Изобретение относится к области авиационной техники, к способам формирования упрочняющего элемента из металломатричного композита на диске и/или барабане ротора газотурбинного двигателя.
Известен способ усиления роторов турбомашин присоединением силового кольца, сформированного из металломатричного композита, предусматривающий послойную намотку керамических нитей на выпуклый объемный элемент ротора, подачу порошкового сплава на керамический слой из нитей и последующее сплавление сплава и слоя из нитей с образованием металломатричного композита.
/RU 2596894 С1 МПК F02C 7/00, F04D 29/28, F01D 5/06, F01D 5/28, F01D 5/30 Опубликовано: 10.09.2016 (см. с. 5 строки 10-37)./
В данном решении используются порошковый сплав или покрытые слоем металла (плакированные), например, титаном (Ti) или титановым припоем неметаллические керамические нити, например, из карбида кремния (SiC), с последующим соединением порошкового сплава и намотанных керамических нитей в единое цельное кольцо путем расплавления металлического слоя под действием высоких температуры и давления и последующего охлаждения.
Недостатком данного решения является неопределенность свойств металломатричного композита после сплавления связующего в камере с повышенными давлением и температурой из-за очевидного прослабления намотанных нитей, энергозатратность и сложность предварительной подготовки нити.
Ожидаемый технический результат - повышение технологичности, снижение массы конструкции, обеспечение ремонтопригодности ротора лопаточной машины, повышение механических свойств и качества покрытия. Ожидаемый технический результат достигается тем, что в известном способе упрочнения элемента в виде тела вращения ротора турбомашины металломатричным композитом, включающий послойную намотку керамических нитей на указанный элемент, подачу порошкового сплава на керамический слой из нитей и последующее сплавление сплава и слоя из нитей с образованием металломатричного композита, по предложению, упомянутый элемент вращают относительно его продольной оси, а керамическую нить наматывают в виде полосы при расстоянии между нитями в ней равном 1-3 диаметра керамической нити с поверхностной плотностью 40-180 г/м2, порошковый сплав предварительно расплавляют и непрерывно подают не ранее касания полосы и элемента ротора или сформированного на роторе слоя металломатричного композита с расходом, обеспечивающим сплавление керамической нити и образование слоя металломатричного композита на участке нормированной длины, длина которого определяется из соотношения L=(0,52…1,05)*r, где L - длина участка вновь образованного поверхностного слоя, r - радиус элемента в виде тела вращения, при этом образованный металломатричный композит на указанном участке нормированной длины механически обрабатывают, причем ширина обрабатывающего инструмента равна или больше ширины полосы керамических нитей. Упрочняют элементы ротора в виде дисков или барабанов. По наружной поверхности элемента ротора через равные промежутки могут быть расположены средства для крепления хвостовиков лопаток, выполненные в виде корневых элементов под сварку по форме профиля лопатки. В качестве порошкового сплава используют порошковые сплавы на основе титана, никеля, алюминия, а качестве керамических нитей - карбид-кремниевые волокна.
Сущность изобретения заключается в следующем:
По предложению наматывание нити на объемный элемент ротора осуществляют путем вращения ротора относительно продольной оси и подачи нити с катушки или кассеты (не показано) без ее перемещения относительно объемного элемента. Такой прием наматывания нити позволяет упростить устройства, требуемые для обеспечения процесса, и создать нормированные усилия натяжения нити. Керамическую нить предложено наматывать в виде полосы шириной, не превышающей ширину обрабатывающего инструмента. При большой протяженности диска или ротора керамическое покрытие наносят последовательно или сразу несколькими группами устройств.
Керамические нити в полосе должны быть расположены на расстоянии между нитями, равном 1…3 диаметрам нити с поверхностной плотностью 40…180 г/м2. При расстоянии между нитями больше трех ее диаметров и поверхностной плотности менее 40 г/м образуемое покрытие не будет обладать достаточными механическими свойствами, а при расстоянии между нитями меньше единицы ее диаметров и поверхностной плотности более 180 г/м образуемое покрытие будет обладать значительной пористостью из-за сложности проникновения расплава между нитями, вследствие чего возникновение неоднородной структуры при кристаллизации.
Предварительно расплавленный порошковый сплав непрерывно подают не ранее точки касания полосы и элемента ротора или керамического слоя из нитей. Расход подаваемого расплава должен обеспечивать сплавление нити и образование слоя металломатричного композита на участке нормированной длины.
Длину участка вновь образованного поверхностного слоя синхронизируют в зависимости от скорости вращения диска, силы натяжения нити, поверхностной плотности нитей в полосе, расхода и температуры подаваемого сплава, условий охлаждения ротора и которая выбирается в зависимости от радиуса объемного элемента в виде тела вращения из соотношения L=(0,52-1,05)*r, где L -длина участка вновь образованного поверхностного слоя; r - радиус объемного элемента в виде тела вращения.
При получении участка вновь закристаллизовавшегося сплава меньше нормированной длины повышаются затраты на механическую обработку, а при превышении размера значительно ухудшается качество наносимого покрытия.
Закристаллизовавшийся металломатричный композит на участке нормированной длины механически обрабатывают до толщины близкой к диаметру керамической нити. Чем меньше толщина слоя после обработки, тем выше механические свойства покрытия. Ширина обрабатывающего инструмента должна быть равна или больше ширины полосы керамической нити во избежание возникновения «огранки» поверхности при поперечном ходе режущего инструмента.
Способ формирования металломатричного композита поясняется графическими материалами:
На фиг. 1 схема нанесения покрытия на диск лопаточной машины;
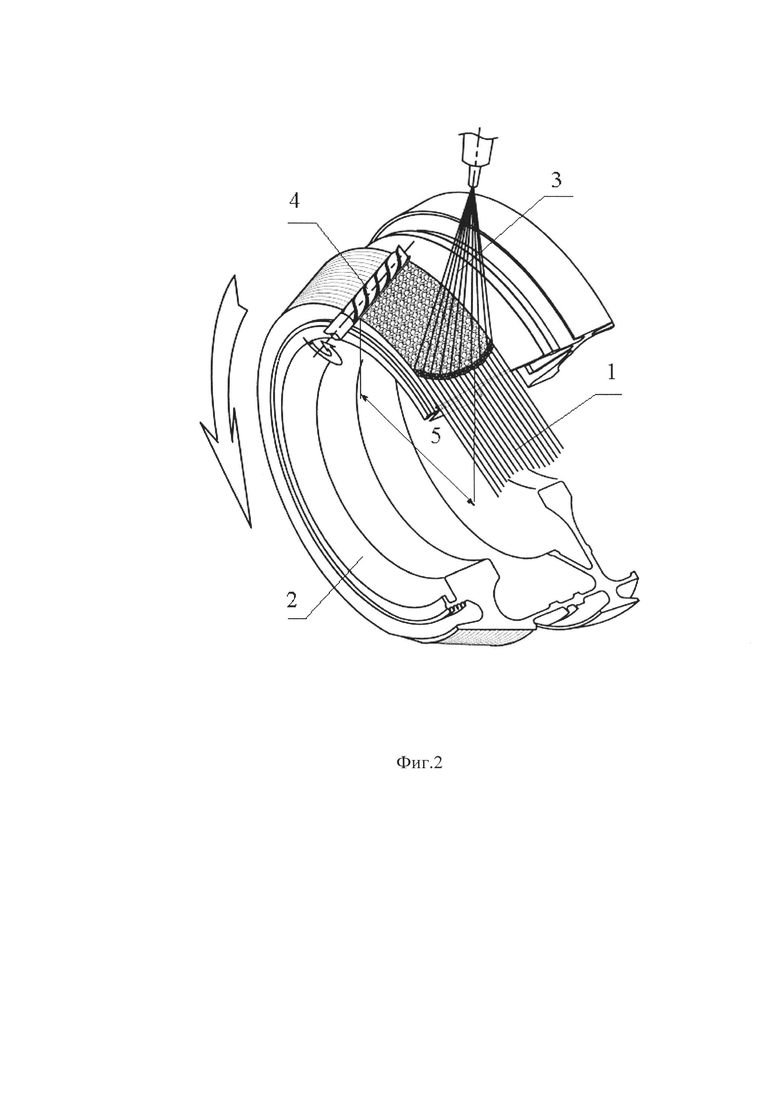
На фиг. 2 схема нанесения покрытия на барабан лопаточной машины;
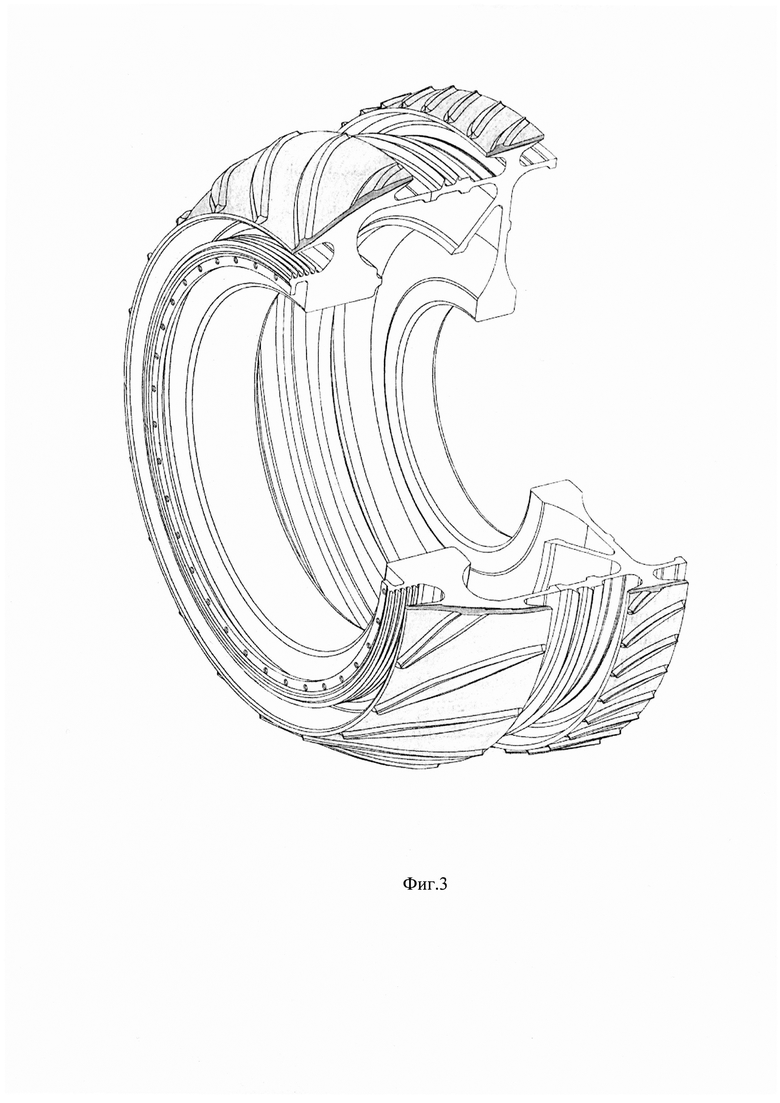
На фиг. 3 средства расположения элементов для крепления хвостовиков лопаток.
Керамическую нить в виде полосы 1, за счет вращения диска или барабана 2, наматывают на него с контролируемым натяжением. В точку касания диска и полосы подают расплавленный порошковый сплав 3, который затвердевает на участке поверхности диска длиной 5. Вновь образованный поверхностный слой после полного его затвердевания механически обрабатывают (фрезеруют) 4.
Примеры реализации способа.
1. Нанесение покрытия Фиг. 1 на диск лопаточной машины..
Металлический (например, титановый) диск ротора, закрепленный на станке, вращали в направлении, противоположном от устройства обеспечивающего подачу и требуемое натяжение нити. Керамические нити из SiC в виде полосы с поверхностной плотностью 170 г/м2 в один слой наматывали на диск.
В процессе намотки расплавляли порошковый титановый сплав и непрерывно подавали на диск не ранее точки касания полосы керамической нити с элементом ротора. Скорость вращения барабана, расход подаваемого сплава его температуру синхронизировали друг с другом и обеспечивали сплавление нити и затвердевание вновь образованного слоя металломатричного композита на участке длиной L1=270 мм от места подачи расплава на диск.
Вновь образованный слой металломатричного композита подвергали механической обработке фрезой. Толщина материала после механической обработки примерно равнялась толщине нити. На слой нитей за очередной оборот диска наносился следующий слой и затем также механически обрабатывался. Таким образом намоткой послойно формировали металломатричный композит со множеством слоев.
Количество слоев нитей в 1 мм толщины покрытия составило семь нитей.
2. Нанесение покрытия Фиг. 2 на барабан турбомашины.
Металлический (например, титановый) барабан ротора, закрепленный на станке, вращали в направлении, противоположном от устройства обеспечивающего подачу и требуемое натяжение нити. Керамические нити из SiC в виде полосы с поверхностной плотностью 57 г/м2 с диаметром нити 100 мкм, ориентировали по направлению угла наклона образующей барабана и в один слой наматывали на барабан.
Титановый расплав непрерывно подавали на барабан, синхронизировали скорость вращения барабана, расход подаваемого сплава и его температуру и обеспечивали сплавление нити и затвердевание вновь образованного слоя металломатричного композита на участке длиной L=190 мм от места подачи расплава. Вновь образованный слой металломатричного композита подвергали фрезерной обработке и послойно формировали металломатричный композит со множеством слоев.
Количество слоев нитей в 1 мм толщины покрытия составило девять нитей.
Приведенные примеры не являются единственно исчерпывающими. В рамках предложения металлокомпозитные покрытия могут быть нанесены на основе W/SiC, W/B и других керамических нитей.
Предложенная технология позволяет не только следом за намоткой подавать связующее послойно, но и формировать на внешней поверхности диска/барабана профилированные выступы для последующей приварки перьев лопаток сваркой трением (Фиг. 3).
Применение изобретения повышает технологичность процесса формирования покрытия, позволяет снизить массу конструкции, обеспечить ремонтопригодность ротора лопаточной машины, повысить механические свойства покрытия за счет гарантированного создания предварительного напряжения в нитях и повышения в 3…4 раза количества армирующих нитей на 1 мм толщины покрытия, повысить качество покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения элементов турбомашины металломатричным композитом и установка для его осуществления | 2019 |
|
RU2724226C1 |
| БАРАБАН РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2596894C1 |
| БАРАБАН РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2596895C1 |
| МЕТАЛЛОМАТРИЧНЫЙ КОМПОЗИТ | 2000 |
|
RU2183687C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
| ЭЛЕМЕНТ ЭЛЕКТРОНИКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2545522C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| Металлокерамический композит и способ его получения (варианты) | 2016 |
|
RU2640055C1 |
| Способ получения цилиндрических армированных элементов для изготовления деталей моноколеса газотурбинного двигателя | 2020 |
|
RU2761530C1 |
| НОСИТЕЛЬ КАТАЛИЗАТОРА НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2234978C1 |

Изобретение относится к области авиационной техники, к способам формирования упрочняющего элемента из металломатричного композита на диске и/или барабане ротора газотурбинного двигателя. Способ упрочнения элемента в виде тела вращения ротора турбомашины металломатричным композитом включает послойную намотку керамических нитей на указанный элемент, подачу порошкового сплава на керамический слой из нитей и последующее сплавление сплава и слоя из нитей с образованием металломатричного композита. Упомянутый элемент вращают относительно его продольной оси, а керамическую нить наматывают в виде полосы при расстоянии между нитями в ней, равном 1-3 диаметра керамической нити с поверхностной плотностью 40-180 г/м2. Порошковый сплав предварительно расплавляют и непрерывно подают не ранее места касания полосы и элемента ротора или сформированного на роторе слоя металломатричного композита с расходом, обеспечивающим сплавление керамической нити и образование слоя металломатричного композита на участке нормированной длины, длина которой определяется из соотношения L=(0,52-1,05)*r, где L – длина участка вновь образованного поверхностного слоя, r – радиус элемента в виде тела вращения. Образованный металломатричный композит на указанном участке нормированной длины механически обрабатывают, причем ширина обрабатывающего инструмента равна или больше ширины полосы керамических нитей. В частных осуществлениях изобретения упрочняют элементы ротора в виде дисков или барабанов. По наружной поверхности элемента ротора через равные промежутки расположены средства для крепления хвостовиков лопаток, выполненные в виде корневых элементов под сварку по форме профиля лопатки. В качестве порошкового сплава используют порошковые сплавы на основе титана, никеля, алюминия. В качестве керамических нитей используют карбид-кремниевые волокна. Обеспечивается повышение технологичности процесса формирования покрытия, снижение массы конструкции, обеспечение ремонтопригодности ротора лопаточной машины, повышение механических свойств покрытия за счет гарантированного создания предварительного напряжения в нитях и повышения в 3-4 раза количества армирующих нитей на 1 мм толщины покрытия и повышение качества покрытия. 4 з.п. ф-лы, 3 ил., 1 пр.
1. Способ упрочнения элемента в виде тела вращения ротора турбомашины металломатричным композитом, включающий послойную намотку керамических нитей на указанный элемент, подачу порошкового сплава на керамический слой из нитей и последующее сплавление сплава и слоя из нитей с образованием металломатричного композита, отличающийся тем, что упомянутый элемент вращают относительно его продольной оси, а керамическую нить наматывают в виде полосы при расстоянии между нитями в ней, равном 1-3 диаметра керамической нити с поверхностной плотностью 40-180 г/м2, порошковый сплав предварительно расплавляют и непрерывно подают не ранее места касания полосы и элемента ротора или сформированного на роторе слоя металломатричного композита с расходом, обеспечивающим сплавление керамической нити и образование слоя металломатричного композита на участке нормированной длины, длина которой определяется из соотношения L=(0,52-1,05)*r, где L – длина участка вновь образованного поверхностного слоя, r – радиус элемента в виде тела вращения, при этом образованный металломатричный композит на указанном участке нормированной длины механически обрабатывают, причем ширина обрабатывающего инструмента равна или больше ширины полосы керамических нитей.
2. Способ по п. 1, отличающийся тем, что упрочняют элементы ротора в виде дисков или барабанов.
3. Способ по п. 1, отличающийся тем, что по наружной поверхности элемента ротора через равные промежутки расположены средства для крепления хвостовиков лопаток, выполненные в виде корневых элементов под сварку по форме профиля лопатки.
4. Способ по п. 1, отличающийся тем, что в качестве порошкового сплава используют порошковые сплавы на основе титана, никеля, алюминия.
5. Способ по п. 1, отличающийся тем, что в качестве керамических нитей используют карбид-кремниевые волокна.
| БАРАБАН РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2596894C1 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОСТНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ВОЛОКНА | 2008 |
|
RU2469123C2 |
| Композиционный материал | 1976 |
|
SU643088A3 |
| US 20170159459 A1, 08.06.2017 | |||
| US 20130330189 A1, 12.12.2013. | |||

