввод для инертного и/или реакционного газа, отличающаяся тем, что, по меньшей мере, часть поверхности анода включает в себя графитовую облицовку.
2. Установка вакуумной обработки по п.1, отличающаяся тем, что графитовая облицовка выполнена как графитовая вставка, графитовая накладка или как графитовый тигель.
3. Установка вакуумной обработки по п.1, отличающаяся тем, что графитовая облицовка размещена на охлаждаемом теле анода.
4. Установка вакуумной обработки по п.1, отличающаяся тем, что анод не охлаждают или охлаждают лишь косвенно, или в непосредственной близости от поверхности анода не предусмотрены никакие охлаждающие приспособления, в частности охлаждающие каналы для охлаждающих сред,
5. Установка вакуумной обработки по п.1, отличающаяся тем, что, по меньшей мере, часть графитовой поверхности анода является нагреваемой.
6. Установка вакуумной обработки по п.1, отличающаяся тем, что анод размещен на или в одной стороне установки обработки, или охватывающим носитель изделия, или предпочтительно в середине осесимметричного держателя изделия.
7. Установка вакуумной обработки по п.1, отличающаяся тем, что катоду придан, по меньшей мере, один дополнительный анод.
8. Установка вакуумной обработки по п.1, отличающаяся тем, что аноду придан, по меньшей мере, один дополнительный катод.
9. Установка вакуумной обработки по п.1, отличающаяся тем, что генератор напряжения смещения представляет собой постоянно-токовый, переменно-токовый или униполярный или биполярный импульсный генератор.
10. Установка вакуумной обработки по п.1, отличающаяся тем, что дуговой генератор представляет собой генератор постоянного тока, в частности генератор постоянного тока с переменно регулируемым выходным током.
11. Установка вакуумной обработки по п.9, отличающаяся тем, что параллельно или последовательно генератору постоянного тока подключен импульсный генератор.
12. Установка вакуумной обработки по п.1, отличающаяся тем, что катод низковольтного дугового разряда представляет собой горячий катод, НВД-дуговой катод или полый катод.
13. Установка вакуумной обработки по п.12, отличающаяся тем, что горячий катод включает в себя по меньшей мере одну нить накала, предпочтительно нагревательную спираль, которая размещена в ионизационной камере, отделенной от вакуумной камеры заслонкой.
14. Установка вакуумной обработки по п.12, отличающаяся тем, что НВД-дуговой катод включает в себя, по меньшей мере, одну катодноподключенную мишень, которая оптически отделена крышкой от вакуумной камеры, в частности от изделий.
15. Установка вакуумной обработки по п.1, отличающаяся тем, что устройство для генерирования низковольтного дугового разряда расположено соосно с одной или несколькими электромагнитными катушками для генерирования поля Гельмгольца.
16. Установка вакуумной обработки не пункту 1, отличающаяся тем, что она представляет собой уcтановку вакуумного нанесения покрытий для проведения процесса плазменного CVD и/или PVD для осаждения плохо проводящих, изолирующих и/или алмазоподобных (DLC) слоев.
17. Установка вакуумной обработки по п.16, отличающаяся тем, что она представляет собой установку вакуумного нанесения покрытий, и в вакуумной камере размещены один или несколько источников-испарителей.
18. Установка вакуумной обработки по п.17, отличающаяся тем, что источник-испаритель включает в себя одно из следующих устройств: источник-распылитель, в частности магнетрон, дуговой источник, в частности катодно-дуговой источник, электронно-лучевой испаритель, графитовый тигель.
19. Установка вакуумной обработки по п.17, отличающаяся тем, что в источнике-испарителе размещен следующий материал для испарения: углерод, металл или сплав, в частности сплав из двух или нескольких элементов IV, V или VI группы Периодической системы, а также алюминий, бор или кремний.
20. Установка вакуумной обработки по п.19, отличающаяся тем, что материал для испарения присутствует как мишень.
21. Установка вакуумной обработки по п.17, отличающаяся тем, что материал для испарения представляет собой плотный высокочистый графит с предпочтительно изотропной структурой.
22. Способ плазменной вакуумной обработки изделий, при котором в вакуумной камере установки обработки зажигают и используют электрический низковольтный дуговой разряд (НВДР) между катодом и анодом, электрически соединенным с катодом через дуговой генератор, в то время как на изделия подают напряжение подложки с помощью генератора напряжения смещения и подводят рабочий газ из, по меньшей мере, одного источника газа, отличающийся тем, что применяют горячий анод, по меньшей мере, часть поверхности которого включает в себя графитовую облицовку.
23. Способ вакуумной обработки по п.22, отличающийся тем, что он включает в себя, по меньшей мере, одну из следующих стадий: поддерживаемое плазмой нагревание, травление или нанесение покрытия.
24. Способ вакуумной обработки по п.22, отличающийся тем, что, по меньшей мере, часть графитовой поверхности анода нагревают так, что температура нагретой графитовой поверхности повышается до температуры, при которой поддерживается электропроводность анода и/или предотвращается осаждение изолирующих отложений и/или изолирующих слоев.
25. Способ вакуумной обработки по п.22, отличающийся тем, что низковольтный дуговой разряд направляют магнитным полем, предпочтительно магнитным полем Гельмгольца.
26. Способ вакуумной обработки по п.22, отличающийся тем, что он представляет собой способ вакуумного нанесения покрытия для покрытия изделий, по меньшей мере, одним плохо проводящим, изолирующим и/или алмазоподобным (DLC) слоем.
27. Способ вакуумной обработки по п.26, отличающийся тем, что он представляет собой способ вакуумного нанесения покрытия, и материал покрытия подводят из, по меньшей мере, одного источника газа и/или, по меньшей мере, одного источника-испарителя.
28. Способ вакуумной обработки по п.27, отличающийся тем, что подводимый из источника-испарителя материал покрытия происходит из разряда источника-распылителя, в частности магнетрона, из разряда дугового источника, в частности катодно-дугового источника, из паров электронно-лучевого испарителя или из паров материала, испаряемого из графитового тигля посредством низковольтного дугового разряда.
29. Способ вакуумной обработки по п.27, отличающийся тем, что слой осаждают за счет работы источника-распылителя и/или катодно-дугового источника с, по меньшей мере, одной мишенью из, по меньшей мере, одного из материалов из группы металлов, металлических сплавов, соединений металлов или из графита, предпочтительно при подводе реакционного газа.
30. Способ вакуумной обработки по п.27, отличающийся тем, что слой осаждают за счет введения, по меньшей мере, одного реакционного газа из группы углеводородов, силанов, боранов, германов и/или металлоорганических соединений.
31. Способ вакуумной обработки по п.26, отличающийся тем, что напряжение подложки, низковольтную дугу и/или источник-испаритель используют в импульсном режиме.
32. Способ вакуумной обработки по п.31, отличающийся тем, что подают биполярное импульсное напряжение подложки с положительными импульсами, короткими по сравнению с отрицательными импульсами, или предпочтительно униполярное импульсное напряжение подложки.
33. Способ вакуумной обработки по п.26, отличающийся тем, что за счет вариации мощности дуги, напряжения подложки и/или магнитного поля получают слои с различным напряжением в слое, предпочтительно в виде многослойного покрытия.
34. Способ вакуумной обработки по п.26, отличающийся тем, что осаждают покрытие, включающее, по меньшей мере, один слой одного из следующих материалов: карбид, карбонитрид, нитрид, борид, борокарбид, боронитрид, предпочтительно в соединении с, по меньшей мере, одним переходным металлом из IV, V, VI группы Периодической системы, алюминием и/или кремнием.
35. Способ вакуумной обработки по п.26, отличающийся тем, что покрытие осаждают в виде многослойного покрытия с различающимся составом, причем переходы между отдельными слоями покрытия предпочтительно выполняют плавными.
36. Способ вакуумной обработки по п.26, отличающийся тем, что за счет введения, по меньшей мере, одного углеводорода через источник газа осаждают, по меньшей мере, один алмазоподобный (DLC) слой.
37. Способ вакуумной обработки по п.26, отличающийся тем, что за счет работы источника-распылителя и/или катодно-дугового источника с графитовой мишенью осаждают, по меньшей мере, один алмазоподобный (DLC) слой.
38. Способ вакуумной обработки по п.36, отличающийся тем, что алмазоподобный (DLC) слой осаждают с металло- или кремнийсодержащим адгезивным слоем и/или с, по меньшей мере, одним металло- или кремнийсодержащим промежуточным слоем в виде многослойного покрытия.
39. Способ вакуумной обработки по п.36, отличающийся тем, что, по меньшей мере, графитовую поверхность анода нагревают до температуры в 200°С, предпочтительно 250°С, чтобы предотвратить осаждение изолирующих алмазоподобных (DLC) отложений.
40. Способ вакуумной обработки по п.36, отличающийся тем, что, по меньшей мере, часть алмазоподобного (DLC) слоя осаждают как многослойное покрытие со слоями с различающимся напряжением в слое.
41. Способ вакуумной обработки по п.26, отличающийся тем, что сначала на изделие наносят слой согласно способу по любому из пп.34, 35 и затем следующий слой согласно способу по любому из пп.36-40.
| DE 3614384 A1, 02.01.1987 | |||
| Способ изготовления неплавящегося электрода | 1978 |
|
SU695074A1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Композиция для печати по льняным и льнолавсановым тканям | 1979 |
|
SU896122A1 |
| US 6391164 B1 21.05.2002 | |||
| DE 19626094 A1, 13.11.1997. | |||

