Область техники
Центробежный магистральный нефтяной насос относится к области насосов с радиальным потоком и может быть использован для перекачивания сырой нефти в магистральных нефтепроводах.
Уровень техники
Известны центробежные магистральные нефтяные насосы, например, ОАО «Сумского завода «Насосэнергомаш» или фирмы Зульцер (Швейцария), в которых опорами вала ротора традиционно являются опоры скольжения. Кроме того, что применение этих опор повышает виброактивность насоса из-за больших радиальных зазоров между шейкой вала и вкладышем, необходимо усложнять конструкцию опор из-за необходимости дополнительной установки радиально-унорных подшипников для удержания вала ротора от осевых перемещений, вызванных случайными нагрузками. Опоры скольжения снижают коэффициент полезного действия (КПД) насоса из-за невозможности создания стационарного жидкостного трения при колебаниях шейки вала относительно вкладыша. Эти опоры значительно греются и требуют применения специальных устройств в системе охлаждения и смазки подшипников скольжения.
Наиболее близким к изобретению в части устройства является центробежный насос, состоящий из корпуса и крышки корпуса, между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса, при этом ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников, ОАО «Сумского завода «Насосэнергомаш» (Украина) и ОАО «ВНИИАЭН» (Украина) (патент РФ №106680, МПК F04D 1/00, F04D 29/00, опубл. 20.07.2011).
Недостатком данного насоса является наличие зазоров в подшипниковых опорах скольжения, что вызывает динамические биения в зазорах, способствующих усилению шума и вибраций (виброактивности) насоса.
Что касается способа улучшения характеристик насоса посредством его сборки, то известна опубликованная РСТ-заявка WO 2010030802 (МПК F04D 17/02, опубл. 18.03.2010) на способ сборки высокоэффективного многоступенчатого центробежного насоса в составе электронасосного агрегата. Однако указанный способ не предназначен для сборки магистрального нефтяного центробежного насоса и поэтому не учитывает многие конструктивные особенности такого насоса.
Наиболее близким к изобретению в части способа является способ улучшения характеристик насоса посредством сборки его ротора (вала с рабочим колесом) с подшипниками, в составе насосного агрегата, описанный в патенте Великобритании №1255169 (МПК F04C 19/00, опубл. 01.12.1971).
Известный способ также не предназначен для сборки магистрального нефтяного центробежного насоса и поэтому не учитывает многие конструктивные особенности такого насоса.
Раскрытие изобретения
Главной общей задачей предлагаемой группы изобретений является создание центробежного насоса с улучшенными технико-экономическими характеристиками, конкретно, с пониженными шумом и вибрациями, повышенными надежностью, ресурсом и КПД посредством ряда объединенных единым изобретательским замыслом конструктивных и технологических усовершенствований в отдельных базовых компонентах насоса.
Технический результат в части устройства достигается тем, что в магистральном нефтяном центробежном насосе, состоящем из корпуса и крышки корпуса, между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса, при этом ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников, последние согласно изобретению выполнены в виде подшипников качения двух типов: сферического двухрядного роликового подшипника, воспринимающего осевую нагрузку вала насоса, и «плавающего» тороидального роликоподшипника, оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом.
Рабочее колесо может быть посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами, указанные зажимные устройства представляют собой сочетание двух соосных колец с коническими рабочими поверхностями с возможностью смещения колец с помощью зажимных винтов вдоль оси вала относительно друг друга с зажимом вала.
Все соединения корпусов могут быть скреплены, в том числе парами съемных конических штифтов с резьбовыми концами.
За счет замены традиционных подшипниковых опор скольжения на опоры качения следующих типов: роликовый двухрядный сферический подшипник качения и «плавающий» тороидальный роликовый подшипник качения, насос способен работать при радиальных и осевых нагрузках. При этом ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников качения, оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом.
Также произведена замена шпоночных соединений рабочего колеса с валом ротора установки, а также в местах торцовых уплотнений (изолирующих внутреннюю полость насоса от окружающего пространства) новыми модифицированными цанговыми беззазорными зажимными устройствами, представляющими собой сочетание двух соосных колен с коническими рабочими поверхностями. Кольца смещаются вдоль оси вала относительно друг друга. Рабочее колесо посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами.
Также все соединения корпусов скреплены, в том числе парами съемных конических штифтов с резьбовыми концами.
Технический результат в части способа достигается за счет того, что способ улучшения характеристик насоса посредством его высокоточной и практически беззазорной сборки включает следующие операции: перед сборкой насоса в литом корпусе насоса и в литой крышке корпуса насоса производят базирующую шлифовку посадочных поверхностей «лап» корпуса насоса и плоскостей разъемов - общей горизонтальной плоскости корпуса и крышки и вертикальных привалочных плоскостей вокруг отверстий для вала ротора для установа корпусов подшипниковых узлов; для расточки с одного установа на расточном станке отверстий под кольца регулировки осевых зазоров ротора в корпусе, отверстий щелевых уплотнений рабочего колеса и отверстий для подшипников в корпусах подшипниковых узлов производят между корпусом насоса и крышкой корпуса насоса и сквозь пустые корпусы подшипниковых узлов предварительную установку борштанги с расточными резцами регулируемых вылетов и затем производят соединение корпуса и крышки насоса шпильками и двумя съемными коническими штифтами с резьбовыми концами по горизонтальной плоскости своего разъема и соединение пустых корпусов подшипниковых узлов винтами и парами съемных конических штифтов с резьбовыми концами по вертикальным плоскостям разъемов с корпусом и крышкой корпуса насоса; после расточки отверстий с одного установа производят разъединение всех корпусов и крышки со съемом всех съемных конических штифтов; независимо от операции расточки с одного установа производят сборку ротора насоса из вала, рабочего колеса и двух фасонных втулок на валу, участвующих в формировании проточной части насоса, с использованием двухстороннего цангового зажимного соединения с коническими втулками и винтами и с помощью приспособления в виде трубы точной мерной длины для точного определения местоположения рабочего колеса на валу, далее производят установку и крепление фасонных втулок с двух сторон от цангового зажимного устройства; потом производят установ ротора с предварительно надетыми на его вал кольцами регулировки осевых зазоров в корпус насоса без крышки и выравнивание зазоров между рабочим колесом и кольцами с осевой фиксацией вала относительно корпуса насоса, например, с помощью технологических прокладок; независимо от установа ротора в корпусе насоса отдельно собирают два подшипниковых узла со сферическим двухрядным роликовым подшипником и с тороидальным роликоподшипником, «плавающим»; далее следует регулировочный монтаж и после этого демонтаж подшипникового узла со сферическим двухрядным роликовым подшипником на вал ротора и на корпус насоса для обеспечения практического сведения к нулю зазора между привалочными плоскостями корпуса подшипникового узла и корпуса насоса за счет соответствующего уменьшения толщины компенсаторного кольца; перед окончательным креплением крышки насоса к корпусу насоса с использованием шпилек и конических штифтов удаляют фиксирующие технологические прокладки из осевых зазоров вала относительно корпуса; после крепления крышки насоса к корпусу насоса производят монтаж торцовых уплотнений между валом ротора и собранным корпусом насоса, крепление торцовых уплотнений на корпусе, например, шпильками, а на валу односторонним цанговым беззазорным зажимным соединением с конической втулкой и винтами; в конце сборки насоса производят окончательный монтаж подшипниковых узлов на собранный корпус насоса с использованием конических стяжных втулок между подшипниками и валом и установку радиальных зазоров между ротором и корпусом насоса, в том числе щелевых уплотнений, за счет повторного использования съемных конических штифтов между корпусами подшипниковых узлов и насоса.
При окончательном соединении крышки и корпуса насоса возможно использование жидкой мономерной прокладки - анаэробного герметика с ожиданием окончания полной полимеризации герметика под давлением и в отсутствие воздуха.
Герметик полимеризуется при отсутствии воздуха между беззазорными металлическими поверхностями, сжатыми силами затяжки шпилек. Исходный жидкий мономер трансформируется в полимер герметика от силы сжатия, но без воздуха, в течение 1…2 суток и далее надежно держит уплотнение стыка в эксплуатационных условиях высоких перепадов давлений.
Перечень чертежей
Фиг.1 - общий боковой разрез насоса с ротором.
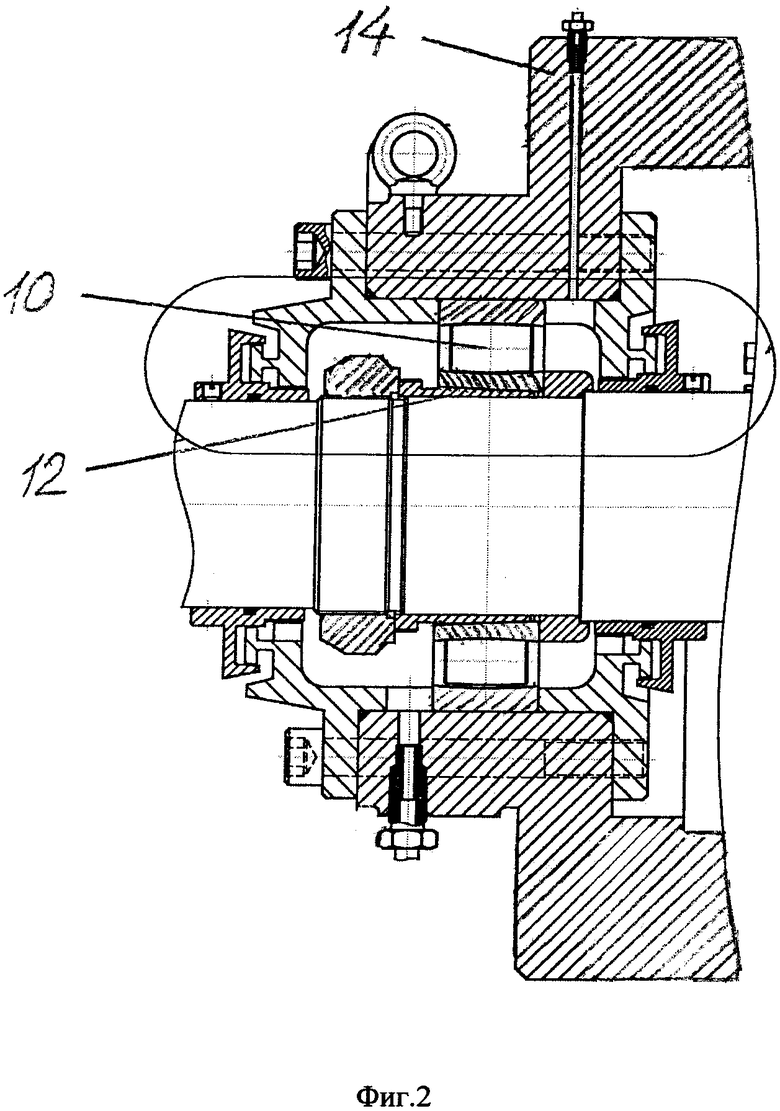
Фиг.2 - подшипниковая опора качения с одной стороны консоли ротора.
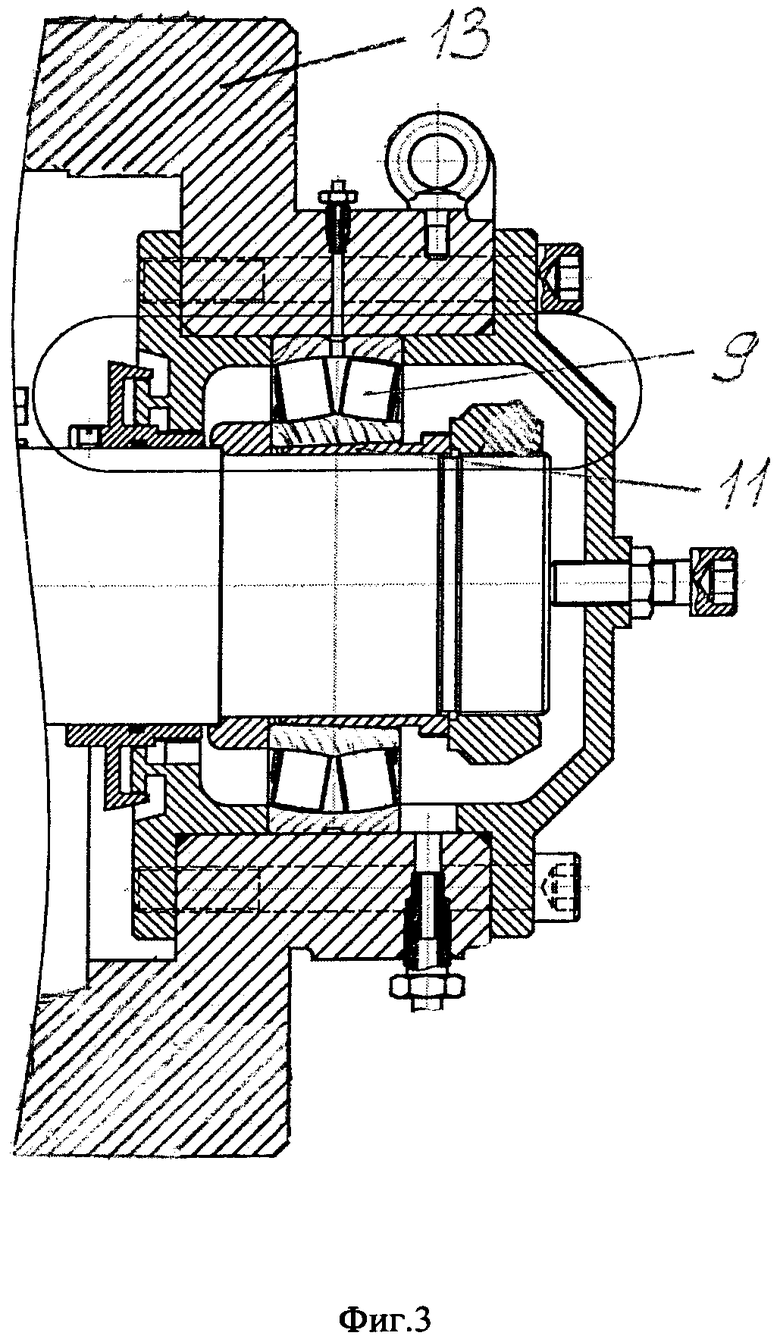
Фиг.3 - подшипниковая опора качения с другой стороны консоли ротора.
Осуществление изобретения
На фигурах в общей нумерации позиций отмечены следующие значимые узлы и детали укрупненно. Самые значимые узлы и детали насоса укрупненно: литой корпус 1 с двумя полуспиральными подводами и двуспиральпым отводом и литая крышка 2 корпуса насоса (с общей горизонтальной плоскостью разъема по общей центральной плоскости симметрии отверстий для ротора насоса), ротор насоса из отбалансированных и механообработанных вала 3 и рабочего колеса 4, двухстороннее цанговое зажимное устройство 5 рабочего колеса на валу, две фасонные втулки 6 на валу для формирования проточной части насоса, торцовые уплотнения 7, односторонние цанговые зажимные устройства 8 торцовых уплотнений на валу, два разных подшипника качения: сферический двухрядный роликовый подшипник 9 и тороидальный роликоподшипник 10, конические стяжные втулки 11, 12 под подшипники с осевым разрезом, корпусы 13, 14 трубчатого типа подшипниковых узлов (консольных опор), система смазки и уплотнений подшипников, наборы крепежных деталей (винты, болты, гайки, шпильки, съемные конические штифты с резьбовыми концами).
По сравнению с подшипниками скольжения подшипники качения имеют следующие достоинства:
1) малые моменты сил трения и, как следствие, малое теплообразование; малая зависимость моментов сил трения от скорости вращения колец; значительно меньшие моменты сопротивления вращению при пуске;
2) меньший расход смазочного материала и меньшие требования по уходу;
3) малый расход цветных металлов и меньшие требования к материалу и термообработке валов;
4) возможность уменьшения длины вала, а следовательно, увеличения его жесткости и снижение виброактивности.
Анализ особенностей конструкции ротора магистральных насосов и его опор показал, что расстояние между опорами достаточно велико (порядка 1500 мм), поэтому добиться высокой точности совпадения осей отверстий в корпусе насоса для установки подшипников весьма затруднительно. Обычно имеет место взаимное смещение осей отверстий в корпусе насоса для установки подшипников. Необходимо фиксировать от осевых смещений положение вала ротора относительно корпуса насоса при обеспечении возможности компенсации взаимного смещения опор вала ротора при изменении длины вала ротора с изменением температуры. Для решения этой проблемы подходят подшипники качения: роликовый сферический двухрядный подшипник для передачи радиальной и осевой нагрузок и тороидальный роликоподшипник для передачи радиальной нагрузки с возможностью взаимного осевого смещения колеи.
На правом конце вала наружное кольцо двухрядного сферического роликового подшипника зафиксировано от осевых смещений в корпусе насоса. Внутреннее кольцо подшипника соединено с валом. Такая установка подшипника позволяет передавать осевую силу с ротора на корпус и допускает взаимный поворот колец подшипника (шейки вала относительно корпуса) до 2°.
На левом конце вала внутреннее кольцо тороидального роликоподшипника соединено с валом. Наружное кольцо подшипника соединено с корпусом. Благодаря особенностям конструкции подшипника левая опора компенсирует изменения длины вала в результате тепловых деформаций. Кроме этого, конструкция подшипника позволяет взаимный перекос колец до 0,5°.
Быстроходность подшипников превышает рабочую частоту п=3000 об/мин.
Применение этих типов подшипников позволяет скомпенсировать неточности, возникающие при изготовлении отверстий.
Применение этих подшипников качения позволяет уменьшить расстояние между опорами вала ротора, уменьшить радиальные зазоры в опорах, изменить конструкцию корпусов подшипников на цельные корпусы, что привело к существенному повышению их жесткости, а также более жесткому соединению фланца корпуса подшипника с корпусом насоса. Благодаря тому что поверхность внутреннего кольца подшипника является конической и сопрягается с конической стяжкой втулкой, возможна раздельная сборка подшипникового узла в целом с последующей установкой корпуса подшипника в сборе на конец вала ротора.
Тип подшипников выбран из соображений обеспечения минимальных зазоров в опорах и достижения минимальных вибраций при работе насоса. При конструировании вала ротора особое внимание было обращено на повышение его изгибной жесткости и усталостной прочности. Для этого опоры вала были предельно сближены вдоль оси. Концентраторы напряжены на валу в виде каналов, проточек, шпоночных пазов, и другие были либо исключены, либо их число было сведено к минимуму.
Для надежности фиксации соединения корпусов конусность съемных конических штифтов - малая, как правило, 1:50. Для съема штифта используют его резьбовой конец.
Конические стяжные втулки подшипников качения снабжены осевым разрезом для увеличения изгибной податливости тела втулки.
Подробный монтаж насоса
Перед монтажом насоса выполнить расточку борштангой на расточном станке отверстий в корпусах с одного установа (при расточке указанных отверстий пустые корпусы подшипников должны быть закреплены на корпусе насоса винтами и заштифтованы парами съемных конических штифтов).
Далее вал ротора соединить с рабочим колесом с помощью двухстороннего зажимного цветового соединения с коническими втулками и винтами. Положение рабочего колеса относительно вала обеспечить с помощью приспособления в виде трубы точной мерной длины с диском и с отверстиями под винт на конце. При монтаже рабочего колеса трубу надеть на вал до упора диска в торец вала и через отверстие в диске прикрепить к торцу вала винтом. Затяжку винтов цангового соединения произвести в три обхода моментами 0,3 Тзат., 0.7 Тзат. и Тзат.
Со стороны, противоположной основным винтам цангового соединения, установить фальшвинты для соединения рабочего колеса с фасонной втулкой.
Установить фасонные втулки с двух сторон рабочего колеса, закрепить их гайками и законтрить гайки.
Опустить вал с предварительно надетыми на него кольцами (центрирующими прокладками) в корпус насоса и установить кольца в пазах корпуса.
Смещением вала вдоль оси добиться равенства зазоров между рабочим колесом и кольцами, в эти зазоры вставить технологические прокладки (калибры) для осевой фиксации вала относительно корпуса насоса.
Отдельно на монтажном столе собрать два подшипниковых узла. При сборке подшипникового узла со сферическим двухрядным роликовым подшипником в корпус для подшипника вставить подшипник и закрепить его фальшкрышкой. Аналогично собрать другой подшипниковый узел с тороидальным роликоподшипником.
На вал ротора с двух сторон надеть маслоотражательные диски, латунные уплотнительные втулки (могут быть с винтовыми уплотнениями для надежности) и комненсаторные кольца (на фигурах не показаны).
Надеть на вал подшипниковый узел, вставить в подшипник коническую втулку (из комплекта подшипника) и закрепить гайкой. Установить винты для соединения корпуса для подшипника с корпусом насоса. Заворачивая эти винты «от руки» и используя монтажные прокладки, добиться параллельности привалочных плоскостей корпусов подшипника и насоса. Замерить щупом величину зазора между привалочными плоскостями корпусов подшипника и насоса. Демонтировав подшипниковый узел, снять кольцо и уменьшить его толщину на величину зазора, что позволит при окончательной сборке обеспечить скорректированный зазор между привалочными плоскостями корпусов подшипника и насоса близким к нулю.
Удалить технологические прокладки из осевых (боковых) зазоров.
Произвести установку крышки насоса на корпус насоса. Для этого, смазав контактирующие поверхности стыка жидкой прокладкой (анаэробным герметиком-мономером), плавно опустить крышку насоса на корпус насоса, установить штифты и закрепить ее на корпусе, заворачивая гайки в несколько обходов. Следить, чтобы при опускании крышки выступы колец оказались в ответных пазах крышки насоса. Оставить конструкцию в покое на время, достаточное для полимеризации герметика.
Смонтировать торцовые уплотнения, установив их так, чтобы одно из отверстий для промывки торцового уплотнения было обращено в сторону верхнего отверстия в крышке насоса. Закрепить торцовое уплотнение на корпусе насоса шпильками и на валу в осевом направлении односторонним зажимным цанговым соединением. Демонтировать клипсы пружин торцовых уплотнений.
Установить подшипниковый узел на вал, предварительно надев кольцо, втулку и компенсаторное кольцо (не показаны). Установить между подшипником и валом коническую стяжную втулку, затянуть гайку нормированным моментом и законтрить ее. Завернуть винты «от руки» и, используя монтажный винт, совместить отверстия под штифты в корпусе подшипника с ответными отверстиями в корпусе насоса. Установить конические штифты, затянуть и законтрить винты.
Снять фальшкрышку и на ее место установить крышку. Подбором толщины прокладки добиться отсутствия осевого люфта подшипника относительно своего корпуса.
При установке опоры с тороидальным роликоподшипником прилегание фланцев корпуса подшипника и насоса будет обеспечено за счет осевой подвижности колец роликоподшипника. Но для оптимизации условий его работы следует совместить плоскости торцов наружного и внутреннего колец, что следует обеспечить подбором толщины компенсаторного кольца (не показан). Для этого установить и закрепить подшипниковый узел на корпусе насоса, затянув болты «от руки», установить коническую стяжную втулку в подшипник и затянуть гайку. Замерить взаимное смещение наружного и внутреннего колец подшипника и на величину этого смещения скорректировать толщину компенсаторного кольца. После этого окончательно установить и закрепить подшипниковый узел.
Проверить свободу вращения вала в собранном насосе.
Сборка насоса закончена. В случае необходимости можно заменять подшипники и торцовые уплотнения ротора вала без разъединения крышки и корпуса насоса.
Пример оценки преимуществ способа улучшения характеристик насоса
Предварительные испытания опытных образцов насоса и экспертные оценки показали следующие относительные величины влияния предлагаемых технических решений, в первую очередь на снижение вибраций насоса, представленные в таблице.
Таблица технических решений по снижению вибраций насосов типа НМ 1250…10000
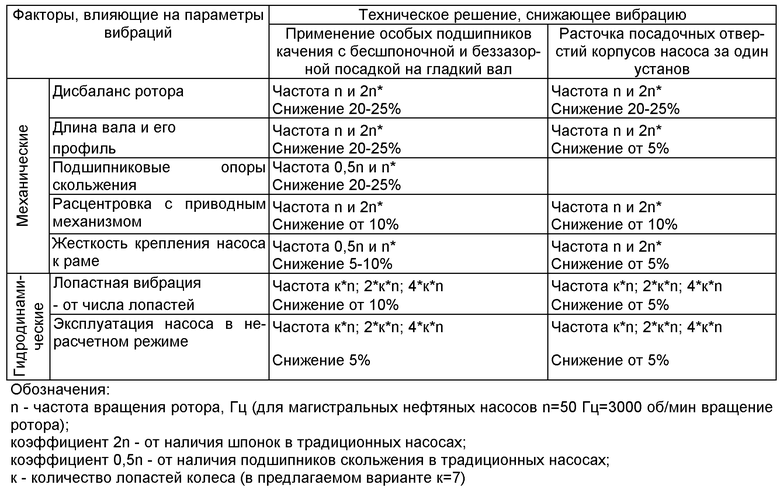
В результате будут значительно улучшены характеристики насоса (его виброактивность существенно снижена, ресурс увеличен), а следовательно, выполнена основная задача изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| Бесшпоночный ротор центробежного насоса | 2020 |
|
RU2742704C1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА | 2015 |
|
RU2600662C1 |
| Многофазный лопастной насос | 2021 |
|
RU2773263C1 |
| РЕДУКТОР ЧЕРВЯЧНЫЙ | 2008 |
|
RU2379562C1 |
| БУКСОВЫЙ ПОДШИПНИКОВЫЙ УЗЕЛ КОЛЕС ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2016 |
|
RU2649106C2 |
| Подшипниковая опора герметичного центробежного насоса с магнитной муфтой | 2021 |
|
RU2778414C1 |
| ОПОРНЫЙ УЗЕЛ ПОГРУЖНОЙ ОДНОВИНТОВОЙ НАСОСНОЙ УСТАНОВКИ | 2008 |
|
RU2375604C1 |
Группа изобретений относится к области перекачивания сырой нефти в магистральных нефтепроводах. Магистральный нефтяной центробежный насос содержит корпус и крышку корпуса. Между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса. Ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников. Последние выполнены в виде подшипников качения двух типов: сферического двухрядного роликового подшипника, воспринимающего осевую нагрузку вала насоса, и «плавающего» тороидального роликоподшипника. Оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом. Рабочее колесо посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами. Группа изобретений направлена на создание центробежного насоса с улучшенными технико-экономическими характеристиками, конкретно, с пониженными шумом и вибрациями, повышенными надежностью, ресурсом и КПД. 2 н. и 3 з.п. ф-лы, 3 ил., 1 табл.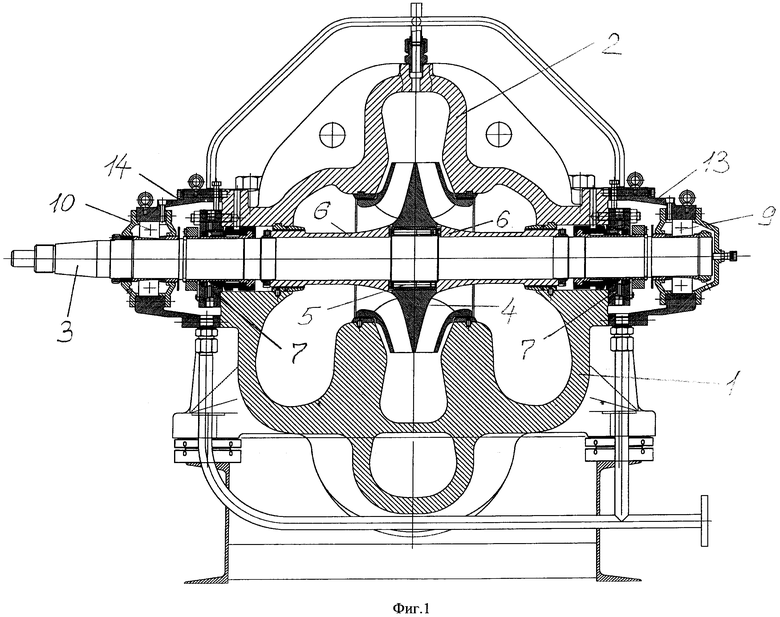
1. Магистральный нефтяной центробежный насос, состоящий из корпуса и крышки корпуса, между корпусом и крышкой установлен ротор, состоящий из вала и лопастного рабочего колеса, при этом ротор насоса установлен во внешних по отношению к корпусу насоса консольных опорах подшипников качения двух типов: сферического двухрядного роликового подшипника, воспринимающего осевую нагрузку вала насоса, и «плавающего» тороидального роликоподшипника, оба подшипника установлены на валу на конических стяжных втулках с осевым разрезом.
2. Насос по п.1, в котором рабочее колесо посажено на вал посредством двухстороннего цангового зажимного устройства с коническими втулками и винтами, а торцовые уплотнения ротора посажены на вал с помощью односторонних цанговых зажимных устройств с коническими втулками и винтами, указанные зажимные устройства представляют собой сочетание двух соосных колец с коническими рабочими поверхностями с возможностью смещения колец с помощью зажимных винтов вдоль оси вала относительно друг друга с зажимом вала.
3. Насос по п.1 или 2, в котором все соединения корпусов скреплены в том числе парами съемных конических штифтов с резьбовыми концами.
4. Способ улучшения характеристик насоса по п.1 посредством его высокоточной и практически беззазорной сборки, а именно: перед сборкой насоса в литом корпусе насоса и в литой крышке корпуса насоса производят базирующую шлифовку посадочных поверхностей «лап» корпуса насоса и плоскостей разъемов - общей горизонтальной плоскости корпуса и крышки и вертикальных привалочных плоскостей вокруг отверстий для вала ротора для установа корпусов подшипниковых узлов; для расточки с одного установа на расточном станке отверстий под кольца регулировки осевых зазоров ротора в корпусе, отверстий щелевых уплотнений рабочего колеса и отверстий для подшипников в корпусах подшипниковых узлов производят между корпусом насоса и крышкой корпуса насоса и сквозь пустые корпуса подшипниковых узлов предварительную установку борштанги с расточными резцами регулируемых вылетов и затем производят соединение корпуса и крышки насоса шпильками и двумя съемными коническими штифтами с резьбовыми концами по горизонтальной плоскости своего разъема и соединение пустых корпусов подшипниковых узлов винтами и парами съемных конических штифтов с резьбовыми концами по вертикальным плоскостям разъемов с корпусом и крышкой корпуса насоса; после расточки отверстий с одного установа производят разъединение всех корпусов и крышки со съемом всех съемных конических штифтов; независимо от операции расточки с одного установа производят сборку ротора насоса из вала, рабочего колеса и двух фасонных втулок на валу, участвующих в формировании проточной части насоса, с использованием двухстороннего цангового зажимного соединения с коническими втулками и винтами и с помощью приспособления в виде трубы точной мерной длины для точного определения местоположения рабочего колеса на валу, далее производят установку и крепление фасонных втулок с двух сторон от цангового зажимного устройства; потом производят установ ротора с предварительно надетыми на его вал кольцами регулировки осевых зазоров в корпус насоса без крышки и выравнивание зазоров между рабочим колесом и кольцами с осевой фиксацией вала относительно корпуса насоса, например, с помощью технологических прокладок; независимо от установа ротора в корпусе насоса отдельно собирают два подшипниковых узла со сферическим двухрядным роликовым подшипником и с тороидальным роликоподшипником, «плавающим»; далее следует регулировочный монтаж и после этого демонтаж подшипникового узла со сферическим двухрядным роликовым подшипником на вал ротора и на корпус насоса для обеспечения практического сведения к нулю зазора между привалочными плоскостями корпуса подшипникового узла и корпуса насоса за счет соответствующего уменьшения толщины компенсаторного кольца; перед окончательным креплением крышки насоса к корпусу насоса с использованием шпилек и конических штифтов удаляют фиксирующие технологические прокладки из осевых зазоров вала относительно корпуса; после крепления крышки насоса к корпусу насоса производят монтаж торцовых уплотнений между валом ротора и собранным корпусом насоса, крепление торцовых уплотнений на корпусе, например, шпильками, а на валу односторонним цанговым беззазорным зажимным соединением с конической втулкой и винтами; в конце сборки насоса производят окончательный монтаж подшипниковых узлов на собранный корпус насоса с использованием конических стяжных втулок между подшипниками и валом и установку радиальных зазоров между ротором и корпусом насоса, в том числе щелевых уплотнений, за счет повторного использования съемных конических штифтов между корпусами подшипниковых узлов и насоса.
5. Способ по п.4, в котором при окончательном соединении крышки и корпуса насоса используют жидкую мономерную прокладку - анаэробный герметик с ожиданием окончания полной полимеризации герметика под давлением и в отсутствии воздуха.
| Головка прядильной машины капронового производства | 1956 |
|
SU106680A1 |
| Способ мокрого прядения волокон из ацетонового раствора сополимера хлористого винила с винилацетатом | 1952 |
|
SU95760A1 |
| Инерционный пылеотделитель | 1984 |
|
SU1255169A1 |
| WO 2010030802 A2, 18.03.2010 | |||
| US 6672830 B2, 06.01.2004. | |||

