Настоящее изобретение относится к корпусу, на котором установлен ряд неподвижных лопаток, между которыми расположены последовательно рабочие лопатки, выполненные с возможностью вращения вокруг продольной оси, причем радиально внешние концы упомянутых рабочих лопаток расположены вблизи внутренней стороны корпуса, настоящее изобретение, в частности, также относится к корпусу, используемому в авиационном турбореактивном двигателе.
Изобретение также относится к изготовлению компрессора, в частности компрессора осевого типа, точнее компрессора, работающего при низком давлении, и также к компрессору, работающему при высоком давлении и содержащему упомянутый корпус.
Изобретение также относится к турбомашине, в частности к турбореактивному двигателю, имеющему упомянутый корпус или упомянутый компрессор.
Компрессоры этого типа, используемые, в частности, в турбореактивных двигателях, состоят из ротора, имеющего множество последовательно расположенных друг за другом отдельных дисков, или единый барабан с установленными в нем лопатками разных ступеней.
Ротор известного уровня техники имеет выполненные механической обработкой прорези, формирующие зазор между двумя соседними ступенями, и в упомянутом зазоре установлены лопатки статорных ступеней, закрепленные на неподвижной части, представляющей собой корпус.
Корпус формирует сегмент радиально самой дальней зоны сечения потока, в котором воздух проходит через турбомашину.
Обычно рабочие лопатки закрепляют индивидуально на барабане при помощи упорядоченно расположенных углублений, число которых равно числу лопаток, при этом каждое углубление имеет форму, которая определена для взаимодействия с имеющим ответную форму хвостом лопатки, за счет чего обеспечивается радиальное закрепление каждой лопатки, например, при помощи соединения типа «ласточкин хвост». Обычно поступательное перемещение хвостов лопаток, в частности осевое поступательное перемещение по отношению к их соответствующим углублениям, предотвращается отдельным средством каждой лопатки, например, системой, содержащей шар, штырь, скобу, пластину, проставку и пр.
Когда турбореактивный двигатель (особенно современный авиадвигатель гражданской авиации) работает, и горячий воздух достигает заданной температуры и давления, тогда необходимо обеспечить функцию регулирования в случае разрежения/нагнетания (пульсации).
Необходимо напомнить, что разрежение/нагнетание представляет собой явление, нежелательное для двигателя, т.к. оно вызывает резкие колебания давления воздуха и расхода воздуха, в результате чего лопатки подвергаются сильным механическим напряжениям, которые могут их ослабить или даже повредить. Это явление может начаться из-за колебаний давления на внешнем конце лопатки, при сильном взаимодействии между граничным слоем на конце лопатки и граничным слоем у корпуса.
Аналогично, обусловленный вращением отрыв представляет собой явление, происходящее при сочетании определенных условий дросселирования (рабочая точка) и скорости вращения. В частности, это явление возникает, когда профиль занимает т.н. «положительный угол установки», становясь причиной явления неустойчивости, в результате которого локально происходит отрыв у одной лопатки, и этот отрыв затем распространяется от одной лопатки к другой во время оборотов.
Это явление часто приводит к разрушениям:
- на лопатки распространяется всеобщий отрыв, в результате чего возникает разрежение/нагнетание (пульсация); и
- присутствует риск аэроупругого возбуждения лопаток. В настоящее время эта функция регулирования пульсации выполняется с помощью технических решений различных типов, включая выпускные клапаны, позволяющие отсасывать граничный слой, или технологические обработки корпуса, включающие в себя всю кольцевую поверхность кольцевого канала, обращенной к обрабатываемому рабочему колесу(ам) турбины с рабочими лопатками, как раскрыто в документе RU 2282754 (прототип).
Это предусматривающее технологическую обработку корпуса техническое решение имеет различные варианты реализации. Например, в документе ЕР 0688400 предложена кольцевая полость, сообщающаяся с каналом течения через прорези, образуемые наклонными ребрами, расположенными по кольцевой схеме. В патенте US 6514039 раскрыта аналогичная методика, и также предусматривается такая технологическая обработка материала, как лазерное упрочнение прутка для формирования решетки, причем упомянутая обработка обеспечивает упрочнение от усталостного разрушения.
Задачей настоящего изобретения является создание корпуса, позволяющего устранить недостатки технологической обработки корпуса известного уровня техники, с одновременным исключением слишком значительной потери мощности.
Таким образом, изобретение направлено на локальное снижение уровня явления пульсации за счет расширения существующих пределов пульсации, но без снижения кпд двигателя.
Поставленная задача решена путем создания корпуса, на котором установлено множество неподвижных лопаток, между которыми расположено множество рабочих лопаток, установленных с возможностью вращения вокруг продольной оси, при этом радиально внешние концы рабочих лопаток находятся в непосредственной близости к внутренней стороне корпуса, указанный корпус характеризуется тем, что содержит, по меньшей мере, в кольцевом элементе, обращенном к одной лопатке из множества рабочих лопаток, по меньшей мере одну зону технологической обработки корпуса, обращенную к лопаткам и имеющую по меньшей мере одну канавку, имеющую замкнутый контур и проходящую над ограниченным угловым сектором внутренней стенки корпуса.
Указанная зона технологической обработки расположена в угловом секторе, величина которого соответствует 1,5 - 2,5 значениям шага рабочих-лопаток.
В предпочтительном варианте зона технологической обработки в осевом направлении проходит на расстояние, равное по меньшей мере 2/3 длины рабочих лопаток в осевом направлении, либо зона технологической обработки в осевом направлении проходит на расстояние, равное 9/10 длины рабочих лопаток в осевом направлении.
Зона технологической обработки содержит канавку, замкнутая конфигурация которой по существу криволинейная, либо овальная, либо зона технологической обработки содержит канавку, определяемую группой прямолинейных сегментов, взаимно соединенных и образующих неправильную геометрическую фигуру, при чем неправильная геометрическая фигура имеет восемь сторон.
Зона технологической обработки сформирована на пластине, прикрепленной к корпусу.
Пластина выполнена из истираемого материала.
Корпус дополнительно содержит полость, сформированную радиально снаружи зоны технологической обработки.
Либо корпус содержит множество зон технологической обработки, при этом полость каждой зоны технологической обработки сообщается с полостью еще одной зоны технологической обработки.
Глубина полости находится в пределах от 1 до 4 значений глубины зоны технологической обработки, либо в пределах от 1 до 3 значений глубины зоны технологической обработки.
Протяженность в осевом направлении полости на 10 - 20% превышает протяженность зоны технологической обработки в осевом направлении.
Предложен также осевой компрессор, содержащий, в качестве статора, корпус по любому из пп.1-16.
Предложена турбомашина, в частности турбореактивный двигатель, содержащий осевой компрессор.
Ввиду наличия одной или нескольких зон технологической обработки корпуса, каждая из которых ограничена угловым сектором, равным 1,5 - 2,5-кратному шагу лопаток, обеспечивается возможность локальной откачки воздуха из граничного слоя в зазоре между лопатками и корпусом в совмещении с зоной технологической обработкой, чтобы избежать возникновения явления пульсации.
Предложенное техническое решение позволяет создать геометрическую конструкцию, которая препятствует формированию условий для тенденции отрыва, тем самым исключив отрыв.
Обеспечиваемое изобретением техническое решение позволяет отсасывать граничный слой локально там, где он может обусловить возникновение явления пульсации, без снижения кпд двигателя, поскольку воздух находится в состоянии рециркуляции, что делает возможным повышение стабильности системы за счет сведения к минимуму отрицательного воздействие отсасывания на работу двигателя.
Соотношение открытого участка и сплошного участка составляет порядка 2.
Можно предусмотреть формирование зоны технологической обработки непосредственно на внутренней стенке корпуса.
Согласно второму варианту осуществления изобретения корпус также содержит полость, сформированную радиально снаружи зоны технологической обработки. Эта полость расположена в осевом направлении (по длине полости) и/или в поперечном направлении (в направлении ширины лопатки), соответствуя зоне технологической обработки, либо она занимает меньшую протяженность в одном и/или обоих направлениях, либо более крупную протяженность в одном и/или обоих направлениях.
Преимущества и характеристики изобретения поясняются в приводимом ниже описании, служащем в качестве примера, со ссылками на прилагаемые чертежи, на которых:
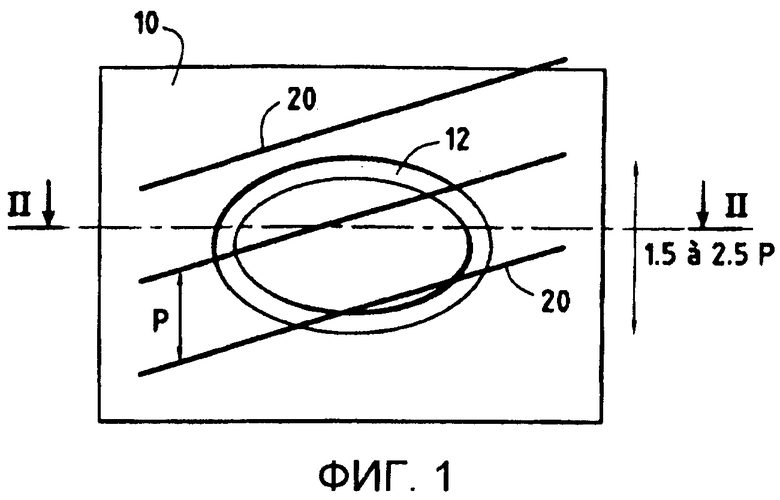
Фиг.1 изображает схему проекции внутренней стороны, обращенной к концам рабочих лопаток в корпусе, согласно первому варианту осуществления изобретения;
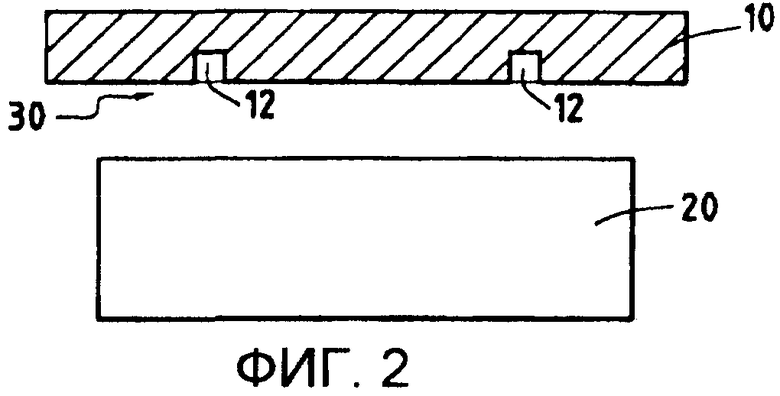
Фиг.2 - схему боковой проекции корпуса в разрезе по линии II-II на Фиг.1, вместе с концевой частью лопаток, согласно изобретению;
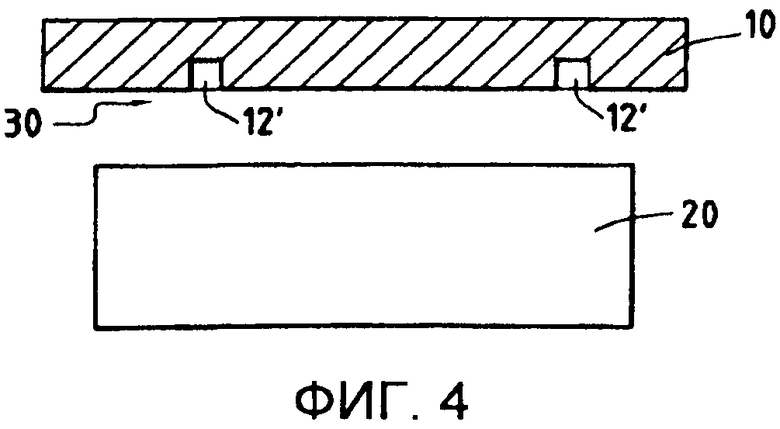
Фиг.3 и 4 - второй вариант схемы проекции внутренней стороны первого варианта осуществления изобретения;
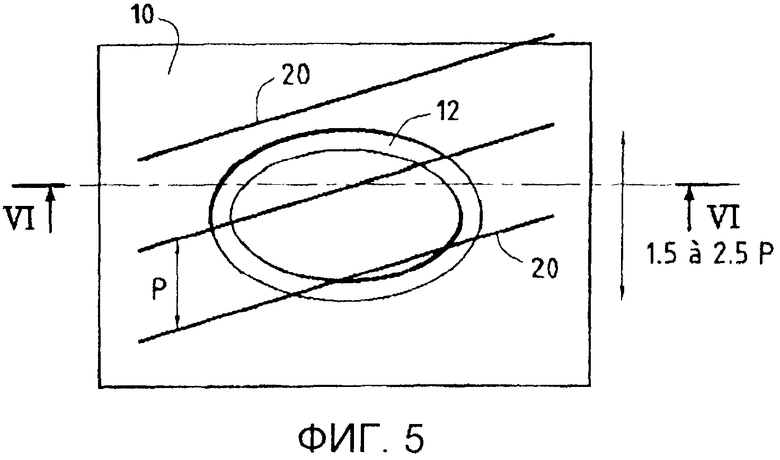
Фиг.5 - схему сечения в проекции внутренней стороны, обращенной к концам рабочих лопаток корпуса, согласно второму варианту первого варианта осуществления изобретения;
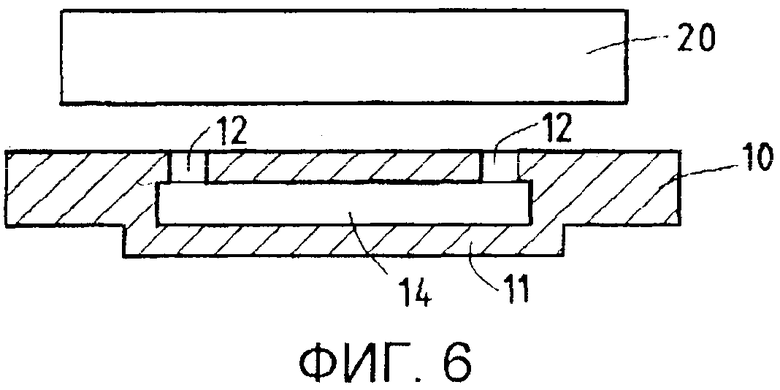
Фиг.6 - схему боковой проекции корпуса в разрезе по линии VI-VI на фиг.5, согласно изобретению;
Фиг.7 и 8 - виды, аналогичные Фиг.5 и 6, согласно второму варианту второго варианта осуществления изобретения.
На Фиг.1 показана часть корпуса 10, занимающая угловой сектор круговой протяженности, соответствующей направлению высоты на чертеже, и осевой протяженности, соответствующей направлению ширины на чертеже, т.е. на Фиг.1 показано, как часть корпуса 10 выглядит с радиально внутренней стороны, обращенной к рабочему колесу рабочих лопаток (не показаны).
На Фиг.1 положения трех лопаток 20 представлены тремя наклонными линиями, при этом промежуток Р между этими двумя линиями соответствует упоминаемому ниже шагу лопаток.
Внутренняя поверхность части корпуса имеет канавку 12 замкнутой конфигурации и овальной формы, причем канавка выполнена посредством механической обработки непосредственно в корпусе.
Согласно изобретению канавка 12 образует локальную зону технологической обработки корпуса, и эта технологическая обработка не охватывает всю кольцевую периферию корпуса 10.
В частности, канавка 12 формирует зону технологической обработки корпуса, занимающей угловой сектор, равный 1,5 - 2,5 шага Р лопаток.
Эта угловая ограниченная форма технологической обработки корпуса соответствует топологии, полностью отличающейся от обычной топологии этого типа технологической обработки корпуса.
На Фиг.2 показано, что обращенный к продольному сечению лопатки 20 зазор 30 между лопаткой 20 и зоной технологической обработки, включающей в себя канавку 12, представляет собой радиальное увеличение в двух местах, соответствующих впадинам, образуемым канавкой 12. Эта конфигурация служит для формирования локальных возмущений, вызываемых вращением отрыва.
Следует отметить, что корпус 10 по всей своей периферии имеет множество аналогичных канавок 12, например, две, три или более, отделенных друг от друга равными интервалами.
Например, канавка 12 может иметь ширину, равную 5 - 25% шага, определяя овальную форму, проходящую в осевом направлении (основной размер овальной формы) на расстояние в пределах 60 - 90% длины образуемого между лопатками канала, и поперечно (меньший размер овальной формы) на расстояние в пределах 10 - 90% ширины канала, образуемого между лопатками.
Эту канавку 12 замкнутой конфигурации и овальной формы можно легко выполнить просто механической обработкой радиально внутренней поверхности корпуса 10.
Либо канавку 12 замкнутой конфигурации и овальной формы можно сформировать в пластине из истираемого материала, прикрепленной к корпусу 10 (не показана).
Как правило, форма канавки (или углубления), ее глубина и охватываемая ею площадь оптимизированы в зависимости от режима работы лопатки. Назначение такой обработки корпуса, величина которой составляет от нескольких сантиметров до нескольких десятков сантиметров, заключается в изменении распределения энергии в пограничном слое, чтобы отдавать энергию обратно граничному слою зоны риска лопатки, подвергающейся отрыву, и чтобы создавать возмущение, предотвращающее возникновение отрыва и его распространение к соседним лопаткам.
Нужно отметить, что канавка(и) могут начинаться до передней кромки и заканчиваться после задней кромки, и что может возникать необходимость использования обработки с концентрическими канавками, или формирования группы зеркально симметричных канавок путем выполнения двух примыкающих друг к другу канавок с плоскостью симметрии между ними.
На Фиг.3 показаны элементы, описанные выше со ссылками на Фиг.1 и 2. Во втором варианте первого варианта осуществления (Фиг.1 и 2) канавка 12′ также имеет замкнутую конфигурацию, но не овальную, и представляет собой группу прямолинейных сегментов, взаимно соединенных с образованием неправильной геометрической фигуры, в этом примере с восемью сторонами.
Разумеется, вместо восьмиугольника могут быть другие геометрические фигуры с большим или меньшим, чем восемь, числом сторон, или можно сформировать замкнутый контур, по существу криволинейный, но отличающийся от овальной формы, или контур любой другой яйцевидной формы.
На этих чертежах канавки сформированы на части шага между лопатками, но эта часть может охватывать угол до 360°.
На Фиг.5-8 показаны варианты осуществления корпуса (второй вариант осуществления).
В первом варианте второго варианта осуществления (Фиг.5 и 6) корпус 10, который помимо канавки 12 замкнутой конфигурации и овальной формы, аналогичной форме на Фиг.1, также имеет заднюю полость 14 кольцевой формы, обращенную к зоне технологической обработки корпуса по всей его периферии. Канавки 12 выходят в полость 14, обеспечивая сообщение между разными зонами технологической обработки, которые могут присутствовать в разных угловых секторах.
На Фиг.7 и 8 показан второй вариант второго варианта осуществления, сформирована кольцевая задняя полость 14, обращенная к зоне технологической обработки, аналогичной зоне второго варианта первого варианта осуществления на Фиг.3 и 4, т.е. к канавке 12' замкнутой конфигурацию и неправильной восьмиугольной формы, выходящей в полость 14.
В каждом из вариантов второго варианта осуществления полость 14 предпочтительно имеет глубину, составляющую от одного до трех значений глубины зоны технологической обработки (канавки 12 или 12′ замкнутой конфигурации), и ширину в осевом направлении, которая предпочтительно превышает ширину зоны технологической обработки, в частности, на 10 - 20%, причем ширина зоны технологической обработки соответствует осевому расстоянию, занимаемому канавкой 12 или 12′ замкнутой конфигурации.
Полость 14 можно выполнить механической обработкой.
Следует отметить, что задняя полость на Фиг.6 и 8 выходит к задней поверхности корпуса 10, но необходимо иметь в виду, что показаны частичные изображения стенки корпуса 10, и эта стенка также включает в себя ответную кольцевую часть (не показана), закрывающую полость 14, чтобы поток воздуха можно было регулировать в кольцевой полости 14. Центральные части зон технологической обработки прикреплены к ответной кольцевой части.
Как проиллюстрировано на фиг.6 и 8, где показаны частичные виды стенки корпуса 10, стенка 10 содержит дополнительную кольцевую часть 11, которая закрывает полость 14, чтобы обеспечить протекание воздуха регулируемым образом в кольцевую полость 14. Центральные части технологических зон расположены у указанной дополнительной кольцевой части.
Предпочтительное расположение зоны технологической обработки проходит в осевом направлении на расстоянии, равном, по меньшей мере, 2/3 длины рабочих лопаток 20 в осевом направлении.
В другом варианте глубина полости 14 составляет от 1 до 4 значений глубины зоны технологической обработки.



Корпус осевого компрессора турбореактивного двигателя, на котором установлено множество неподвижных лопаток, между которыми расположено множество рабочих лопаток, установленных с возможностью вращения вокруг продольной оси. Радиально внешние концы рабочих лопаток находятся в непосредственной близости к внутренней стороне корпуса. Корпус содержит, по меньшей мере, в кольцевом элементе, обращенном к одной лопатке из множества рабочих лопаток (20), по меньшей мере одну зону технологической обработки корпуса, обращенную к лопаткам. Зона имеет по меньшей мере одну канавку, имеющую замкнутый контур и проходящую над ограниченным угловым сектором внутренней стенки корпуса. Достигается предотвращение пульсаций давления (помпаж), обусловленного вращением отрыва в компрессоре турбомашины. 3 н. и 15 з.п. ф-лы, 8 ил.
1. Корпус (10), на котором установлено множество неподвижных лопаток, между которыми расположено множество рабочих лопаток (20), установленных с возможностью вращения вокруг продольной оси, при этом радиально внешние концы рабочих лопаток (20) находятся в непосредственной близости к внутренней стороне корпуса (10), отличающийся тем, что содержит по меньшей мере в кольцевом элементе, обращенном к одной лопатке из множества рабочих лопаток (20), по меньшей мере одну зону технологической обработки корпуса, обращенную к лопаткам и имеющую по меньшей мере одну канавку (12, 12'), имеющую замкнутый контур и проходящую над ограниченным угловым сектором внутренней стенки корпуса.
2. Корпус по п.1, отличающийся тем, что указанная зона технологической обработки расположена в угловом секторе, величина которого соответствует 1,5-2,5 значениям шага рабочих лопаток.
3. Корпус по п.1, отличающийся тем, что зона технологической обработки в осевом направлении проходит на расстояние, равное по меньшей мере 2/3 длины рабочих лопаток (20) в осевом направлении.
4. Корпус по п.2, отличающийся тем, что зона технологической обработки в осевом направлении проходит на расстояние, равное по меньшей мере 2/3 длины рабочих лопаток (20) в осевом направлении.
5. Корпус по любому из пп.3 или 4, отличающийся тем, что зона технологической обработки в осевом направлении проходит на расстояние, равное 9/10 длины рабочих лопаток (20) в осевом направлении.
6. Корпус по любому из пп.1-4, отличающийся тем, что зона технологической обработки содержит канавку, замкнутая конфигурация которой по существу криволинейная.
7. Корпус по п.6, отличающийся тем, что зона технологической обработки содержит овальную канавку.
8. Корпус по любому из пп.1-4, отличающийся тем, что зона технологической обработки содержит канавку, определяемую группой прямолинейных сегментов, взаимно соединенных и образующих неправильную геометрическую фигуру.
9. Корпус по п.8, отличающийся тем, что неправильная геометрическая фигура имеет восемь сторон.
10. Корпус по любому из пп.1-4, отличающийся тем, что зона технологической обработки сформирована на пластине, прикрепленной к корпусу (10).
11. Корпус по п.10, отличающийся тем, что пластина выполнена из истираемого материала.
12. Корпус по п.1, отличающийся тем, что дополнительно содержит полость (14), сформированную радиально снаружи зоны технологической обработки.
13. Корпус по п.12, отличающийся тем, что содержит множество зон технологической обработки, при этом полость (14) каждой зоны технологической обработки сообщается с полостью (14) еще одной зоны технологической обработки.
14. Корпус по любому из пп.12 или 13, отличающийся тем, что глубина полости (14) находится в пределах от 1 до 4 значений глубины зоны технологической обработки.
15. Корпус по любому из пп.12 или 13, отличающийся тем, что глубина полости (14) находится в пределах от 1 до 3 значений глубины зоны технологической обработки.
16. Корпус по любому из пп.12 или 13, отличающийся тем, что протяженность в осевом направлении полости (14) на 10-20% превышает протяженность зоны технологической обработки в осевом направлении.
17. Осевой компрессор, содержащий в качестве статора корпус (10) по любому из пп.1-16.
18. Турбомашина, в частности турбореактивный двигатель, содержащий осевой компрессор по п.17.
| НАДРОТОРНОЕ УСТРОЙСТВО КОМПРЕССОРА И ОСЕВОЙ КОМПРЕССОР | 2005 |
|
RU2282754C1 |
| Осевой компрессор | 1987 |
|
SU1560812A1 |
| Устройство для защиты осевого вентилятора от срыва потока | 1983 |
|
SU1129420A1 |
| US 6290458 В1, 18.09.2001 | |||
| US 6231301 В1, 15.05.2001 | |||
| US 4540335 А, 10.09.1985. | |||

