Изобретение относится к металлургическому производству и пригодно как элемент оснастки горизонтальной машины литья под давлением для получения отливок из цветных и черных сплавов.
Известен пресс - поршень этих машин, содержащий соединенный со штоком наружной резьбой хвостовик корпуса с конусным наружной передней частью, охваченного навернутым кольцом - втулкой с конусным в передней части отверстием и продольными прорезями, закрытыми с его заднего торца, с которого выполнены на нем под ключ лыски, закрытые с его переднего торца; кроме того, с конца хвостовика корпуса образована полость под трубку, установленную в ней с зазором для циркуляции хладагента, обеспечивающего отвод тепла от пресс - поршня при работе (см. а.с. SU 1080922 A от 23.03.1984).
Его недостатки: значительная длина корпуса из-за хвостовика, ввернутого в шток, и поэтому повышенный расход металла на его изготовление; отсутствие герметизации резьбового соединения хвостовик корпуса - шток и попадание по этому соединению хладагента - воды в камеру прессования от перемещающегося по ней пресс - поршня со штоком при работе, что увеличивает пористость получаемых отливок; неэффективное охлаждение корпуса в зоне пересечения его переднего торца и боковой поверхности вследствие значительной толщины стенок от дна его полости до этой зоны; отсутствие идеального теплового контакта между поверхностями корпуса и кольца - втулки, увеличивающего там термосопротивление и перегрев последнего с ускоренным износом его; попадание в прорези кольца - втулки сплава и соединение его с корпусом исключает вращение этого кольца, что делает неремонтопригодным такой пресс - поршень; попадание сплава в резьбовое соединение гайка - корпус затрудняет сворачивание ее с корпуса.
Известен другой пресс - поршень чешских машин литья под давлением серий CLOO, CLH 160, 250, 400, 630 и 1000 (см. приложение: страница Т.18.2. описания одной из них заявленных материалах), имеющий с заднего торца полость под шток и лыски на боковой поверхности под ключ (см. ГОСТы 2839-80 и 2841-80); смещенные между собой в угловом направлении и закрытые с переднего торца его.
Недостатки такого пресс - поршня: при наворачивании его на шток возможен срыв ключа с лысок, открытых с заднего торца: уменьшение площади его боковой поверхности и, следовательно, площади контакта с камерой прессования; увеличение трудоемкости его из-за наличия 4-х лысок; уменьшенная площадь его поперечного сечения из-за выполнения этих лысок в одном месте; из-за открытых с заднего торца лысок возрастает осевой в горизонтальной плоскости перекос пресс - поршня в камере прессования из-за уменьшения его контактной длины на длину лысок и подлив залитого в камеру прессования сплава в зазоры между этими элементами оснастки, ухудшающий качество литья вследствие увеличения трения между ними и поэтому падение давления запрессовки сплава из камеры в пресс - форму.
Второй пресс - поршень взят за прототип, так как имеет большее количество сходных призраков с предлагаемым техническим решением.
Задачей предлагаемого изобретения является устранение этих недостатков пресс - поршня: исключение срыва ключа с него при наворачивании (сворачивании) его на шток; увеличение площадей поперечного сечения его в зоне расположения лысок и контакта его с камерой прессования; уменьшение трудоемкости его и осевого перекоса его в камере прессования с одновременным улучшением качества литья по пористости и поверхности твердости.
Указанная цель достигается тем, что у пресс - поршня горизонтальной машины литья под давлением, имеющего с заднего торца полость под шток, а также наружные лыски под ключ, закрытые с переднего торца и смещенные между собой в угловом направлении, лыски выполняют закрытыми и с заднего торца и глубиной 2 мм при его диаметре ≤50 мм и 2,5 мм при диаметре >50 мм и располагают по периметру с угловым шагом ≤180°; лыски, образующие пары в количестве >1, могут быть смещены и в осевом направлении.
Сопоставительный анализ предлагаемого решения с прототипом показывает, что оно отличается тем, что лыски под ключ выполняются закрытыми и с заднего торца пресс - поршня; глубина этих лысок 2 мм при его диаметре ≤50 мм и 2,5 мм при диаметре >50 мм; их располагают по его периметру с угловым шагом ≤180° и могут смещать их, образующих пары в количестве >1, друг относительно друга и в осевом направлении.
Выполнением на пресс - поршне лысок, закрытых и с заднего торца, гарантируется надежность охвата его ключом без опрокидывания влево его и последующего срыва с них при наворачивании (сворачивании) пресс - поршня на шток; уменьшается его трудоемкость из-за меньшей глубины лысок, выполняемых, например, фрезерованием за 1-2 прохода вместо 2-3 при глубине их в 4,5 мм; меньшей глубиной лысок увеличивается его боковая поверхность и площадь контакта его с камерой прессования и уменьшается износ этих элементов оснастки; из-за закрытых и с заднего торца лысок возрастает длина контакта пресс - поршня с камерой прессования, равная длине его, и поэтому уменьшаются осевой перекос его в горизонтальной плоскости, подлив сплава в зазоры между его передней частью и камерой, силы трения между ними, чем повышается давление запрессовки сплава из камеры прессования в пресс - форму и качество получаемых отливок по пористости и поверхностной твердости.
Смещением в осевом направлении лысок предлагаемой глубины у пресс - поршня, образующих пары в количестве >1, сводится к минимуму уменьшение площади поперечного сечения и ослабление его в зоне нахождения лысок и повышается эксплуатационная прочность этого элемента оснастки.
Уменьшением количества лысок до 2 обеспечивается выше приведенный эффект и снижается трудоемкость пресс - поршня не только малого диаметра ≤50 мм, но и больших диаметров, а большим количеством образуемых ими пар (>1) облегчается их сборка (разборка) со штоками непосредственно на горизонтальной машине литья над давлением.
Приведенное выше свидетельствует, что прилагаемое решение обладает новизной, существенными отличиями по сравнению с известными решениями промышленно применимо и, следовательно, соответствует критерию изобретения.
Предлагаемый пресс - поршень представлен на фиг.1.
Он выполнен в диаметр Ǿ и имеет с заднего торца 1 полость 2 под шток, на переднюю часть которого наворачивается своей внутренней резьбой, образованной на боковой поверхности этой полости. На наружной боковой поверхности его образованы закрытые и с заднего торца 1 лыски 3 и 4, располагающиеся по периметру с угловым шагом =180°, причем выбор этого шага их определяется диаметром Ǿ пресс - поршня: при больших диаметрах (>50 мм) требуется больше количества их (4,6 и более) для удобства присоединения его к штоку непосредственно на машине литья под давлением и тогда этот шаг <180°, а при малых диаметрах (≤50 мм) меньшее количество их (две) и тогда угловой шаг равен 180°.
Эти лыски, образующие пары, когда их >1, могут смещаться между собой и в осевом направлении, например, 3 и 4, 5 и 6, 7 и 8, причем соседние пары могут быть отделены друг от друга цилиндрическими участками пресс - поршня, чем повышается поперечная площадь и, следовательно, его прочность.
При этом из-за малой толщины стенок пресс - поршня в зоне между задним торцом 1 и началом резьбовой поверхности его, особенно при малых диаметрах (Ǿ40), эти лыски необходимо выполнять в средней части его с расположением их между собой под углом 180°,
Например, у пресс - поршня Ǿ40 мм внутренняя резьба М33, диаметр полости между началом полости 2 и задним торцом 1 равен 35 мм, и, следовательно, локальная минимальная толщина стенки равна 0,5 мм в зоне расположения лысок глубиной 2 мм у заднего торца.
При образовании лысок5 и 6 или 7 и 8 в зоне резьбовой поверхности пресс - поршня локальная минимальная толщина стенок там равна 20-16,5-2=1,5 мм, чем гарантируется поперечная прочность его, когда он находится в крайнем заднем положении и базируется в камере прессования только своей передней частью длиной 30 мм, равной длине перемычки этой камеры. Поэтому для пресс - поршней диаметрами 40 и 50 мм целесообразнее наличия двух лысок, размещенных между собой под углом 180°.
Рассмотрим пример реализации предлагаемых решений в пресс - поршне Ǿ50 мм, длиной L=100 мм и укажем преимущества его по сравнению с прототипом такого же диаметра и длины.
У последнего - лыски длиной А=15 мм (для пресс - поршней Ǿ40-90 мм А>В=9÷24 мм, где В - толщина ключа с зевами S=36÷85 мм соответственно для выше указанных диаметров их, причем до Ǿ≤50 мм размеры зева S=36,41 и 46, а при Ǿ>50 мм зевы изменяются на 5 мм при увеличении Ǿ пресс - поршня на такое же значение) закрыты только с переднего торца; резьба М33 и диаметр полости у заднего торца 1 равен 35 мм. Следовательно, минимальная толщина стенок в зоне лысок, выполненных в размер S=41, равна 25-17,5-4,5=3 мм.
Его осевой перекос в горизонтальной плоскости камеры прессования от силы тяжести пресс - поршня со штоком, весящих от 10 до 100 кг и более при диаметре его Ǿ40÷160 мм из-за открытых с заднего торца лысок при вытеснении сплава из нее в пресс - форму равен:
tgα'=2Δ'з/L-A=2*0,028/85=0,0065 и α'=0°22'.
Здесь Δ'з - суммарный диаметральный зазор между пресс - поршнем и камерой прессования, определяемый допусками на их номинальные размеры, Δ'=Δкп+Δпп, считая эти элементы новыми, не бывшими в эксплуатации; на камеру прессования допуск Δкп=0,04 мм, а на пресс - поршень Δпп=0,2 мм.
Предлагаемым пресс - поршнем с эффектным охлаждением (см патент. №2179907 от 22.05.2000 г.) обеспечивается нагрев его к началу очередной запрессовки сплава в пресс - форму из камеры прессования не более 40°С и, следовательно, допуск на его диаметр Δпп=0.04 мм при длине его L=100 мм, так как лыски закрыты и с заднего торца его. В этом случае осевой перекос его в камере прессования будет равен:
tgα”=2Δз”/L=2(Δпк+Δ'пп)/L=2(0,04+0,04)/100=0,16/100=0,0016, α"=0°6'.
Таким образом, осевой перекос предлагаемого пресс - поршня в камере прессования уменьшается как минимум в 3,5 раза и во столько же раз уменьшаются подлив сплава под него и трение между ними и поэтому возрастет давление запрессовки сплава из камеры в пресс - форму с улучшением качества литья по пористости и поверхностной твердости.
По сравнению с прототипом у предлагаемого пресс - поршня идентичного диаметра боковая поверхность в зоне расположения 4-х лысок глубиной в 2 мм лысок возрастает на 50%.
Аналогичное будет иметь место и при других диаметрах его, чем уменьшается износ наружной боковой поверхности, перемещающейся по внутренней поверхности камеры прессования.
Поперечная площадь предлагаемого пресс - поршня указанного выше диаметра с внутренней резьбой М33 и двумя предлагаемыми лысками, образованными в зоне ее расположения, увеличивается в 1,25 раза по сравнению с этим параметром прототипа с 4-мя лысками у заднего торца его, чем повышается и прочность такого пресс - поршня.
Наличием у лысок передней и задней стенок исключается боковое опрокидывание ключа, охватывающего своим зевом пару лысок, при навертывании пресс - поршня на шток на машине литья под давление, что сокращает время сборки (разборки) его со штоком и исключает производственный травматизм слесарей - наладчиков этих машин.
Таким образом, предлагаемым пресс - поршнем уменьшается его трудоемкость, увеличивается его поперечная площадь и площадь контакта его с камерой прессования, а так же уменьшается осевой перекос его в ее горизонтальной плоскости, чем повышается качество отливок по пористости и поверхностной твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поршневой узел машины литья под давлением | 2018 |
|
RU2709300C1 |
| Поршневой узел машины литья под давлением | 2018 |
|
RU2679855C1 |
| Прессующий узел машины литья под давлением | 2016 |
|
RU2637033C1 |
| Поршневой узел машины литья под давлением | 2018 |
|
RU2680320C1 |
| Шток горизонтальной машины литья под давлением | 2016 |
|
RU2633813C1 |
| Шток горизонтальной машины литья под давлением (ГМЛПД) | 2016 |
|
RU2631211C2 |
| Поршневой узел машины литья под давлением | 2023 |
|
RU2817549C1 |
| Прессующий поршневой узел машины литья под давлением | 2017 |
|
RU2653383C1 |
| Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением (ГМЛПД) | 2018 |
|
RU2679856C1 |
| Поршневой узел машины литья под давлением | 2017 |
|
RU2679024C1 |
Изобретение относится к литейному производству. Прессующий поршень имеет с заднего торца полость под шток и несколько пар наружных лысок под ключ. Лыски выполнены с закрытыми с переднего и заднего торцов поршня и смещены между собой в угловом направлении. При диаметре поршня ≤50 мм лыски выполнены глубиной 2 мм, при диаметре поршня >50 мм - глубиной 2,5 мм. Пары лысок могут быть смещены между собой в осевом направлении. Обеспечивается увеличение поперечной площади, длины и площади контакта поршня с камерой прессования и повышение качества отливок. 1 з.п. ф-лы, 1 ил., 1 пр.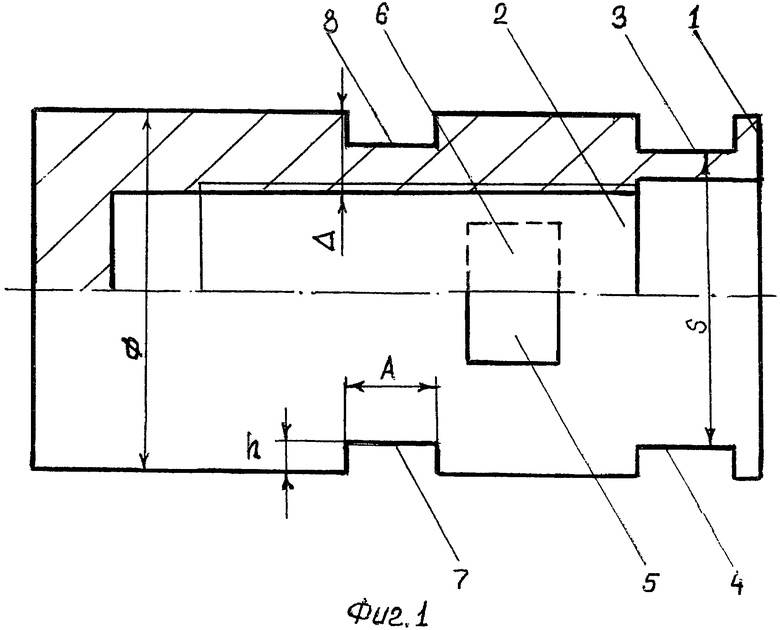
1. Прессующий поршень машины литья под давлением, содержащий полость под шток, выполненную с заднего торца, и пары наружных лысок под ключ, закрытые с переднего торца и смещенные между собой в угловом направлении, отличающийся тем, что лыски закрыты с заднего торца прессующего поршня, выполнены глубиной 2 мм при его диаметре ≤50 мм и 2,5 мм при диаметре >50 мм.
2. Прессующий поршень по п.1, отличающийся тем, что пары лысок смещены между собой в осевом направлении.
| Пневмогидравлический усилитель привода преимущественно сцепления транспортного средства | 1982 |
|
SU1050922A1 |
| Прессующий поршень машины литья под давлением | 1984 |
|
SU1225680A2 |
| САМОУПЛОТНЯЕМЬ1Й ПРЕСС-ПОРШЕНЬ12 | 0 |
|
SU398335A1 |
| Барабанный грохот-дробилка для обогащения каменного угля | 1920 |
|
SU3229A1 |

