Область техники
Магистральный нефтяной электронасосный агрегат относится к области агрегатов для перекачивания нефти в магистральных нефтепроводах.
Уровень техники
Известна рама вибродемпфирующая фундаментная насосного агрегата (патент РФ №103584, МПК F04D 29/00, опубл. 20.04.2011, патентообладатель - ООО «НКМЗ»), содержащая самоустанавливающиеся монтажные элементы (или в более правильной по сути терминологии - подводимые опоры). Однако рассмотрена только рама насосного агрегата, а не весь электронасосный агрегат, состоящий из одноступенчатого двухвходового центробежного насоса, приводного электродвигателя, валы которых соединены муфтой, и фундаментной (или монтажной) рамы с подводимыми опорами под «лапы» насоса и/или электродвигателя, поэтому не учтены многие особенности взаимодействия всех перечисленных основных компонент агрегата.
Известен центробежный электронасосный агрегат, состоящий из насоса и электродвигателя, установленных на общей фундаментной плите и соединенных при помощи муфты (патент РФ №95043, МПК F04D 1/00, F16D 3/50, опубл. 10.06.2010). Утверждается, что техническим результатом является уменьшение износа подшипников, перегрева электродвигателя, шума и вибрации.
Однако данный агрегат относится к атомной промышленности и поэтому не учитывает особенности магистральных нефтяных электронасосных агрегатов. Кроме того, в этом патенте основное внимание уделено частной задаче улучшения конструкции упругой муфты между валами насоса и электродвигателя. Упругая муфта для центробежной насосной установки отдельно описана в патенте РФ №2246047 (МПК F04D 29/62, опубл. 10.02.2005), однако недостатком данной муфты является относительно невысокая эксплуатационная надежность, возрастное и температурное старение резиновых упругих элементов с изменением модуля упругости резины при больших колебаниях температуры, особенно в присутствии нефтяных паров и при возможном попадании нефти при использовании муфты в магистральной нефтяной центробежной насосной установке.
Что касается самого насоса, как самой важной и сложной компоненты магистрального нефтяного электронасосного агрегата, то известен центробежный насос двухстороннего входа для перекачивания нефти ОАО Сумского завода «Насосэнергомаш» (патент Украины №22403, МПК F04D 1/00, опубл. 24.04.2007). Насос содержит корпус, внутри которого установлен ротор, на валу которого закреплены подшипники, торцовые уплотнители и лопастное рабочее колесо, которое совместно с объемом подвода и расширенным спиральным отводом корпуса образовывает проточную часть. На корпусе дополнительно установлена циркуляционная система смазки и охлаждения внутренней полости торцевых уплотнителей, а рабочее колесо, которое закреплено на валу, выполнено из двух половин. Наличие двух половин рабочего колеса позволяет вдвое снизить вибрационные характеристики насоса за счет закрепления половин рабочего колеса на валу ротора с поворотом одной половины относительно другой вокруг оси ротора на половину угла между лопастями. Поворот половин обеспечивается соответствующим расположением канавок под шпонки. Недостатком данного насоса является наличие шпонок и канавок под них, которые ослабляют вал ротора и являются концентраторами напряжений, с учетом принципиального наличия боковых зазоров в шпоночных соединениях, наличие канавок на валу под шпонки, способствующих возбуждению вибраций ротора насоса.
Также известен практически такой же центробежный насос двухстороннего входа для перекачивания нефти того же патентообладателя - ОАО Сумского завода «Насосэнергомаш» (вместе с ОАО «ВНИИАЭН» (г.Сумы, Украина)) (патент РФ №106680, МПК F04D 1/00, F04D 29/00, опубл. 20.07.2011). Недостатком данного насоса является наличие зазоров в подшипниковых опорах скольжения, что является источником наличия динамических биений в зазорах, способствующих усилению вибраций и шума насоса.
Относительно аналога способа улучшения характеристик насосного агрегата на раме посредством его высококачественной сборки, литья, механообработки и полирования (или шлифования) известна опубликованная международная РСТ-заявка WO 2010030802 (МПК F04D 17/02, опубл. 18.03.2010) на способ сборки высокоэффективного горизонтального трехступенчатого центробежного насоса в составе электронасосного агрегата. Однако указанный способ все же не предназначен для сборки магистрального нефтяного электронасосного агрегата и поэтому не учитывает многие конструктивные особенности такого агрегата.
Также известен способ производства горизонтального насосного агрегата на пьедестале (аналоге рамы), описанный в патенте Великобритании №1255169 (МПК F04C 19/00, опубл. 01.12.1971) с использованием приема механообработки нескольких поверхностей насоса для последующих ответственных соединений за один технологический установ. Однако описанный насос не являлся магистральным нефтяным и соответственно этот способ производства также не был предназначен для сборки магистрального нефтяного электронасосного агрегата и поэтому не учитывал многие конструктивные особенности такого агрегата.
В качестве аналога способа улучшения характеристик агрегата посредством его высококачественной сборки на раме известен способ монтажа горизонтально расположенного турбокомпрессорного агрегата (патент РФ №2263247, МПК F16M 5/00, F16M 9/00, F01D 25/28, опубл. 27.10.2005), состоящего из турбокомпрессорной группы (функционального аналога насоса) и нагнетателя (функционального аналога электродвигателя), а также их рам (установочной и транспортно-технологической) с опорными поверхностями.
Недостатки указанного способа - использование сложных и трудоемких приемов сборки и установки агрегата на рамы и применение пригоночных прокладок (или пластин мерной толщины), имеющих ряд принципиальных ограничений в использовании.
Раскрытие изобретения
Главной общей задачей предлагаемого изобретения является создание магистрального нефтяного электронасосного агрегата с улучшенными технико-экономическими характеристиками, конкретно с пониженными шумом и вибрациями, повышенными надежностью, ресурсом и КПД посредством комплекса объединенных единым изобретательским замыслом конструктивных и технологических усовершенствований во всех базовых компонентах агрегата.
Технический эффект усовершенствованного устройства агрегата достигается тем, что по части объединенных единым изобретательским замыслом усовершенствований базовых компонент магистральный электронасосный агрегат содержит магистральный горизонтальный центробежный одноступенчатый насос двухстороннего входа, приводной электродвигатель, муфту, соединяющую их валы, и общую или раздельные рамы для крепления насоса и электродвигателя на них, насос состоит из корпуса с двумя полуспиральными подводами и двухспиральным отводом и крышки корпуса, между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса, при этом рабочее колесо посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами, указанные зажимные устройства представляют собой сочетание двух соосных колец с коническими рабочими поверхностями с возможностью смещения колец с помощью зажимных винтов вдоль оси вала относительно друг друга с зажимом вала. Ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников качения двух типов: сферического двухрядного роликового подшипника, воспринимающего осевую нагрузку вала насоса, и «плавающего» тороидального роликоподшипника, оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом, все соединения корпусов скреплены в том числе парами съемных конических штифтов с резьбовыми концами. Для надежности уплотнений подшипниковых узлов могут быть использованы винтовые уплотнения. Кроме того, для снижения концентрации напряжений смятия образующая внутренней цилиндрической поверхности внутреннего кольца зажимного устройства на участках в районе торцов выполнена криволинейной второго порядка, на кромках торцов всех конических втулок из высокопрочных стальных сплавов: цанговых устройств и стяжных втулок, эти кромки могут быть сглажены с микронной точностью.
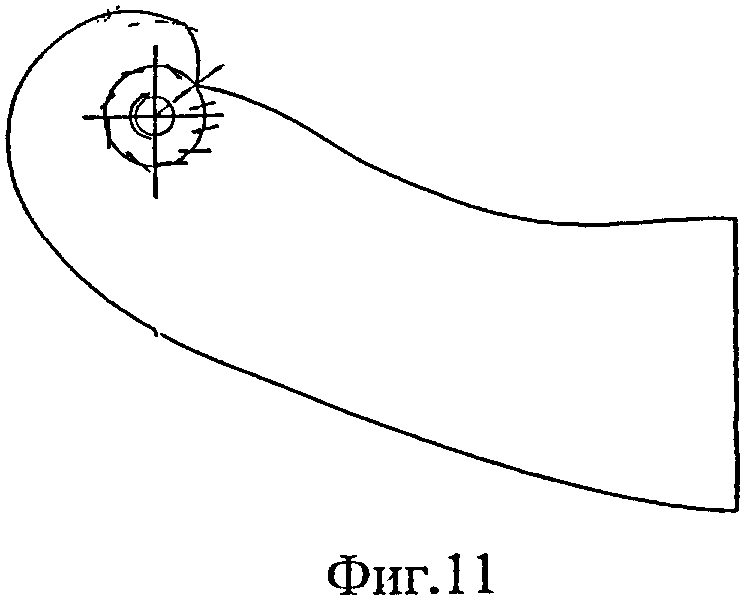
Корпус насоса имеет одинаковые боковые полуспиральные подводы двухстороннего входа насоса, состоящие из входного канала подвода, спиральной части и конфузорного участка перед входом потока в рабочее колесо насоса и характеризующиеся расчетным и промежуточными сечениями спиральной части подвода, углом охвата спиральной части подвода и наличием «языка» подвода, разделяющим потоки жидкости, идущие через спиральную часть и входной канал подвода. Усовершенствованные подводы имеют уменьшенные на 15…20% по пропускной способности расчетные и промежуточные сечения спиральной части, увеличенный до 200…210° угол охвата спиральной части подвода и язык измененной формы, плавно сужающийся от периферии к центру.
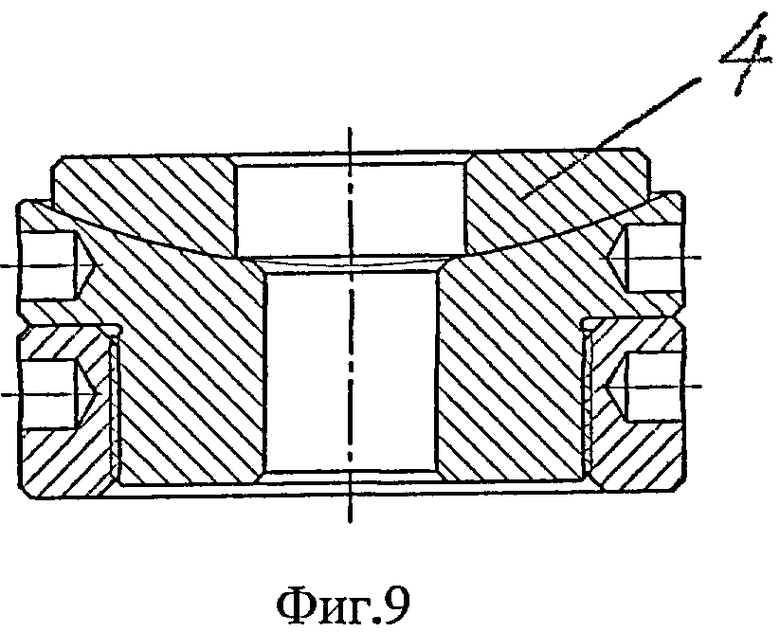
Насос и электродвигатель электронасосного агрегата установлены практически беззазорно своими «лапами» через подводимые опоры на общую или раздельные рамы: крепления насоса и электродвигателя к общей или раздельным рамам выполнены с использованием регулируемых по высоте и самоустанавливающихся по углу высокоточных подводимых опор, крепежные поверхности «лап» насоса подняты на уровень общей центральной оси подводящего и отводящего патрубков насоса, также применена компенсирующая сдвоенная муфта с гибкими дисками, при этом высокоточная подводимая опора состоит из трех шайб, две нижние шайбы соединены резьбой, позволяющей менять высоту подводимой опоры, средняя и верхняя шайбы имеют сопрягаемые сферические поверхности с одинаковым радиусом кривизны; все шайбы имеют общее осевое отверстие под монтажный болт с гайкой для окончательного прижима «лапы» к раме болтом с гайкой через общее сквозное отверстие; у двух нижних шайб есть несквозные радиальные отверстия для возможности использования рычагов при регулировке высоты опоры.
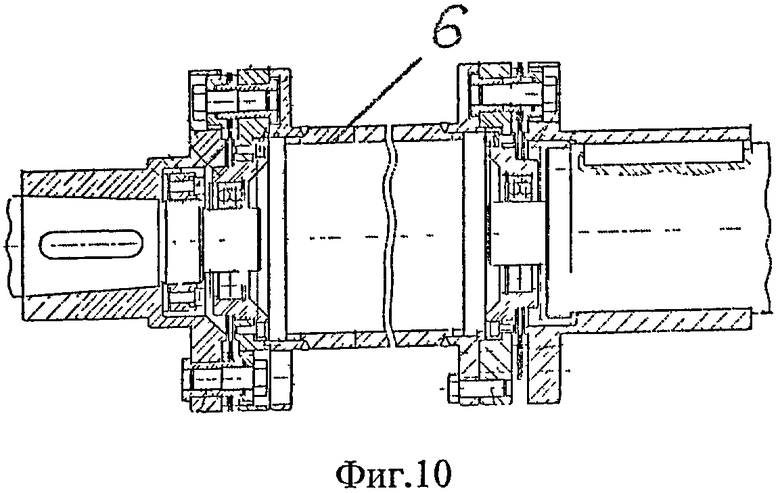
Муфта, соединяющая валы насоса и электродвигателя, представляет собой компенсирующую сдвоенную дисковую муфту и состоит из комбинации двух одинаковых муфт, соединенных промежуточным полым валом, в каждой муфте между ее двумя полумуфтами установлен гибкий упрочненный стальной диск (или комплект (пакет) дисков), для разгрузки дисков в муфтах установлены сферические шарниры в виде сферических двухрядных подшипников качения, каждая из двух муфт содержит одинаковое четное количество зажимных креплений комплектов дисков, противоположно направленные втулки креплений расположены на фланцах полумуфт через одну, равномерно и на едином радиальном расстоянии от общей центральной оси вращения муфт и валов, причем противоположно направленные зажимные крепления комплектов гибких дисков обеих муфт являются соосными.
Технический эффект способа улучшения характеристик агрегата достигается тем, что техпроцесс высокоточной и практически беззазорной сборки агрегата из базовых компонент состоит из последовательности следующих приемов: вначале сборки самого насоса, затем сборки всего агрегата. Перед сборкой насоса в литом корпусе насоса и в литой крышке корпуса насоса производят базирующую шлифовку посадочных поверхностей «лап» корпуса насоса и плоскостей разъемов - общей горизонтальной плоскости корпуса и крышки и вертикальных привалочных плоскостей вокруг отверстий для вала ротора для установа корпусов подшипниковых узлов. Для расточки с одного установа на расточном станке отверстий под кольца регулировки осевых зазоров ротора в корпусе, отверстий щелевых уплотнений рабочего колеса и отверстий для подшипников в корпусах подшипниковых узлов производят между корпусом насоса и крышкой корпуса насоса и сквозь пустые корпуса подшипниковых узлов предварительную установку борштанги с расточными резцами регулируемых вылетов и затем производят соединение корпуса и крышки насоса шпильками и двумя съемными коническими штифтами с резьбовыми концами по горизонтальной плоскости своего разъема и соединение пустых корпусов подшипниковых узлов винтами и парами съемных конических штифтов с резьбовыми концами по вертикальным плоскостям разъемов с корпусом и крышкой корпуса насоса. После расточки отверстий с одного установа производят разъединение всех корпусов и крышки со съемом всех съемных конических штифтов. Независимо от операции расточки с одного установа производят сборку ротора насоса из вала, рабочего колеса и двух фасонных втулок на валу, участвующих в формировании проточной части насоса, с использованием двухстороннего цангового зажимного соединения с коническими втулками и винтами и с помощью приспособления в виде трубы точной мерной длины для точного определения местоположения рабочего колеса на валу, далее производят установку и крепление фасонных втулок с двух сторон от цангового зажимного устройства. Потом производят установ ротора с предварительно надетыми на его вал кольцами регулировки осевых зазоров в корпус насоса без крышки и выравнивание зазоров между рабочим колесом и кольцами с осевой фиксацией вала относительно корпуса насоса, например, с помощью технологических прокладок. Независимо от установа ротора в корпусе насоса отдельно собирают два подшипниковых узла со сферическим двухрядным роликовым подшипником, воспринимающим осевую нагрузку, и с тороидальным роликоподшипником, «плавающим» и поэтому не воспринимающим осевую нагрузку. Далее следует регулировочный монтаж и после этого демонтаж подшипникового узла со сферическим двухрядным роликовым подшипником на вал ротора и на корпус насоса для обеспечения практического сведения к нулю зазора между привалочными плоскостями корпуса подшипникового узла и корпуса насоса за счет соответствующего уменьшения толщины компенсаторного кольца. Перед окончательным креплением крышки насоса к корпусу насоса с использованием шпилек и конических штифтов удаляют фиксирующие технологические прокладки из осевых зазоров вала относительно корпуса. После крепления крышки насоса к корпусу насоса производят монтаж торцовых уплотнений между валом ротора и собранным корпусом насоса, крепление торцовых уплотнений на корпусе, например, шпильками, а на валу односторонним цанговым беззазорным зажимным соединением с конической втулкой и винтами. В конце сборки насоса производят окончательный монтаж подшипниковых узлов на собранный корпус насоса с использованием конических стяжных втулок между подшипниками и валом и установку радиальных зазоров между ротором и корпусом насоса, в том числе щелевых уплотнений, за счет повторного использования съемных конических штифтов между корпусами подшипниковых узлов и насоса.
Соединение крышки и корпуса насоса предпочтительно надежно и беззазорно уплотнять или герметизировать жидкой прокладкой (анаэробном герметиком), с ожиданием окончания полной полимеризации герметика. Герметик полимеризуется при отсутствии воздуха между беззазорными металлическими поверхностями, сжатыми силами затяжки шпилек. Исходный жидкий мономер трансформируется в полимер герметика от силы сжатия, но без воздуха, в течение 1…2 суток и далее надежно держит уплотнение стыка в эксплуатационных условиях высоких перепадов давлений.
Далее следует монтаж всего электронасосного агрегата, включающий установку насоса и электродвигателя на общую или раздельные рамы на фундаменте, присоединение (обычно приваривание) трубопроводов к фланцам патрубков насоса, регулировку соосности валов насоса и электродвигателя и окончательную стыковку валов насоса и электродвигателя через муфту. Монтаж насоса и электродвигателя на общей или раздельных рамах с креплениями к раме предпочтительно производят с использованием регулируемых высокоточных подводимых опор и, как правило, включает следующую последовательность приемов: установку общей рамы или отдельных рам на фундаменте, выверку горизонтальности их опорных поверхностей в двух уровнях и окончательное закрепление рам на фундаменте; примерочную установку насоса и/или электродвигателя на общей раме или отдельных рамах на подводимых опорах; получение общих сквозных отверстий в опорах, «лапах» и соответствующих посадочных поверхностях рамы и предварительную установку монтажных болтов в полученных сквозных отверстиях, сварное или фланцевое соединение патрубков насоса с трубопроводами; регулировку и окончательную установку всех подводимых опор под насосом и электродвигателем с одновременным использованием лазерного прибора точной выверки соосности валов насоса и электродвигателя; окончательную затяжку монтажных болтов опор; соединение соосно выставленных и отстоящих друг от друга валов насоса и электродвигателя посредством монтажа компенсирующей сдвоенной дисковой муфты с промежуточным валом.
Перечень чертежей
Фиг.1 - общий вид электронасосного агрегата;
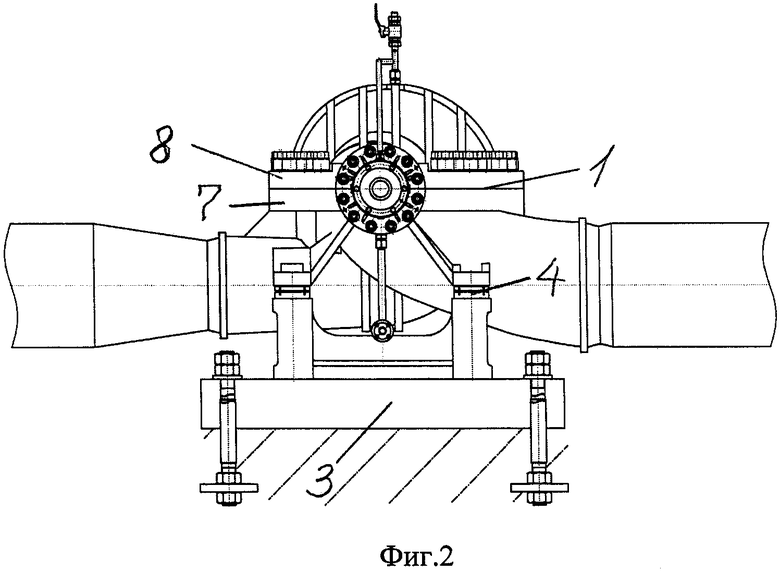
Фиг.2 - вид насоса с присоединенными трубопроводами;
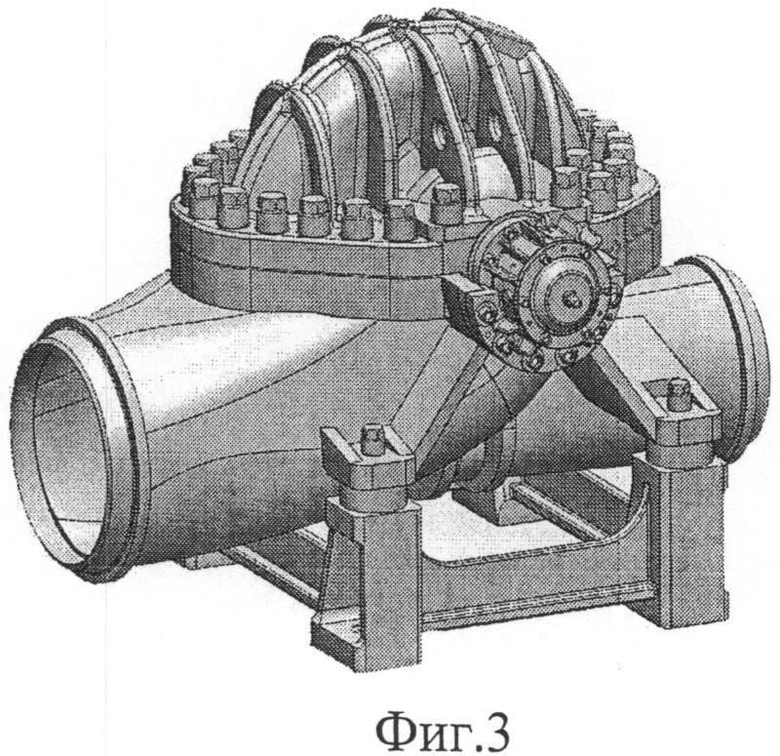
Фиг.3 - вид в изометрии модернизированного нефтяного магистрального насоса;
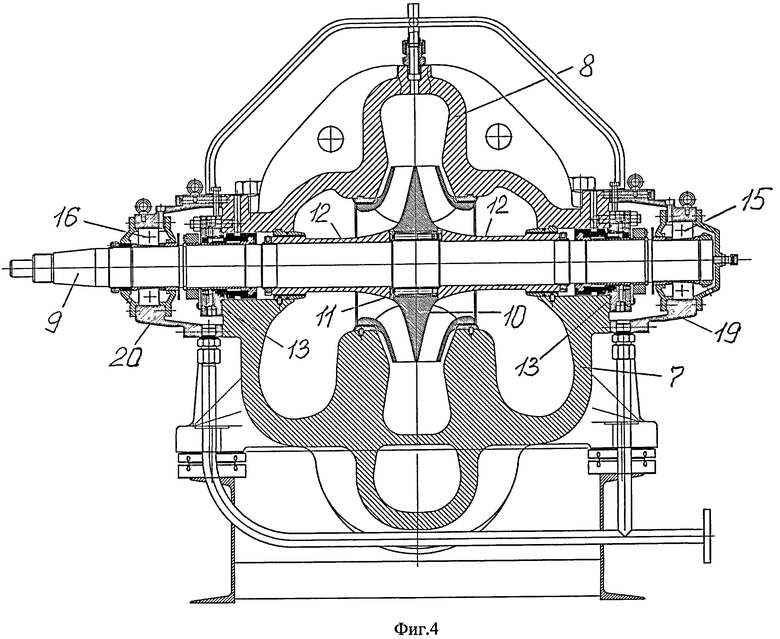
Фиг.4 - общий боковой разрез насоса;
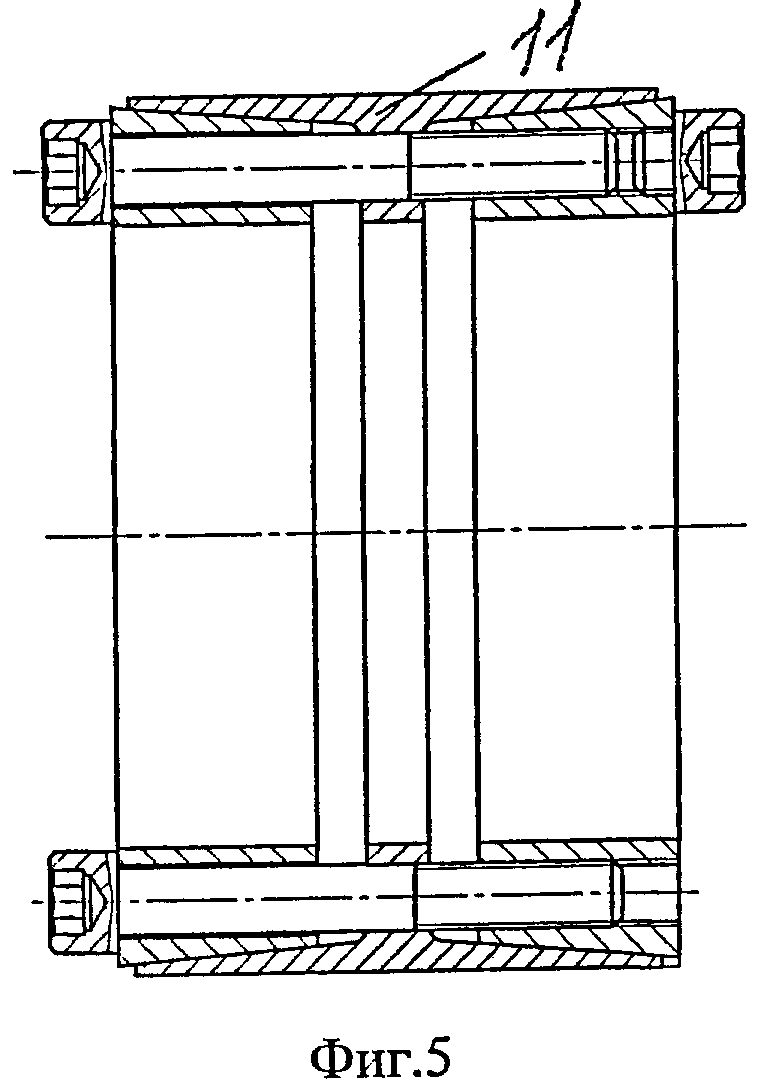
Фиг.5 - двухстороннее беззазорное зажимное устройство посадки рабочего колеса насоса на вал;
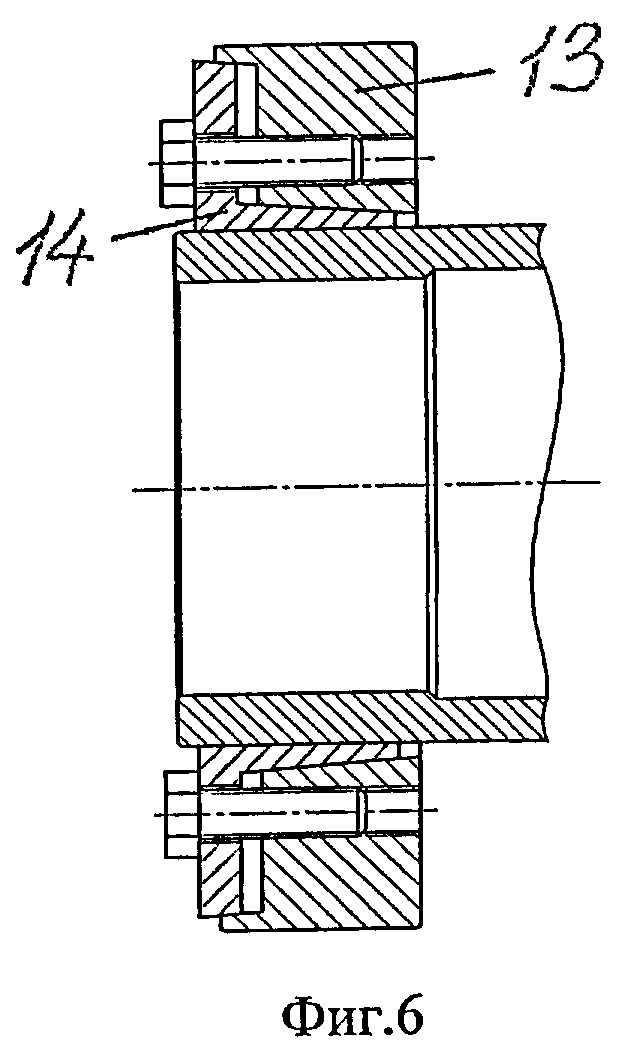
Фиг.6 - одностороннее беззазорное зажимное устройство одного из двух торцовых уплотнений вала;
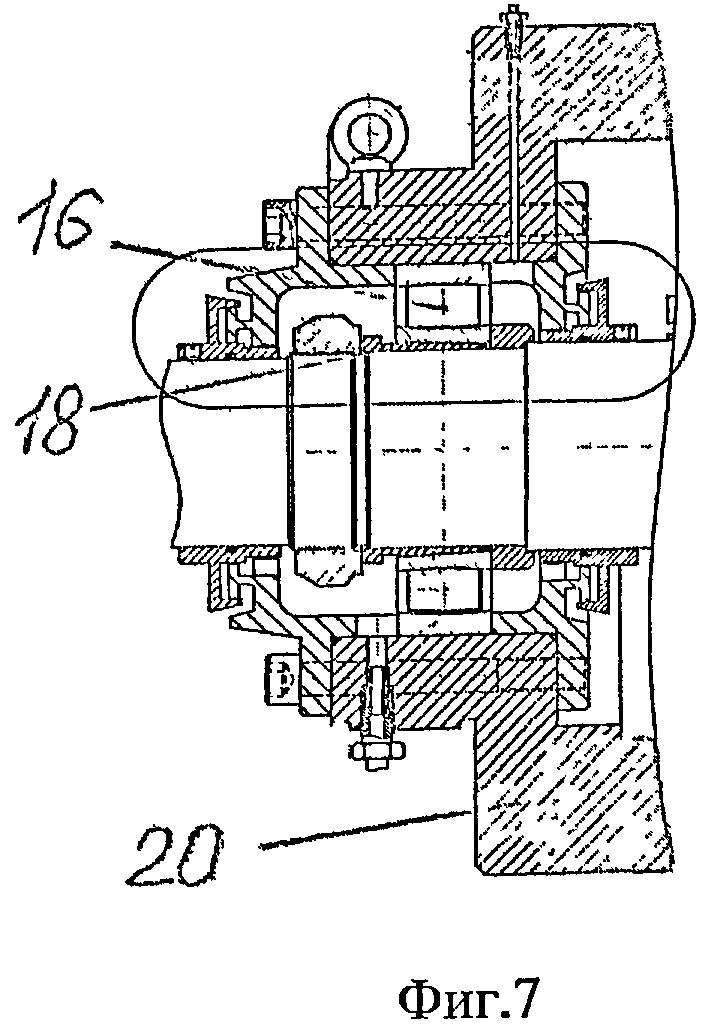
Фиг.7 - подшипниковая опора (узел) ротора насоса со сферическим двухрядным роликовым подшипником;
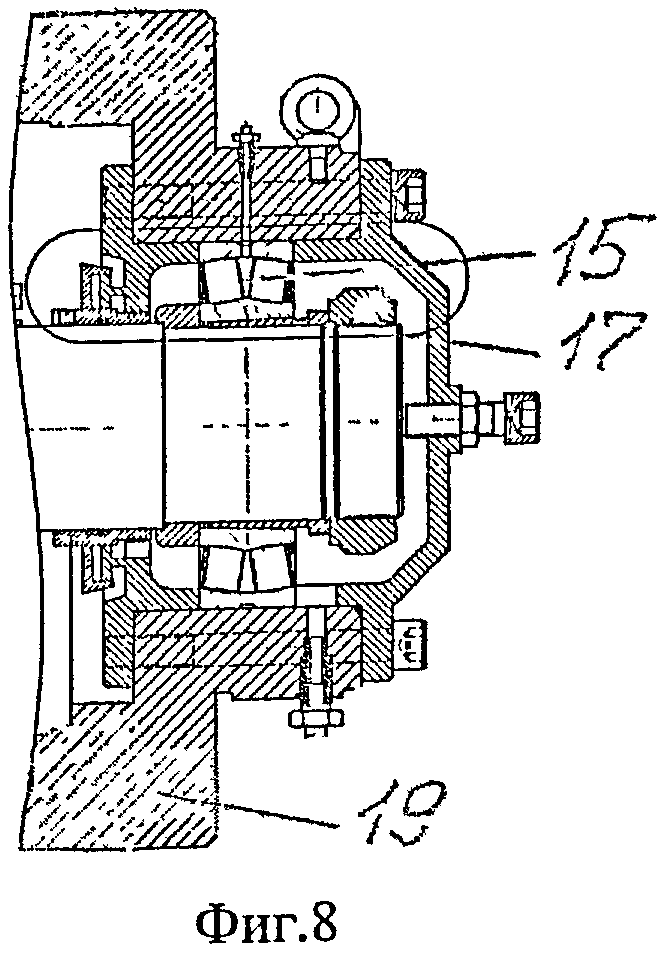
Фиг.8 - подшипниковая опора (узел) ротора насоса с тороидальным роликоподшипником;
Фиг.9 - подводимая опора под «лапу» насоса и приводного электродвигателя в боковом разрезе в увеличенном масштабе;
Фиг.10 - общий продольный разрез компенсирующей сдвоенной дисковой муфты между валами насоса и приводного электродвигателя;
Фиг.11 - схема модифицированного полуспирального подвода насоса.
Осуществление изобретения
На чертежах в общей нумерации позиций отмечены следующие значимые узлы и детали укрупненно. Самые значимые узлы и детали электронасосного агрегата: горизонтальный одноступенчатый двухвходовой центробежный насос 1, приводной электродвигатель 2, рама 3, подводимые опоры 4 под «лапы» 5 насоса и электродвигателя, муфта 6. Самые значимые узлы и детали насоса: литой корпус 7 с двумя полуспиральными подводами и двуспиральным отводом и литая крышка 8 корпуса насоса (с общей горизонтальной плоскостью разъема по общей центральной плоскости симметрии отверстий для ротора насоса), ротор насоса из отбалансированных и механообработанных вала 9 и рабочего колеса 10, двухстороннее цанговое зажимное устройство 11 рабочего колеса на валу, две фасонные втулки 12 на вал для формирования проточной части насоса, торцовые уплотнения 13, односторонние цанговые зажимные устройства 14 торцовых уплотнений на валу, два разных подшипника качения: сферический двухрядный роликовый подшипник 15 и тороидальный роликоподшипник 16, конические стяжные втулки 17, 18 под подшипники, корпусы трубчатого типа 19, 20 подшипниковых узлов (консольных опор), система смазки и уплотнений подшипников, наборы крепежных деталей (винты, болты, гайки, шпильки, съемные конические штифты с резьбовыми концами).
Для беззазорного прочного соединения рабочего колеса с валом применен зажимной элемент, состоящий из трех основных деталей: центрального кольца, в которое силой затяжки винтов втягиваются одинаковые боковые кольца, при этом конические поверхности колец прижимаются к коническим поверхностям кольца. Центральное кольцо и боковые кольца контактируют по коническим поверхностям. Соединение является самоцентрирующимся относительно оси вращения и представляет собой легко монтируемое соединение с натягом. Соединение передает значительные вращающие моменты и осевые силы.
Для надежности фиксации соединения корпусов конусность съемных конических штифтов - малая, как правило, 1:50. Для съема штифта используют его резьбовой конец.
Конические стяжные втулки подшипников качения снабжены осевым разрезом для увеличения изгибной податливости тела втулки.
Раму агрегата лучше делать из швеллеров, по инженерным эмпирическим рекомендациям размер швеллера ориентировочно 0,1 от наибольшего габаритного размера рамы.
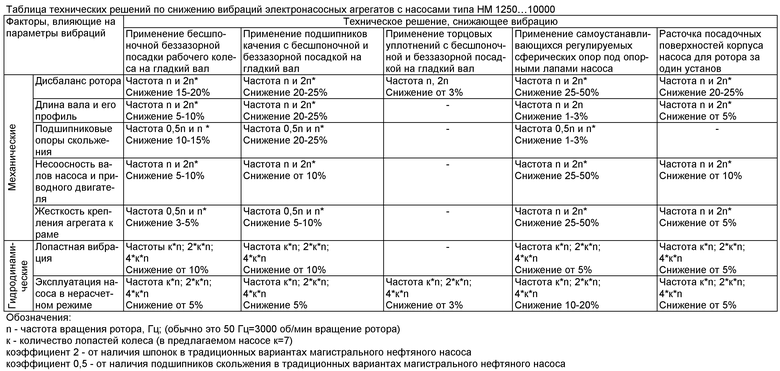
Факторы, влияющие на характеристики традиционного агрегата, в первую очередь на параметры его вибраций и шума, - это:
- механические: дисбаланс ротора; длина вала ротора, его профиль со шпоночными канавками и шпоночными соединениями с зазорами; подшипниковые опоры скольжения; расцентровка валов насоса и приводного двигателя; степень нежесткости крепления агрегата к раме;
- гидродинамические: лопастная вибрация и эксплуатация насоса в нерасчетном (неноминальном) режиме.
Главные технические конструктивные решения, улучшающие указанные характеристики агрегата, в первую очередь снижающие вибрацию и шум агрегата, - это:
- применение бесшпоночной беззазорной посадки рабочего колеса на гладкий вал,
- применение специализированных подшипников качения с бесшпоночной и беззазорной посадкой на гладкий вал,
- применение торцовых уплотнений с бесшпоночной и беззазорной посадкой на гладкий вал;
- применение самоустанавливающихся регулируемых по высоте сферических подводимых опор под «лапами» насоса и двигателя;
и главное технологическое решение в процессе сборки насоса: расточка посадочных поверхностей корпуса насоса для ротора за один установ.
Главное преимущество применения зажимных цанговых устройств с коническими втулками и винтами - это полная замена шпоночных соединений, а значит, устранение источников опасных концентраторов напряжений вала ротора, что гарантированно скажется на снижении виброактивности и увеличении ресурса ротора насоса и агрегата в целом. Цанговое зажимное устройство не имеет люфтов, не повреждает поверхности вала и ступицы, простой монтаж и демонтаж зажимного соединения.
Главное преимущество применения специализированных подшипников качения, которые позволяют «плавать» валу ротора без изгиба (тороидальный роликоподшипник) и спокойно воспринимать изменения длины вала от температурных деформаций (сферический двухрядный роликоподшипник), - это возможность существенного укорочения (до 15-20%) длины вала с подшипниками скольжения с увеличением его жесткости и соответствующим снижением его виброактивности. Кроме того, трубчатые корпуса подшипников качения вместо разборных полутрубчатых корпусов подшипников скольжения также улучшают жесткостные характеристики насоса.
Подробный монтаж насоса
Перед монтажом насоса выполнить расточку борштангой на расточном станке отверстий в корпусах с одного установа (при расточке указанных отверстий пустые корпуса подшипников должны быть закреплены на корпусе насоса винтами и заштифтованы парами съемных конических штифтов).
Далее вал ротора соединить с рабочим колесом с помощью двухстороннего зажимного цангового соединения с коническими втулками и винтами. Положение рабочего колеса относительно вала обеспечить с помощью приспособления в виде трубы точной мерной длины с диском и с отверстиями под винт на конце. При монтаже рабочего колеса трубу надеть на вал до упора диска в торец вала и через отверстие в диске прикрепить к торцу вала винтом. Затяжку винтов цангового соединения произвести в три обхода моментами 0,3 Тзат., 0,7 Тзат. и Тзат.
Со стороны, противоположной основным винтам цангового соединения, установить фальшвинты для соединения рабочего колеса с фасонной втулкой.
Установить фасонные втулки с двух сторон рабочего колеса, закрепить их гайками и законтрить гайки.
Опустить вал с предварительно надетыми на него кольцами (центрирующими прокладками) в корпус насоса и установить кольца в пазах корпуса.
Смещением вала вдоль оси добиться равенства зазоров между рабочим колесом и кольцами, в эти зазоры вставить технологические прокладки (калибры) для осевой фиксации вала относительно корпуса насоса.
Отдельно на монтажном столе собрать два подшипниковых узла. При сборке подшипникового узла со сферическим двухрядным роликовым подшипником в корпус для подшипника вставить подшипник и закрепить его фальшкрышкой. Аналогично собрать другой подшипниковый узел с тороидальным роликоподшипником.
На вал ротора с двух сторон надеть маслоотражательные диски, латунные уплотнительные втулки (могут быть с винтовыми уплотнениями) и компенсаторные кольца (не показаны).
Надеть на вал подшипниковый узел, вставить в подшипник коническую втулку (из комплекта подшипника) и закрепить гайкой. Установить винты для соединения корпуса для подшипника с корпусом насоса. Заворачивая эти винты «от руки» и используя монтажные прокладки, добиться параллельности привалочных плоскостей корпусов подшипника и насоса. Замерить щупом величину зазора между привалочными плоскостями корпусов подшипника и насоса. Демонтировав подшипниковый узел, снять кольцо и уменьшить его толщину на величину зазора, что позволит при окончательной сборке обеспечить скорректированный зазор между привалочными плоскостями корпусов подшипника и насоса близким к нулю.
Удалить технологические прокладки из осевых (боковых) зазоров.
Произвести установку крышки насоса на корпус насоса. Для этого, смазав контактирующие поверхности стыка жидкой прокладкой (анаэробным герметиком-мономером), плавно опустить крышку насоса на корпус насоса, установить штифты и закрепить ее на корпусе, заворачивая гайки в несколько обходов. Следить, чтобы при опускании крышки выступы колец оказались в ответных пазах крышки насоса. Оставить конструкцию в покое на время, достаточное для полимеризации герметика.
Смонтировать торцовые уплотнения, установив их так, чтобы одно из отверстий для промывки торцового уплотнения было обращено в сторону верхнего отверстия в крышке насоса. Закрепить торцовое уплотнение на корпусе насоса шпильками и на валу в осевом направлении односторонним зажимным цанговым соединением. Демонтировать клипсы пружин торцовых уплотнений.
Установить подшипниковый узел на вал, предварительно надев кольцо, втулку и компенсаторное кольцо (не показаны). Установить между подшипником и валом коническую стяжную втулку, затянуть гайку нормированным моментом и законтрить ее. Завернуть винты «от руки» и, используя монтажный винт, совместить отверстия под штифты в корпусе подшипника с ответными отверстиями в корпусе насоса. Установить конические штифты, затянуть и законтрить винты.
Снять фальшкрышку и на ее место установить крышку. Подбором толщины прокладки добиться отсутствия осевого люфта подшипника относительно своего корпуса.
При установке опоры с тороидальным роликоподшипником прилегание фланцев корпуса подшипника и насоса будет обеспечено за счет осевой подвижности колец роликоподшипника. Но для оптимизации условий его работы следует совместить плоскости торцов наружного и внутреннего колец, что следует обеспечить подбором толщины компенсаторного кольца (не показан). Для этого установить и закрепить подшипниковый узел на корпусе насоса, затянув болты «от руки», установить коническую стяжную втулку в подшипник и затянуть гайку. Замерить взаимное смещение наружного и внутреннего колец подшипника и на величину этого смещения скорректировать толщину компенсаторного кольца. После этого окончательно установить и закрепить подшипниковый узел.
Проверить свободу вращения вала в собранном насосе.
Сборка насоса закончена. В случае необходимости можно заменять подшипники и торцовые уплотнения ротора вала без разъединения крышки и корпуса насоса.
Далее следует описание процесса сборки агрегата в следующей последовательности приемов: установку общей рамы или отдельных рам на фундаменте, выверку горизонтальности их опорных поверхностей в двух уровнях и окончательное закрепление рам на фундаменте; примерочную установку насоса и/или электродвигателя на общей раме или отдельных рамах на подводимых опорах; получение общих сквозных отверстий в опорах, «лапах» и соответствующих посадочных поверхностях рамы и предварительная установка монтажных болтов в полученных сквозных отверстиях, сварное или фланцевое соединение патрубков насоса с трубопроводами; регулировку и окончательную установку всех подводимых опор под насосом и электродвигателем с одновременным использованием лазерного прибора точной выверки соосности валов насоса и электродвигателя; окончательную затяжку монтажных болтов опор; соединение соосно выставленных и отстоящих друг от друга валов насоса и электродвигателя посредством монтажа компенсирующей сдвоенной муфты с промежуточным валом.
Сборка агрегата в целом закончена. В случае необходимости можно демонтировать муфту между валами без перемещения насоса или электродвигателя.
Пример оценки преимуществ способа улучшения характеристик агрегата
Предварительные испытания опытных образцов агрегата и экспертные оценки показали следующие относительные величины влияния предлагаемых технических решений, в первую очередь на снижение вибраций агрегата, представленные в таблице на отдельном листе.
Таким образом, в результате всех предлагаемых изобретательских усовершенствований характеристики агрегата (его виброактивность и шум снижены, ресурс увеличен) будут существенно улучшены, а значит решена главная задача изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЦЕНТРОБЕЖНЫЙ НАСОС С РОТОРОМ НА ПОДШИПНИКАХ КАЧЕНИЯ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2485352C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| МАГИСТРАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ С КРЕПЛЕНИЯМИ К РАМЕ С ИСПОЛЬЗОВАНИЕМ ПОДВОДИМЫХ ОПОР И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484304C1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| Бесшпоночный ротор центробежного насоса | 2020 |
|
RU2742704C1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2013 |
|
RU2506460C1 |
| СПОСОБ ПРОИЗВОДСТВА ХИМИЧЕСКОГО ЭЛЕКТРОНАСОСНОГО АГРЕГАТА И ХИМИЧЕСКИЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ, ВЫПОЛНЕННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2013 |
|
RU2505712C1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ (ВАРИАНТЫ) | 2013 |
|
RU2506461C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ ВЕРТИКАЛЬНОГО ТИПА (ВАРИАНТЫ) | 2013 |
|
RU2506463C1 |
| ХИМИЧЕСКИЙ ВЕРТИКАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ С РАБОЧИМ КОЛЕСОМ ОТКРЫТОГО ТИПА И СПОСОБ ПЕРЕКАЧИВАНИЯ ХИМИЧЕСКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2013 |
|
RU2509923C1 |
Группа изобретений относится к области перекачивания нефти в магистральных нефтепроводах. Агрегат содержит центробежный одноступенчатый насос двухстороннего входа, приводной электродвигатель, муфту, соединяющую их валы, и общую или раздельные рамы для крепления насоса и электродвигателя на них. Между корпусом и крышкой насоса установлен ротор. Рабочее колесо ротора посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а его торцовые уплотнения - с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами. Зажимные устройства представляют собой сочетание двух соосных колец с коническими рабочими поверхностями с возможностью смещения колец с помощью зажимных винтов вдоль оси вала относительно друг друга с зажимом вала. Ротор насоса установлен во внешних консольных опорах: сферическом двухрядном роликовом подшипнике и «плавающем» тороидальном роликоподшипнике. Подшипники установлены на валу на конических стяжных втулках с осевым разрезом. Соединения корпусов включают пары съемных конических штифтов с резьбовыми концами. Изобретение направлено на создание магистрального нефтяного электронасосного агрегата с улучшенными технико-экономическими характеристиками, с пониженными шумом и вибрациями, повышенными надежностью, ресурсом и КПД. 2 н. и 5 з.п. ф-лы, 11 ил., 1 табл.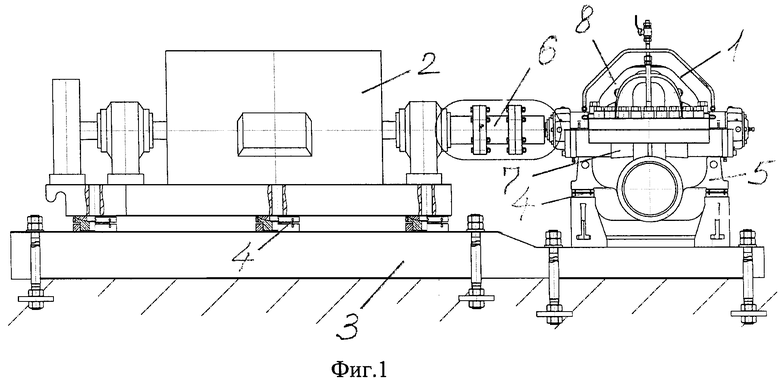
1. Магистральный нефтяной электронасосный агрегат, содержащий магистральный горизонтальный центробежный одноступенчатый насос двухстороннего входа, приводной электродвигатель, муфту, соединяющую их валы, и общую или раздельные рамы для крепления насоса и электродвигателя на них, насос состоит из корпуса с двумя полуспиральными подводами и двухспиральным отводом и крышки корпуса, между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса, при этом рабочее колесо посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами, указанные зажимные устройства представляют собой сочетание двух соосных колец с коническими рабочими поверхностями с возможностью смещения колец с помощью зажимных винтов вдоль оси вала относительно друг друга с зажимом вала; ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников качения двух типов: сферического двухрядного роликового подшипника, воспринимающего осевую нагрузку вала насоса, и «плавающего» тороидального роликоподшипника, оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом, все соединения корпусов скреплены, в том числе парами съемных конических штифтов с резьбовыми концами.
2. Агрегат по п.1, содержащий одинаковые боковые полуспиральные подводы двухстороннего входа корпуса насоса, состоящие из входного канала подвода, спиральной части и конфузорного участка перед входом потока в рабочее колесо насоса и характеризующиеся расчетным и промежуточными сечениями спиральной части подвода, углом охвата спиральной части подвода и наличием «языка» подвода, разделяющим потоки жидкости, идущие через спиральную часть и входной канал подвода, при этом усовершенствованные подводы имеют уменьшенные на 15…20% по пропускной способности расчетные и промежуточные сечения спиральной части, увеличенный до 200…210° угол охвата спиральной части подвода и язык измененной формы, плавно сужающийся от периферии к центру.
3. Агрегат по п.1, в котором насос и электродвигатель установлены практически беззазорно своими «лапами» через подводимые опоры на общую или раздельные рамы: крепления насоса и электродвигателя к общей или раздельным рамам выполнены с использованием регулируемых по высоте и самоустанавливающихся по углу высокоточных подводимых опор, крепежные поверхности «лап» насоса подняты на уровень общей центральной оси подводящего и отводящего патрубков насоса, также применена компенсирующая сдвоенная муфта с гибкими дисками, при этом высокоточная подводимая опора состоит из трех шайб, две нижние шайбы соединены резьбой, позволяющей менять высоту подводимой опоры, средняя и верхняя шайбы имеют сопрягаемые сферические поверхности с одинаковым радиусом кривизны; все шайбы имеют общее осевое отверстие под монтажный болт с гайкой для окончательного прижима «лапы» к раме болтом с гайкой через общее сквозное отверстие; у двух нижних шайб есть несквозные радиальные отверстия для возможности использования рычагов при регулировке высоты опоры.
4. Агрегат по п.1, в котором муфта, соединяющая валы насоса и электродвигателя, представляет собой компенсирующую сдвоенную дисковую муфту и состоит из комбинации двух одинаковых муфт, соединенных промежуточным полым валом, в каждой муфте между ее двумя полумуфтами установлен гибкий упрочненный стальной диск (или комплект (пакет) дисков), для разгрузки дисков в муфтах установлены сферические шарниры в виде сферических двухрядных подшипников качения, каждая из двух муфт содержит одинаковое четное количество зажимных креплений комплектов дисков, противоположно направленные втулки креплений расположены на фланцах полумуфт через одну, равномерно и на едином радиальном расстоянии от общей центральной оси вращения муфт и валов, причем противоположно направленные зажимные крепления комплектов гибких дисков обеих муфт являются соосными.
5. Способ улучшения характеристик агрегата по п.1 посредством его высокоточной и практически беззазорной сборки из базовых компонент, содержащий вначале сборку насоса, а именно: перед сборкой насоса в литом корпусе насоса и в литой крышке корпуса насоса производят базирующую шлифовку посадочных поверхностей «лап» корпуса насоса и плоскостей разъемов - общей горизонтальной плоскости корпуса и крышки и вертикальных привалочных плоскостей вокруг отверстий для вала ротора для установа корпусов подшипниковых узлов; для расточки с одного установа на расточном станке отверстий под кольца регулировки осевых зазоров ротора в корпусе, отверстий щелевых уплотнений рабочего колеса и отверстий для подшипников в корпусах подшипниковых узлов производят между корпусом насоса и крышкой корпуса насоса и сквозь пустые корпуса подшипниковых узлов предварительную установку борштанги с расточными резцами регулируемых вылетов и затем производят соединение корпуса и крышки насоса шпильками и двумя съемными коническими штифтами с резьбовыми концами по горизонтальной плоскости своего разъема и соединение пустых корпусов подшипниковых узлов винтами и парами съемных конических штифтов с резьбовыми концами по вертикальным плоскостям разъемов с корпусом и крышкой корпуса насоса; после расточки отверстий с одного установа производят разъединение всех корпусов и крышки со съемом всех съемных конических штифтов; независимо от операции расточки с одного установа производят сборку ротора насоса из вала, рабочего колеса и двух фасонных втулок на валу, участвующих в формировании проточной части насоса, с использованием двухстороннего цангового зажимного соединения с коническими втулками и винтами и с помощью приспособления в виде трубы точной мерной длины для точного определения местоположения рабочего колеса на валу, далее производят установку и крепление фасонных втулок с двух сторон от цангового зажимного устройства; потом производят установ ротора с предварительно надетыми на его вал кольцами регулировки осевых зазоров в корпус насоса без крышки и выравнивание зазоров между рабочим колесом и кольцами с осевой фиксацией вала относительно корпуса насоса, например, с помощью технологических прокладок; независимо от установа ротора в корпусе насоса отдельно собирают два подшипниковых узла со сферическим двухрядным роликовым подшипником и с тороидальным роликоподшипником, «плавающим»; далее следует регулировочный монтаж и после этого демонтаж подшипникового узла со сферическим двухрядным роликовым подшипником на вал ротора и на корпус насоса для обеспечения практического сведения к нулю зазора между привалочными плоскостями корпуса подшипникового узла и корпуса насоса за счет соответствующего уменьшения толщины компенсаторного кольца; перед окончательным креплением крышки насоса к корпусу насоса с использованием шпилек и конических штифтов удаляют фиксирующие технологические прокладки из осевых зазоров вала относительно корпуса; после крепления крышки насоса к корпусу насоса производят монтаж торцовых уплотнений между валом ротора и собранным корпусом насоса, крепление торцовых уплотнений на корпусе, например, шпильками, а на валу односторонним цанговым беззазорным зажимным соединением с конической втулкой и винтами; в конце сборки насоса производят окончательный монтаж подшипниковых узлов на собранный корпус насоса с использованием конических стяжных втулок между подшипниками и валом и установку радиальных зазоров между ротором и корпусом насоса, в том числе щелевых уплотнений, за счет повторного использования съемных конических штифтов между корпусами подшипниковых узлов и насоса; далее следует монтаж всего агрегата, включающий установку насоса и электродвигателя на общую или раздельные рамы на фундаменте, присоединение (обычно приваривание) трубопроводов к фланцам патрубков насоса, регулировку соосности валов насоса и электродвигателя и окончательную стыковку валов насоса и электродвигателя через муфту.
6. Способ по п.5, в котором при окончательном соединении крышки и корпуса насоса используют жидкую мономерную прокладку - анаэробный герметик с ожиданием окончания полной полимеризации герметика под давлением и в отсутствии воздуха.
7. Способ по п.5, в котором монтаж насоса и электродвигателя на общей или раздельных рамах с креплениями к раме предпочтительно производят с использованием регулируемых высокоточных подводимых опор и включает следующую последовательность приемов: установку общей рамы или отдельных рам на фундаменте, выверку горизонтальности их опорных поверхностей в двух уровнях и окончательное закрепление рам на фундаменте; примерочную установку насоса и/или электродвигателя на общей раме или отдельных рамах на подводимых опорах; получение общих сквозных отверстий в опорах, «лапах» и соответствующих посадочных поверхностях рамы и предварительную установку монтажных болтов в полученных сквозных отверстиях, сварное или фланцевое соединение патрубков насоса с трубопроводами; регулировку и окончательную установку всех подводимых опор под насосом и электродвигателем с одновременным использованием лазерного прибора точной выверки соосности валов насоса и электродвигателя; окончательную затяжку монтажных болтов опор; соединение соосно выставленных и отстоящих друг от друга валов насоса и электродвигателя посредством монтажа компенсирующей сдвоенной дисковой муфты с промежуточным валом.
| Устройство для соединения электродвигателя с насосом | 1990 |
|
SU1838686A3 |
| Способ фунгисидной обработки фильмовых материалов | 1951 |
|
SU95043A1 |
| Головка прядильной машины капронового производства | 1956 |
|
SU106680A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| WO 2010030802 A2, 18.03.2010. | |||

