Изобретение относится к непрерывному способу получения комплексной нити из высококачественного полиэтилена (ВКПЭ), включающему стадии:
a) получения 3-25 масс.% раствора, обладающего сверхвысокой мольной массой полиэтилена, отличающегося характеристической вязкостью, измеренной в растворах декалина при 135°С, находящейся в диапазоне приблизительно от 8 до 40 дл/г, в растворителе;
b) формования нитей из раствора через формующую пластину, включающую по меньшей мере 5 прядильных отверстий, при подаче в воздушный зазор, с получением жидких элементарных нитей при использовании степени вытяжки DRжидк.;
c) охлаждения жидких элементарных нитей с получением содержащих растворитель гелеобразных элементарных нитей;
d) удаления, по меньшей мере частично, растворителя из элементарных нитей; и
e) проведения вытяжки элементарных нитей по меньшей мере в одну стадию до, во время и/или после упомянутого удаления растворителя при использовании степени вытяжки DRтверд., равной по меньшей мере 4.
Кроме того, изобретение относится к комплексной нити из высококачественного полиэтилена и к полуфабрикатам или изделиям, включающим упомянутую нить, в особенности к различным типам канатов и пуленепробиваемых композитов.
Такой способ известен из документа WO 01/73173 А1. В данной патентной публикации описывается полиэтиленовая комплексная нить, характеризующаяся пределом прочности при растяжении, равным 4,0 ГПа в случае нити, включающей 60 элементарных нитей, где данную нить получают по непрерывному способу, включающему стадии:
a) получения 8 масс.% раствора, обладающего сверхвысокой мольной массой полиэтиленового гомополимера, отличающегося характеристической вязкостью 27 дл/г, в минеральном масле;
b) формования нитей из раствора через формующую пластину, включающую 60 прядильных отверстий, каждое из которых имеет сходящуюся зону втекания, размер которой не указан, и последующую зону, характеризующуюся диаметром, равным приблизительно 1 мм, и соотношением длина/диаметр (L/D), равным 40, при подаче в воздушный зазор с размером, равным приблизительно 3,2 мм, с получением жидких элементарных нитей при использовании степени вытяжки DRжидк. 15;
c) охлаждения жидких элементарных нитей в водяной закалочной бане с получением содержащих растворитель гелеобразных элементарных нитей;
d) удаления растворителя из элементарных нитей в результате экстрагирования трихлортрифторэтаном;
и
e) проведения вытяжки элементарных нитей в пять стадий до, во время и после удаления растворителя при использовании степени вытяжки DRтверд. 36,5.
Под комплексной нитью из высококачественного полиэтилена в настоящем документе понимают нить, включающую по меньшей мере 5 элементарных нитей, полученных из обладающего сверхвысокой мольной массой или сверхвысокой молекулярной массой полиэтилена (СВПЭ), отличающегося характеристической вязкостью (IV, измеренной в растворах в декалине при 135°С), равной по меньшей мере приблизительно 4 дл/г, при этом нить характеризуется пределом прочности при растяжении, равным по меньшей мере 3,0 ГПа, и модулем упругости при растяжении, равным по меньшей мере 100 ГПа (далее в настоящем документе также называемыми просто прочностью или модулем упругости). Такие нити из ВКПЭ отличаются наличием ряда свойств, который делает их материалом, интересным для использования в различных полуфабрикатах и изделиях, подобных канатам и кордам, швартовым тросам, рыболовным сетям, спортивному оборудованию, продуктам медицинского назначения и пуленепробиваемьм композитам.
В контексте настоящего изобретения нить представляет собой удлиненное тело, включающее несколько индивидуальных элементарных нитей (волокон), характеризующихся размерами поперечного сечения, намного меньшими, чем их длина. Элементарные нити представляют собой непрерывные элементарные нити; то есть имеющие практически неопределенную длину. Элементарные нити могут иметь поперечные сечения различных геометрических или неправильных форм. Элементарные нити в составе нити могут быть параллельными или скрещенными друг с другом; нить может быть линейной, крученой или другим образом отличающейся от линейной конфигурации.
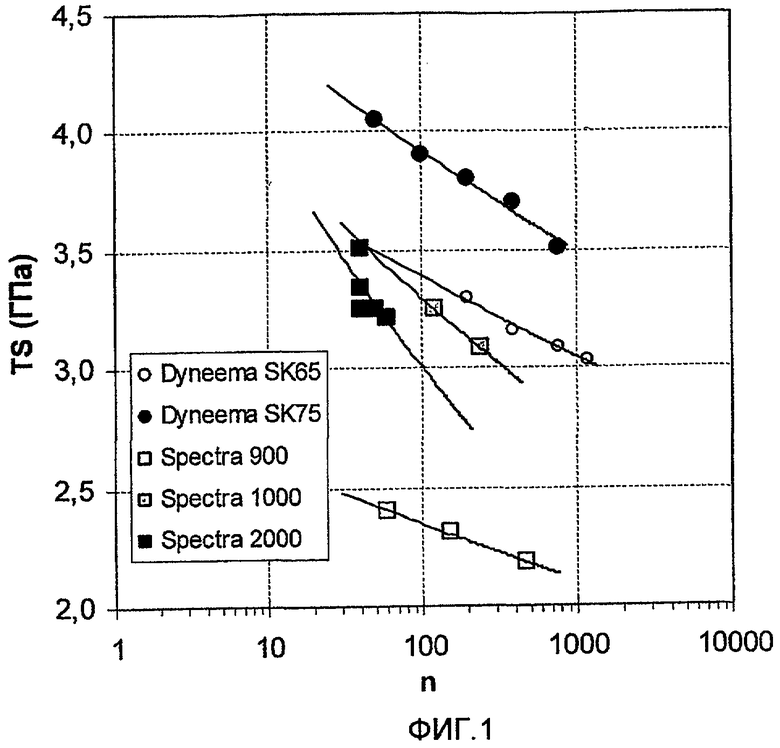
В сфере технологии волокон и нитей хорошо известно, что комплексная нить демонстрирует меньший предел прочности на разрыв или предел прочности при растяжении в сопоставлении с прочностью, измеренной для составляющих ее индивидуальных элементарных нитей. В общем случае, чем больше элементарных нитей будет включать нить, тем меньше будет ее предел прочности при растяжении (разрывное усилие, приходящееся на единицу поперечного сечения, например, Н/м2 или Па).
Фиг.1 подтверждает упомянутое уменьшение предела прочности при растяжении при увеличении количества элементарных нитей в (комплексной) нити для некоторых коммерчески доступных нитей из ВКПЭ; демонстрируя данные по пределу прочности при растяжения (TS) для указанных марок Spectra® и Dyneema®, собранные в брошюрах и на Интернет-страницах соответствующих производителей и нанесенные на график в зависимости от логарифма количества элементарных нитей (n) в нити. Таким образом, можно сделать вывод о том, что прочность комплексной нити всегда уступает соответствующей величине ее индивидуальных элементарных нитей.
Кроме того, хорошо известно, что формование высокопрочной комплексной нити становится все более трудным по мере увеличения количества элементарных нитей в свежесформованной нити, одной из вероятных причин чего являются существующие между элементарными нитями различия в условиях формования и проведения вытяжки нитей, а соответственно, и в их свойствах. Для того чтобы способ формования полиэтиленовой комплексной нити был рентабельным в промышленном масштабе, существенным является то, что такой способ можно было реализовать непрерывно и с высокой производительностью при большом количестве элементарных нитей в свежесформованной нити.
Во многих из вышеупомянутых сфер применения критические свойства нити из ВКПЭ, определяющие эксплуатационные характеристики в ходе использования, включают механические свойства при растяжении и характеристики ползучести. Таким образом, в промышленности постоянно ощущается потребность в комплексной нити из ВКПЭ, демонстрирующей улучшенные эксплуатационные характеристики, подобные улучшенным механическим свойствам при растяжении. Несмотря на то, что в различных исследованиях предполагалось, что теоретическая прочность элементарной нити из СВПЭ находится в диапазоне 10-20 ГПа, наиболее прочные нити из доступных демонстрируют намного меньшую прочность; например включающая 780 элементарных нитей нить Dyneema® SK7 5 демонстрирует прочность, равную приблизительно 3,5 ГПа. Поэтому, говоря более конкретно, существует потребность в способе, который в промышленных масштабах сделает возможным получение нити, демонстрирующей такой повышенный предел прочности при растяжении.
В соответствии с настоящим изобретением это обеспечивается в результате использования способа, в котором на стадии b) каждое прядильное отверстие включает зону сужения, характеризующуюся постепенным уменьшением диаметра от D0 до Dn при угле раствора конуса, находящемся в диапазоне 8-75°, и где прядильное отверстие включает последующую зону по отношению к зоне сужения, характеризующуюся постоянным диаметром Dn при соотношении длина/диаметр Ln/Dn в диапазоне от 0 до самое большее 25, с получением в результате степени вытяжки для жидкости DRжидк.=DRп.o. × DRв.з., равной по меньшей мере 150, где DRп.o. представляет собой степень вытяжки в прядильных отверстиях, a DRв.з. представляет собой степень вытяжки в воздушном зазоре, при этом DRп.o. превышает 1, a DRв.з. равна по меньшей мере 1.
При использовании способа по изобретению, можно получить комплексную нить из ВКПЭ, которая демонстрирует предел прочности при растяжении, превышающий соответствующую характеристику для любой известной нити из ВКПЭ, включающей по меньшей мере 5 элементарных нитей, в особенности свежесформованной нити; говоря более конкретно, комплексная нить из ВКПЭ, включающая n элементарных нитей, демонстрирует предел прочности при растяжении TS, удовлетворяющий формуле TS≥fx (n-0,065) ГПа, где множитель f равен по меньшей мере 5,8, а n равен по меньшей мере 5.
Является неожиданным, что способ по изобретению в результате приводит к получению нити, обладающей улучшенными механическими свойствами при растяжении, поскольку способы получения комплексной нити из ВКПЭ, включающие стадию, характеризующуюся воздействием определенной степени вытяжки, также называемой степенью растяжения, на элементарные нити в растворе или в жидком состоянии (DRжидк.), уже были описаны в многочисленных публикациях. Например, в документе ЕР 0472114 В1 описывается способ, в котором имеет место воздействие минимальной степени вытяжки DRжидк., равной по меньшей мере 3, в воздушном зазоре величиной в несколько сантиметров. Установлено, что при изготовлении из полиэтилена, характеризующегося промежуточной мольной массой (предпочтительно 300-700 кг/моль) комплексной нити, состоящей из 16 или 19 элементарных нитей, DRжидк., равной 10-50, представляет собой предпочтительный диапазон для достижения оптимальных свойств. В документе ЕР 0200547 В1 предполагается, что оптимальная величина DRжидк. находится в диапазоне от 6 до 200 в зависимости от концентрации раствора и рабочих условий. Однако в данной публикации в ее примерах описывается только формование элементарной нити. В документе ЕР 0064167 А1 на основании очень большого количества экспериментов приходят к выводу о том, что вытяжку в воздушном зазоре необходимо свести к минимуму, поскольку существенное растяжение будет оказывать в высшей степени пагубное воздействие. В дополнение к этому, в документе ЕР 0064167 также недвусмысленно сообщается о том, что с точки зрения увеличения прочности элементарной нити из полиэтилена длинный прямой капилляр должен быть предпочтен конусообразному прядильному отверстию. В документе WO 01/73173 А1 указывается на то, что степень вытяжки DRжидк. равна предпочтительно по меньшей мере 12; но нить, состоящая из 16 элементарных нитей и полученная при использовании DRжидк., равной приблизительно 34, обладала механическими свойствами при растяжении, ухудшенными в сопоставлении с соответствующими свойствами нити, полученной при использовании DRжидк., равной приблизительно 23. Ни в одной из данных публикаций не описывается и не предлагается воздействие минимальной степени вытяжки DRжидк., равной 150, получающейся в результате проведения вытяжки как в прядильном отверстии (в результате воздействия специфической геометрии прядильного отверстия), так и в воздушном зазоре, с получением комплексной нити, демонстрирующей повышенную прочность.
Еще одно преимущество способа по изобретению заключается в том, что степень вытяжки DRn.o. можно установить в результате выбора геометрии прядильных отверстий, которую можно намного лучше контролировать в сопоставлении с вытяжкой в воздушном зазоре. Еще одно преимущество заключается в том, что температуру во время проведения вытяжки в прядильных отверстиях можно лучше контролировать, чем в воздушном зазоре, что дополнительно уменьшает различие в технологических условиях между элементарными нитями и между различными моментами времени. Известно, что даже небольшие различия в температуре раствора полиэтилена будут оказывать сильное влияние на его реологические свойства и, таким образом, характеристики вытяжки. Еще одно дополнительное преимущество заключается в том, что можно использовать более значительный воздушный зазор, что обеспечит меньшую степень критичности по отношению к небольшим флуктуациям, например, возникающим вследствие перемещения поверхности закалочной бани. Явное преимущество способа изобретения, таким образом, заключается в улучшенной технологической стабильности и большей согласованности свойств между элементарными нитями и по длине элементарных нитей. Данные преимущества становятся более очевидными при увеличении количества элементарных нитей, которые формуют. Предпочтительно количество элементарных нитей в нити равно по меньшей мере 10, 50, 100, 150, 200, 300, 375 или даже по меньшей мере 450. По практическим причинам способы работы во время формования и проведения вытяжки становятся все более трудными, и количество элементарных нитей предпочтительно составляет самое большее приблизительно 5000.
Формующая пластина современного уровня техники также называется фильерой, и она включает множество прядильных отверстий, также называемых отверстиями, соплами, апертурами, капиллярами или каналами. Количество прядильных отверстий определяет максимальное количество элементарных нитей в свежесформованной нити. Прядильное отверстие характеризуется определенной геометрией в продольном и поперечном направлениях, и предпочтительно оно имеет круговое поперечное сечение для получения в результате наивысшей прочности, но возможными являются также и другие формы, если потребуются другие формы элементарных нитей. В контексте настоящего изобретения диаметр обозначает эффективный диаметр; то есть в случае прядильных отверстий с некруговой или неправильной формой это наибольшее расстояние для воображаемой линии, соединяющей внешние границы.
В контексте настоящего изобретения в прядильном отверстии используют степень вытяжки, превышающую 1, если в результате наличия в прядильном отверстии растягивающего поля течения будет происходить ориентирование полиэтиленовых цепей в растворе, и полученная таким образом ориентация впоследствии по существу не утрачивается в результате действия релаксационных процессов (существующих в прядильном отверстии). Такая молекулярная ориентация и, стало быть, степень вытяжки, превышающая 1, получаются в том случае, если раствор будет протекать через прядильное отверстие, характеризующееся геометрией, включающей зону сужения, говоря более конкретно в отношении способа по изобретению, зону, характеризующуюся постепенным уменьшением диаметра от D0 до Dn при угле раствора конуса в диапазоне 8-75°, и необязательно включающей последующую зону по отношению к зоне сужения, характеризующуюся постоянным диаметром Dn при соотношении длина/диаметр Ln/Dn, равном самое большее 25. «Последующая» понимается как расположенная после зоны сужения в направлении текущего раствора, то есть ближе к выпускной стороне формующей пластины. Если длина зоны, характеризующейся постоянным диаметром, будет превышать 25 Dn, то тогда молекулярная ориентация, возникающая в зоне сужения, будет по существу снова утрачена; то есть никакой эффективной ориентации или вытяжки наблюдаться не будет. Степень вытяжки в таком случае определяют как DRn.o.=1.
Под углом раствора конуса подразумевают обозначение максимального угла между касательными линиями к поверхностям противоположных стенок в зоне сужения. Например, в случае конусообразного или сходящегося сужения угол между касательными линиями является постоянным, то есть является углом раствора конуса; в случае зоны сужения, относящейся к типу так называемого раструба, угол между касательными линиями будет уменьшаться по мере уменьшения диаметра; в то время, как в случае зоны сужения, относящейся к типу фужера, угол между касательными линиями будет проходить через максимальное значение.
Более высокое значение угла раствора конуса приводит к возникновению течения, растягивающего в большей степени, но, если угол раствора конуса будет превышать 75°, то тогда нестабильность течения, подобная турбулентности, может привести к искажению желательного растягивающего ориентирования молекул. Поэтому угол раствора конуса предпочтительно составляет самое большее 70°, самое большее 65°, самое большее 60°, самое большее 50°, более предпочтительно самое большее 45°. При уменьшении угла раствора конуса ориентирование молекул полимера становится менее эффективным, и очень малые углы в результате приводят к необходимости изготовления очень длинных прядильных отверстий. Таким образом, угол раствора конуса предпочтительно равен по меньшей мере 10°, более предпочтительно по меньшей мере 12° или даже по меньшей мере 15°.
Степень вытяжки в прядильном отверстии описывается соотношением между скоростями течения раствора при начальном диаметре или поперечном сечении и при конечном диаметре прядильного отверстия; что эквивалентно соотношению между площадями соответствующих поперечных сечений или соотношению между квадратами начальных и конечных диаметров в случае цилиндрических отверстий, то есть DRn.o.=(D0/Dn).
Предпочтительно степень вытяжки в прядильных отверстиях составляет по меньшей мере 2, 5, 10, 15, 20, 25, 30, 35, 40, 45 или даже по меньшей мере 50, поскольку в прядильных отверстиях диапазон и условия вытяжки можно хорошо контролировать. В дополнение к этому, как было обнаружено, более высокая степень вытяжки в прядильном отверстии при постоянной степени вытяжки в воздушном зазоре в результате приводит к получению более высокого предела прочности при растяжении для полученной нити. В специальном варианте реализации DRn.o. превышает DRв.з. по той же самой причине.
Прядильное отверстие дополнительно включает последующую зону по отношению к зоне сужения, характеризующуюся постоянным диаметром Dn, при этом данная зона отличается соотношением длина/диаметр Ln/Dn, равным самое большее 25. Длина данной зоны также может составлять 0; т.е. наличие такой зоны в прядильном отверстии не является обязательным. Преимущество присутствия данной зоны, характеризующейся постоянным диаметром, заключается в дополнительном улучшении стабильности способа формования нитей. С другой стороны, ее длина должна быть ограниченной для того, чтобы ориентация молекул, сформированная в зоне сужения, не была по существу утрачена. Поэтому соотношение Ln/Dn предпочтительно составляет самое большее 20, самое большее 15,10 или даже самое большее 5.
Конечный диаметр прядильного отверстия может варьироваться в значительных пределах в зависимости от общей степени вытяжки, используемой в технологическом процессе, и от желательной конечной толщины элементарной нити. Подходящий диапазон заключен в пределах от 0,2 до 5 мм, предпочтительно конечный диаметр находится в диапазоне от 0,3 до 2 мм.
Прядильные отверстия также могут включать более одной зоны сужения, за каждой из которых необязательно будет следовать зона, характеризующаяся постоянным диаметром. В таком случае подобные признаки, обсуждавшиеся выше, будут относиться к каждой зоне.
В специальном варианте реализации способа по изобретению прядильные отверстия в формующей пластине дополнительно включают зону втекания, характеризующуюся постоянным диаметром, равным по меньшей мере D0, и длиной L0 при соотношении L0/D0, равном по меньшей мере 5. Преимущество такой зоны заключается в том, что молекулы полимера в растворе могут, по меньшей мере частично, релаксировать перед поступлением в зону сужения, так что предварительная ориентация, возникающая в результате наличия полей течения, дополнительно образующихся перед зоной сужения в технологическом процессе, будет исчезать или по меньшей мере значительно уменьшаться. Это является в особенности выгодным в случае большого количества прядильных отверстий, что требует наличия сложных питающих каналов, обеспечивающих подачу материала к формующей пластине, что в результате может привести к получению совершенно различных предыстории течения и степеней предварительной ориентации для каждого прядильного отверстия; и, таким образом, к возникновению различий в характеристиках вытяжки элементарных нитей и различий в свойствах между элементарными нитями в (комплексной) нити. Чем длиннее будет данная зона втекания, тем в большей степени может происходить релаксация и тем лучшими будут гомогенность элементарных нитей или однородность комплексной нити. Поэтому зона втекания предпочтительно характеризуется значением L0/D0, равным по меньшей мере 10, 15, 20 или даже по меньшей мере 25. Необходимо отметить, что скорость течения в данной зоне составляет величину, значительно меньшую в сопоставлении со скоростью после прохождения через зону сужения, и что для возникновения релаксации достаточной будет относительно небольшое значение L0/D0. Выше определенной длины дополнительное увеличение едва ли будет играть какую-либо роль, но такая длинная зона втекания в результате будет приводить к получению очень толстых формующих пластин, которые будет труднее изготавливать и с которыми будет труднее работать. Таким образом, зона втекания предпочтительно характеризуется значением L0/D0, равным самое большее 100 или самое большее 75 или 50. Оптимальная длина зависит от факторов, подобных мольной массе полиэтилена, концентрации раствора и скоростям течения.
В предпочтительном варианте реализации способа по изобретению формующая пластина включает по меньшей мере 10 цилиндрических прядильных отверстий, включающих зону втекания, характеризующуюся постоянным диаметром D0 при значении L0/D0, равном по меньшей мере 10, по меньшей мере одну зону сужения при угле раствора конуса в диапазоне 10-60°, последующую зону, характеризующуюся постоянным диаметром Dn при значении Ln/Dn, равном самое большее 15, и используют значение (D0/Dn)2, равное самое большее 5, но также возможной является и любая другая комбинация указанных предпочтительных вариантов реализации.
В способе по изобретению жидкие элементарные нити можно дополнительно подвергать вытяжке при их выходе из прядильного отверстия благодаря использованию скорости приемки после охлаждения элементарных нитей, более высокой в сопоставлении со скоростью течения при выходе из прядильного отверстия. Данное растяжение, используемое при охлаждении перед затвердеванием, называется степенью вытяжки в воздушном зазоре DRВ.З., и в предшествующем уровне техники его также называют вытяжкой вниз. DRВ.З. может быть равна 1,0, если скорость приемки будет равна скорости течения, но степень вытяжки предпочтительно превышает 1 для сохранения воздействия на элементарные нити достаточного натяжения и для предотвращения возникновения релаксации. При достижении определенной DRжидк. величину DRВ.З. предпочтительно оптимизируют в комбинации с используемой DRn.o. Предпочтительно степень вытяжки в воздушном зазоре равна по меньшей мере 2,5 или 10. Размер воздушного зазора, то есть расстояние от выхода из формующей пластины до поверхности закалочной бани, как оказывается, не является слишком критичным фактором, хотя его предпочтительно выдерживают постоянным и одинаковым по величине для всех элементарных нитей, и он может находиться в диапазоне от нескольких мм до нескольких см. Если воздушный зазор будет чрезмерно длинным, то тогда процессы молекулярной ориентации могут аннулировать часть полученной ориентации. Предпочтительно длина воздушного зазора равна приблизительно 5-50 мм.
Степень вытяжки DRжидк., представляющая собой величину DRn.o. × DRВ.З., которая воздействует на жидкие элементарные нити, составляет по меньшей мере 150, предпочтительно по меньшей мере 200, 250 или даже по меньшей мере 300. Было обнаружено, что такая высокая степень вытяжки, воздействующая на жидкие элементарные нити, в результате приводит к достижению улучшенной способности к вытяжке у гелеобразных и высушенных элементарных нитей (DRтверд.) и/или получению улучшенных свойств, подобных пределу прочности при растяжении у получающейся в результате нити. Это синонимично также и улучшенной технологической стабильности технологического процесса, поскольку это приводит к уменьшению вероятности перенапряжения элементарной нити во время проведения ее вытяжки в (полу)твердом состоянии при определенной степени вытяжки, только ненамного уступающей максимально возможному значению, и, таким образом, приводит к уменьшению частоты разрывов элементарных нитей. Это неожиданный результат, поскольку эксперименты в публикациях предшествующего уровня техники, подобных ЕР 0064167 А1 или WO 01/73173 А1, свидетельствуют о том, что увеличение величины DRжидк, в результате приводит к уменьшению степени вытяжки, которую впоследствии можно будет использовать для твердых элементарных нитей, и к ухудшению механических свойств при растяжении у нити.
Полиэтилен, обладающий сверхвысокой мольной массой, используемый в способе, соответствующем изобретению, отличается характеристической вязкостью (IV, измеренной в растворе в декалине при 135°С), находящейся в диапазоне приблизительно от 8 до 40 дл/г, предпочтительно от 10 до 30 или от 12 до 28, более предпочтительно от 15 до 25 дл/г, что обеспечивает достижение баланса между перерабатываемостью раствора, из которого формуют нити, и механическими свойствами полученных элементарных нитей. Характеристическая вязкость является мерой мольной массы (также называемой молекулярной массой), которую можно легче определять, чем фактические параметры мольной массы, подобные Мп и Mw. Существует несколько эмпирических соотношений между IV и Mw, но такое соотношение зависит от распределения по мольным массам.
Исходя из уравнения Mw=5,37×104 [IV]1,37 (смотрите документ ЕР 0504954 А1), величина IV, равная 4 или 8 дл/г, будет эквивалентна Mw, равной приблизительно 360 или 930 кг/моль, соответственно. Хорошо известно, что в общем случае во время переработки полимера при повышенной температуре в определенной степени протекает деструкция цепей, что приводит к получению пониженной мольной массы полученного продукта в сопоставлении с тем, что имело место у исходного полимера. Было обнаружено, что при формовании нитей из геля СВПЭ может иметь место уменьшение IV приблизительно на 1-3 г/дл в зависимости от исходной мольной массы и условий переработки.
Предпочтительно СВПЭ представляет собой линейный полиэтилен, характеризующийся наличием менее одного разветвления на 100 атомов углерода, а предпочтительно менее одного разветвления на 300 атомов углерода; при этом разветвление или боковая цепь или цепное разветвление обычно содержит по меньшей мере 10 атомов углерода. Линейный полиэтилен, кроме того, может содержать вплоть до 5 мол.% одного или нескольких сомономеров, таких как алкены, подобные пропилену, бутену, пентену, 4-метилпентену или октену.
В предпочтительном варианте реализации СВПЭ содержит небольшое количество, предпочтительно по меньшей мере 0,2 или по меньшей мере 0,3 на 1000 атомов углерода, сравнительно небольших групп в качестве отходящих от основной цепи боковых групп, предпочтительно C1-C4 алкильных групп. Было обнаружено, что в результате использования полимера, содержащего определенное количество таких групп, будут получаться нити, отличающиеся выгодной комбинацией высокой прочности и дополнительно улучшенных характеристик ползучести. Однако чрезмерно большая боковая группа или чрезмерно большое количество боковых групп будет оказывать негативное влияние на переработку, а в особенности на характеристики вытяжки элементарных нитей. По этой причине СВПЭ предпочтительно имеет метальные или этильные боковые группы, более предпочтительно метальные боковые группы. Количество боковых групп предпочтительно составляет самое большее 20, более предпочтительно самое большее 10, 5 или самое большее 3 на 1000 атомов углерода.
СВПЭ, который используют в способе по изобретению, дополнительно может содержать небольшие количества, в общем случае меньше 5 масс.%, предпочтительно меньше 3 масс.%, обычно используемых добавок, таких как антиоксиданты, термостабилизаторы, красители, активаторы течения и тому подобное. СВПЭ может представлять собой одну марку полимера, но также может представлять собой и смесь двух или более различных марок полиэтилена, например, различающихся по IV или распределению по мольным массам и/или типу и количеству сомономеров или боковых групп.
В способе по изобретению в качестве растворителя для получения раствора полиэтилена возможно использование любого из известных растворителей, подходящих для формования нитей из геля СВПЭ, например, парафинового воска, парафинового масла или минерального масла, керосинов, декалина, тетралина или их смеси. Было обнаружено, что настоящий способ является в особенности выгодным в случае относительно летучих растворителей, предпочтительно растворителей, характеризующихся температурой кипения при атмосферных условиях, меньше 275°С, более предпочтительно меньше 250°С или 225°С. Подходящие примеры включают декалин, тетралин и несколько марок керосина. Раствор СВПЭ в растворителе можно получить с использованием известных способов. Для получения гомогенного раствора из суспензии СВПЭ/растворитель предпочтительным является использование двухчервячного экструдера. Раствор предпочтительно подают на формующую пластину при постоянной скорости течения, используя дозирующие насосы. Концентрация раствора СВПЭ находится в диапазоне от 3 до 25 масс.%, при этом чем большей будет мольная масса полиэтилена, тем меньшей будет предпочтительная концентрация. Предпочтительно концентрация находится в диапазоне от 3 до 15 масс.% в случае СВПЭ, отличающегося величиной IV, находящейся в диапазоне 15-25 дл/г.
Раствор СВПЭ предпочтительно имеет по существу постоянный состав с течением времени, поскольку это дополнительно улучшает технологическую стабильность и приводит в результате к получению нити, характеризующейся большим постоянством качества с течением времени. Под по существу постоянным составом понимают то, что параметры, подобные химическому составу и мольной массе СВПЭ и концентрации СВПЭ в растворе, варьируются только в пределах определенного диапазона около выбранного значения.
Охлаждение жидких элементарных нитей с получением содержащих растворитель гелеобразных элементарных нитей можно проводить с использованием потока газа или в результате закаливания элементарной нити в жидкой охлаждающей бане после прохождения воздушного зазора, при этом баня предпочтительно содержит нерастворитель для раствора СВПЭ. В случае использования газового охлаждения размер воздушного зазора представляет собой длину, на которой происходит затвердевание элементарных нитей на воздухе. Предпочтительно в комбинации с воздушным зазором используют жидкую закалочную баню, при этом преимущество заключается в том, что условия проведения вытяжки будут лучше определены и проконтролированы в сопоставлении с газовым охлаждением. Несмотря на название «воздушный зазор» атмосфера может отличаться от воздуха; например, вследствие пропускания инертного газа, подобного азоту, или вследствие испарения растворителя из элементарных нитей.
Предпочтительно, принудительной подачи газа не проводят или проводят только при низкой скорости течения. В предпочтительном варианте реализации элементарные нити закаливают в бане, содержащей охлаждающую жидкость, где данная жидкость является не смешиваемой с растворителем жидкостью, температуру которой контролируют, и которая течет вдоль элементарных нитей по меньшей мере в том месте, где жидкие элементарные нити попадают в закалочную баню.
Удаление растворителя можно проводить при использовании известных способов, например, в результате выпаривания относительно летучего растворителя, в результате использования экстрагирующей жидкости или в результате использования комбинации обоих способов.
Способ получения полиэтиленовой нити, соответствующей изобретению, в дополнение к проведению вытяжки растворных элементарных нитей, включает проведение вытяжки элементарных нитей по меньшей мере с одной стадией вытяжки, проводимой в отношении полутвердых или гелеобразных элементарных нитей и/или твердых элементарных нитей после охлаждения и, по меньшей мере частичного удаления растворителя при степени вытяжки, равной по меньшей мере 4. Вытяжку предпочтительно проводят на больше, чем двух стадиях, а предпочтительно при различающихся температурах при увеличивающемся профиле в диапазоне приблизительно от 120 до 155°С. Степень 3-стадийной вытяжки, используемая для (полу)твердых элементарных нитей, описывается выражением DRтверд.= DRтверд.1 × DRтверд.2 × DRтверд.3; то есть она состоит из степеней вытяжки, использованных на каждой стадии проведения вытяжки.
Было обнаружено, что для достижения наивысших механических свойств при растяжении для нити, получаемой при заданной величине DRжидк., возможно использование степени вытяжки DRтверд., достигающей приблизительно 35. В результате наличия улучшенных способности к вытяжке и прочности у подвергнутых частичной вытяжке элементарных нитей в способе по изобретению становится возможным использование относительно высоких значений степени вытяжки, находящихся предпочтительно в диапазоне 5-30, без возникновения частых разрывов элементарных нитей, что также зависит от степени вытяжки, воздействующей на жидкие элементарные нити. Таким образом, способ, соответствующий изобретению, приводит в результате к получению комплексной нити из ВКПЭ, демонстрирующей не только повышенный предел прочности при растяжении в сопоставлении с известными комплексными нитями, но также и меньшее пушение (возникающее в результате присутствия разорванных элементарных нитей); в особенности, если степени вытяжки были оптимизированы.
В специальном варианте реализации по изобретению через формующую пластину, включающую по меньшей мере 10 прядильных отверстий, с подачей в воздушный зазор проводят формование нитей из 3-15 масс.% раствора линейного СВПЭ, характеризующегося величиной IV, находящейся в диапазоне 15-25 дл/г, при этом прядильные отверстия включают по меньшей мере одну зону сужения при угле раствора конуса в диапазоне 10-60° и включают последующую зону по отношению к зоне сужения, характеризующуюся постоянным диаметром Dn при соотношении длина/диаметр Ln/Dn, меньшем 10, при использовании степени вытяжки в жидком состоянии DRжидк.=DRn.o. × DRB.3., равной по меньшей мере 200, и степени вытяжки DRтверд. в диапазоне от 5 до 30; но к хорошим результатам приводят также и другие комбинации значений, задаваемых для упомянутых параметров.
Способ, соответствующий изобретению, кроме того, может включать дополнительные стадии, известные на современном уровне техники, подобные, например, нанесению на нить аппретуры для формования нитей или шлихтующего средства.
Изобретение, кроме того, относится к формующей пластине, включающей, по меньшей мере, 5 прядильных отверстий, характеризующихся геометрией и предпочтительными признаками, определенными и описанными выше. Преимущество упомянутой формующей пластины заключается в том, что при использовании в способе получения комплексной нити из высококачественного полиэтилена она делает возможными получение высокой степени вытяжки для жидких элементарных нитей и создание стабильного способа формования, что в результате приводит к получению нити, характеризующейся повышенной прочностью и высоким уровнем совпадения свойств индивидуальных элементарных нитей.
Изобретение, кроме того, относится к комплексной нити из ВКПЭ, которую можно получать по способу, соответствующему изобретению, при этом нить будет демонстрировать предел прочности при растяжении, более высокий в сопоставлении с соответствующей величиной для любой известной нити из ВКПЭ, включающей по меньшей мере 5 элементарных нитей. Более конкретно изобретение относится к комплексной нити из ВКПЭ, полученной из линейного СВПЭ, характеризующегося величиной IV, находящейся в диапазоне 8-40 дл/г, включающей n элементарных нитей и характеризующейся пределом прочности при растяжении, равным по меньшей мере f×(n-0,065) ГПа, где множитель f равен по меньшей мере 5,8, а n равен по меньшей мере 5. Основой предпочтительных вариантов реализации нити по изобретению являются марки СВПЭ, описанные выше. Предпочтительно нить характеризуется пределом прочности при растяжении, соответствующим упомянутой формуле, где f равен по меньшей мере 6,0; 6,2 или даже по меньшей мере 6,4. Принимая во внимание то, что максимальная теоретическая прочность элементарной нити некоторыми авторами признается равной приблизительно 10 ГПа, множитель f будет равным самое большее 10 или даже самое большее 9 или 8.
Комплексная нить из ВКПЭ, соответствующая изобретению, дополнительно отличается величиной, полной энтальпии необратимых переходов, измеренной по методу температурно-модулированной дифференциальной сканирующей калориметрии (ТМДСК), равной по меньшей мере 200 Дж/г. В дополнение к этому или в качестве альтернативы ему, комплексная нить из ВКПЭ, соответствующая изобретению, кроме того, отличается наличием пика на кривой необратимых переходов, полученной по методу ТМДСК, далее в настоящем документе называемого необратимым пиком, характеризующегося положением максимума в области приблизительно 152°С согласно измерению по методу ТМДСК и величиной энтальпии, равной по меньшей мере 35 Дж/г, предпочтительно по меньшей мере 38 или 40 Дж/г. Несмотря на то, что данные результаты метода ТМДСК в настоящее время еще полностью не объяснены, без связи с какой-либо теорией, на данный момент предполагают, что необратимый пик в области 152°С по существу коррелирует с ориентированной кристаллизацией молекул полиэтилена, стимулированной действием процесса формования нити по изобретению и в результате приводящей к получению улучшенных механических свойств.
Как было обнаружено, комплексная нить из ВКПЭ, соответствующая изобретению, кроме того, демонстрирует подходящее сопротивление ползучести, например, выраженное через скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 5·10-6 с-1, предпочтительно самое большее 4·10-6 с-1. Комплексная нить из ВКПЭ, соответствующая изобретению и полученная из линейного СВПЭ, имеющего 0,2-10 алкильных групп C1-C4 на 1000 атомов С, демонстрирует даже еще более высокую стойкость к ползучести в комбинации с высокой прочностью; то есть она характеризуется скоростью ползучести, определенной для нити при 70°С при нагрузке 600 МПа, равной самое большее 3·10-6 с-1, предпочтительно самое большее 2·10-6 с-1 или даже 1·10-6 с-1.
Предпочтительно количество элементарных нитей в нити, соответствующей изобретению, равно по меньшей мере 10, 50, 100, 150, 200, 300, 375 или даже по меньшей мере 450.
Предпочтительно упомянутая нить является свежесформованной или только что изготовленной нитью; в том смысле, что нить представляет собой непосредственный продукт способа формования и вытяжки нити, и ее не получают в результате компоновки отдельно изготовленных нитей, включающих меньшее количество элементарных нитей. Само собой разумеется, что только что изготовленную нить, соответствующую изобретению, можно дополнительно компоновать с получением нитей или канатов и тому подобного, характеризующихся более высокими значениями титра или линейной плотности.
Такая высокопрочная нить является очень хорошо подходящей для использования в различных сферах применения, подобных изготовлению сверхпрочных канатов и кабелей или для изготовления пуленепробиваемых композитов, обеспечивающих достижение улучшенного уровня защиты или получение пониженной массы. Нить, включающая, например, от 5 до 300 элементарных нитей и характеризующаяся относительно низким титром, но чрезвычайно высокой прочностью, помимо прочего, является очень хорошо подходящей для изготовления высокопрочных хирургических нитей и кабелей или других имплантатов медицинского назначения. Для применения в сфере медицины в дополнение к механическим свойствам нити очень большое значение имеет и количество в ней других компонентов или инородных материалов. Поэтому изобретение также конкретно относится к комплексной нити из ВКПЭ, соответствующей изобретению и содержащей менее 150 ч./млн остаточного растворителя, говоря конкретно, растворителя, характеризующегося температурой кипения в атмосферных условиях, меньшей 275°С, предпочтительно содержащей менее 100; 75 или даже менее 50 ч./млн растворителя, и к медицинским имплантатам, включающим такую нить.
Изобретение конкретно относится к комплексной нити из ВКПЭ, включающей по меньшей мере 20 элементарных нитей, при этом нить получают из СВПЭ, отличающегося величиной IV, находящейся в диапазоне 8-40 дл/г, и пределом прочности при растяжении, равным по меньшей мере f×(n-0,065) ГПа, при этом n равен по меньшей мере 20, a f равен по меньшей мере 5,8. Комплексная нить, характеризующаяся такой высокой прочностью, которая также демонстрирует относительное удлинение при разрыве, превышающее приблизительно 2,5%, является в особенности выгодной при изготовлении канатов вследствие повышенной прочностной эффективности таких канатов. Поэтому изобретение конкретно относится к комплексной нити из ВКПЭ, включающей по меньшей мере n элементарных нитей, полученных из СВПЭ, отличающегося величиной IV, находящейся в диапазоне 8-40 дл/г, где данная нить характеризуется пределом прочности при растяжении, равным по меньшей мере f×(n-0,065) ГПа, при этом n равен, по меньшей мере, 200, предпочтительно по меньшей мере 300 или 375, а f равен, по меньшей мере, 5,8, скорость ползучести, определенная при 70°С при нагрузке 600 МПа, равна самое большее 5·10-6с-1, и относительное удлинение при разрыве равно по меньшей мере 2,8%.
Изобретение, кроме того, относится к различным полуфабрикатам и изделиям, включающим комплексную нить из высококачественного полиэтилена, соответствующую изобретению, или комплексную нить из высококачественного полиэтилена, получаемую по способу, соответствующему изобретению. Примеры таких изделий включают различные канаты и корды, рыболовные сети, спортивное оборудование, медицинские имплантаты, подобные хирургической нити и кабелям, и пуленепробиваемые композиты. В большинстве из данных сфер применения предел прочности при растяжении для нити является существенным параметром, определяющим эксплуатационные характеристики изделия.
Канаты, в частности, включают сверхпрочные канаты, предназначенные для работы в суровых условиях при проведении операций в открытом море и в акватории шельфа, подобных манипулированию с якорем, сейсморазведочным работам, постановке на якорь буровых вышек и эксплуатационных нефтяных платформ и буксировке. Предпочтительно такие канаты включают по меньшей мере 50 масс.% нити по изобретению, более предпочтительно по меньшей мере 75 или даже 90 масс.%. Наиболее предпочтительно канат по существу состоит из нити из ВКПЭ, соответствующей изобретению. В дополнение к повышенной прочности такие продукты в условиях непрерывного нагружения также демонстрируют улучшенные эксплуатационные характеристики, подобные пониженной ползучести и более продолжительному времени до разрушения. Продукты, содержащие высокие количества нити из ВКПЭ, демонстрируют низкую относительную плотность; возможно, меньшую плотности воды, что является преимуществом в сферах применения в открытом море и в акватории шельфа.
Изобретение, кроме того, относится к многослойному пуленепробиваемому сборному модулю, включающему множество монослоев, включающих нить из ВКПЭ, соответствующую изобретению, и к пуленепробиваемым изделиям, включающим такой сборный модуль. Нить из ВКПЭ может присутствовать в монослое в различных формах, в том числе в виде тканого и нетканого материалов. Предпочтительно монослои включают однонаправленно ориентированные элементарные нити из ВКПЭ; при этом направление волокон в каждом монослое поворачивают по отношению к направлению волокон в соседнем монослое. Монослои, кроме того, могут включать материал связующего, в основном в целях удерживания элементарных нитей друг рядом с другом. Материал связующего можно наносить при использовании разнообразных методик; например, в виде пленки, в виде поперечной связующей перемычки или волокон (поперечных по отношению к однонаправленным элементарным нитям) или в результате импрегнирования и/или пропитывания элементарных нитей материалом матрицы, например, при использовании раствора или дисперсии материала матрицы в жидкости. Количество связующего материала предпочтительно составляет меньше 30 масс.% при расчете на массу слоя, более предпочтительно меньше 20 или 15 масс.%. Монослои, кроме того, могут содержать небольшие количества вспомогательных компонентов и могут включать другие элементарные нити. Предпочтительно монослои в качестве армирующих волокон включают только элементарные нити из ВКПЭ. Поэтому такие монослои также называют монослоями, по существу состоящими из элементарных нитей из ВКПЭ.
Многослойный пуленепробиваемый сборный модуль также может являться сборным модулем, состоящим по меньшей мере из двух предварительно сформованных листовых слоев, при этом листовой слой включает по меньшей мере два монослоя, включающие высокоэффективные волокна и материал связующего, и необязательно другие слои, подобные пленке или ткани, которые сцементировали или скрепили друг с другом. Такие многослойные пуленепробиваемые сборные модули или панели и их изготовление на современном уровне известны, например, из документов US 4916000, US 4623574, EP 0705162 A1 или ЕР 0833742 A1.
В случае применения так называемых жестких пуленепробиваемых конструкций, подобных бронированию транспортных средств, в общем случае используют жесткие панели, которые формуют (прессованием) из множества монослоев, включающих нить из ВКПЭ. В случае применения мягких пуленепробиваемых конструкций, подобных пуленепробиваемому жилету, предпочтительными являются гибкие панели, скомпонованные из множества монослоев, включающих нить из ВКПЭ, например, в результате укладывания в стопку монослоев или предварительно сформованных листов и фиксации стопки, например, при использовании прошивки по углам или вдоль краев или в результате размещения внутри оболочки.
Многослойный пуленепробиваемый сборный модуль, включающий монослои, по существу состоящие из нити из ВКПЭ, соответствующей изобретению, демонстрирует на удивление хорошие характеристики пуленепробиваемости, превышающие эксплуатационные характеристики известных сборных модулей или панелей. Например, было обнаружено, что гибкий сборный модуль, который соответствует требованиям NIJ II (остановка пули Parabellum FMJ (со сплошной металлической оболочкой) 9 мм массой 8,0 г при скорости соударения 367 м/с и пули 0,357 Magnum JSP (с баллистическим наконечником и мягкой головной частью) массой 10,2 г при скорости 436 м/с), характеризовался поверхностной плотностью, приблизительно на 25% или более меньшей, чем у панели современного уровня техники. Пониженная масса является отчетливым преимуществом как при личной защите, так и при бронировании транспортных средств и тому подобном.
Более конкретно изобретение относится к пуленепробиваемому сборному модулю, включающему множество монослоев, по существу состоящих из комплексной нити из ВКПЭ, при этом сборный модуль характеризуется поверхностной плотностью (ПП), равной по меньшей мере 1,5 кг/м2, и удельным поглощением энергии (УПЭ), равным по меньшей мере 300 Дж·м2/кг, согласно измерениям для пули FMJ Parabellum 9×19 мм в соответствии с методикой испытаний на основании документа Stanag 2920. Предпочтительно сборный модуль характеризуется величиной УПЭ, равной по меньшей мере 325 или по меньшей мере 350 Дж·м2/кг. Поверхностную плотность выражают через массу, приходящуюся на единицу площади поверхности, и также называют поверхностной массой или поверхностным весом.
Изобретение, кроме того, относится к пуленепробиваемой формованной панели, включающей множество монослоев, по существу состоящих из комплексной нити из ВКПЭ, при этом панель характеризуется удельным поглощением энергии (УПЭ), равным по меньшей мере 165 Дж·м2/кг, согласно измерениям для пули АК-47 в соответствии с методикой испытаний на основании документа Stanag 2920. Предпочтительно панель характеризуется величиной УПЭ, равной по меньшей мере 170 или по меньшей мере 175 Дж·м2/кг.
Изобретение, кроме того, разъясняется следующими далее примерами и сравнительными экспериментами.
Методы
IV: характеристическую вязкость определяли в соответствии с методом РТС-179 (Hercules Inc. Rev. Apr. 29, 1982) при 135°С в декалине, при этом время растворения составляло 16 часов, в качестве антиоксиданта использовали DBPC (ди-трет-бутил-пара-крезол) в количестве раствора с концентрацией 2 г/л, проводили экстраполирование вязкости, измеренной при различных концентрациях, к нулевой концентрации.
Боковые цепи: количество боковых цепей в образце СВПЭ определяли по методу ИК-спектроскопии с преобразованием Фурье для сформованной по способу прессования пленки толщиной 2 мм в результате получения количественных характеристик для поглощения в области 1375 см-1 при использовании калибровочной кривой, полученной на основании измерений по методу ЯМР (например, как в документе ЕР 0269151).
Механические свойства при растяжении: предел прочности при растяжении (или прочность), модуль упругости при растяжении (или модуль упругости) и относительное удлинение при разрыве (или ОУР) определяли и устанавливали для комплексных нитей по методике, соответствующей документу ASTM D88 5М, при использовании номинальной длины испытываемой части образца волокна 500 мм, скорости траверсы 50%/мин и зажимов Instron 2714, относящихся к типу Fibre Grip D5618C. Основываясь на результатах измерений для кривой зависимости деформации от напряжения, модуль упругости определяли как наклон (градиент) в диапазоне деформаций от 0,3 до 1%. Для вычисления модуля упругости и прочности измеренные растягивающие усилия делили на титр, определенный в результате взвешивания 10 метров волокна; значения в ГПа рассчитывали, предполагая, что плотность равна 0,97 г/см2;
Эксперименты по температурно-модулированной дифференциальной сканирующей калориметрии (ТМДСК) проводили на приборе ТА Instruments Heatflux DSC 2 920, оснащенном охлаждающей системой с замораживанием (RCS). В качестве продувочного газа использовали гелий (35 мл/мин). В качестве держателей образцов использовали алюминиевые тигли (Perkin Elmer, автоматизированные чашки). Перед проведением анализа волокна нарезали до длины в диапазоне от 1 до 2 мм. Методики калибровки включали калибровку по температуре с использованием воды и индия; калибровку по энтальпии с использованием индия; и калибровку по теплоемкости с использованием материала Standard Reference Material 1484 Linear Polyethylene, у которого Ср при 150°С=2,57 Дж/°С (National Bureau of Standards Washington D.C.).
Основой для используемых условий измерений являлась публикация G. Hohne (Thermochimica Acta 396, 2003, 97-108), касающаяся порошкообразного СВПЭ. Метод измерений включал достижение равновесия при 80°С; модулирование ±0,20°С каждые 80 секунд; и сканирование со скоростью 1,00°С/мин до 180°С. Кривые в методе ТМДСК для обратимых и необратимых переходов рассчитывали из измеренного общего теплового потока и комплексной теплоемкости. Приведенные значения для температур пиков и энтальпий различных пиков рассчитывали при использовании стандартного программного обеспечения в предположении непрерывности базовой линии;
для пиков, имеющих (широкий) максимум менее 140°С, максимум в диапазоне 140-144 (142)°С и в диапазоне 150-153 (152)°С.
Характеристики ползучести для нитей определяли при использовании экспериментальной установки, включающей терморегулируемую камеру, фиксаторы образца, включающие цилиндрический стальной стержень, имеющий гладкую поверхность, и автоматизированную систему, для нагружения образца и для отслеживания перемещения приложенной массы в зависимости от времени. Концы образца нити подходящей длины в диапазоне 200-1000 мм, в зависимости от предполагаемого относительного удлинения, наматывали несколько раз вокруг стального стержня и фиксировали узлами. После этого образец помещали в камеру ползучести и после предварительного нагружения в течение 10-30 секунд и последующей релаксации начинали проводить измерения. Наблюдаемое относительное удлинение в зависимости от времени обычно демонстрировало три режима: после начального относительно быстрого удлинения для скорости ползучести достигается плато (режим 2, также называемый стационарной ползучестью). В третьем режиме в дополнение к пластической ползучести начинают играть роль эффекты деструкции молекулярных цепей, что, в конце концов, приводит к разрыву нити. Приведенные значения для ползучести относятся к режиму 2, будучи рассчитанными для экспериментов, проведенных при 70°С и при нагрузке для нити 600 МПа. Значения усталостной долговечности при ползучести определяли как переход от режима 2 к режиму.
Характеристики пуленепробиваемости: V50 и УПЭ для композитных панелей определяли при 21°С по методикам испытаний, соответствующим документу Stanag 2 920, при использовании пуль FMJ Parabellum 9 мм·19 мм (от компании Dynamit Nobel); снарядов, симулирующих осколки, (FSP) с характеристиками в виде 1,1 грамма и 5,38 мм; или пуль с сердечником из мягкой стали АК-47 7,62×39 мм массой 8,0 г (от компании Conjoy, Великобритания). После кондиционирования при 21°С и относительной влажности 65% в течение по меньшей мере 16 часов сборный модуль из слоев фиксировали при использовании гибких перемычек на носителе, заполненном материалом подложки Roma Plastilin, который предварительно кондиционировали при 35°С. В случае боеприпасов АК-47 панели фиксировали в зажимах на стальной раме и расстреливали без использования подложки.
Примеры 1-2
Получали 6 масс.% раствор гомополимера СВПЭ, характеризующегося наличием менее 0,3 боковой группы на 1000 атомов углерода и величиной IV, равной 27,0 дл/г в декалине, и демонстрирующего соотношение количеств цис-/транс-изомеров, находящееся в диапазоне от 38/62 до 42/58, и его экструдировали при использовании 25-миллиметрового двухчервячного экструдера, оснащенного шестеренчатым насосом, при установке температуры на 180°С через формующую пластину, включающую 24 прядильных отверстия, в атмосферу азота при скорости, равной 1,0 г/мин, на одно отверстие. Прядильные отверстия включали начальный цилиндрический канал, характеризующийся диаметром, равным 3,0 мм, и величиной L/D, равной 18, с последующим коническим сужением при угле раствора конуса, равном 45° до цилиндрического канала, характеризующегося диаметром, равным 1,0 мм, и величиной L/D, равной 10. Растворные элементарные нити охлаждали в водяной бане, выдерживаемой приблизительно при 35°С, с использованием скорости течения воды, приблизительно равной 5 см/с, при поступлении воды перпендикулярно элементарным нитям, подаваемым в баню и принимаемым при такой скорости, что на свежесформованные элементарные нити в воздушном зазоре, равном 15 мм, воздействовала степень вытяжки, равная 15. После этого элементарные нити поступали в печь при 130°С. Элементарные нити подвергали дополнительному растяжению при использовании степени вытяжки, равной приблизительно 4, при этом во время реализации данного способа декалин из элементарных нитей испарялся. Общая степень вытяжки DRобщая=(DRжидк. × DRтверд.) достигала 1440. Таким образом полученная нить характеризовалась пределом прочности при растяжении, равным 5,2 ГПа, и модулем упругости, равным 202 ГПа. Соответствующие данные продемонстрированы в таблице 1.
В примере 2 эксперимент повторяли при том условии, что использовали степень вытяжки в полутвердом состоянии, равную 5. В результате использования повышенной степени вытяжки получали также и улучшенные механические свойства при растяжении.
Сравнительный эксперимент А
В данном эксперименте степень вытяжки в воздушном зазоре уменьшали, что в результате приводило к получению DRжидк. равной 135. Измеренный предел прочности при растяжении имел существенно меньшее значение, чем в случае повышенной степени вытяжки.
Пример 3
Данный эксперимент проводили аналогично предшествующему при следующих далее модификациях: формующая пластина включала канал втекания, характеризующийся диаметром, равным 4,5 мм, и L/D=10, зону сужения с углом раствора конуса, равным 20°, и последующий канал, характеризующийся диаметром, равным 0,3 мм, и величиной L/D, равной 5, что в результате приводило к получению DRn.o., равной 225; степень вытяжки в воздушном зазоре составляла приблизительно 1,01 благодаря согласованию скорости приемки и скорости течения. При задании степени вытяжки, воздействующей на затвердевшие элементарные нити, равной 5, получающаяся в результате нить демонстрировала чрезвычайно высокие значения предела прочности и модуля упругости при растяжении.
Сравнительные эксперименты В-С
В данных экспериментах раствор полимера СВПЭ, характеризующегося наличием менее 0,3 боковой группы на 10 00 атомов углерода и величиной IV, равной 19,8 дл/г в декалине, экструдировали при использовании 40-миллиметрового двухчервячного экструдера, оснащенного шестеренчатым насосом, при установке температуры на 180°С, через формующую пластину, включающую 195 прядильных отверстий, с подачей в воздушный зазор при скорости, равной 2,2 г/мин на одно отверстие. Прядильные отверстия имели ту же самую геометрию, что и в примерах 1-2, но при угле раствора конуса, равном 60°. В эксперименте В использовали раствор с концентрацией, равной 8 масс.%, а в эксперименте С - с концентрацией, равной 9 масс.%. Воду в закалочной бане выдерживали при температуре, равной 30-40°С, и поблизости от элементарных нитей она имела скорость течения, приблизительно равную 3 см/с. Твердофазную вытяжку проводили в две стадии, сначала при градиенте температуры, находящемся в диапазоне приблизительно 110-140°С, а затем приблизительно при 151°С. Степень вытяжки в воздушном зазоре нельзя было увеличивать слишком сильно без возникновения технологической нестабильности (разрыва элементарной нити), в отличие, например, от примера 1, что можно соотнести с пониженной мольной массой используемого СВПЭ.
Получающаяся в результате нить характеризовалась прочностью, сопоставимой со значениями для известных нитей, смотрите таблицу 1 и фиг.2.
Примеры 4-5
Использовали то же самое оборудование и условия формования и проведения вытяжки нитей, что и в сравнительных экспериментах В-С, но при этом формующая пластина включала канал втекания, характеризующийся диаметром, равным 3,5 мм, и L/D=18, зону сужения с углом раствора конуса, равным 60°, и последующий канал, характеризующийся диаметром, равным 1,0 мм, и величиной L/D, равной 10, что в результате приводило к получению DRn.o., равной 12,25. Скорость формования нити составляла 1,7 г/мин на одно отверстие. Степень вытяжки в воздушном зазоре можно было увеличить, что в результате приводило к стабильному получению исключительно высокопрочной нити, смотрите таблицу 1 и фиг.2.
Пример 6
Пример 4 повторяли при использовании формующей пластины, включающей 195 отверстий подобной геометрии, но при угле раствора конуса, равном 30°.
Сравнительные эксперименты D-F
Нить получали по аналогии со сравнительными экспериментами В-С, но при использовании формующей пластины, включающей 390 прядильных отверстий, имеющих ту же самую геометрию. Раствор ПЭВП имел концентрации, равные 8,8 и 9 масс.%, соответственно. Результаты экспериментов также были в высшей степени сопоставимыми; при этом нить демонстрировала слегка пониженный предел прочности при растяжении, что и ожидалось для большего количества элементарных нитей.
Примеры 7-10 и сравнительный эксперимент G
При использовании тех же самых установки и условий, что и в сравнительном эксперименте D, нити формовали при использовании формующей пластины, включающей 390 прядильных отверстий, характеризующихся той же самой геометрией, что и в примерах 4-5. В примере 10 скорость формования нитей была уменьшена до 1,7 г/мин на одно отверстие. Опять-таки, на жидкие элементарные нити можно было воздействовать высокой степенью вытяжки, что в результате приводило к получению очень хороших механических свойств при растяжении; смотрите таблицу 1 и фиг.2. Если значение DRжидк. уменьшали в результате использования относительно небольшой степени вытяжки в воздушном зазоре, то тогда предел прочности при растяжении значительно понижался (сравнительный эксперимент G).
Примеры 11-12
Комплексные нити формовали из раствора в декалине с концентрацией, равной 8 масс.% для СВПЭ, характеризующегося величиной IV, равной 19,8 дл/г, при использовании 130-миллиметрового двухчервячного экструдера, оснащенного шестеренчатым насосом, с подачей через формующие пластины, включающие 588 прядильных отверстий, включающих зону втекания, характеризующуюся диаметром, равным 3,5 мм, и величиной L/D, равной 18, зону конического сужения с углом раствора конуса, равным 60°, и последующий капилляр, характеризующийся диаметром, равным 0,8 мм, и величиной L/D, равной 10. Таким образом, степень вытяжки в прядильных отверстиях составляла 19,1; степень вытяжки в воздушном зазоре составляла 16,2 и 18,1 (при скоростях формовании нити, равных 2,2 и 2,0 г/мин на одно прядильное отверстие). Скорость течения воды в охлаждающей бане составляла приблизительно 6 см/с. Механические свойства при растяжении для нитей соответствовали аналогичным свойствам нитей, полученных в подобных условиях, но включающих меньшее количество элементарных нитей (см. таблицу 1 и фиг.2).
Пример 13
Эксперимент из примера 11 повторяли, но при использовании подобных формующих пластин, включающих 1176 прядильных отверстий. При высокой технологической стабильности можно было получить комплексные нити, включающие 1176 элементарных нитей, характеризующихся очень высоким пределом прочности при растяжении.
Сравнительный эксперимент Н
Эксперимент из сравнительного эксперимента F повторяли, но при использовании формующей пластины, включающей 780 прядильных отверстий; и получали по существу те же самые результаты.
Примеры 14-16
При использовании экспериментальной установки и условий из примера 4 при скорости формования нитей, равной 1,7 г/мин на одно прядильное отверстие, формовали нити из 7 масс.% раствора СВПЭ, характеризующегося величиной IV, равной 21,4, и наличием менее 0,3 боковой группы на 1000 атомов углерода. Предел прочности при растяжении у полученных нитей был несколько более высоким в сопоставлении с соответствующей величиной для сопоставимых продуктов, полученных из СВПЭ, характеризующегося меньшей мольной массой.
Примеры 17-20
При использовании формующей пластины, включающей 390 прядильных отверстий, характеризующихся наличием той же самой геометрии, что и в примере 4, но при угле раствора конуса, равном 30°, из 8 масс.% раствора СВПЭ, характеризующегося наличием 0,65 метальных боковых групп на 1000 атомов С и величиной IV, равной 23 дл/г, формовали нити. Прочие условия формования и проведения вытяжки были теми же самыми, но степень вытяжки в воздушном зазоре варьировали. Прочность полученных нитей была сопоставима с результатами для полимера, содержащего очень небольшое количество пропилена в качестве сомономера; но характеристики ползучести были значительно улучшены; смотрите таблицы 1 и 2.
Сравнительные эксперименты I-J
Нити получали по аналогии с примерами 17-20, но при меньших величинах степени вытяжки в воздушном зазоре и DRжидк., что в результате приводило к получению меньшей прочности.
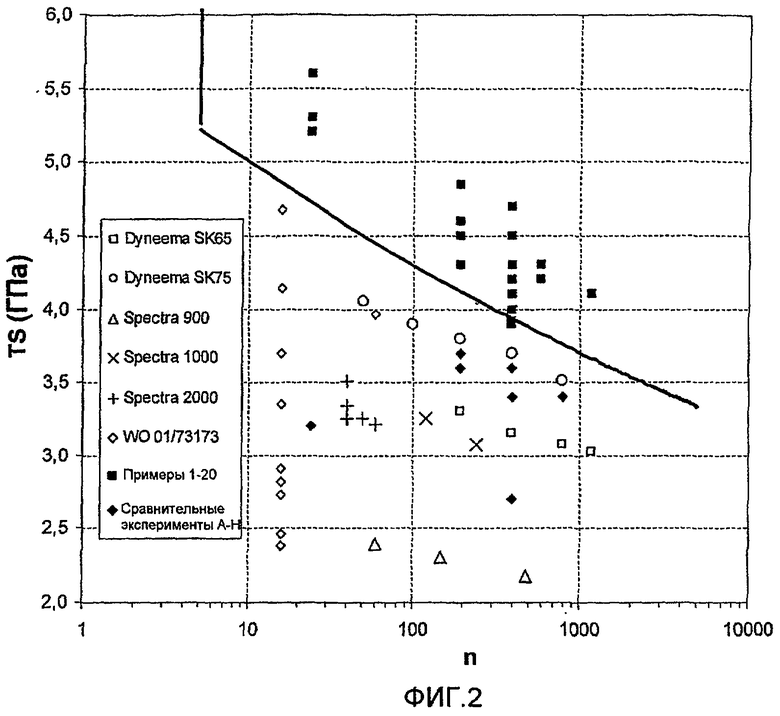
На фиг.2 значения предела прочности при растяжении, измеренные во всех вышеупомянутых экспериментах, наносили на график в зависимости от логарифма количества элементарных нитей в соответствующей нити. Также были включены и точки данных из экспериментов, приведенных в документе WO 01/73173, а также и точки из фиг.1 для коммерческих образцов. Отчетливо видно, что примеры 1-20 демонстрируют более высокую прочность в сопоставлении с известными нитями и нитями, полученными в сравнительных экспериментах А-Н, и что данные значения прочности по меньшей мере составляют 5,8·(n-0,065) ГПа при n, равном по меньшей мере 5; где данную формулу на фиг.2 отображает жирная линия.
В таблице 2 обобщены результаты измерений ползучести, проведенных для некоторых отобранных образцов при 70°С и при нагрузке, равной 600 МПа. Можно придти к заключению о том, что нити, полученные при использовании более высокой степени вытяжки, воздействующей на жидкие элементарные нити, и демонстрирующие улучшенные механические свойства при растяжении, также демонстрируют и улучшенное сопротивление ползучести: для нити, полученной из одного и того же полимера (пример 16 по отношению к сравнительному эксперименту Н), обнаружили приблизительно 3-кратное улучшение, и приблизительно 10-кратное улучшение обнаружили для нити, полученной из полимера СВПЭ, содержащего небольшое количество пропилена в качестве сомономера (пример 20).
Определенное количество образцов нитей исследовали по методу ТМДСК; результаты представлены в таблице 3. Как оказалось, у различных образцов не наблюдалось конкретной тенденции для эффектов по энтальпии при обратимых переходах, но можно придти к заключению о том, что нити, соответствующие изобретению, демонстрировали повышенные значения полной энтальпии для необратимых переходов, а в особенности более крупный пик, имеющий максимум в области приблизительно 152°С.
Пример 29
Эксперимент из примера 19 повторяли, но стадию конечной вытяжки твердых элементарных нитей в данном случае проводили в две стадии в результате пропускания нити два раза через печь при пониженной скорости. Вместо стадии конечной вытяжки при DRтверд. 2, равной 6,4, в данном случае использовали DRтверд.2×DRтверд.3 в виде 5×1,7=8,4. Время пребывания в печи, таким образом, увеличивалось от приблизительно 2 минут до приблизительно 6,3 минуты. Полученная нить характеризовалась пределом прочности при растяжении, равным 4,1 ГПа, модулем упругости, равным 182 ГПа, и уровнем содержания декалина, равным 16 ч./млн.
Результатом примера 19 была нить, демонстрирующая уровень содержания декалина, равный 135 ч./млн. В порядке сопоставления можно сказать, что, как было обнаружено, нить из сравнительного эксперимента G содержала приблизительно 1150 ч./млн декалина, в сравнительном эксперименте D - 890 ч./млн, а в сравнительном эксперименте Е - 400 ч./млн декалина; уменьшение грубо коррелировало с уменьшением толщины элементарной нити (время пребывания в печи оставалось приблизительно постоянным).
Пример 30
Пример 29 повторили, но стадию конечной твердофазной 2-стадийной вытяжки в данном случае проводили в инертной атмосфере азота вместо атмосферы воздуха для того, чтобы предотвратить возможное прохождение окислительной деструкции. Полученная нить демонстрировала улучшенные механические свойства при растяжении (прочность 4,6 ГПа и модуль упругости 179 ГПа); и очень низкий уровень содержания декалина (приблизительно 18 ч./млн).
Пример 21
Комплексную нить из примера 13, характеризующуюся титром, равным 930 дтекс, использовали для получения однонаправленного (ОН) монослоя в результате подачи нити из нескольких паковок на раме для катушек, разнесения элементарных нитей и импрегнирования элементарных нитей водной дисперсией стирол-изопрен-стирольный блок-сополимер Kraton® D1107, выступающего в роли материала матрицы. После высушивания ОН монослой характеризовался поверхностной плотностью, равной 22,2 г/м2, и уровнем содержания матрицы, равным приблизительно 23 масс.%. Четыре (4) данных монослоя с размером 40×40 см поперечно друг другу укладывали в стопку (направление волокон в каждом слое имело угол, равный 90° с направлением в соседнем слое), по обеим сторонам стопки размещали полиэтиленовую пленку с характеристикой, равной приблизительно 7 г/м2, и сборную единицу цементировали в результате прессования приблизительно при 110°С и приблизительно при 0,5 МПа. Поверхностная плотность данного предварительно сформованного листа составляла 103,8 г/м2.
Определенное количество данных листов укладывали в стопку, и сборный модуль стабилизировали, делая несколько прошивок по каждому углу. Характеристики пуленепробиваемости сборного модуля тестировали при использовании пуль Parabellum 9 мм (смотрите выше). В таблице 4 собраны результаты для сборных модулей, характеризующихся 3 различными поверхностными плотностями.
Примеры 22-23
Пример 21 повторяли, но в данном случае монослои характеризовались величиной ПП, равной 20,2 г/м2, и уровнем содержания матрицы, равным 15 масс.% (пример 22). Пример 23 проводили с использованием нити из примера 11 при 465 дтекс, монослой характеризовался величиной ПП, равной 18,4 г/м2, и уровнем содержания матрицы, равным 15 масс.%. Более подробная информация приводится в таблице 4.
Сравнительный эксперимент К
По аналогии с примером 21 сборные модули получали из коммерческой комплексной нити из ВКПЭ (Dyneema® SK7 6, 1760 дтекс), включающей 780 элементарных нитей и характеризующейся величиной TS, равной 3,5 ГПа. Монослой характеризовался величиной ПП, равной 32,8 г/м2, и уровнем содержания матрицы, равным 18 масс.%.
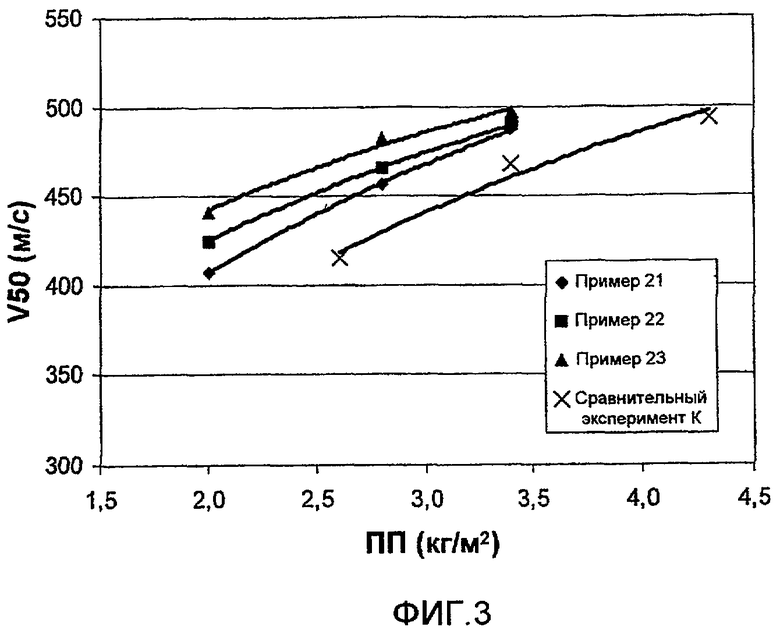
Из данных таблицы 4 с очевидностью следует, что панели, полученные при использовании нити по изобретению, демонстрируют значительно улучшенные характеристики пуленепробиваемости относительно их поверхностной плотности. На фиг.3 это дополнительно проиллюстрировано нанесением на график значений V50 - скорости, при которой оцениваемая вероятность того, что пуля пройдет сквозь панель, составляет 50%, - в зависимости от поверхностной плотности для примеров 21-23 и сравнительного эксперимента К.
Пример 24
ОН монослой получали так, как в примере 21, при величине ПП, равной 37,6 г/м2, и уровне содержания матрицы, равном приблизительно 10 масс.%. Предварительно сформованный лист получали в результате поперечной укладки двух монослоев при наличии по обеим сторонам полиэтиленовой пленки с характеристикой, равной 7 г/м2, и цементирования в результате прессования. В данном случае величина ПП составляла 89,2 г/м2.
Определенное количество данных листов укладывали в стопку, стабилизировали, делая прошивки, и тестировали для определения характеристик пуленепробиваемости, как и ранее.
Примеры 25-26
Пример 24 повторяли, исходя из монослоя, характеризующегося величиной ПП, равной 40,3 г/м2, и уровнем содержания матрицы, равным 15 масс.%.
В примере 26 повторяли эксперимент из примера 24, но вместо 2 монослоев поперечно укладывали и цементировали в единый лист 4 монослоя.
Сравнительный эксперимент L
Монослои и лист получали так, как в сравнительном эксперименте К. Монослой характеризовался величиной ПП, равной 58,5 г/м2, и уровнем содержания матрицы, равным 16 масс.%.
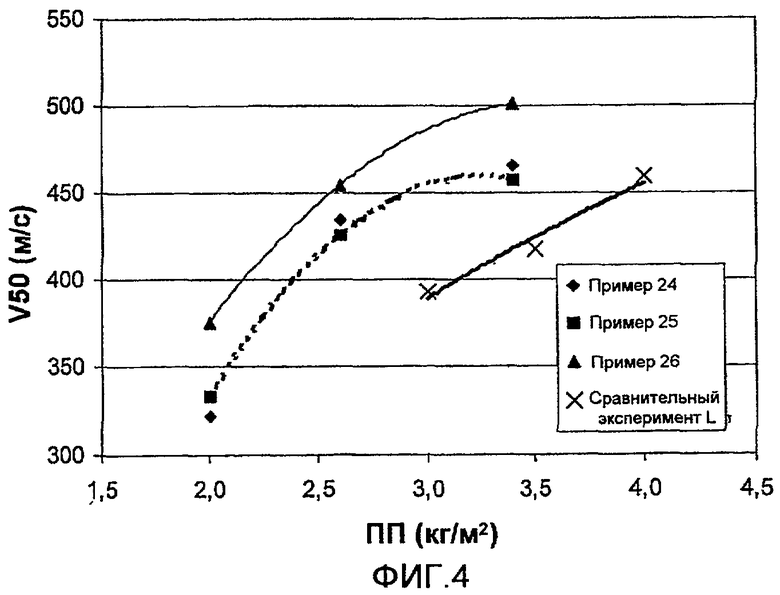
Результаты, продемонстрированные в таблице 4, свидетельствуют о том, что также и в случае сборных панелей, обладающих структурой, отличающейся от структур из примеров 21-23, панели, полученные из нити по изобретению, демонстрируют значительно улучшенный уровень защиты при той же самой поверхностной плотности, что и панели, соответствующие современному уровню техники. На фиг.4 это дополнительно иллюстрируется в результате нанесения на график значений V50 в зависимости от поверхностной плотности.
Пример 27
Из монослоев из примера 25 получали предварительно сформованный лист в результате поперечной укладки двух слоев и цементирования их по аналогии с методикой, описанной в примере 21, но без использования полиэтиленовых пленок. После этого из стопок упомянутых предварительно сформованных листов по способу прессования формовали панели 40×40 см переменных масс в результате размещения стопки между нагретыми плитами пресса, прессования стопки в течение по меньшей мере 30 минут приблизительно при 6,5 МПа и при 125°С и охлаждения при упомянутом давлении до тех пор, пока температура не становилась ниже 60°С; панель с характеристикой, равной 16 кг/м2, прессовали в течение по меньшей мере 35 минут при 16,5 МПа. В таблице 5 представлены поверхностные плотности прессованных панелей и результаты по испытаниям для определения характеристик пуленепробиваемости с использованием различных боеприпасов.
Пример 28
Из монослоев из примера 22 получали предварительно сформованный лист в результате поперечной укладки четырех слоев и цементирования их без использования полиэтиленовых пленок в соответствии с методикой, описанной выше. Панели формовали так, как это описывается для примера 27; результаты по испытаниям для определения характеристик пуленепробиваемости собраны в таблице 5.
Сравнительный эксперимент М
По аналогии со сравнительным экспериментом К получали монослой, включающий волокна SK7 6 и характеризующийся уровнем содержания матрицы, равным приблизительно 18 масс.%, и величиной ПП, равной 65,5 г/м2. Предварительно сформованные листы, включающие 4 упомянутых монослоя, получали так, как и прежде, без использования покровных пленок; а панели формовали так, как это описывается для примера 27. Результаты собраны в таблице 5.
Данные из таблицы 5 демонстрируют, что панели, полученные из улучшенных нитей из ВКПЭ изобретения, демонстрируют также и улучшенные характеристики пуленепробиваемости: значения УПЭ доходили вплоть до приблизительно 65% или более; свидетельствуя о том, что возможным является значительное уменьшение массы при обеспечении получения того же самого уровня защиты, что и у известных панелей.
ный зазор
(кг/м2)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПЛЕКСНОЙ НИТИ ИЗ ВЫСОКОКАЧЕСТВЕННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2361021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА, ПОДОБНОГО МОНОВОЛОКНУ | 2005 |
|
RU2344212C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ ПФТА И НАНОТРУБКИ | 2005 |
|
RU2376403C2 |
| ПУЛЕНЕПРОБИВАЕМЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УДЛИНЕННЫЕ ТЕЛА | 2009 |
|
RU2529567C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ ПОЛИЭТИЛЕНОВОЙ МНОГОВОЛОКОННОЙ ПРЯЖИ | 2004 |
|
RU2334028C2 |
| ИЗДЕЛИЕ, УСТОЙЧИВОЕ К БАЛЛИСТИЧЕСКОМУ ВОЗДЕЙСТВИЮ | 2004 |
|
RU2337827C2 |
| ВОЛОКНО ИЗ АРОМАТИЧЕСКОГО ПОЛИАМИДА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И МАТЕРИАЛ ДЛЯ ЗАЩИТНОЙ ОДЕЖДЫ | 2006 |
|
RU2411313C2 |
| ПОЛНОСТЬЮ АРОМАТИЧЕСКОЕ ПАРА-ТИПА СОПОЛИАМИДНОЕ ВЫТЯНУТОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2623253C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПУЛЕНЕПРОБИВАЕМОГО ИЗДЕЛИЯ | 2013 |
|
RU2631813C2 |
| НЕПРОБИВАЕМЫЕ ЗАЩИТНЫЕ ИЗДЕЛИЯ | 2003 |
|
RU2336374C2 |
Изобретение относится к технологии получения комплексной нити из высококачественного полиэтилена. Нить получена из полиэтилена со сверхвысокой молекулярной массой с характеристической вязкостью 8-40 дл/г. При этом нить имеет скорость ползучести, определенную при 70°С и нагрузке 600 МПа, равную, самое большее, 5·10-6 c-l. Комплексная нить, полученная из полиэтилена со сверхвысокой молекулярной массой с характеристической вязкостью 8-40 дл/г, содержащего 0,2-10 алкильных групп C1-C4 на 1000 атомов С, имеет скорость ползучести, определенную при 70°С и нагрузке 600 МПа, равную, самое большее, 3·10-6 с-1. Изобретение относится также к полуфабрикатам или изделиям, включающим упомянутую нить, в особенности к сверхпрочным канатам, пуленепробиваемым сборным модулям, медицинским имплантам. 9 н. и 5 з.п. ф-лы, 4 ил., 5 табл., 30 пр.
1. Комплексная нить из высококачественного полиэтилена, полученная из полиэтилена со сверхвысокой молекулярной массой с характеристической вязкостью (IV) 8-40 дл/г, имеющая скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 5-10-6 с-1
2. Комплексная нить из высококачественного полиэтилена по п.1, имеющая скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 4-10-6 с-1
3. Комплексная нить из высококачественного полиэтилена, полученная из полиэтилена со сверхвысокой молекулярной массой с характеристической вязкостью (IV) 8-40 дл/г, содержащего 0,2-10 алкильных групп C1-C4 на 1000 атомов С, имеющая скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 3-10-6 с-1.
4. Комплексная нить из высококачественного полиэтилена по п.3, имеющая скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 2·10-6 с-1.
5. Комплексная нить из высококачественного полиэтилена по п.3, имеющая скорость ползучести, определенную для нити при 70°С при нагрузке 600 МПа, равную самое большее 1-10-6 с-1.
6. Комплексная нить из высококачественного полиэтилена по любому из пп.1-5, содержащая менее 150 ч/млн остаточного растворителя, характеризующегося температурой кипения при атмосферных условиях меньшей чем 275С.
7. Комплексная нить из высококачественного полиэтилена по любому из пп.1-5, содержащая, по меньшей мере, 200 элементарных нитей.
8. Полуфабрикат или изделие, содержащее комплексную нить из высококачественного полиэтилена по одному из пп.1-7.
9. Изделие, содержащее комплексную нить из высококачественного полиэтилена по одному из пп.1-7, выбранное из группы, состоящей из каната, корда, рыболовных сетей, спортивного оборудования.
10. Сверхпрочный канат, содержащий предпочтительно, по меньшей мере, 50 мас.% нити, более предпочтительно 75 мас.% нити, еще более предпочтительно 90 мас.% нити, самое предпочтительное состоящий, по существу, из нити по одному из пп.1-7.
11. Медицинский имплант, содержащий нить по одному из пп.1-7.
12. Пуленепробиваемый сборный модуль, содержащий множество монослоев, включающих комплексную нить из высококачественного полиэтилена по одному из пп.1-7.
13. Пуленепробиваемое изделие, включающее сборный модуль по п.12.
14. Применение комплексной нити из высококачественного полиэтилена по одному из пп.1-7 в канатах, кордах, рыболовных сетях, спортивном оборудовании, продуктах медицинского назначения и пуленепробиваемых композитах.
| 0 |
|
SU173173A1 | |
| US 5068073 A, 26.11.1991 | |||
| WO 9415550 A1, 21.07.1994 | |||
| ВОЛОКНА И ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ ИЗ ПОЛИЭТИЛЕНА ВЫСОКОЙ ПЛОТНОСТИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2164969C2 |
| ФИЛЬЕРНОЕ УСТРОЙСТВО ДЛЯ ФОРМОВА1/ИЯ МНОГОКОМПОНЕНТНОГО ВОЛОКНА | 0 |
|
SU274306A1 |
| Фильера для получения профилированных химических нитей из растворов полимеров сухим формованием | 1980 |
|
SU996533A1 |
| ЗАЩИТНАЯ ТКАНЬ | 1992 |
|
RU2041986C1 |
| Шовный материал для микрохирургии | 1980 |
|
SU1064953A1 |

