Изобретение относится к машиностроению, в частности к уплотнениям зазоров проточной части турбомашин, длительно работающих в условиях повышенных температур и высокочастотных вибраций.
Эффективность работы газотурбинных двигателей и установок, а также паровых турбин зависит герметичности уплотнения между вращающимися лопатками и внутренней поверхностью корпуса в вентиляторе, компрессоре и турбине. Одним из основных видов подобных уплотнений являются истираемые уплотнения, герметичность которых обеспечивается за счет прорезания выступами на торцах лопаток канавок в истираемом уплотнительном материале. Уплотнения турбин выполняют например, используя плетеные металлические волокна, соты [патент США N 5080934, МПК. F01D 11/08, 427/271, 1991] или спеченные металлические частицы. Приработка этих уплотнений происходит за счет его высокой пористости и его низкой прочности. Последнее обуславливает невысокую эрозионную стойкость уплотнительных материалов, что приводит к быстрому износу уплотнения. В качестве прирабатываемых уплотнений в современных двигателях и установках используют также газотермические покрытия, имеющих, по сравнению с вышеописанными материалами, меньшую трудоемкость изготовления.
Известно прирабатываемое уплотнение турбомашины [патент США №4291089], получаемое методом газотермического напыления порошкового материала. При этом уплотнение формируется в виде покрытия, которое наносится непосредственно на кольцевой элемент корпуса турбомашины в зону уплотнения между корпусом и лопаткой.
Недостатком известного уплотнения является невозможность одновременного обеспечения высокой прирабатываемости и износостойкости покрытия.
Известно также прирабатываемое уплотнение турбомашины [патент США №4936745], выполненное в виде высокопористого керамического слоя с пористостью от 20 до 35 объемных %.
Недостатком известного уплотнения является низкая эрозионная стойкость и прочность.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является сегмент истираемого уплотнения турбины, выполненный из адгезионно соединенных между собой частиц порошкового материала, [патент РФ №2039631, МПК B22F 3/10, Способ изготовления истираемого материала, 1995]. При этом уплотнение включает порошковый наполнитель, составляющий основу материала уплотнения и добавки. Порошковый материал заполнен в сотовые ячейки и спечен в вакууме или защитной среде. В качестве гранулированного прошкового материла использован материал состава Cr-Fe-Nb-C-Ni.
Известное прирабатываемое уплотнение турбомашины [патент РФ №2039631, МПК B22F 3/10, Способ изготовления истираемого материала, 1995] используется для уплотнения, которое выполнено в виде жестко соединенного со статором слоя сотовой структуры. При соприкосновении выступов на торце лопатке с сотовой структурой острые кромки гребешков притупляются, что приводит к снижению эффективности уплотнения. При этом слой сотовой структуры может быть закреплен на элементе турбомашины методом сварки или пайки [например, патент РФ №2277637, МПК F01D 11/08, 2006 г.].
Процесс изготовления и прикрепления сотовой структуры достаточно сложен, трудоемок, а также связан с большими временными затратами. При этом, сотовая структура может быть соединена как с кольцевым элементом турбомашины, так и с отдельными, образующими кольцо элементами-вставками [например, патент РФ 2287063, МПК F01D 11/08, 2006 г.].
Недостатками прототипа являются невозможность одновременного обеспечения высокой прирабатываемости, механической прочности и износостойкости материала уплотнения, а также необходимость использования сотовых ячеек.
В этой связи, использование уплотнения, не содержащего слоя сотовой структуры, а выполненного из монолитного материала допускающими врезание в него выступов лопатки и снижающими их износ в процессе эксплуатации, привело бы к дальнейшему повышению эффективности работы турбомашин.
Техническим результатом заявляемого изобретения является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижения трудоемкости его изготовления.
Технический результат достигается тем, что составной сегмент прирабатываемого уплотнения турбины содержащий уплотняющий блок, выполненный в виде призмы из адгезионно соединенных между собой частиц прирабатываемого порошкового материала и закрепленный внутри металлического коробчатого корпуса, открытого с рабочей стороны уплотняющего блока и имеющего выступающие над поверхностью уплотняющего блока боковые стенки в отличие от прототипа, уплотняющий блок закреплен внутри металлического коробчатого корпуса паяным соединением, выполнен в виде призмы с трапециидальным или прямоугольным поперечным сечением с боковыми опорными выступами, контактирующими с боковыми стенками коробчатого корпуса и обеспечивающими равномерное распределение припоя в зазоре между уплотняющим блоком и корпусом уплотняющего блока, при этом боковые опорные выступы могут быть выполнены монолитно с материалом уплотняющего блока, в виде, по крайней мере одной сплошной полосы с каждой его стороны, с сечением в виде кругового сегмента и ориентированы вдоль продольной оси уплотняющего блока.
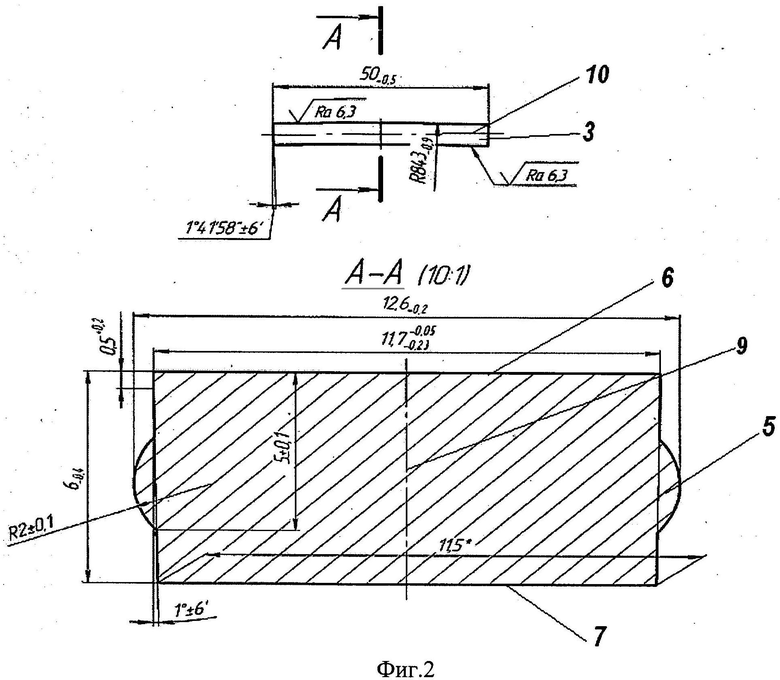
Технический результат достигается также тем, что в составной сегменте прирабатываемого уплотнения уплотняющий блок имеет с каждой стороны по одному боковому опорному выступу, симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 2 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до поверхности рабочей части блока - 1 мм, причем продольная ось сегмента параллельна продольной оси блока.
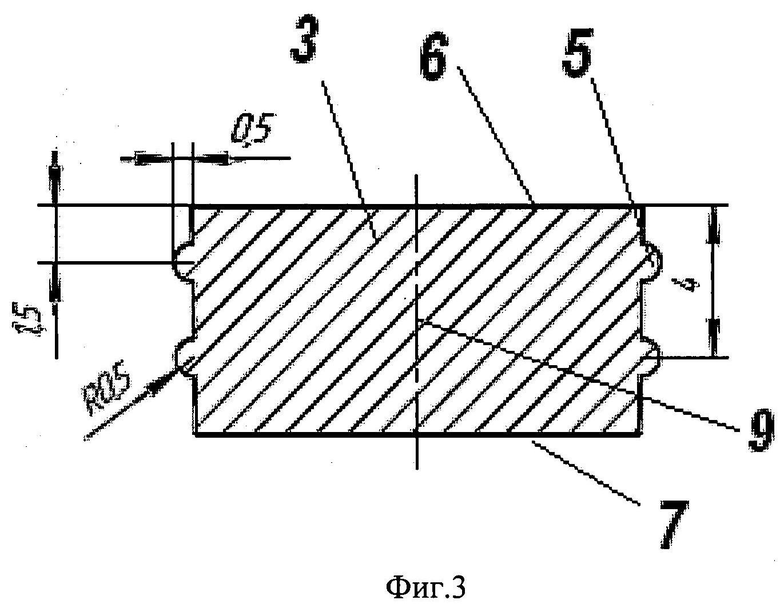
Технический результат достигается также тем, что в составной сегменте прирабатываемого уплотнения уплотняющий блок имеет с каждой стороны по два бокового опорного выступа, попарно симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 2,5 мм, причем продольная ось сегмента параллельна продольной оси блока, или уплотняющий блок имеет с каждой стороны по три бокового опорного выступа, симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 1,5 мм, причем продольная ось сегмента параллельна продольной оси блока.
Технический результат достигается также тем, что в составном сегменте прирабатываемого уплотнения турбины в качестве прирабатываемого порошкового материала используют материал состава, в вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема материала уплотнения, причем прирабатываемый порошковый материал дополнительно в качестве добавки содержит от 0,4% до 3% BaSO4 в виде порошка, размерами частиц от 1 мкм до 25 мкм.
Технический результат достигается также тем, что в составном сегменте прирабатываемого уплотнения турбины в качестве прирабатываемого порошкового материала используют материал состава, в вес.%: Cr - от 12,0 до 14,0%, Мо - от 1,0 до 3,0%, Fe - остальное, с размерами частиц порошка от 10 мкм до 160 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве в вес.%: от 5,0% до 6,5% от общего объема смеси и стеарат цинка - Zn(C18H35O2)2 с размерами частиц порошка от 1 мкм до 75 мкм, в вес.%: 0,9% до 1,1% от общего объема материала уплотнения.
Технический результат достигается также тем, что в составном сегменте прирабатываемого уплотнения турбины уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, в объем.%: аргон от 6% до 50%, аммиак - остальное.
Технический результат достигается также тем, что в составном сегменте прирабатываемого уплотнения, как вариант, размеры уплотнительного блока составляют: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его рабочей притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
Технический результат достигается также тем, что в составном сегменте прирабатываемого уплотнения турбины корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
Исследованиями авторов было установлено, что, с одной стороны, в определенных условиях возможно создание материала для уплотнений обладающего с одной стороны, достаточно высокими механической прочностью и износостойкостью, позволяющими изготавливать из него уплотняющие блоки, не разрушающиеся в условиях эксплуатации, а с другой - обладать высокой прирабатываемостью. Совмещение высокой механической прочности и прирабатываемости в разработанном материале уплотняющего блока, объясняется, в частности, тем, что адгезионная прочность частиц наполнителя весьма высока, тогда как в результате мгновенного ударного-теплового воздействия в условиях эксплуатации уплотнения на отдельную частицу наполнителя кинетическая энергия удара переходит в тепловую энергию. В результате этого, адгезионная прочность на границе рассматриваемой частицы резко снижается и в результате удара происходит его отрыв. В целом же процесс прирабатываемости уплотнения складывается из совокупности единичных процессов отрыва частиц наполнителя в результате снижения адгезионной прочности на границе каждой частицы. Кроме того, отрыв и унос частицы приводит к отводу излишней теплоты из зоны приработки и не позволяет нагреваться основной массе материала. С другой стороны, функциональное разделение сегмента на уплотняющий блок (прирабатываемую часть) и корпус (несущую часть) существенно увеличивают его прочностные характеристики. Кроме того, использование порошкового материала для получения уплотняющего блока позволяет, например, в отличие от сотовых уплотнений значительно снизить трудоемкость изготовления уплотнений.
Изобретение поясняется чертежами. На фигурах 1-5 представлены варианты выполнения уплотняющего блока составного сегмента прирабатываемого уплотнения турбины.
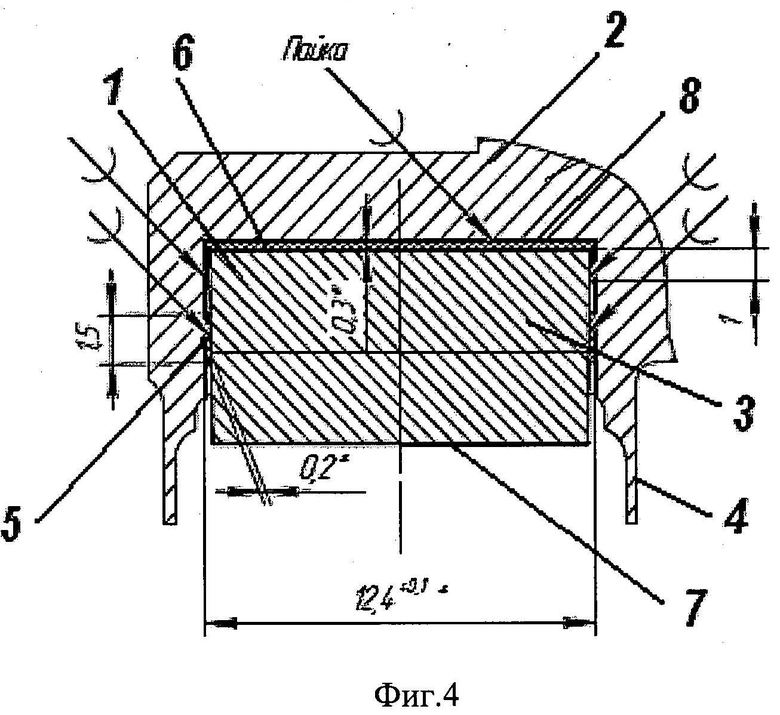
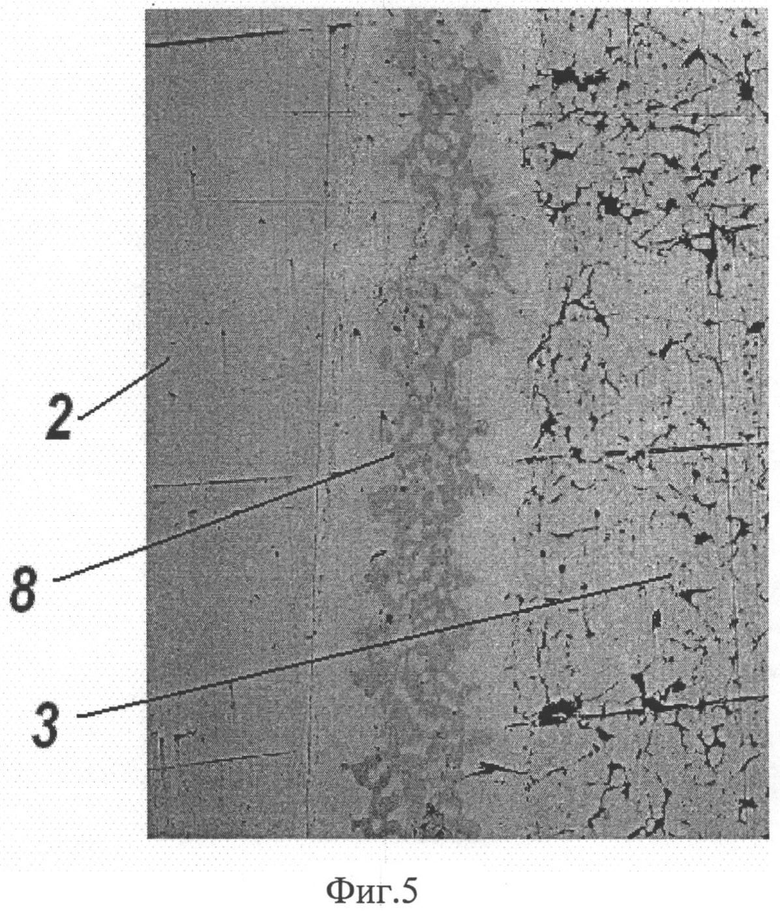
Фигуры 1-5 содержат: 1 - составной сегмент прирабатываемого уплотнения турбины; 2 - металлический коробчатый корпус; 3 - уплотняющий блок; 4 - выступающие над поверхностью уплотняющего блока боковые стенки металлического коробчатого корпуса; 5 - боковой опорный выступ; 6 - основание уплотняющего блока; 7 - рабочая поверхность уплотняющего блока; 8 - припой; 9 - радиальная ось сегмента; 10 - продольная ось сегмента (Фиг.5 - микрофотография шлифа границы соединения «металлический коробчатый корпус (2) - припой (8) - уплотняющий блок (3)»).
Составной сегмент прирабатываемого уплотнения турбины 1 (фиг.1, 2 и 4) содержит уплотняющий блок 3, выполненный в виде призмы с прямоугольным или трапецеидальным поперечным сечением из адгезионно соединенных между собой частиц прирабатываемого порошкового материала и закрепленный внутри металлического коробчатого корпуса 2, открытого с рабочей поверхности 7 уплотняющего блока 3. Уплотняющий блок 3 снабжен по боковым поверхностям боковыми опорными выступами 5 контактирующими с боковыми стенками коробчатого корпуса 2 и обеспечивающими равномерное распределение припоя 8 в зазоре между уплотняющим блоком 3 и корпусом уплотняющего блока 2. Металлический коробчатый корпус 2 выполнен открытым с рабочей стороны 7 уплотняющего блока 3 и имеет выступающие над поверхностью уплотняющего блока 3 боковые стенки 4, для создания дополнительного уплотнения составного сегмента 1. Металлический коробчатый корпус 2 выполнен с соответствующими размерам и форме уплотняющему блоку 3 трапецеидальным или прямоугольным поперечным сечением, обеспечивающим закрепление уплотняющего блока 3 внутри металлического коробчатого корпуса 2 за счет паяного соединения 8. Уплотняющий блок 3 (фиг.2) может быть выполнен снабженным с каждой стороны по одному боковому опорному выступу 5, симметрично расположенных друг к другу относительно радиальной оси сегмента 9, причем уплотняющий блок 3 может иметь следующие размеры, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части,- 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 2 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до поверхности рабочей части блока - 1 мм, причем продольная ось сегмента параллельна продольной оси блока (фиг.2). Или (фиг.3) уплотняющий блок 3 может быть выполнен снабженным с каждой стороны по два бокового опорного выступа 5, попарно симметрично расположенных друг к другу относительно радиальной оси сегмента 9, причем уплотняющий блок 3, как вариант, может быть выполнен следующими размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 2,5 мм, причем продольная ось сегмента параллельна продольной оси блока 10. Уплотняющий блок 3 закрепляется (фиг.4) внутри металлического коробчатого корпуса 2 паяным соединением 6, при этом боковые опорные выступы 5, обеспечивают заданный зазор для осуществления гарантированного качества паяного соединения 6 (фиг.5).
Корпус 2 уплотняющих блоков 3, может быть выполнен либо из легированной коррозионностойкой пластичной стали или меди или сплава на основе меди.. Уплотняющие блоки 3, присоединяются к корпусам 2 путем пайки. Корпус 2 имеет прямоугольную или трапецеидальную в поперечном сечении внешнюю и внутреннюю формы и небольшую площадь поперечного сечения. Совокупность малой площади поперечного сечения и изготовления из пластичной стали позволяет деформировать сегменты 1 в холодном состоянии. Корпус 2 имеет дополнительные уплотняющие гребни 4 (выступающие над поверхностью уплотняющего блока боковые стенки), выполненные заодно с корпусом 2. Для осуществления монтажа составной сегмент уплотнения 1 вставляется в кольцевой паз со стороны продольного горизонтального разъема статора турбины. Между корпусом уплотняющего блока 3 и кольцевым пазом имеется минимальный зазор, позволяющий при механическом воздействии на корпус уплотняющего блока 3 перемещать его вдоль паза.
Пример 1. В качестве материалов для получения уплотняющего блока и корпуса уплотняющего блока использовался металлический порошок следующих составов: 1) [Cr - 9,0%, Мо - 0,6%, Fe - остальное] - неудовлетворительный результат (Н.Р.); 2) [Cr - 10,0%, Мо - от 0,8%, Fe - остальное] - удовлетворительный результат (У.Р.); 3) [Cr - 14,3%, Мо - 2,6%, Fe - остальное] - (У.Р.); 4) [Cr - 18,0%, Мо - 3,7%, Fe - остальное] -(У.Р.); 5) [Cr - 8,0%, Мо - 0,7%, Ti - остальное] - (Н.Р.); 6) [Cr - 10,0%, Мо - от 0,8%, Ti - остальное] - (У.Р.); 7) [Cr - 14,3%, Мо - 2,6%, Ti - остальное] - (У.Р.); 8) [Cr - 18,0%, Мо - 3,7%, Ti - остальное] - (У.Р.); 9) [Cr - 9,0%, Мо - 0,7%, Cu - остальное] - (Н.Р.); 10) [Cr - 10,0%, Мо - от 0,8%, Cu - остальное] - (У.Р.); 11) [Cr - 15,2%, Мо - 2,4%, Cu - остальное] - (У.Р.); 12) [Cr - 18,0%, Мо - 3,7%, Cu - остальное] - (У.Р.); 13) [Cr - от 16%; Al - 2,5%; Y - от 0,1%; Ni - остальное] - (Н.Р.); 14) [Cr - от 18%; Al - 3%; Y - 0,2%; Ni - остальное] - (У.P.); 15) [Cr - 34%; Al - 16%; Y - 0,7%; Ni - остальное] - (У.P.); 16) [Cr -16%; Al - от 2%; Y - 0,1%; Co - 14%; Ni - остальное] - (H.P.); 17) Cr - 18%; Al - 3%; Y - 0,2%; Co - 16%; Ni - остальное] - (У.Р.); 18) Cr - 34%; Al - 16%; Y - 0,7%; Co 30%; Ni - остальное] - (У.P.).
Размеры частиц составляли величины: 10 мкм; 30 мкм; 63 мкм; 100 мкм; 160 мкм; 180 мкм. Наилучшие результаты при содержании фракций порошка размерами: менее 40 мкм - от 30% до 40%, от 40 мкм до 70 мкм - 40% до 50%, от 70 мкм до 140 мкм - 10% до 20%, более 140 мкм - остальное. Механическая смесь из металлического порошка состава, в вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное, содержала гексагональный нитрид бора (BN) размерами частиц порошка менее 1 мкм в количестве: 0,5% - (Н.Р.);; 1,0% - (У.Р.); 1,5% - (У.Р.) - (Н.Р.) и фторид кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от общего объема смеси: 5% - (Н.Р.); 6,0% - (У.Р.); 8,0% - (У.Р.); 9% - (Н.Р.);, Кроме того, были использованы порошковые материалы вышеуказанных составов с дополнительными добавками следующих компонентов: 1) BaSO4: 0,4%; 1,2%; 3%. 2) углерод: 0,4%; 0,8%; 2,1%; 3%. 3) Са: 0,01%; 0,2%.
Пример 2. В качестве материалов для получения уплотняющего блока и корпуса уплотняющего блока использовался металлический порошок следующих составов: 1) [Cr - 11,0%, Мо - 0,6%, Fe - остальное] - (Н.Р.); 2) [Cr - 12,0%, Мо - от 1,0%, Fe - остальное] - (У.Р.); 3) [Cr - 14,0%, Мо - 3,0%, Fe - остальное] - (У.Р.); 4) [Cr - 15,0%, Мо - 3,7%, Fe - остальное] - (Н.Р.).
Размеры частиц составляли величины: 10 мкм; 30 мкм; 63 мкм; 100 мкм; 160 мкм; 180 мкм. Наилучшие результаты при содержании фракций порошка размерами: менее 40 мкм - от 30% до 40%, от 40 мкм до 70 мкм - 40% до 50%, от 70 мкм до 160 мкм - 10% до 20%, более 160 мкм - остальное - (У.Р.); при содержании частиц 180 мкм и больше - (Н.Р.). Гексагональный нитрид бора (BN) размерами частиц порошка менее 1 мкм в количестве вес.% от общего объема материала уплотнения: 4,0% - (Н.Р.); 5,0% - (У.Р.); 6,5% - (У.Р.); 7,0% - (Н.Р.). Стеарат цинка - Zn(C18H35O2)2 с размерами частиц порошка от 1 мкм до 75 мкм - (У.Р.); более 85 мкм - (Н.Р.); в вес.% от общего объема материала уплотнения: 0,7% (Н.Р.); 0,9% - (У.Р.); 1,1% - (У.Р.); 1,3% (Н.Р.).
Уплотняющие блоки были выполнены по следующим вариантам: по одному - (У.Р.), по два - (У.Р.), по три - (У.Р.), по четыре - (Н.Р.) бокового опорного выступа с каждой стороны, сегмента. Уплотняющие блоки выполнены размерами, мм: длина - 50 мм - (У.Р.),, ширина основания - 11,7 мм - (У.Р.),, ширина рабочей части, - 11,5 мм - (У.Р.),, ширина средней части с боковыми выступами - 12,6 мм - (У.Р.),, высота - 6 мм - (У.Р.), радиус кривизна блока по основанию - 843 мм - (У.Р.),, радиус окружности сегмента бокового выступа: 0,5 мм - (У.Р.); 1 мм - (У.Р.); 2 мм - (У.Р.); 3 мм - (Н.Р.); высота бокового выступа: 0,3 мм - (Н.Р.); 0,5 мм - (У.Р.); 1,0 мм - (Н.Р.); расстояние от края выступа до поверхности рабочей части блока: 0,5 мм - (У.Р.); 1 мм - (У.Р.); 2,0 мм - (У.Р.); продольная ось сегмента параллельна продольной оси блока.
Размеры уплотнительного блока составляли: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
Уплотнительные блоки был изготовлены спеканием в вакууме и в среде смеси аргона и аммиака при температуре от 1050 до 1150°С. Спекание заготовок, полученных методом холодного прессования, проводили при температуре 1200±100°С в электропечи ОКБ 8086 в среде смеси газов аргона и аммиака, при содержании аргона в смеси в объемных процентах от общей смеси аргона с аммиаком: 5% - (Н.Р.); 6% - (У.Р.); 12% - (У.Р.); 25% - (У.Р.); 50% - (У.Р.); 55% - (Н.Р.). Давление прессования при изготовлении заготовок уплотнительного блока было равным: 40 кгс/мм; 50 кгс/мм; 60 кгс/мм; 70 кгс/мм. Механические свойства полученного материала представлены в таблице
Результаты испытаний образцов уплотнительного составного сегмента в условиях эксплуатации показали сочетание высоких прочностных характеристик уплотнений, с хорошей прирабатываемостью и минимальным износом кольцевых гребешков на бандаже лопаток.
Таким образом, составной сегмент прирабатываемого уплотнения турбины, включающий следующие признаки: составной сегмент прирабатываемого уплотнения турбины, содержащий уплотняющий блок, выполненный в виде призмы из адгезионно соединенных между собой частиц прирабатываемого порошкового материала; составной сегмент закрепленный внутри металлического коробчатого корпуса, открытого с рабочей стороны уплотняющего блока и имеющего выступающие над поверхностью уплотняющего блока боковые стенки; уплотняющий блок закреплен внутри металлического коробчатого корпуса паяным соединением; уплотняющий блок выполнен в виде призмы с трапециидальным или прямоугольным поперечным сечением с боковыми опорными выступами, контактирующими с боковыми стенками коробчатого корпуса и обеспечивающими равномерное распределение припоя в зазоре между уплотняющим блоком и корпусом уплотняющего блока; боковые опорные выступы выполнены монолитно с материалом уплотняющего блока, в виде, по крайней мере одной сплошной полосы с каждой его стороны, с сечением в виде кругового сегмента и ориентированы вдоль продольной оси уплотняющего блока; уплотняющий блок имеет с каждой стороны по одному боковому опорному выступу, симметрично расположенных друг к другу относительно радиальной оси сегмента; уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 2 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до поверхности рабочей части блока - 1 мм, причем продольная ось сегмента параллельна продольной оси блока; уплотняющий блок имеет с каждой стороны по два бокового опорного выступа, попарно симметрично расположенных друг к другу относительно радиальной оси сегмента; уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 2,5 мм, причем продольная ось сегмента параллельна продольной оси блока; уплотняющий блок имеет с каждой стороны по три бокового опорного выступа, симметрично расположенных друг к другу относительно радиальной оси сегмента; уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части, - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 1,5 мм, причем продольная ось сегмента параллельна продольной оси блока; в качестве прирабатываемого порошкового материала используют материал состава, в вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или материал состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7% ; Ni - остальное или материал состава, в вес.% : Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема материала уплотнения; прирабатываемый порошковый материал дополнительно в качестве добавки содержит от 0,4% до 3% BaSO4 в виде порошка, размерами частиц от 1 мкм до 25 мкм; в качестве прирабатываемого порошкового материала используют материал состава, в вес.%: Cr - от 12,0 до 14,0%, Мо - от 1,0 до 3,0%, Fe - остальное, с размерами частиц порошка от 10 мкм до 160 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве в вес.%: от 5,0% до 6,5% от общего объема смеси и стеарат цинка - Zn(C18H35O2)2 с размерами частиц порошка от 1 мкм до 75 мкм, в вес.%: 0,9% до 1,1% от общего объема материала уплотнения; уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, в объем.%: аргон от 6% до 50%, аммиак - остальное; размеры уплотнительного блока составляют: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его рабочей притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм; корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди, позволяет достичь поставленного в изобретении технического результата - одновременного обеспечения высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижения трудоемкости его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДБАНДАЖНОЕ ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2509896C1 |
| НАДБАНДАЖНОЕ ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2499143C2 |
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2499144C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С МНОГОСЛОЙНОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2461449C1 |
| ПРИРАБАТЫВАЕМАЯ ВСТАВКА УПЛОТНЕНИЯ ТУРБИНЫ | 2018 |
|
RU2703669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ СО СТОЛБЧАТОЙ СТРУКТУРОЙ | 2011 |
|
RU2461448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2011 |
|
RU2457071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2011 |
|
RU2478454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С СОТОВОЙ СТРУКТУРОЙ | 2011 |
|
RU2457066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457070C1 |
Изобретение относится к машиностроению, в частности к уплотнениям зазоров проточной части турбомашин, длительно работающих в условиях повышенных температур и высокочастотных вибраций. Составной сегмент прирабатываемого уплотнения турбины содержит уплотняющий блок, выполненный в виде призмы из адгезионно соединенных между собой частиц прирабатываемого порошкового материала и закрепленный внутри металлического коробчатого корпуса, открытого с рабочей стороны уплотняющего блока и имеющего выступающие над поверхностью уплотняющего блока боковые стенки. Уплотняющий блок закреплен внутри металлического коробчатого корпуса паяным соединением, выполнен в виде призмы с трапецеидальным или прямоугольным поперечным сечением с боковыми опорными выступами, контактирующими с боковыми стенками коробчатого корпуса и обеспечивающими равномерное распределение припоя в зазоре между уплотняющим блоком и корпусом уплотняющего блока. Обеспечивается высокая прирабатываемость, износостойкость и механическая прочность. 18 з.п. ф-лы, 5 ил., 1 табл., 2 пр.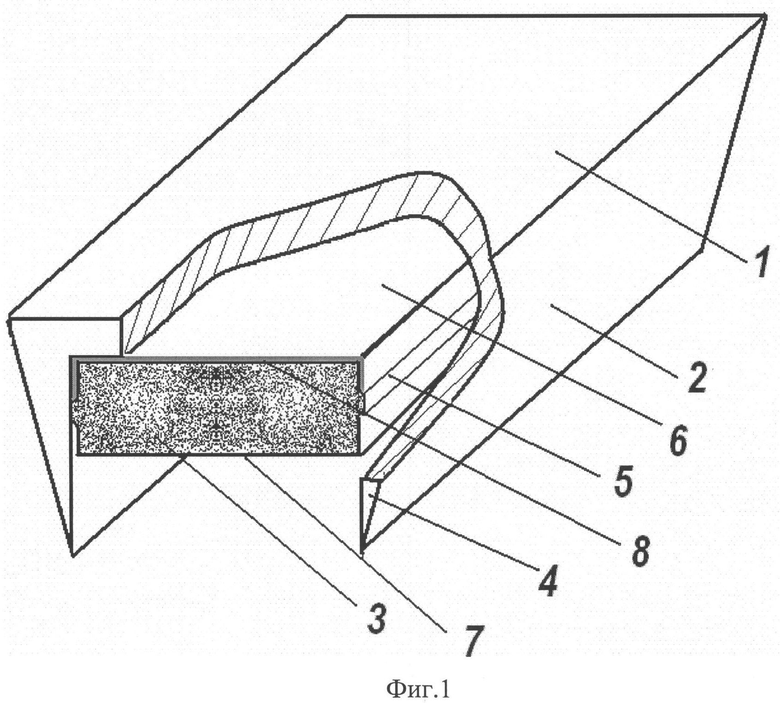
1. Составной сегмент прирабатываемого уплотнения турбины, содержащий уплотняющий блок, выполненный в виде призмы из адгезионно соединенных между собой частиц прирабатываемого порошкового материала и закрепленный внутри металлического коробчатого корпуса, открытого с рабочей стороны уплотняющего блока и имеющего выступающие над поверхностью уплотняющего блока боковые стенки, отличающийся тем, что уплотняющий блок закреплен внутри металлического коробчатого корпуса паяным соединением и выполнен в виде призмы с трапецеидальным или прямоугольным поперечным сечением с боковыми опорными выступами, контактирующими с боковыми стенками коробчатого корпуса и обеспечивающими равномерное распределение припоя в зазоре между уплотняющим блоком и корпусом уплотняющего блока.
2. Составной сегмент по п.1, отличающийся тем, что боковые опорные выступы выполнены монолитно с материалом уплотняющего блока в виде по крайней мере одной сплошной полосы с каждой его стороны, с сечением в виде кругового сегмента и ориентированы вдоль продольной оси уплотняющего блока.
3. Составной сегмент по п.2, отличающийся тем, что уплотняющий блок имеет с каждой стороны по одному боковому опорному выступу, симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 2 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до поверхности рабочей части блока - 1 мм, причем продольная ось сегмента параллельна продольной оси блока.
4. Составной сегмент по п.2, отличающийся тем, что уплотняющий блок имеет с каждой стороны по два боковых опорных выступа, попарно симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 2,5 мм, причем продольная ось сегмента параллельна продольной оси блока.
5. Составной сегмент по п.2, отличающийся тем, что уплотняющий блок имеет с каждой стороны по три боковых опорных выступа, симметрично расположенных друг к другу относительно радиальной оси сегмента, причем уплотняющий блок выполнен размерами, мм: длина - 50 мм, ширина основания - 11,7 мм, ширина рабочей части - 11,5 мм, ширина средней части с боковыми выступами - 12,6 мм, высота - 6 мм, радиус кривизна блока по основанию - 843 мм, радиус окружности сегмента бокового выступа - 0,5 мм, высота бокового выступа - 0,5 мм, расстояние от края выступа до основания блока - 1 мм, шаг расположения выступов - 1,5 мм, причем продольная ось сегмента параллельна продольной оси блока.
6. Составной сегмент по любому из пп.1-5, отличающийся тем, что в качестве прирабатываемого порошкового материала используют материал состава, вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или материал состава, вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или материал состава, вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема материала уплотнения.
7. Составной сегмент по п.6, отличающийся тем, что прирабатываемый порошковый материал дополнительно в качестве добавки содержит от 0,4% до 3% BaSO4 в виде порошка, с размерами частиц от 1 мкм до 25 мкм.
8. Составной сегмент по любому из пп.1-5, отличающийся тем, что в качестве прирабатываемого порошкового материала используют материал состава, вес.%: Cr - от 12,0 до 14,0%, Mo - от 1,0 до 3,0%, Fe - остальное, с размерами частиц порошка от 10 мкм до 160 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве вес.%: от 5,0% до 6,5% от общего объема смеси и стеарат цинка - Zn(C18H35 O2)2 с размерами частиц порошка от 1 мкм до 75 мкм, вес.%: от 0,9% до 1,1% от общего объема материала уплотнения.
9. Составной сегмент по любому из пп.1-5, 7, отличающийся тем, что уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, об.%: аргон от 6% до 50%, аммиак - остальное.
10. Составной сегмент по п.6, отличающийся тем, что уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, об.%: аргон от 6% до 50%, аммиак - остальное.
11. Составной сегмент по п.8, отличающийся тем, что уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, об.%: аргон от 6% до 50%, аммиак - остальное.
12. Составной сегмент по любому из пп.1 и 2, отличающийся тем, что размеры уплотнительного блока составляют: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его рабочей притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
13. Составной сегмент по п.12, отличающийся тем, что в качестве прирабатываемого порошкового материала используют материал состава, вес.%: Cr - от 12,0 до 14,0%, Mo - от 1,0 до 3,0%, Fe - остальное, с размерами частиц порошка от 10 мкм до 160 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве вес.%: от 5,0% до 6,5% от общего объема смеси и стеарат цинка - Zn(C18H35O2)2 с размерами частиц порошка от 1 мкм до 75 мкм, вес.%: от 0,9% до 1,1% от общего объема материала уплотнения.
14. Составной сегмент по п.13, отличающийся тем, что уплотняющий блок выполнен холодным прессованием с последующим спеканием в вакууме или в защитной среде при температуре от 1050°C до 1150°C, причем в качестве защитной среды использована газовая смесь, состава, об.%: аргон от 6% до 50%, аммиак - остальное.
15. Составной сегмент по любому из пп.1-5, 7, 10, 11, отличающийся тем, что корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
16. Составной сегмент по п.6, отличающийся тем, что корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
17. Составной сегмент по п.8, отличающийся тем, что корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
18. Составной сегмент по п.9, отличающийся тем, что корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
19. Составной сегмент по п.12, отличающийся тем, что корпус уплотняющего блока выполнен из пластичной легированной стали или меди или сплавов на основе меди.
| СОСТАВНОЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2009 |
|
RU2436658C2 |
| Машина для печатания этикеток | 1957 |
|
SU109427A1 |
| СОТОВОЕ УПЛОТНЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ТУРБОМАШИНЫ | 1998 |
|
RU2153112C2 |
| МИКРОПАСЕКА ПЕТРОВА | 2009 |
|
RU2453110C2 |
| US 20080258404 A1, 23.10.2008. | |||

