Изобретение относится к области создания электроизолированных соединений и может быть использовано для электрического разъединения элементов бурового и нефтяного оборудования.
Известен способ [RU 2268435], в котором для электрического разъединения трубопроводов и их участков между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой размещают диэлектрические прокладки, внутреннюю поверхность патрубка в зоне расположения муфты снабжают кольцевыми выступами, высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, и производят радиальную раздачу патрубков как минимум до устранения зазоров между патрубками и муфтой по всей длине их сочленения. В качестве диэлектрических прокладок между патрубками и муфтой может быть использовано наружное полимерное покрытие патрубков.
Недостаток данного способа заключается в невозможности создания электроизолированных разъемных соединений.
В качестве прототипа выбран способ изготовления электроизолированного муфтового соединения, описанный в патенте [RU 2341720], в котором изготавливают патрубки из металлических отрезков труб с установкой в стыке между ними изолятора, устанавливают между патрубками переходник в виде трубы из композиционного диэлектрического материала, намотанный из ленточного материала с применением отверждаемого клея снаружи на патрубки, на намотанный ленточный материал переходника до отверждения клея наматывают с натягом стальную проволоку (для уплотнения композиционного материала и удаления газовых включений), которую снимают с переходника после отверждения клея, а его наружную поверхность подвергают механической обработке и на обработанную поверхность наносят слой клея и устанавливают металлическую муфту.
Недостатком прототипа является невозможность создания разъемного электроизолированного соединения.
Технический результат заключается в обеспечении возможности получения электроизолированного разъемного соединения с высокой конструктивной прочностью и высокими диэлектрическими свойствами.
Технический результат настоящего изобретения достигается тем, что в качестве электроизоляционного материала используют композит на основе ленточного материала и отверждаемого клея, при этом на соединяемых элементах нарезают резьбу, при этом на одном из соединяемых элементов нарезают резьбу с прослабленным профилем, на резьбовой участок элемента с прослабленным профилем резьбы наносят слой композита с добавкой наполнителя из керамического нанопорошкового материала, на слое композита повторно нарезают резьбу с менее прослабленным профилем, на поверхность резьбы с прослабленным профилем наносят упрочняющее покрытие, окончательно обрабатывают резьбу с напыленным слоем в требуемый размер, свинчивают по резьбе соединяемые элементы.
Сущность изобретения заключается в следующем.
В электроизоляционный композит на основе ленточного материала и отверждаемого клея вводят нанопорошковый керамический наполнитель, обеспечивающий существенное повышение электрической прочности, механических свойств, а также термической стойкости композита. Кроме того, нанопорошковые наполнители более равномерно распределяются по объему композита и не повышают абразивность получаемого композита, что позволит повысить стойкость обрабатывающего инструмента для изготовления резьбы.
С целью повышения конструктивной прочности электроизолированного соединения на поверхность композита наносят материал, обладающий более высокими механическими свойствами (твердостью, износостойкостью, жесткостью и др.), чем композит.
Заявленный способ реализуется по следующим этапам.
- На соединяемых элементах нарезают резьбу, при этом на одном из соединяемых элементов изготавливают резьбу с прослабленным профилем. Величина прослабления профиля резьбы по диаметру должна быть не менее двукратной суммы толщин электроизоляционного материала и упрочняющего слоя.
- На резьбовой участок элемента с прослабленным профилем резьбы наносят слой композита на основе ленточного материала (например, стеклоткани) и отверждаемого клея (например, эпоксидного клея) с добавкой наполнителя из керамического нанопорошкового материала, например нанопорошка оксида алюминия с размером частиц менее 0,1 мкм.
- После отверждения композита на нем нарезают резьбу с величиной прослабления по диаметру, равной двукратной толщине упрочняющего покрытия.
- На поверхность резьбы с прослабленным профилем наносят упрочняющее покрытие, любым методом, не повреждающим слой композита, например, детонационным методом, при котором напыляемые частицы, например, железоникелевого сплава формируют прочный слой с хорошей адгезией к основе. Причем если в качестве упрочняющего покрытия используется электропроводный материал необходимо обеспечить отсутствие электрического контакта соединяемого элемента с упрочняющим покрытием.
- Окончательно обрабатывают резьбу с напыленным слоем в требуемый размер. Свинчивают по резьбе соединяемые элементы.
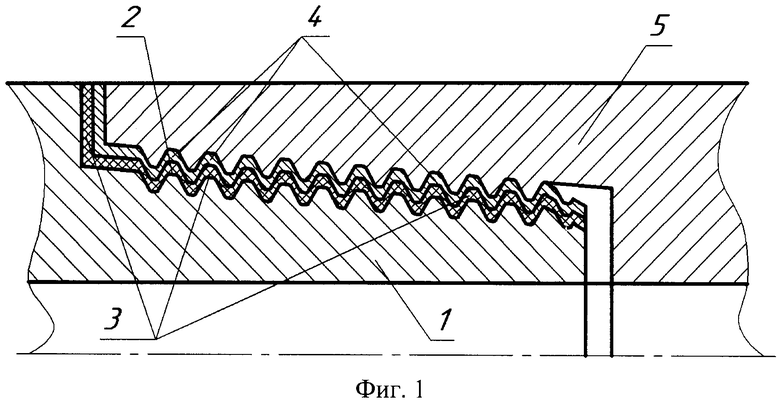
Пример. Первоначально изготовили ниппель 1 с резьбовым участком 2. Диаметральные размеры резьбового участка были занижены на величину 4,2 мм для последующего нанесения покрытий. Дальше стеклоткань пропитали эпоксидным клеем на основе ЭД-20 с отвердителем ПЭПА и с нанопорошковым керамическим наполнителем, с размером частиц 0,07 мкм. Обмотали резьбовой участок 2 ниппеля 1 пропитанной стеклотканью и получили электроизоляционный композит 3. После отверждения электроизоляционного композита 3, на этом участке нарезали резьбу с заниженными диаметральными размерами на величину равной двукратной толщине упрочняющего покрытия 4-0,2 мм. Упрочняющее покрытие 4 нанесли детонационным методом. Материал упрочняющего покрытия - железоникелевый сплав. Окончательно обработали резьбу с напыленным слоем в соответствии с ГОСТ Р 50864-96 и произвели свинчивание с муфтой 5, которая имеет соответствующий резьбовой участок по ГОСТ Р 50864-96. Свинчивание произвели с усилием 15000 Нм. После свинчивания произвели замер сопротивления между муфтой и ниппелем мегомметром. Сопротивление изоляционного слоя больше 100 МОм, что удовлетворяет требованию эксплуатации.
На фиг. представлена схема электроизолированного соединения: 1 - ниппель; 2 - резьбовой участок с элементами резьбы по ГОСТ Р 50864-96; 3 - электроизоляционный композит; 4 - материал, обладающий более высокими механическими свойствами, чем электроизоляционный композит; 5 - муфта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТОВОГО ЭЛЕКТРОИЗОЛИРОВАННОГО ТРУБОПРОВОДНОГО СОЕДИНЕНИЯ | 2007 |
|
RU2341720C1 |
| ЭЛЕКТРОИЗОЛИРОВАННОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 1995 |
|
RU2084745C1 |
| ВСТАВКА ЭЛЕКТРОИЗОЛИРУЮЩАЯ ТРУБНАЯ | 2014 |
|
RU2544122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО РАЗДЕЛИТЕЛЯ БУРОВОЙ КОЛОННЫ | 2004 |
|
RU2250994C1 |
| Способ упрочнения элемента в виде тела вращения ротора турбомашины металломатричным композитом | 2018 |
|
RU2700222C1 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ (ВАРИАНТЫ), ПРИСОЕДИНЯЕМАЯ ТРУБА И ПЕРЕВОДНИК | 2017 |
|
RU2735053C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО РАЗДЕЛИТЕЛЯ БУРОВОЙ КОЛОННЫ | 2006 |
|
RU2333356C2 |
| СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА, СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2005 |
|
RU2380606C2 |
| НЕРАЗЪЕМНОЕ ЭЛЕКТРОИЗОЛИРУЮЩЕЕ МУФТОВОЕ СОЕДИНЕНИЕ | 2002 |
|
RU2247278C2 |
Изобретение относится к области создания электроизолированных соединений и может быть использовано для электрического разъединения элементов бурового и нефтяного оборудования. В качестве электроизоляционного материала используют композит на основе ленточного материала и отверждаемого клея, при этом на соединяемых элементах нарезают резьбу. На одном из соединяемых элементов нарезают резьбу с прослабленным профилем, на резьбовой участок элемента с прослабленным профилем резьбы наносят слой композита с добавкой наполнителя из керамического нанопорошкового материала. На слое композита повторно нарезают резьбу с менее прослабленным профилем, на который наносят упрочняющее покрытие. Окончательно обрабатывают резьбу с напыленным слоем в требуемый размер и свинчивают по резьбе соединяемые элементы. Технический результат заключается в обеспечении возможности получения электроизолированного разъемного соединения с высокой конструктивной прочностью и высокими диэлектрическими свойствами. 1 ил.
Способ изготовления электроизолированного соединения, в котором в качестве электроизоляционного материала используют композит на основе ленточного материала и отверждаемого клея, отличающийся тем, что на соединяемых элементах нарезают резьбу, при этом на одном из соединяемых элементов нарезают резьбу с прослабленным профилем, на резьбовой участок элемента с прослабленным профилем резьбы наносят слой композита с добавкой наполнителя из керамического нанопорошкового материала, на слое композита повторно нарезают резьбу с менее прослабленным профилем, на поверхность резьбы с прослабленным профилем наносят упрочняющее покрытие, окончательно обрабатывают резьбу с напыленным слоем в требуемый размер, свинчивают по резьбе соединяемые элементы.
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТОВОГО ЭЛЕКТРОИЗОЛИРОВАННОГО ТРУБОПРОВОДНОГО СОЕДИНЕНИЯ | 2007 |
|
RU2341720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА ОТ КОРРОЗИИ | 1998 |
|
RU2131949C1 |
| ТОКОИЗОЛИРУЮЩЕЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДА | 2000 |
|
RU2174638C1 |
| УСТРОЙСТВО ДЛЯ РАЗРАВНИВАНИЯ, РЫХЛЕНИЯ И ЗАДЕЛЫВАНИЯ СЛЕДОВ КОЛЕС СЕЛЬСКОХОЗЯЙСТВЕННОГО АГРЕГАТА | 2007 |
|
RU2348132C1 |
| US 3441293 A1, 29.04.1969. | |||

