Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано в системах диагностирования состояния поверхности металлопроката.
Задача определения поверхностных дефектов металлопроката актуальна для большинства металлургических заводов. Успешное решение этой проблемы во многом предопределяется используемым методом обнаружения поверхностных дефектов, их идентификацией, последующим расчетом показателей индивидуальных характеристик обнаруженных поверхностных дефектов металлопроката. Теоретические и практические разработки в направлении изучения фрактальных свойств поверхностных и внутренних структур различных металлов и их сплавов, методы расчета фрактальной размерности как показателя особенности структуры поверхности металла, а также расчеты зависимости количественных показателей микроструктуры высокопрочных сплавов от параметров термической обработки позволяют говорить о возможности использования данного подхода в задаче диагностирования поверхностной структуры металлопроката [1].
В настоящее время известен способ ультразвукового контроля структуры металлопроката [2]: для определения внутренних дефектов используется ультразвук с частотой 20000 колебаний в секунду. Данный метод основан на способности звуковой волны отражаться от встречающихся препятствий. Чем меньше дефект, тем меньшей длины звуковая волна может от него отразиться, тем самым обнаружить его местоположение.
Недостатком данного способа контроля обнаружения дефектов в структуре металлопроката является узкий диапазон геометрических размеров обнаруженных дефектов, то есть он позволяет обнаружить дефекты размерами до 1-2 миллиметров. Для обнаружения дефектов, не попавших в данный диапазон, используется визуальный осмотр контролером управления технического контроля, который в случае обработки большого количества информации при определении качества поверхности металлопроката может допустить субъективные ошибки.
Наиболее близким к предлагаемому способу является способ, используемый в системе «Гранулометр» для непрерывного бесконтактного определения гранулометрического состава кусковых материалов [3]. Сигнал с устройства съема видеоинформации подается через переключающее устройство в компьютер на устройство оцифровки аналогового сигнала. В полученном кадре изображения специальными алгоритмами подавляются посторонние помехи и выделяются контуры окатышей. Из дальнейшего рассмотрения исключаются окатыши, точное распознавание формы которых невозможно (из-за сильного закрытия соседними окатышами). Далее для каждого окатыша находится эквивалентный диаметр, равный максимальному вписываемому диаметру. Ошибка определения размера идеального сферического предмета составляет меньше 0,25 мм (по диаметру). По измеренным диаметрам рассчитывается гистограмма распределения по массе. Информация выдается после обработки и усреднения по 5-15 обработанным кадрам (итерациям). Число требуемых кадров для усреднения настраивается при монтаже системы «Гранулометр» с учетом стабильности гранулометрического состава в точке измерения, требуемого времени выдачи информации, числа каналов измерения.
Данная система не может быть использована для диагностирования поверхности металлопроката, так как не позволяет осуществить обнаружение дефектов, являющихся объемными объектами (имеют глубину, ширину и длину, а также контур различной непрерывной формы).
Задачей изобретения является разработка способа диагностики поверхностной структуры металлопроката, основанного на определении показателя характеристики дефекта посредством расчета фрактальной размерности и индекса вариации с последующим соотнесением дефекта к определенному классу.
Сущность изобретения заключается в том, что, как и в известном способе, принятом за прототип, проводится видеосъемка металлографических структур контролируемого объекта, однако в данном случае проводится видеосъемка не кускового материала в виде окатышей, а движущегося металлопроката: рельс, поступающий на стеллаж, с помощью устройств, позволяющих проводить фиксацию быстродвижущихся высокотемпературных поверхностей, подвергается видеосъемке как по горизонтали, так и по вертикали (видеоснимки в вертикальной проекции соответствуют секущим плоскостям фиг.1); полученные снимки поступают на устройство распознавания микроструктуры фиксируемого объекта - цифровой микроскопии «GX-71», который в сочетании с системой анализа изображений «SIAMS PHOTOLAB», содержащейся в компьютере, позволяет решить задачу набора данных для получения результатов металлографического исследования (система анализа изображений «SIAMS PHOTOLAB» представляет собой программный продукт, состоящий из отдельных программных модулей и предназначенных для проведения обработки и анализа изображений, полученных при помощи цифровых и аналоговых фото- и видеокамер, а также сканеров в ходе проведения микро- и макросъемки); далее через коммутатор видеовхода полученные снимки поступают на рабочую станцию, частота получения видеокадров (величина h, фиг.1) определится в зависимости от требований, предъявляемых к марке контролируемого металлопроката по ГОСТу; далее осуществляется предварительная обработка: изображения, поступившие с микроскопа, подвергаются изменению контрастности, сглаживанию шумов, подчеркиванию границ, отличающийся тем, что в предлагаемом способе помимо перечисленных операций дополнительно осуществляется получение вертикальных изображений сканируемой поверхности и дальнейший перевод полученных вертикальных видеоснимков во временной ряд данных x(l), где l - текущий порядковый номер данного во временном ряде соответствующего вертикального сечения,  , α и β - первый и последний порядковый номер данного во временном ряде данных x(l); далее осуществляется структурный анализ полученного временного ряда данных x(l) для определения местоположения и отдельных координат контура дефекта по следующей схеме: задается величина скользящего интервала данных [α;β], который перемещается вдоль полученного временного ряда данных вертикального сечения, при этом α, β - текущие порядковые номера крайних (первого, последнего) данных на заданном интервале в режиме скольжения, β принимает значение l, α определится конкретной заданной величиной для скользящего интервала; проводится неоднократное n-е равномерное разбиение на равные подинтервалы ωm=[α=l0<l1<…<lm=β], m=1…M, где М - число данных в подинтервале, n=2…N; затем определяется сумма разностей между максимальным и минимальным значениями данных в рамках анализируемых подинтервалов:
, α и β - первый и последний порядковый номер данного во временном ряде данных x(l); далее осуществляется структурный анализ полученного временного ряда данных x(l) для определения местоположения и отдельных координат контура дефекта по следующей схеме: задается величина скользящего интервала данных [α;β], который перемещается вдоль полученного временного ряда данных вертикального сечения, при этом α, β - текущие порядковые номера крайних (первого, последнего) данных на заданном интервале в режиме скольжения, β принимает значение l, α определится конкретной заданной величиной для скользящего интервала; проводится неоднократное n-е равномерное разбиение на равные подинтервалы ωm=[α=l0<l1<…<lm=β], m=1…M, где М - число данных в подинтервале, n=2…N; затем определяется сумма разностей между максимальным и минимальным значениями данных в рамках анализируемых подинтервалов:
где  ,
,  - максимальное и минимальное значения в ωm-й подинтервал,
- максимальное и минимальное значения в ωm-й подинтервал,  - число подинтервалов при конкретном m в n-м разбиении, n-порядковый номер разбиения на подинтервалы. Накопленные суммы An(l) являются данными для определения параметров (a и b) уравнения регрессии: у=ax+b с помощью метода наименьших квадратов; динамический индекс вариации в текущий момент времени отождествляется µ(l)=-a
l. Расчет индекса вариации по описанной схеме осуществляется для каждого х(l)-го значения временного ряда данных в динамическом режиме. Момент изменения знака динамического индекса вариации на противоположный свидетельствует об изменении структуры анализируемого временного ряда данных и соответствует начальной или конечной координате дефекта металлопроката.
- число подинтервалов при конкретном m в n-м разбиении, n-порядковый номер разбиения на подинтервалы. Накопленные суммы An(l) являются данными для определения параметров (a и b) уравнения регрессии: у=ax+b с помощью метода наименьших квадратов; динамический индекс вариации в текущий момент времени отождествляется µ(l)=-a
l. Расчет индекса вариации по описанной схеме осуществляется для каждого х(l)-го значения временного ряда данных в динамическом режиме. Момент изменения знака динамического индекса вариации на противоположный свидетельствует об изменении структуры анализируемого временного ряда данных и соответствует начальной или конечной координате дефекта металлопроката.
Далее в соответствии с задачей распознавания дефектов металлопроката производится выделение замкнутых контуров изображений поверхностных дефектов. На следующем этапе обработки проводится предварительная идентификация выявленного контура дефекта и в зависимости от вида полученного контура его включают в какую-либо группу (пузырь, морщина, закат, трещина). После чего проводится разбиение замкнутого контура на отдельные составляющие, с последующим представлением данных в виде временных рядов данных. Разбиение проводится по крайним точкам, которые соответствуют минимальному и максимальному значениям по оси абсцисс в декартовых координатах [4]. Расчет фрактальной размерности осуществляется по формуле Dµ=µ+1, где µ рассчитывается однократно по приведенной выше схеме для всего ряда данных, соответствующего выделенной составляющей замкнутого контура.
Дальнейшая обработка изображений поверхностных дефектов заключается в определении среднего значения фрактальной размерности контуров по полученным временным рядам данных для двух разомкнутых частей контура:
где Dµв, Dµн - значения фрактальной размерности для верхней и нижней части контура дефекта соответственно.
После определения фрактальной размерности проводится сопоставление результатов со значениями эталонной шкалы. Эталонная шкала включает виды поверхностных дефектов, их максимально допустимые геометрические размеры, а также соответствующие им максимально допустимые значения фрактальной размерности. В случае если фрактальная размерность вновь выявленного дефекта превышает максимальное значение, делается вывод о невозможности устранения дефекта.
На конечном этапе функционирования системы проводится представление информации на рабочей станции об обнаруженных дефектах и их местоположении; при этом выделены устранимые дефекты и дефекты, которые не подлежат устранению. Неустранимые дефекты являются основанием для перевода контролируемой продукции в более низкую категорию качества или направляются на вырезку дефектных участков для определения причины его возникновения.
Литература
1. Федор Е. Фракталы. / Е.Федор. - М.: Мир, 1991. - 254 с.
2. Козырев Н.А. Железнодорожные рельсы из электростали. / Н.А.Козырев, В.В.Павлов, Л.А.Годик, В.П.Дементьев. - Новокузнецк: Новокузнецкий полиграфкомбинат, 2006. - 388 с.
3. Стародумов А.В. Оценка качества дробленой руды с помощью системы «Индикатор крупности». / А.В.Стародумов, В.Н.Круглов. // Сталь. - 2006. - №6. - с.47-48.
4. Дубовиков М.М. Размерность минимального покрытия и локальный анализ фрактальных временных рядов. / М.М.Дубоввиков, Н.В.Крянев, А.В.Старченко. // Вестник РУДН, серия прикладная и компьютерная математика. Т 3. - 2007. - №1, с 30-44.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СЛОЯ С НЕЧЕТКИМИ ГРАНИЦАМИ ПО ИЗОБРАЖЕНИЮ | 2014 |
|
RU2550534C1 |
| СПОСОБ ОЦЕНКИ ПЕРСПЕКТИВНОСТИ ПОИСКОВОЙ ПЛОЩАДИ НА ОБНАРУЖЕНИЕ АЛМАЗОНОСНЫХ КИМБЕРЛИТОВЫХ ТЕЛ В ПРЕДЕЛАХ АЛМАЗОНОСНЫХ РАЙОНОВ | 2012 |
|
RU2492511C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ЗАГРЯЗНЕНИЙ МОРСКОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2632176C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФРАКТАЛЬНОЙ РАЗМЕРНОСТИ ШЕРОХОВАТОЙ ПОВЕРХНОСТИ ТВЕРДЫХ ТЕЛ | 2008 |
|
RU2352902C1 |
| СПОСОБ ДИАГНОСТИКИ ЭПИЛЕПСИИ И ЕЕ ПРЕДСТАДИИ | 1999 |
|
RU2156607C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ВЛИЯНИЯ ФИЗИЧЕСКИХ ФАКТОРОВ НА БИОЛОГИЧЕСКИЕ ОБЪЕКТЫ | 2015 |
|
RU2640177C2 |
| Способ идентификации загрязнений морской поверхности | 2015 |
|
RU2664255C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОРРОЗИИ ПОД НАПРЯЖЕНИЕМ | 2004 |
|
RU2269772C1 |
| СПОСОБ КАРТОГРАФИЧЕСКОГО ОТОБРАЖЕНИЯ ДВУХМЕРНЫХ РАСПРЕДЕЛЕНИЙ, ЗАДАННЫХ В ЦИФРОВОЙ ФОРМЕ | 2011 |
|
RU2484427C1 |
| СПОСОБ ВСТРАИВАНИЯ ИНФОРМАЦИИ В ГРАФИЧЕСКИЙ ФАЙЛ, СЖАТЫЙ ФРАКТАЛЬНЫМ МЕТОДОМ | 2015 |
|
RU2602670C1 |
Способ включает получение изображений сканируемой поверхности и их перевод во временные ряды данных. Осуществляют структурный анализ полученного временного ряда данных для определения местоположения и координат контура дефекта, используя заданную величину скользящего интервала, перемещаемого вдоль полученного временного ряда данных. При этом проводится неоднократное n-е равномерное разбиение на равные подинтервалы и определяется сумма разностей между максимальным и минимальным значениями данных в анализируемых подинтервалах. По данным о накопленных суммах определяют параметры уравнения регрессии для конкретизации динамического индекса вариации. Определение координат дефекта осуществляют по моменту изменения знака динамического индекса вариации на противоположный, что свидетельствует о локальном изменении поверхностной структуры. Осуществляют расчет показателя фрактальной размерности контура дефекта и сопоставляют результаты со значениями эталонной шкалы, включающей типы поверхностных дефектов, их максимально допустимые размеры и максимально допустимые значения фрактальной размерности. Если фрактальная размерность дефекта превышает максимально допустимое значение, делается вывод о невозможности устранения дефекта. Технический результат - диагностика поверхностной структуры, основанная на расчете фрактальной размерности и индекса вариации с последующим соотнесением дефекта к определенному классу. 1 ил.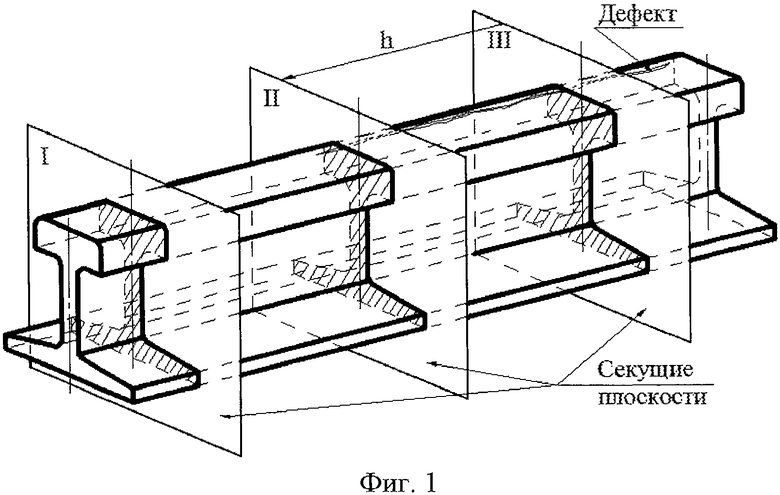
Способ диагностирования качества поверхностной структуры металлопроката, включающий горизонтальную видеосъемку металлографических структур контролируемого объекта и предварительную обработку полученных снимков, отличающийся тем, что помимо перечисленных операций дополнительно осуществляются: получение вертикальных изображений сканируемой поверхности и дальнейший перевод полученных изображений в соответствующие временные ряды данных х(l), где  , где l - текущий порядковый номер данного во временном ряде соответствующего изображения,
, где l - текущий порядковый номер данного во временном ряде соответствующего изображения,  , α и β - первый и последний порядковый номер данного во временном ряде данных х(l); далее осуществляется структурный анализ полученного временного ряда данных, для определения местоположения и отдельных координат контура дефекта по следующей схеме: задается величина скользящего интервала данных [α; β], который перемещается вдоль полученного временного ряда данных вертикального сечения, при этом α, β - текущие порядковые номера крайних (первого, последнего) данных на заданном интервале в режиме скольжения, β принимает значение l, α определится конкретной заданной величиной для скользящего интервала; проводится неоднократное n-е равномерное разбиение на равные подинтервалы ωm=[α=l0<l1<…<lm=β], m=1…M, где М - число данных в подинтервале, n=2…N, затем определяется сумма разностей между максимальным и минимальным значениями данных в рамках анализируемых подинтервалов:
, α и β - первый и последний порядковый номер данного во временном ряде данных х(l); далее осуществляется структурный анализ полученного временного ряда данных, для определения местоположения и отдельных координат контура дефекта по следующей схеме: задается величина скользящего интервала данных [α; β], который перемещается вдоль полученного временного ряда данных вертикального сечения, при этом α, β - текущие порядковые номера крайних (первого, последнего) данных на заданном интервале в режиме скольжения, β принимает значение l, α определится конкретной заданной величиной для скользящего интервала; проводится неоднократное n-е равномерное разбиение на равные подинтервалы ωm=[α=l0<l1<…<lm=β], m=1…M, где М - число данных в подинтервале, n=2…N, затем определяется сумма разностей между максимальным и минимальным значениями данных в рамках анализируемых подинтервалов:  , где
, где  ,
,  - максимальное и минимальное значение в ωm-й подинтервал,
- максимальное и минимальное значение в ωm-й подинтервал,  - число подинтервалов при конкретном m в n-м разбиении, n - порядковый номер разбиения на подинтервалы; далее по данным о накопленных суммах An(l) с помощью метода наименьших квадратов определяются параметры (а и b) уравнения регрессии: у=ax+b, необходимые для конкретизации динамического индекса вариации в текущий момент времени, который отождествляется по следующему правилу: µ(l)=-α; определение координат поверхностного дефекта металлопроката осуществляют по моменту изменению знака динамического индекса вариации на противоположный, что свидетельствует об изменении структуры анализируемого временного ряда данных и соответственно о локальном изменении поверхностной структуры металлопроката; совокупность полученных координат конкретизирует контур поверхностного дефекта; для распознавания типа выявленного поверхностного дефекта (пузырь, морщина, закат, трещина) осуществляется расчет показателя фрактальной размерности контура дефекта по следующей схеме: проводится разбиение выделенного замкнутого контура по его крайним точкам, имеющим минимальное и максимальное значения по оси абсцисс в декартовых координатах, на отдельные составляющие с представлением их в виде временных рядов данных; последующий расчет фрактальной размерности временного ряда данных осуществляется по выражению: Dµ=µ+1, где µ рассчитывается однократно по приведенной выше схеме, учитывая все данные временного ряда данных, соответствующего выделенной составляющей замкнутого контура; определение фрактальной размерности целостного контура поверхностного дефекта осуществляется по выражению:
- число подинтервалов при конкретном m в n-м разбиении, n - порядковый номер разбиения на подинтервалы; далее по данным о накопленных суммах An(l) с помощью метода наименьших квадратов определяются параметры (а и b) уравнения регрессии: у=ax+b, необходимые для конкретизации динамического индекса вариации в текущий момент времени, который отождествляется по следующему правилу: µ(l)=-α; определение координат поверхностного дефекта металлопроката осуществляют по моменту изменению знака динамического индекса вариации на противоположный, что свидетельствует об изменении структуры анализируемого временного ряда данных и соответственно о локальном изменении поверхностной структуры металлопроката; совокупность полученных координат конкретизирует контур поверхностного дефекта; для распознавания типа выявленного поверхностного дефекта (пузырь, морщина, закат, трещина) осуществляется расчет показателя фрактальной размерности контура дефекта по следующей схеме: проводится разбиение выделенного замкнутого контура по его крайним точкам, имеющим минимальное и максимальное значения по оси абсцисс в декартовых координатах, на отдельные составляющие с представлением их в виде временных рядов данных; последующий расчет фрактальной размерности временного ряда данных осуществляется по выражению: Dµ=µ+1, где µ рассчитывается однократно по приведенной выше схеме, учитывая все данные временного ряда данных, соответствующего выделенной составляющей замкнутого контура; определение фрактальной размерности целостного контура поверхностного дефекта осуществляется по выражению:  , где Dµв, Dµн - значения фрактальной размерности для двух выделенных составляющих (верхней и нижней) частей контура дефекта соответственно; после определения фрактальной размерности поверхностного дефекта проводится сопоставление результатов со значениями эталонной шкалы, включающей типы поверхностных дефектов, их максимально допустимые геометрические размеры, а также соответствующие им максимально допустимые значения фрактальной размерности; в случае, если фрактальная размерность вновь выявленного дефекта превышает максимально допустимое значение, делается вывод о невозможности устранения дефекта; на конечном этапе функционирования осуществляется представление информации на рабочей станции об обнаруженных дефектах и их местоположении; при этом выделены устранимые дефекты и дефекты, которые не подлежат устранению; неустранимые дефекты являются основанием для перевода контролируемой продукции в более низкую категорию качества, или направляется на вырезку дефектных участков для определения причины его возникновения.
, где Dµв, Dµн - значения фрактальной размерности для двух выделенных составляющих (верхней и нижней) частей контура дефекта соответственно; после определения фрактальной размерности поверхностного дефекта проводится сопоставление результатов со значениями эталонной шкалы, включающей типы поверхностных дефектов, их максимально допустимые геометрические размеры, а также соответствующие им максимально допустимые значения фрактальной размерности; в случае, если фрактальная размерность вновь выявленного дефекта превышает максимально допустимое значение, делается вывод о невозможности устранения дефекта; на конечном этапе функционирования осуществляется представление информации на рабочей станции об обнаруженных дефектах и их местоположении; при этом выделены устранимые дефекты и дефекты, которые не подлежат устранению; неустранимые дефекты являются основанием для перевода контролируемой продукции в более низкую категорию качества, или направляется на вырезку дефектных участков для определения причины его возникновения.
| СПОСОБ ВЫЯВЛЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ДВИЖУЩЕЙСЯ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2017141C1 |
| US 7627163 В2, 01.12.2009 | |||
| US 2003136925 А1, 24.07.2003 | |||
| US 2001015414 A1, 23.08.2001 | |||
| Способ оптико-электронного контроля дефектов на движущейся поверхности и устройство для его осуществления | 1991 |
|
SU1796059A3 |

