Изобретение относится к цветной металлургии, в частности, к электролитическому получению алюминия, а именно, к конструкции электролизеров для получения алюминия.
Известен электролизер [1], содержащий катодное устройство и анодное устройство. Катодное устройство содержит ванну с угольной подиной, выложенную из угольных блоков с вмонтированными токоподводами, заключенными в металлический кожух. Между металлическим кожухом и угольными блоками размещены огнеупорные и теплоизоляционные материалы. Анодное устройство содержит угольные аноды, соединенные с анодной шиной. Аноды размещены в верхней части ванны и погружены в расплавленный электролит.
Недостатком известной конструкции электролизера является то, что разработанные для нее технологии характеризуются весьма высоким удельным расходом энергии W, определяемым уравнением

k - электрохимический эквивалент [кг/кА*ч].
Обычно в технологиях получения алюминия W=13-15 кВтч/кг металла. Однако, этот расход энергии приблизительно в 2 раза больше, чем предсказываемый теоретически. Для этого есть две причины:
1. В напряжении V большую часть занимает омическое падение напряжения в электролите, определяемое величиной межэлектродного (межполюсного) зазора (МПЗ). Обычно это расстояние составляет около 5 см.
2. Выход по току η снижается при резком увеличении взаимодействия (так называемое «обратное взаимодействие») анодных продуктов (углекислого газа) и катодных продуктов (растворенного алюминия) при увеличении гидродинамического перемешивания (циркуляции) электролита и/или металла.
Таким образом, одним из важнейших недостатков вышеуказанной конструкции являются относительно высокое омическое сопротивление МПЗ и высокий расход энергии.
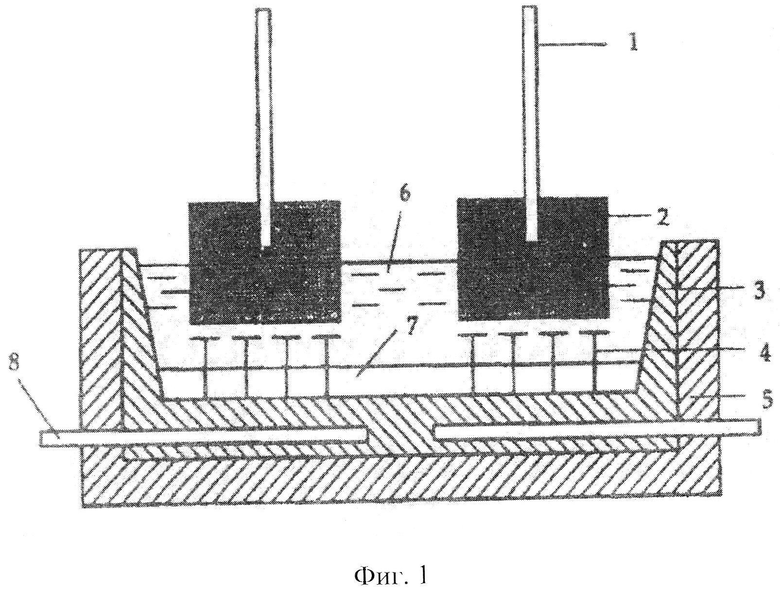
Известен электролизер для производства алюминия ([2], фиг.1), состоящий из анодного токоподвода, угольного анода, угольного катода с расположенными под анодом дополнительными элементами «грибами» сделанными из диборида титана, изоляции, электролита, жидкого алюминия, блюмсов.
Недостатком известной конструкции электролизера является недостаточная термо-механическая и химическая стойкость «грибов» сделанных из диборида титана, особенно на границах металл-электролит; сложность прикрепления «грибов» к подине и невозможность осуществления такого прикрепления в ныне действующих электролизерах, малая площадь контакта «гриба» с угольной подиной, а также относительно высокая стоимость и невозможность оперативного удаления «грибов» из межэлектродного зазора при необходимости, например, опускания анода на катод.
Известен электролизер для производства алюминия, принятый за прототип ([3], фиг.2), включающий катодное устройство, содержащее ванну с угольной подиной, выложенную из угольных блоков с вмонтированными катодными токоподводами, заключенных в металлический кожух, с размещенными между металлическим кожухом и угольными блоками огнеупорными и теплоизоляционными материалами, анодное устройство содержащее угольные аноды, соединенные с анодной шиной, размещенные в верхней части ванны и погруженные в расплавленный электролит, отличающийся тем, что на угольной подине под каждым из анодов расположены тумбы с более высокой удельной электропроводностью, чем электролит, стойкие к разрушению в криолитоглиноземных расплавах и жидком алюминии, причем, верхняя поверхность тумбы выступает выше уровня катодного алюминия, а тумбы выполнены с возможностью перемещения и/или замены при необходимости.
Недостатками известной конструкции электролизера являются: относительно большие объем пространства в МПЗ, занимаемый тумбами, вес и стоимость ТУМБ, сложности перемещения и/или замены ТУМБ при необходимости. В случае необходимости использования утяжелителей расположенных внутри ТУМБы, например чугунной «гири» или заливки, это может снижать надежность конструкции вследствие разности коэффициентов термического расширения материалов, а также проникновения электролита через поры ТУМБы к материалу утяжелителя, приводя к его преждевременной коррозии и загрязнению катодного металла. Практически затруднительна возможность автоматического регулирования вертикального перемещения ТУМБы при изменении толщины слоя катодного металла.
Задача изобретения - снижение удельного расхода энергии за счет уменьшения омического сопротивления и падения напряжения в МПЗ, повышения выхода по току вследствие увеличения гидродинамического сопротивления для движения расплава у границы алюминий-электролит, и, следовательно, уменьшения перемешивания расплава и «обратных» реакций металла с анодными газами, а также удобства расположения дополнительных элементов в МПЗ на подине и возможности их оперативного и автоматизированного перемещения и/или удаления из межэлектродного зазора (МПЗ) при необходимости, например, опускания анода на катод, и уменьшение стоимости конструкции.
Технический результат полезной модели заключается в создании конструкции алюминиевого электролизера, включающего катодное устройство, содержащее ванну с угольной подиной, выложенную из угольных блоков с вмонтированными токоподводами, заключенных в металлический кожух, с размещенными между металлическим кожухом и угольными блоками огнеупорными и теплоизоляционными материалами, анодное устройство, содержащее угольные аноды, соединенные с анодной шиной, размещенные в верхней части ванны и погруженные в расплавленный электролит, в котором, согласно предлагаемому решению, на границе поверхностей катодный металл-электролит под каждым из анодов расположены поплавки с более высокой удельной электропроводностью, чем электролит, стойкие к разрушению в криолитоглиноземных расплавах и жидком алюминии, причем, верхняя поверхность поплавка выступает выше уровня катодного алюминия, а поплавки выполнены с возможностью перемещения и/или замены при необходимости.
Полезную модель дополняют частные отличительные признаки, направленные также на решение поставленной задачи:
Поплавки могут быть выполнены из углеродных блоков, в частности из отходов в виде боя стандартных подовых блоков, обожженных анодов и/или электродов, плавающих на границе катодный металл/электролит вследствие разницы плотностей материалов.
Поплавки, перед тем как разместить в пространство МПЗ, обтягивают в вакуумную упаковку из фольги катодного металла и подогревают до температуры как можно ближе к температуре электролиза, но меньшей, чем температура плавления катодного металла. Затем поплавок помещают в пространство МПЗ.
Поплавки могут быть выполнены из карбида кремния и/или материала типа ANAPLAST и покрыты или пропитаны электропроводным материалом.
Поплавки могут быть выполнены из смеси диборида титана и углерода на высокотемпературной связке.
Поплавки могут быть покрыты веществом, обеспечивающим смачивание алюминием, например, диборидом титана.
Внешние поверхности поплавка предварительно обработаны/пропитаны защитными ингибиторными веществами.
Под каждым анодом может быть установлено от 1 до 240 поплавков.
Отношение суммы площадей верхней поверхности поплавков и площади анода изменяется от 10% до 120%.
Верхняя поверхность поплавков выполнена плоской, или выпуклой, или вогнутой, или наклонной к горизонту.
Поплавки могут быть любой формы, например, параллелепипед, призма, куб, гексагональной, ортогональной, шаровидной, эллипсоидной, полусферической, цилиндрической, и т.д., но симметрия и унификация поплавков может учитываться для оптимальности конструкции и процесса электролиза.
Верхняя часть поплавков изготовлена пористой, включающую ячеистую матрицу инертную по отношению к выделяемому металлу и электролиту, выполненную в виде открытой пористой структуры с образованием внутренних пор, капилляров, каналов, полостей, заполненных металлом того состава, который выделяется на катоде. Назначение функции «упрятывания» металла вглубь полости, канала, поры, капилляра - уменьшить реакции обратного взаимодействия металла с анодными газами, скорость реакции которых зависит от доставки окислителя (газов) движущихся в межэлектродном пространстве: металл, находящийся в капилляре, будет меньше окисляться.
Внутренние поры, капилляры, каналы, полости изготавливают смачивающимися металлом, при этом, поры, капилляры, каналы, полости выполнены с такими размерами, в частности диаметром и длиной, что поры, капилляры, каналы, полости соединены с основным объемом катодного металла.
Объем, занимаемый металлом в порах, капиллярах, каналах, полостях составляет от 5% до 99,0% от объема поплавка.
Поплавок захватывается по краям кронштейнами, изготовленными из неэлектропроводного материала стойкого в электролите и расположенными вдоль боковых поверхностей анода и/или вдоль нижней плоскости анода, с возможностью автоматизированного перемещения поплавка вертикально, и/или в горизонтальной плоскости, при необходимости.
Между анодами расположены перегородки изготовленные из неэлектропроводного материала стойкого в электролите и в катодном металле, с возможностью перемещения перегородок вертикально вдоль боковых поверхностей анода до самого дна катодного металла и/или частично горизонтально вдоль нижней плоскости анода, при необходимости. Перегородки препятствуют как течению горизонтальных составляющих токов, так и магнитогидродинамическим (МГД) потокам катодного металла и электролита, могут быть сплошными и с отверстиями для оптимального демпфирования МГД потоков катодного металла и электролита.
Перегородки изготовлены главным образом из оксида алюминия/глинозема, например высокоглиноземистого неформованного бетона и/или плит, и/или керамобетона. При этом синергетически решаются следующие задачи: 1) демпфирование горизонтальных составляющих электрических токов; 2) демпфирование МГД потоков катодного металла и электролита; 3) периодическое питание ванны глиноземом.
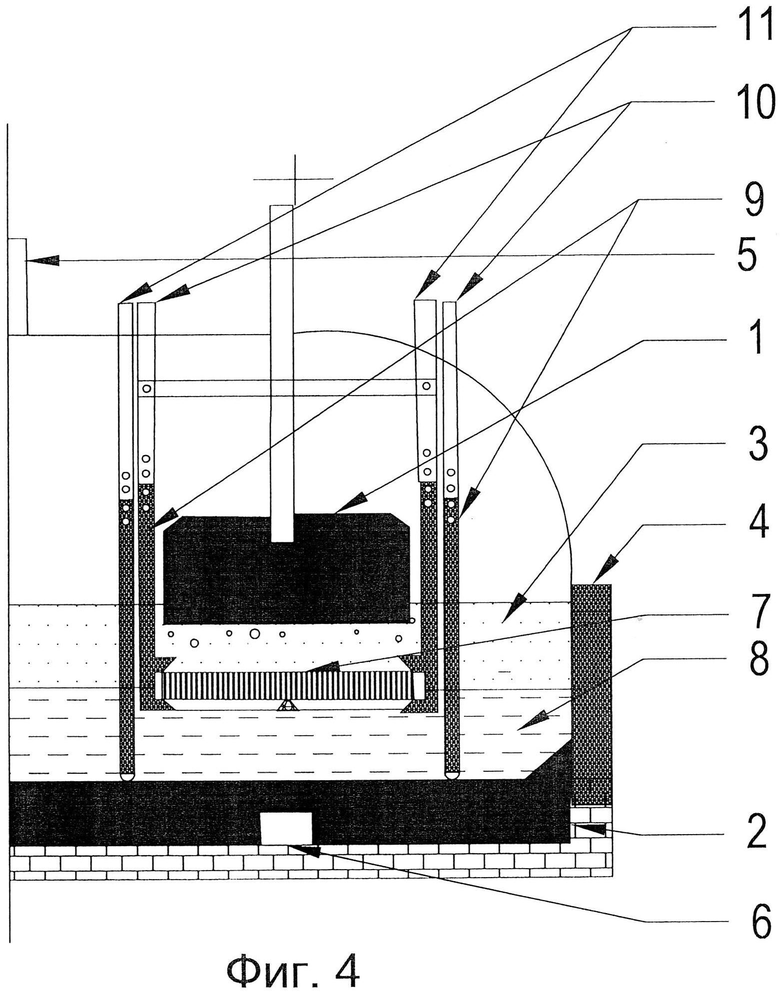
Сущность изобретения поясняется эскизами (Фиг.3, Фиг.4).
Электролизер содержит угольный анод с анодным токоподводом 1, угольную подину (катод) 2. Нижняя поверхность угольного анода погружена в электролит 3. Внутри электролизера выложена футеровка 4. Электролизер снабжен традиционным устройством для подачи сырья (глинозем, фторсоли и т.п.) и отвода отходящих газов 5, устройством для подвода тока 6 к катоду 2. В межполюсном зазоре (МПЗ) на границе поверхностей катодный металл-электролит расположены поплавки 7, защищенные от воздействия алюминия и электролита. Верхняя поверхность поплавка 7 находится в электролите 3, а нижняя поверхность находится в катодном металле (жидком алюминии) 8.
Монтаж алюминиевого электролизера осуществляется следующим образом.
Поплавки 7, перед тем как разместить в пространство МПЗ, могут быть обтянуты в вакуумную упаковку из фольги катодного металла с целью закрытия поверхностных пор, защиты поплавка от окисления на воздухе, улучшения теплопередачи и подогреты до температуры как можно ближе к температуре электролиза, но меньшей, чем температура плавления катодного металла. Затем поплавок помещают в пространство МПЗ.
Для электролизеров с обожженными анодами установка поплавков 7 осуществляется непосредственно под обожженными анодами 1 во время замены со ответствующего анодного блока, отключ ение ванны от питания при этом не требуется. Для электролизеров с самообжигающимися анодами Содерберга установка поплавков осуществляется также непосредственно под анод при предварительном поднятии анода, при этом ванна может быть отключена от источника питания током. В обоих случаях в местах установки поплавков осуществляется очистка угольной подины 2 от скопившегося осадка.
Поплавки 7 могут быть покрыты диборидом титана, что приводит к улучшению смачивания поверхности поплавков расплавленным металлом и образованию на верхнем основании поплавка пленки алюминия, которая стекает к подине. Внешние поверхности поплавка 7 предварительно обработаны или пропитаны защитными ингибиторными веществами, с целью уменьшения скорости растворения и/или окисления в электролите для увеличения срока службы.
Поплавок 7 захватывается по краям кронштейнами 9, изготовленными из неэлектропроводного материала стойкого в электролите и катодном металле и расположенными вдоль боковых поверхностей анода и/или вдоль нижней плоскости анода, с возможностью автоматизированного перемещения поплавка 7 вертикально, и/или частично в горизонтальной плоскости, при необходимости. Кронштейн 9 прикреплен к перемещаемой тяге 10, которая может быть выполнена из обычных конструкционных материалов.
Между анодами 1 расположены перегородки 11 изготовленные из неэлектропроводного материала стойкого в электролите и катодном металле с возможностью перемещения перегородок 11 вертикально вдоль боковых поверхностей анода 1 до самого дна катодного металла 8 и/или частично горизонтально вдоль нижней плоскости анода 1, при необходимости. Перегородки 11 препятствуют как течению горизонтальных составляющих токов, так и магнитогидродинамическим (МГД) потокам катодного металла 8 и электролита 3.
При этом происходит улучшение следующих ТЭП электролиза алюминия: уменьшение удельного расхода энергии, увеличение выхода по току, снижение рабочего напряжения и увеличение производительности электролизера.
ЛИТЕРАТУРА
1. Х. Чанг, В.де Нора и Дж.А. Секхар «Материалы, используемые в производстве алюминия методом Эру-Холла». - Изд.Красноярск. гос. ун-т, Красноярск, 1998.
2. J.R. Rayne: US Patent, 4.405.433, April 1981.
3. Патент №111540.- Электролизер для производства алюминия/Попов Ю.Н., Поляков П.В., Островский И.В. Приоритет от 30.06.2011.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2013 |
|
RU2550683C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2012 |
|
RU2509830C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2013 |
|
RU2518029C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2010 |
|
RU2454490C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2010 |
|
RU2449059C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОВ ЭЛЕКТРОЛИЗОМ РАСПЛАВЛЕННЫХ СОЛЕЙ | 2011 |
|
RU2471892C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |
| ЭЛЕКТРОЛИЗЕР ПОЛЯКОВА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2008 |
|
RU2401884C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО АЛЮМИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2631215C1 |

Изобретение относится к электролизеру для получения алюминия. Электролизер включает катодное устройство, содержащее ванну с угольной подиной, выложенную из угольных блоков, заключенных в металлический кожух, с размещенными между металлическим кожухом и угольными блоками огнеупорными и теплоизоляционными материалами, анодное устройство, содержащее угольные аноды, соединенные с анодной тиной, размещенные в верхней части ванны и погруженные в расплавленный электролит, на угольной подине под каждым из анодов расположены поплавки с более высокой удельной электропроводностью, чем электролит, стойкие к разрушению в криолитоглиноземных расплавах и жидком алюминии, причем верхняя поверхность поплавка выступает выше уровня катодного алюминия и поплавки можно перемещать и/или заменять для уменьшения межполюсного зазора между анодом и катодом. Поплавки выполнены из углерода или из карбида кремния, или из смеси диборида титана и углерода на высокотемпературной связке и покрыты диборидом титана. Верхняя поверхность поплавка выполнена плоской или выпуклой, или вогнутой, или наклонной к горизонту и имеет капилляры и/или каналы, и/или полости, соединяющие верхнюю поверхность тумбы с катодным металлом. Обеспечивается уменьшение удельного расхода энергии. 14 з.п. ф-лы, 4 ил.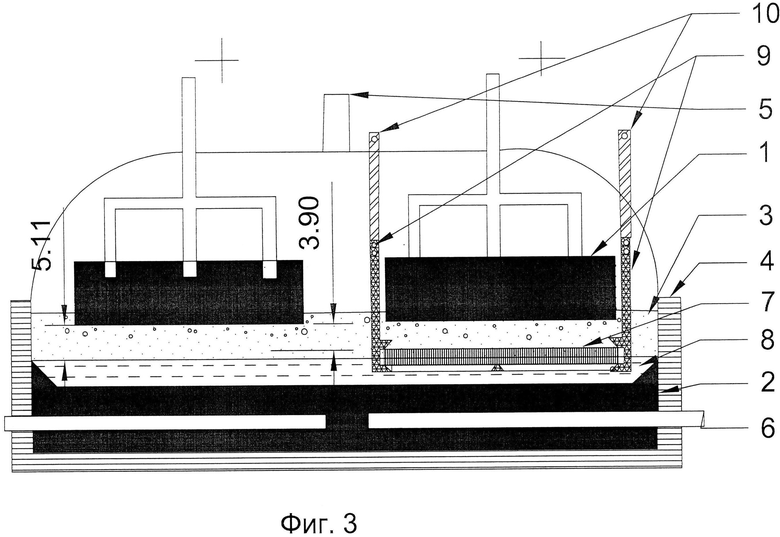
1. Электролизер для производства алюминия, включающий катодное устройство, содержащее ванну с угольной подиной, выложенную из угольных блоков с вмонтированными катодными токоподводами, заключенных в металлический кожух, с размещенными между металлическим кожухом и угольными блоками огнеупорными и теплоизоляционными материалами, анодное устройство, содержащее угольные аноды, соединенные с анодной шиной, размещенные в верхней части ванны и погруженные в расплавленный электролит, отличающийся тем, что на угольной подине под каждым из анодов расположены поплавки с более высокой удельной электропроводностью, чем удельная электропроводность электролита, стойкие к разрушению в криолитоглиноземных расплавах и жидком алюминии, причем верхняя поверхность поплавков выступает выше уровня катодного алюминия, а поплавки выполнены с возможностью перемещения и/или замены.
2. Электролизер по п.1, отличающийся тем, что поплавки выполнены из углеродных блоков, в частности из отходов в виде боя стандартных подовых блоков, обожженных анодов и/или электродов, расположенных на границе катодный металл/электролит вследствие разницы их плотностей.
3. Электролизер по п.1, отличающийся тем, что поплавок выполнен из карбида кремния и покрыт или пропитан электропроводным материалом.
4. Электролизер по п.1, отличающийся тем, что поплавок выполнен из смеси диборида титана и углерода на высокотемпературной связке.
5. Электролизер по п.1, отличающийся тем, что поплавок покрыт веществом, обеспечивающим смачивание алюминием, например диборидом титана.
6. Электролизер по п.1, отличающийся тем, что внешние поверхности поплавка предварительно покрыты или пропитаны защитными ингибиторными веществами.
7. Электролизер по п.1, отличающийся тем, что под каждым анодом установлено от 1 до 240 поплавков.
8. Электролизер по п.1, отличающийся тем, что поплавок выполнен в виде параллелепипеда, призмы, куба или гексагональной, ортогональной, шаровидной, эллипсоидной, полусферической, цилиндрической формы.
9. Электролизер по п.1, отличающийся тем, что отношение суммы площадей верхней поверхности поплавков и площади анода изменяется от 10% до 120%.
10. Электролизер по п.1, отличающийся тем, что верхняя поверхность поплавка выполнена плоской, или выпуклой, или вогнутой, или наклонной к горизонту.
11. Электролизер по п.1, отличающийся тем, что верхняя часть поплавка изготовлена пористой, включающей ячеистую матрицу, инертную по отношению к выделяемому металлу и электролиту, выполненную в виде открытой пористой структуры с образованием внутренних пор, капилляров, каналов, полостей, заполненных металлом, имеющим такой же состав, как и металл, который выделяется на катоде.
12. Электролизер по п.11, отличающийся тем, что внутренние поры, капилляры, каналы, полости изготовлены с возможностью смачивания металлом и размерами, в частности диаметром и длиной, при которых они соединены с основным объемом катодного металла.
13. Электролизер по п.11, отличающийся тем, что объем, занимаемый металлом в порах, капиллярах, каналах, полостях матрицы составляет от 5% до 99,0% от объема поплавка.
14. Электролизер по п.1, отличающийся тем, что он снабжен кронштейнами, изготовленными из неэлектропроводного материала, стойкого в электролите и катодном металле, и расположенными вдоль боковых поверхностей анорованного перемещения поплавка вертикально и/или в горизонтальной плоскости.
15. Электролизер по п.1, отличающийся тем, что между анодами расположены перегородки, изготовленные из неэлектропроводного материала, стойкого в электролите и катодном металле, например карбида кремния, и расположенные вдоль боковых поверхностей анода и/или частично вдоль нижней плоскости анода, с возможностью перемещения перегородок вертикально, и/или в горизонтальной плоскости.
16. Электролизер по п.15, отличающийся тем, что перегородки изготовлены из оксида алюминия, например высокоглиноземистого неформованного бетона и/или плит, и/или керамобетона.
| Устройство, обеспечивающее поддержание определенного уровня материала в доменной или другой печи | 1957 |
|
SU111540A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ | 0 |
|
SU238457A1 |
| МНОГОЯЧЕИСТЫЙ ЭЛЕКТРОЛИЗЕР С БИПОЛЯРНЫМИ ЭЛЕКТРОДАМИ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ (ЭЛЕКТРОЛИЗЕР КИРКО - ПОЛЯКОВА) | 2005 |
|
RU2287026C1 |
| RU 2006119476 A, 20.12.2007 | |||
| US 4529494 A, 16.07.1985 | |||
| US 5019222 A, 28.05.1991 | |||
| US 6533909 B2, 18.03.2003. | |||

