ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к баку для хранения топлива, в частности к баку из композиционного материала, представляющему собой наиболее подходящий вариант исполнения для бака, встроенного в крыло летательного аппарата, крылу, снабженному подобным баком, и способу изготовления бака из композиционного материала.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Как правило, большая часть топливных баков, используемых для содержания топлива, выполнена из металла, такого как алюминиевый сплав и, в частности, в авиации, все компоненты встроенного бака, или часть образующих бак компонентов, являются теми же металлическими компонентами, из которых выполнено основное крыло, и, следовательно, изготовлены из металла.
В последние годы в отрасли промышленности, связанной с производством транспортного оборудования, включая авиастроение, такие композиционные материалы, как армированные пластики, начали использовать для изготовления конструкционных элементов, в частности, корпуса самолета или основных крыльев, с целью снижения веса и соответствующего улучшения эксплуатационных характеристик.
В подобных случаях во встроенном баке, выполненном из тех же компонентов, которые составляют основное крыло, часть бака или весь бак целиком выполнены из композиционного материала. В настоящее время предложен ряд вариантов топливных баков, выполненных из композиционных материалов, что, в частности, указано в патентной литературе 1 и 2.
Список цитируемых источников
Патентная литература
ПЛ 1 - поданная в Японии заявка на изобретение №07-172395
ПЛ 2 - поданная в Японии заявка на изобретение №07-033089
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая задача
Например, если в качестве армированного углепластика, из которого выполнен топливный бак, использован армированный углеродным волокном пластик (АУВП), то обработка АУВП резанием при выполнении сквозных отверстий и подобных им элементов, служащих для присоединения АУВП к упрочняющим и подобным им элементам, ведет к образованию заусенцев по периферии срезаемых участков. Наличие заусенцев обусловливает большую предрасположенность АУВП к ухудшению прочностных характеристик.
Кроме того, если используемые в вышеупомянутом соединении другие конструкционные элементы выполнены из такого материала как алюминий, который обладает электрическим потенциалом, отличным от АУВП, то на участке соприкосновения с другим конструкционным элементом и топливным баком формируется локальный гальванический элемент. Соответственно, при вхождении указанных материалов, обладающих разными электрическими потенциалами, в контакт через раствор электролита, например воду, в металле с более низким электрическим потенциалом возникает коррозия.
Другими словами, углеродные волокна АУВП электрически инертны, как и благородные металлы, и обеспечивают более высокую степень стойкости по сравнению с более электрически активными металлическими материалами, такими как алюминий. Таким образом, возникает проблема, которая заключается в том, что при соприкосновении конструкционных элементов с топливным баком менее стойкие конструкционные элементы подвергаются коррозии.
В одном известном способе решения указанной проблемы, связанной с использованием АУВП, в качестве поверхностного слоя для компонентов, выполненных из АУВП, предложено использовать армированный стекловолокном пластик (АСВП).
Однако, поскольку АСВП является изоляционным материалом, то появляется проблема электризации, возникающей между потоком топлива и топливным баком.
Помимо этого, указанный тип электризации, который потенциально может служить источником воспламенения, не соответствует нормам Федеральных авиационных правил США (FAR 25.981), поэтому возникает проблема при применении вышеуказанной конструкции в топливном баке летательного аппарата.
В обычных топливных баках, выполненных из металла, например алюминиевого сплава, возникновение электризации между потоком топлива и топливным баком маловероятно по причине высокой степени электропроводности алюминиевого сплава.
Изобретение предложено ввиду вышеуказанных обстоятельств, и, соответственно, целью изобретения является предоставление бака из композиционного материала, обеспечивающего подавление электризации и электрохимической коррозии, и наряду с этим предотвращающего ухудшение прочностных характеристик. Также согласно изобретению предложено крыло, содержащее бак из композиционного материала, и предложен способ изготовления бака из композиционного материала.
Решение задачи
В соответствии с указанной целью изобретение включает следующие аспекты.
В соответствии с первым аспектом изобретения бак из композиционного материала содержит корпус бака, внутри которого содержится горючее вещество, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий по меньшей мере те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, обеспечивающих перенос зарядов сквозь второй смоляной участок от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, причем волокно, включенное во второй смоляной участок, обладает более высоким удельным сопротивлением по сравнению с волокном, включенным в первый смоляной участок, при этом второй смоляной участок образует слой, изолирующий первый смоляной участок от металлического участка.
В вышеуказанном баке из композиционного материала в соответствии с первым аспектом изобретения вследствие того, что второй смоляной участок выполнен с электропроводящими участками, величина заряда, который несет на себе второй смоляной участок, меньше по сравнению со случаем, в котором отсутствуют электропроводящие участки.
В частности, если горючее вещество, содержащееся в корпусе бака, является жидкостью, например топливом, то на внутренней поверхности корпуса бака возникает обусловленный электризацией ток. Поскольку волокно, включенное во второй смоляной участок, обладает более высоким удельным сопротивлением по сравнению с волокном, включенным в первый смоляной участок, то второй смоляной участок легче несет на себе электрический заряд по сравнению с первым смоляным участком. При этом по достижении зарядом вблизи электропроводящего участка второго смоляного участка определенного значения происходит перенос заряда, который несет на себе второй смоляной участок, через электропроводящий участок к первому смоляному участку.
Поскольку второй смоляной участок расположен так, чтобы покрывать те участки, которыми первый смоляной участок примыкает к металлическому участку, или, другими словами, поскольку второй смоляной участок помещен между первым смоляным участком и металлическим участком, то обеспечена возможность подавления коррозии металлического участка.
Другими словами, второй смоляной участок является изолирующим слоем первого смоляного участка и металлического участка, и поэтому, по сравнению со случаем, в котором первый смоляной участок и металлический участок входят в непосредственное соприкосновение, металлический материал, из которого выполнен металлический участок, является более устойчивым к ионизации. В результате такого решения коррозия металлического материала менее вероятна по сравнению со случаем, в котором первый смоляной участок и металлический участок входят в непосредственное соприкосновение.
В вышеуказанном баке из композиционного материала в соответствии с первым аспектом изобретения электропроводящие участки предпочтительно являются участками, выполненными исключительно из смолы, при этом они проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка.
При использовании указанной конструкции предоставлена возможность подавления коррозии металлического участка в большей степени по сравнению со случаем, в котором во втором смоляном участке выполнены электропроводящие участки в форме сквозных отверстий.
Другими словами, поскольку первый смоляной участок покрыт электропроводящими участками, выполненными исключительно из смолы, то первый смоляной участок лишен возможности войти в соприкосновение с влагой или аналогичным влаге веществам, содержащимся в горючем веществе. Соответственно, металлический участок не входит в электрический контакт с волокнами, включенными в первый смоляной участок через посредство аналогичного влаге вещества, при этом исключена коррозия металлического участка.
В вышеуказанном баке в соответствии с первым аспектом изобретения второй смоляной участок предпочтительно выполнен посредством расположения волокон в виде планарной структуры с последующей пропиткой волокон смолой, а электропроводящие участки предпочтительно являются участками, из которых волокна удалены.
К примерам планарной структуры волокон относятся изделия, выполненные посредством перекрещивания волокон и, предпочтительно, однослойные тканые материалы такие, как ткани с миткалевым переплетением и ткани с атласным переплетением. Также возможно использовать другие структуры, в частности материалы с однонаправленным плетением, в которых волокна расположены параллельно.
Использование указанного типа структуры предоставляет возможность легко сформировать электропроводящие участки без образования заусенцев и аналогичных недостатков, которые ухудшают прочностные характеристики бака из композиционного материала.
В частности, имеется возможность выполнить вышеуказанную структуру либо посредством подготовки материала, в котором волокна расположены в виде планарной структуры и удаления данных волокон из определенных участков с последующей пропиткой волокон смолой и образованием тем самым второго смоляного участка со встроенными электропроводящими участками, либо посредством пропитки смолой материала, в котором волокна расположены в виде планарной структуры, с последующим формированием участков, из которых удалены волокна.
При этом в способе электропроводящие участки выполнены так, что они образованы исключительно из смолы и проходят насквозь от поверхности второго смоляного участка, который входит в контакт с горючим веществом, до первого смоляного участка.
Примеры способа, используемого для удаления волокон из определенных участков, включают способы извлечения части волокон из планарной структуры, и способы отрезания части волокон планарной структуры.
Как вариант, материал, подготовленный посредством расположения волокон в виде планарной структуры с последующей пропиткой волокон смолой, помещен, например ламинированием, на первый смоляной участок, или на неотвержденный первый смоляной участок с последующим отверждением смолы, при этом предусмотрена возможность выполнения микроотверстий, которые функционируют в качестве электропроводящего участка, либо механической обработкой, либо приложением электрического напряжения.
Крыло в соответствии со вторым аспектом изобретения снабжено описанным выше и предложенным согласно изобретению баком из композиционного материала, в котором первый смоляной участок бака из композиционного материала составляет по меньшей мере часть отсека крыла.
В крыле в соответствии со вторым аспектом изобретения вследствие того, что предлагаемый бак встроен в крыло, обеспечена возможность подавления электризации и коррозии и предотвратить ухудшение прочностных характеристик.
Используемый в данном документе в отношении первого участка из смолы в баке из композиционного материала термин «отсек крыла» относится к основной конструкционной части крыла, которая состоит из сочетания верхней панели обшивки и нижней панели обшивки, составленных из наружных панелей крыла, передних и задних лонжеронов, нервюр и стрингеров и аналогичных им элементов. Формулировка «по меньшей мере участок отсека крыла» обозначает по меньшей мере один из компонентов: верхнюю панель обшивки, нижнюю панель обшивки, лонжероны, нервюры и стрингеры.
Примеры сочетания первого смоляного участка и участка, выполненного из металлического материала, включают сочетание верхней и нижней панелей обшивки, выполненных из первого смоляного участка, и нервюр, выполненных из металлического материала, сочетание верхней и нижней панелей обшивки, выполненных из первого смоляного участка и соединительных элементов, выполненных из металлических материалов, далее упомянутых как «металлические элементы», например крепежных деталей, срезных элементов, срезных зажимов и аналогичных им элементов, сочетание лонжеронов, выполненных из первого смоляного участка, и нервюр, выполненных из металлического материала, сочетание лонжеронов, выполненных из первого смоляного участка, и металлических элементов, сочетание нервюр, выполненных из первого смоляного участка, и металлических элементов, и сочетание стрингеров, выполненных из первого смоляного участка, и металлических элементов.
Способ изготовления бака из композиционных материалов в соответствии с третьим аспектом изобретения является способом изготовления бака из композиционных материалов, содержащего корпус бака, внутри которого содержится горючее вещество, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, при этом данный способ включает этап формирования волокон второго смоляного участка в виде планарной структуры, с последующим удалением части волокон, этап пропитки смолой волокон, выполненных в виде планарной структуры, для формирования препрега, и этап отверждения смолы, введенной в препрег.
Примеры способа, используемого для формирования волокон в виде планарной структуры, включают способы перекрещивания волокон и предпочтительно способы, которые включают образование однослойного тканого материала, например, материала с миткалевым переплетением или материала с атласным переплетением.
Способ изготовления бака из композиционных материалов в соответствии с четвертым аспектом изобретения является способом изготовления бака из композиционных материалов, содержащего корпус бака, внутри которого содержится горючее вещество, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, при этом данный способ включает этап формирования волокон второго смоляного участка в виде планарной структуры, этап пропитки смолой волокон, выполненных в виде планарной структуры для формирования препрега, этап удаления части волокон из препрега и этап отверждения смолы, введенной в препрег.
При использовании вышеуказанного способа для изготовления бака из композиционного материала в соответствии с четвертым аспектом изобретения электропроводящие участки легко выполнимы без обработки резанием, которая может вызвать ухудшение прочностных характеристик корпуса бака.
В частности, их выполнение предусмотрено посредством подготовки материала, в котором волокна расположены в виде планарной структуры, образующей участки в материале, из которого удалены волокна, с последующей пропиткой материала смолой, или как вариант, посредством пропитки смолой материала, в котором волокна выполнены в виде планарной структуры, для формирования препрега с последующим формированием в препреге участков, из которых удалены волокна, при этом обеспечена возможность выполнения второго смоляного участка в виде единого целого с электропроводящими участками. В результате такого решения образованные исключительно из смолы электропроводящие участки, которые проходят насквозь от поверхности второго участка, входящего в соприкосновение с горючим веществом, до первого смоляного участка, выполнимы без обработки резанием.
Способ изготовления бака из композиционных материалов в соответствии с пятым аспектом изобретения является способом изготовления бака из композиционных материалов, содержащего корпус бака, внутри которого содержится горючее вещество, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, при этом данный способ включает этап формирования волокон второго смоляного участка в виде планарной структуры, этап пропитки смолой волокон, выполненных в виде планарной структуры, для формирования препрега, этап отверждения смолы в препреге и этап формирования ряда электропроводящих участков во втором смоляном участке, содержащем отвержденную смолу, либо посредством механической обработки, либо приложением электрического напряжения.
При использовании вышеуказанного способа для изготовления бака из композиционных материалов в соответствии с пятым аспектом изобретения электропроводящие участки легко выполнимы без ухудшения прочностных характеристик корпуса бака.
Преимущества изобретения
В соответствии с предлагаемыми баком из композиционного материала, крылом, содержащим указанный бак, и способом изготовления указанного бака второй смоляной участок расположен так, чтобы покрывать те области первого смоляного участка, которые примыкают к металлическому участку, что обеспечивает возможность подавления электризации и коррозии наряду с повышением производительности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
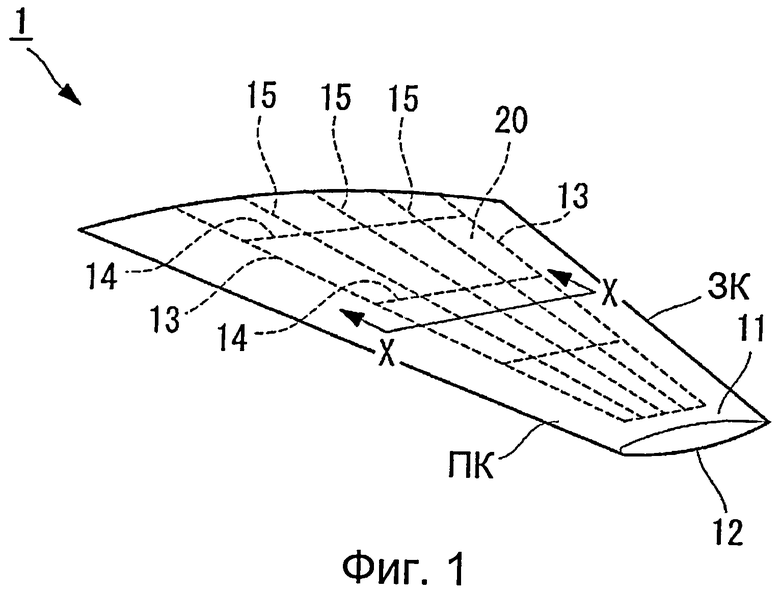
Фиг.1 - Конструкция основного крыла, снабженного топливным баком в соответствии с вариантом осуществления изобретения, вид в аксонометрической проекции.
Фиг.2 - Поперечный разрез, взятый по линии Х-Х, показанной на Фиг.1, дополнительно иллюстрирующий конструкцию топливного бака.
Фиг.3 - Поперечный разрез, иллюстрирующий конструкцию соединения между верхней панелью обшивки и нервюрой, показанными на Фиг.2.
Фиг.4 - Схематическое изображение структуры электропроводящих участков, выполненных на внутреннем поверхностном слое, показанном на Фиг.3.
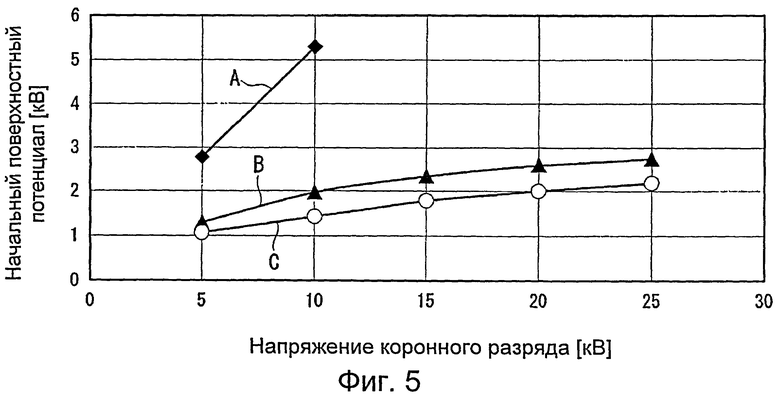
Фиг.5 - График зависимости начального поверхностного потенциала образцов из АСВП от напряжения коронного разряда, подаваемого от генератора коронного разряда.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Ниже приведено описание основного крыла в соответствии с вариантом осуществления изобретения со ссылкой на Фиг.1-4.
На Фиг.1 в аксонометрической проекции представлена конструкция основного крыла, снабженного топливным баком, в соответствии с вариантом осуществления изобретения. На Фиг.2 представлен поперечный разрез, взятый по показанной на Фиг.1 линии Х-Х, дополнительно иллюстрирующий конструкцию топливного бака.
Предлагаемый вариант осуществления иллюстрирует применение изобретения к основному крылу 1, в частности крылу летательного аппарата, выполненному из композиционного материала, такого как АУВП, в котором топливный бак 20, в частности бак из композиционного материала, встроен в крыло.
Как показано на Фиг.1 и 2, основное крыло 1 состоит главным образом из верхней панели 11 обшивки, нижней панели 12 обшивки, лонжеронов 13, нервюр 14 и стрингеров 15. Верхняя панель 11 обшивки, нижняя панель 12 обшивки, лонжероны 13, нервюры 14 и стрингеры 15 в свою очередь составляют отсек крыла, являющийся основной конструктивной частью основного крыла 1.
Помимо этого внутри основного крыла 1 выполнен встроенный топливный бак 20.
Верхняя панель 11 и нижняя панель 12 обшивки являются тонкими панелями, которые образуют внешнюю форму основного крыла 1, и вместе с лонжеронами 13, нервюрами 14 и стрингерами 15 принимают на себя часть нагрузки растяжения и нагрузки сжатия, которые действуют на основное крыло 1.
Верхняя панель 11 обшивки является тонкой панелью, которая составляет верхнюю поверхность основного крыла 1, тогда как нижняя панель 12 обшивки является тонкой панелью, составляющей нижнюю поверхность основного крыла 1.
Как показано на Фиг.1 и 2, лонжероны 13 являются конструктивными элементами, которые проходят по длине крыла 1, в направлении, перпендикулярном листу чертежа, если смотреть на Фиг.2, и расположены поперек промежутка между верхней панелью 11 и нижней панелью 12 обшивки.
Указанный вариант осуществления иллюстрирует пример, в котором лонжероны 13 расположены вдоль передней кромки (ПК) и задней кромки (ЗК) основного крыла 1.
Как показано на Фиг.1 и 2, стрингеры 15 являются вспомогательными элементами, которые проходят по длине крыла 1, в направлении, перпендикулярном листу чертежа, если смотреть на Фиг.2, в промежутке между двумя лонжеронами 13, и расположены между верхней панелью 11 и нижней панелью 12 обшивки.
Помимо этого лонжероны 13 и стрингеры 15 передают изгибающие и скручивающие усилия, которые воздействуют на крыло 1 в передне-заднем направлении или верхне-нижнем направлении по отношению к фюзеляжу самолета, который на чертежах не показан и к которому прикреплено основное крыло 1.
Как показано на Фиг.1 и 2, нервюры 14 являются конструктивными элементами, которые проходят поперек хорды основного крыла 1 в направлении слева направо на Фиг.2 и расположены между верхней панелью 11 и нижней панелью 12 обшивки. Другими словами, нервюры 14 являются конструктивными элементами, которые проходят по существу перпендикулярно лонжеронам 13 и представляют собой плоские элементы, которым придана форма поперечного сечения крыла 1.
Фиг.3 представляет собой поперечный разрез, иллюстрирующий конструкцию соединения между верхней панелью обшивки и нервюрой, показанными на
Фиг.2. Фиг.3 показывает одно из возможных сочетаний компонентов и состояние, в котором нервюра 14 и верхняя панель 11 обшивки скреплены крепежным элементом 16.
Лонжероны 13, стрингеры 15 и нервюры 14 прикреплены к верхней панели 11 и нижней панели 12 обшивки крепежными элементами 16, выполненными из металла, например, заклепками.
Каждый крепежный элемент 16 имеет стержень круговой цилиндрической формы, и головку, которая имеет диаметр, превышающий диаметр стержня, и расположена у одного конца стержня, а также хвостовую часть, которая расположена у другого конца стержня и прикреплена с использованием заплечика или аналогичного элемента. Стержень вставлен в сквозное отверстие 17, выполненное в верхней панели 11 обшивки и нервюре 14, хвостовая часть расположена на внутренней поверхности нервюры 14, а головка расположена на внешней поверхности верхней панели 11 обшивки.
Как показано на Фиг.1 и 2, топливный бак 20 является баком, внутри которого содержится топливо или горючее вещество для летательного аппарата, при этом он выполнен встроенным в основное крыло 1.
Как показано на Фиг.1 и 3, топливный бак 20 имеет корпус 21 и внутренний поверхностный слой 22, или второй смоляной участок.
Корпус 21 бака представляет собой контейнер для хранения топлива, который в основном выполнен из верхней панели 11 обшивки, или первого смоляного участка, нижней панели 12 обшивки, или первого смоляного участка, лонжеронов 13, или первого смоляного участка и стрингеров 15. или первого смоляного участка, каждый из которых выполнен, в основном, из АУВП, и нервюр 14, или металлических участков, которые выполнены, в основном, из алюминиевого сплава. Корпус 21 бака выполнен встроенным в основное крыло 1.
Как вариант, верхняя панель 11, нижняя панель 12, лонжероны 13 и стрингеры 15 выполнены, в основном, из АУВП описанным выше способом, или по меньшей мере один из компонентов - верхняя панель 11, нижняя панель 12, лонжероны 13, нервюры 14 и стрингеры 15 выполнен, в основном, из АУВП, при этом отсутствуют конкретные ограничения на фактически используемую конструкцию.
Отсутствуют конкретные ограничения на конструкцию корпуса 21 бака, который может быть выполнен встроенным в основное крыло 1 вышеописанным способом посредством сочетания конструктивных компонентов таких, как верхняя панель 11, нижняя панель 12, лонжероны 13, нервюры 14 и стрингеры 15, также он может быть выполнен в виде отдельного от основного крыла 1 корпуса за счет добавления других конструктивных компонентов, помимо вышеуказанных, или он может иметь конструкцию, в которой часть вышеуказанных конструктивных компонентов заменена другими конструктивными компонентами.
Верхняя панель 11 и нижняя панель 12 обшивки являются элементами обшивки панельного типа, выполненными из АУВП. Как показано на Фиг.3, на внутренних поверхностях верхней панели 11 и нижней панели 12 выполнен внутренний поверхностный слой 22, а именно, на поверхностях, которые входят в соприкосновение с топливом.
Кроме того, в верхней панели 11, нижней панели 12 и внутреннем поверхностном слое 22 выполнены сквозные отверстия 17, в которые вставлены стержни крепежных элементов 16.
В конструкции приведенного варианта осуществления внутренний поверхностный слой 22 расположен на внутренних поверхностях верхней панели 11 и нижней панели 12, а также на поверхностях лонжеронов 13 и стрингеров 15, при этом он выполнен из АСВП, в котором использована смола на основе эпоксидной смолы в качестве матрицы и стекловолокно в качестве армирующих волокон. Как показано на Фиг.3, внутренний поверхностный слой 22 выполнен по меньшей мере на тех участках верхней панели 11, нижней панели 12, лонжеронов 13 и стрингеров 15, которые входят в соприкосновение с нервюрами 14, а также выполнен в тех зонах, в которых выполнены сквозные отверстия 17, через которые вставлены крепежные элементы 16.
Соответственно, внутренний поверхностный слой 22 обеспечивает непосредственное соприкосновение с нервюрой 14, при этом во внутреннем поверхностном слое 22 выполнены сквозные отверстия 17.
Внутренний поверхностный слой 22 должен быть выполнен по меньшей мере в тех зонах, которые входят в соприкосновение с металлическим материалом, например, нервюрами 14 и в зонах, в которых выполнены сквозные отверстия 17, при этом местоположения выполнения слоя 22 не обязательно ограничены внутренними поверхностями верхней панели 11 и нижней панели 12, а также поверхностями лонжеронов 13 и стрингеров 15.
На Фиг.4 представлено схематическое изображение структуры электропроводящих участков, выполненных во внутреннем поверхностном слое, показанном на Фиг.3.
Как показано на Фиг.4, внутренний поверхностный слой 22 содержит ряд электропроводящих участков 23.
Электропроводящие участки 23 являются участками, в которых отсутствуют стекловолокна, функционирующие в качестве армирующего волокна во внутреннем поверхностном слое 22, и по существу, являются участками, выполненными исключительно из матрицы на основе эпоксидной смолы. Электропроводящие участки 23 выполнены в виде ряда круговых участков диаметром 1 мм или 3 мм и, как показано на Фиг.4, эти участки расположены в структуре с матричного типа с шагом приблизительно 10 мм.
В этом варианте осуществления электропроводящие участки 23 выполнены поэтапно следующим образом.
Во-первых, выполняют перекрещивание стекловолокон, использованных для образования внутреннего поверхностного слоя 22, с целью формирования тканого материала с планарной структурой, затем извлекают часть стекловолокон из данного материала с образованием тем самым в нем сквозных отверстий. Примеры способа, используемого для удаления части стекловолокон включают способы формирования круговых отверстий в тканом материале из стекловолокон с использованием перфоратора или аналогичного инструмента, и способы, в которых часть стекловолокон вытягивают из тканого материала.
Затем выполняют препрег посредством пропитывания тканого материала с выполненными в нем сквозными отверстиями матрицей на основе эпоксидной смолы.
Далее препрег помещают, в частности, ламинированием, на первый смоляной участок и формируют электропроводящие участки 23 посредством отверждения смолы.
Размер электропроводящих участков 23 и шаг их расположения не ограничены вышеуказанными значениями, соответственно, не исключена возможность использования других значений.
Отсутствуют конкретные ограничения на армированный волокнами пластик, используемый для образования внутреннего поверхностного слоя 22, поэтому не исключена возможность использования других пластиков, включая армированные волокнами пластики, в которых в качестве матрицы использована эпоксидная смола и использованы волокна из полиэфира, хлопка или нейлона в качестве упрочняющих волокон, а также армированных волокнами пластиков, в которых в качестве матрицы использована полиимидная смола и использованы стекловолокна, волокна из полиэфира, хлопка или нейлона в качестве упрочняющих волокон.
Также возможно выполнение других этапов формирования электропроводящих участков 23, включая оба следующих примера.
В первом примере сначала выполняют перекрещивание стекловолокон, использованных для образования внутреннего поверхностного слоя 22, с целью формирования тканого материала с планарной структурой, а затем формируют препрег посредством пропитывания тканого материала матрицей на основе эпоксидной смолы.
Затем из препрега извлекают часть стекловолокон с образованием тем самым участков, которые должны стать электропроводящими участками 23. При этом так же, как в случае, приведенном выше, где часть стекловолокон извлекают из тканого материала, выполненного из стекловолокон, примеры способа, использованного для удаления части стекловолокон, включают способы выполнения круговых отверстий с использованием перфоратора или аналогичного инструмента, и способы, в которых из препрега вытягивают часть стекловолокон.
Затем препрег помещают, в частности, ламинированием, на первый смоляной участок, или неотвержденный первый смоляной участок, и формируют электропроводящие участки 23 посредством отверждения смолы.
Во втором примере сначала выполняют перекрещивание стекловолокон, использованных для образования внутреннего поверхностного слоя 22, с целью формирования тканого материала с планарной структурой, а затем формируют препрег посредством пропитывания тканого материала матрицей на основе эпоксидной смолы.
Затем выполняют отверждение пропитавшей препрег смолы.
Затем во внутреннем поверхностном слое 22 формируют микроотверстия, которые функционируют в качестве электропроводящих участков 23, выполняя их либо посредством механической обработки, либо приложением электрического напряжения. Примером способа формирования механообработкой микроотверстий, которые функционируют в качестве электропроводящих участков 23, является способ, в котором микроотверстия формируют с использованием игольчатого инструмента.
Далее приведено описание принципа действия основного крыла 1 и топливного бака 20, конструкция которых описана выше.
В режиме работы, в котором топливный бак 20 содержит топливо, перемещение топлива может вызывать электризацию бакового корпуса 21, образующего топливный бак 20 и внутренний поверхностный слой 22.
Поскольку верхняя панель 11 и нижняя панель 12 корпуса 21 бака выполнены из АУВП, содержащего электропроводящие углеродные волокна, то любые заряды верхней панели 11 и нижней панели 12, обусловленные электризацией потока, передаются в атмосферу или переходят к другим конструктивным элементам, за исключением тех, которые образуют топливный бак 20.
С другой стороны, в приведенном варианте осуществления, нервюры 14, расположенные внутри корпуса 21, выполнены из электропроводящего алюминиевого сплава, и следовательно, так же, как и в случае с верхней панелью 11 и нижней панелью 12, обусловленные электризацией потока заряды, передаются к другим конструктивным компонентам, за исключением тех, которые образуют топливный бак 20.
Приведенный вариант осуществления иллюстрирует пример, в котором изобретение использовано для сочетания нервюр 14, выполненных из электропроводящего алюминиевого сплава, верхней панели 11 и нижней панели 12, однако изобретение не ограничено таким конструктивным решением и также может быть использовано для других сочетаний, включая сочетание нервюр 14, выполненных из АУВП, и металлических компонентов, сочетание верхней панели 11, нижней панели 12 и металлических компонентов, сочетание лонжеронов 13, выполненных из АУВП, и металлических нервюр 14, сочетание лонжеронов 13, выполненных из АУВП, и металлических компонентов, и сочетание стрингеров 15, выполненных из АУВП, и металлических компонентов.
Внутренний поверхностный слой 22 выполнен из АСВП, в котором в качестве армирующего волокна использованы стекловолокна, которые обладают более низкой электропроводностью по сравнению с углеродными волокнами. Соответственно, внутренний поверхностный слой 22 является более предрасположенным к электризации по сравнению с верхней панелью 11 и нижней панелью 12.
Однако поскольку во внутреннем поверхностном слое 22 выполнены электропроводящие участки 23, то часть заряда, которая могла бы накапливаться на слое 22, переносится к верхней панели 11 и нижней панели 12 через электропроводящие участки 23, что, соответственно, ограничивает накопление зарядов на внутреннем поверхностном слое 22.
На Фиг.5 представлен график зависимости начального поверхностного потенциала образцов из АСВП от напряжения коронного разряда, подаваемого от генератора коронного разряда.
Далее в описании подробно представлены результаты проведения электризации поверхности образца из АСВП, использованного для формирования внутреннего поверхностного слоя 22, зарядом с использованием генератора коронного разряда, с описанием изменения начального поверхностного потенциала образца из АСВП при изменении напряжения коронного разряда.
На Фиг.5 график А показывает начальный поверхностный потенциал образца из АСВП, график В показывает начальный поверхностный потенциал образца из АСВП, в котором выполнены электропроводящие участки 23 с диаметром приблизительно 1 мм, и график С показывает начальный поверхностный потенциал образца из АСВП, в котором выполнены электропроводящие участки 23 с диаметром приблизительно 3 мм.
Расстояние между смежными электропроводящими участками 23 на графике В и графике С составляют приблизительно 10 мм - 13 мм. Кроме того, каждое из значений начального поверхностного потенциала, показанных на Фиг.5, представляет собой среднее значение, взятое по пяти измерениям.
Электризация образца из АСВП произведена посредством коронного разряда, при этом напряжение во время коронного разряда находилось в диапазоне 5-25 кВт.
Прежде всего, приведены результаты, полученные на образце из АСВП. Как показано на графике А, коронный разряд в 10 кВт создает поверхностный потенциал приблизительно 5,3 кВт. При коронном разряде, превышающем 10 кВт поверхностный потенциал слишком велик, и возникает опасность электростатического разряда, поэтому испытания не проводились.
Далее следуют результаты, полученные на образце из АСВП, в котором выполнены электропроводящие участки 23 с диаметром приблизительно 1 мм. Как показано на графике В, коронный разряд в 10 кВт создает на АСВП поверхностный потенциал приблизительно 2,0 кВт. Кроме того, коронный разряд в 25 кВт создает поверхностный потенциал приблизительно 2,7 кВт.
В заключении приведены результаты, полученные на образце из АСВП, в котором выполнены электропроводящие участки 23 с диаметром приблизительно 3 мм. Как показано на графике С, коронный разряд в 10 кВт создает на образце из АСВП поверхностный потенциал приблизительно 1,4кВт. Кроме того, коронный разряд в 25 кВт создает поверхностный потенциал приблизительно 2,2 кВт.
В соответствии с вышеуказанной конструкцией, поскольку электропроводящие участки 23 выполнены во внутреннем поверхностном слое 22, то электрический заряд, который несет на себе слой 22, уменьшен по сравнению со случаем, в котором электропроводящие участки 23 отсутствуют.
В приведенном варианте осуществления, когда такая жидкость как топливо содержится в корпусе 21 бака, на внутренней поверхности корпуса бака возникает электризация, под действием потока. Поскольку стекловолокна, включенные в АСВП, который образует внутренний поверхностный слой 22, обладают большим удельным сопротивлением, чем углеродные волокна, включенные в АУВП, который образует верхнюю панель 11, нижнюю панель 12, лонжероны 13 и стрингеры 15, далее упомянутые как «верхняя панель обшивки и подобные ей компоненты», то внутренний слой 22 легче несет на себе электрический заряд, чем верхняя панель обшивки и подобные ей компоненты, выполненные из АУВП. При этом, по достижении зарядом вблизи электропроводящего участка во внутреннем поверхностном слое 22 определенного значения, происходит перенос заряда, который несет на себе внутренний поверхностный слой 22, к верхней панели 11 и подобным ей компонентам через электропроводящий участок 23. В результате такого решения обеспечена возможность подавления накопления зарядов на внутреннем поверхностном слое 22.
Поскольку внутренний поверхностный слой 22 расположен так, что им покрыты зоны, в которых верхняя панель 11 и подобные ей компоненты примыкают к нервюрам 14, или другими словами, поскольку слой 22 помещен между панелью 11, и подобными ей компонентами, и нервюрами 14, то обеспечена возможность подавления коррозии нервюр 14 из алюминиевого сплава.
Другими словами, внутренний поверхностный слой 22 действует в качестве слоя, изолирующего те материалы с различными электрическим потенциалами, которые способны сформировать локальный гальванический элемент, вызывающий контактную коррозию, а именно, слоя, изолирующего верхнюю панель 11 и подобные ей компоненты от нервюр 14. В результате такого решения металлический материал, например, алюминиевый сплав, из которого выполнены нервюры 14, проявляет большую устойчивость к ионизации, чем в случае, при котором верхняя панель 11 и подобные ей компоненты, и нервюры 14 вступают в непосредственный контакт.
Кроме того, поскольку удельное сопротивление стекловолокон, включенных в поверхностный слой 22, превышает удельное сопротивление углеродных волокон, включенных в панель 11 и подобных ей компонентов, то возникновение коррозии нервюр 14, выполненных из металлического материала, например алюминиевого сплава, менее вероятно, чем в случае, когда верхняя панель 11 и подобные ей компоненты входят в непосредственное соприкосновение с нервюрами 14.
Помимо этого, поскольку верхняя панель 11 и подобные ей компоненты покрыты поверхностным слоем 22, то даже если, например, сквозные отверстия 17 или аналогичные им элементы, которые использованы для прикрепления нервюр 14, верхняя панель 11 и подобные ей компоненты, а также поверхностный слой 22 подвергнуты технологической обработке, то обеспечена возможность подавить образование заусенцев на обработанных участках, например участках сквозных отверстий 17. Соответственно, обеспечена возможность предотвратить ухудшение прочностных характеристик топливного бака 20, обусловленное образованием заусенцев.
Поскольку электропроводящие участки 23 заполнены матрицей из эпоксидной смолы, то с большей вероятностью обеспечена возможность подавления коррозии нервюр 14, выполненных из металлического материала, такого, как алюминиевый сплав, чем в случае, когда, например, в качестве электропроводящих участков 23 использованы сквозные отверстия 17, выполненные во внутреннем поверхностном слое 22.
Другими словами, поскольку верхняя панель 11 и подобные ей компоненты покрыты электропроводящими участками 23, которые выполнены исключительно из эпоксидной смолы, то верхняя панель 11 и подобные ей компоненты не входят в соприкосновение с влагой или аналогичными влаге веществами, содержащимися в горючем веществе. Соответственно, исключен электрический контакт нервюр 14 с углеродными волокнами, включенными в верхнюю панель 11 и подобные ей компоненты, через аналогичные влаге вещества, что препятствует возникновению коррозии.
Поскольку электропроводящие участки 23 выполнены посредством удаления части стекловолокон с последующей пропиткой эпоксидной смолой, то электропроводящие участки 23 легко выполнимы без обработки резанием внутреннего поверхностного слоя 22.
В частности, за счет формирования тканого материала, в котором стекловолокна расположены в виде планарной структуры, формирования участков, в которых стекловолокна удалены, и затем пропитки волокон эпоксидной смолой, внутренний поверхностный слой 22 и электропроводящие участки 23 составляют одно целое. В результате такого решения обеспечена возможность выполнения электропроводящих участков 23 так, что они выполнены исключительно из эпоксидной смолы с прохождением насквозь от поверхности внутреннего слоя 22, который входит в соприкосновение с топливом, до верхней панели 11 и подобных ей компонентов.
Как вариант, часть стекловолокон может быть удалена из препрега выполненного посредством пропитки составляющего внутренний поверхностный слой 22 тканого материала, матрицей на основе эпоксидной смолы, с образованием тем самым участков, которые служат электропроводящими участками 23. При использовании вышеуказанного способа электропроводящие участки 23 легко выполнимы без обработки резанием внутреннего поверхностного слоя 22.
В частности, при создании тканого материала, в котором стекловолокна расположены в виде планарной структуры, пропитке волокон эпоксидной смолой для формирования препрега, и затем удалении части стекловолокон из препрега, внутренний поверхностный слой 22 и электропроводящие участки 23 составляют одно целое. В результате такого решения обеспечена возможность выполнения электропроводящих участков 23 так, что они выполнены исключительно из эпоксидной смолы с прохождением насквозь от поверхности внутреннего слоя 22, который входит в соприкосновение с топливом, до верхней панели 11 и подобных ей компонентов.
Помимо этого, предусмотрен вариант пропитки составляющего внутренний поверхностный слой 22 тканого материала матрицей из эпоксидной смолы, с последующим отверждением смолы, и формированием после этого во внутреннем поверхностном слое 22 либо посредством механической обработки, либо приложением электрического напряжения микроотверстий, которые функционируют в качестве электропроводящих участков 23.
Техническая сфера использования изобретения не ограничена вышеуказанным вариантом осуществления, при этом возможно внесение соответствующих модификаций без отклонения от объема изобретения.
Например, вышеприведенный вариант осуществления иллюстрирует случай, в котором предлагаемый бак из композиционного материала использован для топливного бака 20, встроенного в основное крыло 1, однако изобретение не ограничено топливными баками 20, встроенными в основное крыло 1, и может быть использовано также для ряда других баков, которые содержат горючие вещества.
Номера позиций
1 Основное крыло, или крыло
11 Верхняя панель обшивки, или первый смоляной участок
12 Нижняя панель обшивки, или первый смоляной участок
13 Лонжерон, или первый смоляной участок
14 Нервюра, или металлический участок
15 Стрингер, или первый смоляной участок
20 Топливный бак, или бак из композиционного материала
21 Корпус бака
22 Внутренний поверхностный слой, или второй смоляной участок
23 Электропроводящий участок



Изобретение относится к баку для хранения топлива, в частности к баку из композиционного материала. Задачей изобретения является создание бака из композиционного материала, обеспечивающего подавление электризации и электрохимической коррозии и предотвращающий ухудшение прочностных характеристик. Бак из композитного материала содержит: корпус бака, внутри которого содержится горючее вещество. Указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала; второй смоляной участок, выполненный из армированной волокнами смолы, и покрывающий, по меньшей мере, те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку; и ряд электропроводящих участков, обеспечивающих перенос зарядов сквозь второй смоляной участок от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, в котором волокно, включенное во второй смоляной участок, обладает более высоким удельным сопротивлением по сравнению с волокном, включенным в первый смоляной участок. При этом второй смоляной участок образует слой, изолирующий первый смоляной участок от металлического участка. Техническим результатом изобретения является создание бака из композиционного материала, обеспечивающего подавление электризации и электрохимической коррозии и предотвращающий ухудшение прочностных характеристик. 5 н. и 2 з.п. ф-лы, 5 ил.
1. Бак из композиционного материала, содержащий
корпус бака для хранения горючего вещества, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий, по меньшей мере, те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и
ряд электропроводящих участков, обеспечивающих перенос зарядов сквозь второй смоляной участок, от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, в котором волокно, включенное во второй смоляной участок, обладает более высоким удельным сопротивлением по сравнению с волокном, включенным в первый смоляной участок, при этом второй смоляной участок образует слой, изолирующий первый смоляной участок от металлического участка.
2. Бак из композиционного материала по п.1, в котором электропроводящие участки выполнены исключительно из смолы, при этом они проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка.
3. Бак из композиционного материала по любому из пп.1 или 2, в котором второй смоляной участок выполнен посредством расположения волокон в виде планарной структуры с последующей пропиткой волокон смолой, а электропроводящие участки являются участками, из которых волокна удалены.
4. Крыло, которое снабжено баком из композиционного материала по любому из пп.1-3, в котором первый смоляной участок бака из композиционного материала составляет по меньшей мере часть отсека крыла.
5. Способ изготовления бака из композиционного материала, содержащего корпус бака для хранения горючего вещества, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала,
второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка,
при этом способ включает
этап формирования волокон второго смоляного участка в виде планарной структуры с последующим удалением части волокон,
этап пропитки смолой волокон, выполненных в виде планарной структуры, для формирования препрега, и
этап отверждения смолы, введенной в препрег.
6. Способ изготовления бака из композиционного материала, содержащего корпус бака для хранения горючего вещества, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка,
при этом способ включает
этап формирования волокон второго смоляного участка в виде планарной структуры,
этап пропитки смолой волокон, выполненных в виде планарной структуры, для формирования препрега,
этап удаления части волокон из препрега и
этап отверждения смолы, введенной в препрег.
7. Способ изготовления бака из композиционного материала, содержащего:
корпус бака для хранения горючего вещества, причем указанный корпус бака имеет первый смоляной участок, выполненный из армированной волокнами смолы, и металлический участок, выполненный из металлического материала, второй смоляной участок, выполненный из армированной волокнами смолы, покрывающий те зоны на внутренней поверхности корпуса бака, которыми первый смоляной участок примыкает к металлическому участку, и ряд электропроводящих участков, выполненных внутри второго смоляного участка, которые выполнены исключительно из смолы и проходят насквозь от поверхности, которая входит в соприкосновение с горючим веществом, до первого смоляного участка, при этом способ включает:
этап формирования волокон второго смоляного участка в виде планарной структуры,
этап пропитки смолой волокон, выполненных в виде планарной структуры, для формирования препрега,
этап отверждения смолы, введенной в препрег, и
этап формирования ряда электропроводящих участков во втором смоляном участке, содержащем отвержденную смолу, либо посредством механической обработки, либо приложением электрического напряжения.
| WO 2008140604 A2, 20.11.2008 | |||
| JP 2008120989 A, 29.05.2008 | |||
| US 5637272 A, 10.06.1997 | |||
| EP 1939088 A1, 02.07.2008 | |||
| WO 2006069996 A1, 06.0 7.2006 | |||
| JP 2001304492 A, 31.10.2001. |

