Задача настоящего изобретения состоит в создании системы транспортировки для сигаретных машин и машин, изготавливающих фильтры, а также способа транспортировки таких стержней в такой системе транспортировки.
Изобретение относится к области производства табачных изделий и в частности к производству сигарет и фильтрующих мундштуков. Более конкретно, изобретение относится к способу синхронизации изготовляющей стержнеобразные элементы машины (машины, изготовляющей стержни), оборудованной узлом, принимающим стержни в системе транспортировки изготовляющей стержни машины (далее в описании термин "стержень" означает сигарету или фильтр).
Машины, использующиеся в табачной промышленности, изготовляющие стержни, обычно соединены с машинами, в которых стержни подвергают дальнейшей обработке, и с машинами, собирающими стержни в лотки, или со сборками для транспортировки стержней посредством транспортных узлов и управляющих систем. Во время транспортировки стержней происходит изменение направления перемещения стержней от продольного к боковому.
УРОВЕНЬ ТЕХНИКИ
В машинах, описанных выше, непрерывный стержень сигареты или фильтра режут на отдельные стержни посредством режущей головки, при этом стержни перемещаются последовательно один за другим в одном направлении и с одинаковой скоростью, равной скорости перемещения исходного непрерывного стержня. В уровне техники известны транспортные узлы, которые меняют направление перемещения стержней от продольного к боковому. Эти известные узлы используют барабаны, которые принимают последовательно движущиеся в продольном направлении стержни, как описано в документе DE 1632251. Стержни укладываются в последовательные канавки вращающегося барабана, который является частью приемного узла, механически соединенного с режущей головкой.
В патенте ЕР 0682881 описано устройство, в котором фильтрующие мундштуки изготовляют из двух непрерывных сигаретных стержней посредством их резки одной режущей головкой, причем транспортная система оборудована элементами, ускоряющими стержни. Перемещение режущей головки синхронизировано с вращением двух приемных барабанов приемного узла, тогда как стержни от двух соответствующих потоков укладываются в канавки каждого из барабанов, при этом перемещение стержней ускоряется, а барабаны вращаются в противоположных направлениях.
Другой приемный узел, являющийся частью транспортной системы, описан в документе ЕР 0594397. Линейно перемещающиеся сигаретные стержни поднимаются всасывающими форсунками, которые приближаются к ним сверху, и переносятся на барабан, на котором стержни перемещаются в направлении, перпендикулярном их оси. Режущая головка, приемный узел и транспортирующий барабан системы транспортировки механически соединены.
Все вышеупомянутые подающие узлы механически соединены с режущей головкой изготовляющей стержни машины. Всякий раз, когда меняют длину изготовляемых стержней, требуется синхронизация системы транспортировки с режущей головкой в изготовляющей стержни машине.
Расстояние между режущей головкой и приемным узлом системы транспортировки является постоянным. В случае каждого изменения длины изготовляемых стержней приемный узел должен быть отсоединен от режущей головки, и должно быть отрегулировано их новое взаимное положение, после чего они снова должны быть соединены, что в свою очередь требует подтверждения правильности перемещения. Для этого необходимо начать изготовление новой непрерывной сигареты или фильтрующего мундштука; затем машина снова должна быть остановлена для проверки правильности приема стержней приемным узлом. Это требует дополнительного вращения машины вручную и проверки беспрепятственного попадания стержней в канавки приемного барабана, или правильного размещения стержней, перенесенных всасывающими форсунками, в транспортные барабаны так, чтобы была обеспечена возможность их последующей обработки. Для достижения правильной транспортировки стержней, синхронизацию приемного узла с режущей головкой выполняют в несколько этапов.
При изготовлении небольших партий некоторого продукта часто возникает необходимость в регулировке работы машины и синхронизации системы транспортировки. Таким образом, в области производства сигарет существует потребность в решениях, которые могут обеспечить сокращение времени, необходимого для регулировок машины.
При использовании известных в уровне техники машин (машины, в которых стержни подлежат дальнейшей обработке), возникает проблема синхронизации изготовляющей стержни машины с приемным узлом, когда длина изготовляемых стержней должна быть изменена, то есть после того, как машина была приспособлена для стержней другой длины. Проблема коренится в том факте, что при включении машины после выполнения регулировки длины стержня возникает рассогласование в транспортировке стержней. Рассогласование наблюдается в течение короткого времени непосредственно перед тем, как управляющая система восстановит синхронизацию изготовляющей стержни машины с принимающим стержни узлом. После настройки машины к другой длине, приемный узел обычно остается неправильно расположенным по отношению к режущей головке, и перемещаемые стержни застревают.
В известных машинах восстановление синхронизации всей системы представляет собой трудоемкий и сложный процесс.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению предложена система транспортировки для машины, изготавливающей сигаретные стержни и машины, изготавливающей стержни фильтра, содержащей режущую головку, причем машина синхронизирована с принимающим стержни узлом системы транспортировки, и обеспечивает регулировку длины изготовленных стержней, при этом система транспортировки расположена между машиной для изготовления указанных стержней и машиной для дальнейшей обработки или транспортировки стержней, и отличается тем, что содержит отклоняющий узел для отклонения стержней за пределы системы транспортировки, причем указанный отклоняющий узел расположен между режущей головкой машины и принимающим стержни узлом.
Предпочтительно отклоняющий узел содержит форсунку для сжатого воздуха.
Также предпочтительно в отклоняющем узле между режущей головкой и форсункой для сжатого воздуха предусмотрен датчик конца стержня.
Датчик конца стержня предпочтительно представляет собой фотоэлемент.
Форсунка сжатого воздуха может быть снабжена запорным клапаном.
Согласно изобретению предложен способ перемещения стержней в транспортной системе сигаретной машины и машины, изготавливающей фильтры, обеспечивающий регулировку длины изготовленных стержней, согласно которому изготовленные стержни заданной длины отрезают от непрерывного стержня посредством режущей головки машины, затем отрезанные стержни перемещают в приемный узел, отличающийся тем, что после каждого изменения длины отрезанных стержней, во время синхронизации приемного узла и режущей головки, изготовленные стержни отклоняют за пределы транспортной системы посредством отклоняющего узла.
Предпочтительно отклонение осуществляют струей сжатого воздуха.
Синхронизацию приемного узла с режущей головкой предпочтительно инициируют сигналом, сгенерированным датчиком конца стержня.
Струя сжатого воздуха предпочтительно активируется и деактивируется посредством запорного клапана.
Датчик конца стержня предпочтительно представляет собой фотоэлемент.
Современные технологии позволяют применять высококачественные серводвигатели для независимого привода как узлов транспортной системы, так и режущей головки, а также применять системы для автоматической повторной синхронизации управляющих систем. Изменение длины изготовляемых стержней приводит к необходимости синхронизации транспортной системы независимо от уровня автоматизации функций, реализованных в машине. В случае высокоавтоматизированной синхронизации приемного узла с режущей головкой отклонение изготовленных стержней за пределы транспортной системы гарантирует, что ни один из произведенных стержней не попадет в приемный узел, пока оба узла не синхронизированы. Благодаря вышесказанному, может быть обеспечена бесперебойная работа как во время синхронизации, так и после поступления в синхронизированную систему новой партии стержней.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Примерный вариант реализации настоящего изобретения представлен на приложенных чертежах.
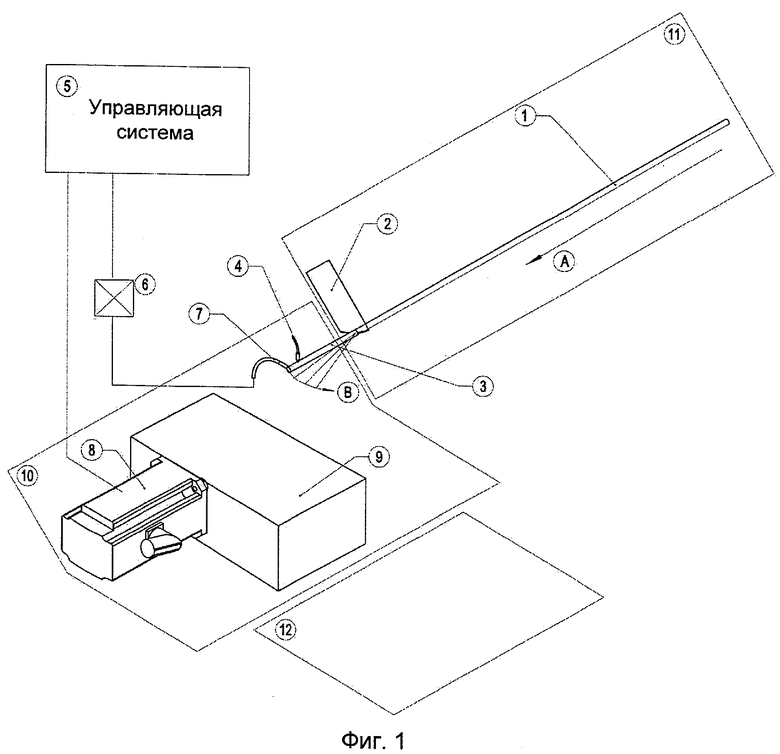
Фиг.1 представляет транспортную систему согласно изобретению, когда стержни отклоняются за пределы транспортной системы.
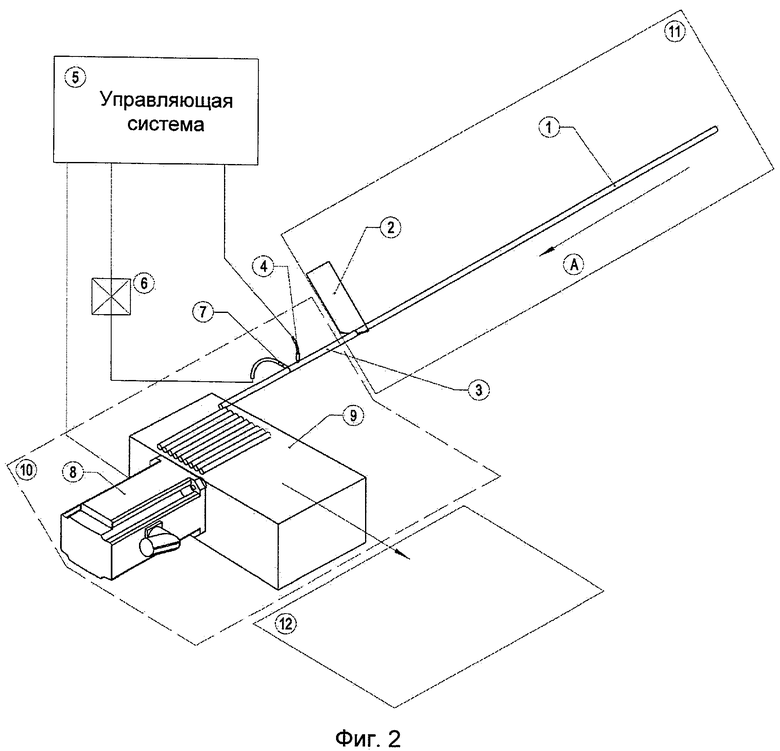
Фиг.2 представляет транспортную систему согласно изобретению, когда стержни не отклоняются за пределы транспортной системы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Как показано на фиг.1 и 2, машина 11 для изготовления стержней взаимодействует с машиной 12 для дальнейшей обработки или транспортировки стержней посредством транспортной системы 10. В транспортной системе 10 направление перемещения стержней может быть изменено от продольного к боковому. Транспортная система 10 согласно изобретению содержит отклоняющий узел и приемный узел 9. Отклоняющий узел содержит форсунку 7 со сжатым воздухом и датчик 4.
На фиг.1 показана транспортная система 10 во время синхронизации машины 11 с транспортной системой 10 сразу после изменения длины стержней, изготовляемых машиной 11, когда отклоняющий узел действует, и стержни отклоняются в направлении В посредством сжатого воздуха из форсунки 7 за пределы транспортной системы.
На фиг.2 показана транспортная система 10, когда все узлы действуют после установки заданной длины стержней.
Как описано выше, машина для изготовления стержней может быть отрегулирована в зависимости от необходимой длины изготовляемых стержней. Данные, относящиеся к новой длине, могут быть введены в управляющую систему 5 во время прекращения работы машины. Затем машину вновь активируют так, чтобы она начала формировать непрерывный стержень 1, который будет подаваться для резки ножом режущей головки. Первый отрезанный стержень 3 перемещается вдоль своего пути, и достижение передним концом стержня 3 положения перед датчиком 4 активирует передачу сигнала от датчика 4 к управляющей системе 5. С этого момента процесс синхронизации приемного узла 9 с режущей головкой 2 для некоторой длины изготовленных стержней по отношению к эталонной синхронизации, предварительно установленной для приемного узла 9 и режущей головки 2, осуществляется управляющей системой 5 машины. Во время процесса синхронизации все изготовленные стержни 3 отклоняются отклоняющим узлом. После завершения процесса синхронизации, управляющая система 5 выключает отклоняющий узел, и транспортная система действует без отклонения стержней. Отклоняющий узел включается и выключается посредством клапана 6, подающего сжатый воздух в форсунку 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ РАСПОЗНАВАНИЯ СИГАРЕТНЫХ ФИЛЬТРОВ | 2006 |
|
RU2407408C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВЕНТИЛЯЦИИ СИГАРЕТНОГО ФИЛЬТРА | 2005 |
|
RU2346633C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЕГМЕНТНЫХ ФИЛЬТРУЮЩИХ СТЕРЖНЕЙ | 2011 |
|
RU2527709C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СИГАРЕТНЫХ СТЕРЖНЕЙ ИЗ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ В УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ ФИЛЬТРОВ | 2003 |
|
RU2330590C2 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕТА | 1994 |
|
RU2106790C1 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕИА С ФИЛЬТРОМ | 2013 |
|
RU2622802C1 |
| СИГАРЕТНЫЙ ФИЛЬТР | 2000 |
|
RU2333712C2 |
| СИГАРЕТНЫЙ ФИЛЬТР | 2012 |
|
RU2571020C1 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕТА | 1995 |
|
RU2130279C1 |
| СПОСОБ И СИСТЕМА ДЛЯ РАСПОЛОЖЕНИЯ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ И СИСТЕМА ДЛЯ ВОЗВРАЩЕНИЯ ТАБАКА ИЗ БРАКОВАННЫХ СИГАРЕТ | 2013 |
|
RU2604442C2 |
Изобретение относится к системе транспортировки для машины, изготавливающей сигаретные стержни и машины, изготавливающей стержни фильтра, которая содержит режущую головку, синхронизированной с принимающим стержни узлом транспортной системы и обеспечивающей возможность регулировки длины изготовленных стержней, причем система транспортировки расположена между машиной для изготовления стержней и машиной для последующей обработки или транспортировки стержней, причем она содержит отклоняющий узел для отклонения стержней за пределы системы транспортировки, причем указанный отклоняющий узел расположен между режущей головкой машины и принимающим стержни узлом. Технический результат заключается в снижении трудоемкости восстановления синхронизации. 2 ил.
1. Система транспортировки для машины, изготавливающей сигаретные стержни и машины, изготавливающей стержни фильтра, содержащей режущую головку, синхронизированной с принимающим стержни узлом транспортной системы и обеспечивающей возможность регулировки длины изготовленных стержней, причем система транспортировки расположена между машиной для изготовления стержней и машиной для последующей обработки или транспортировки стержней, отличающаяся тем, что содержит отклоняющий узел для отклонения стержней (3) за пределы системы (10) транспортировки, причем указанный отклоняющий узел расположен между режущей головкой (2) машины (11) и принимающим стержни узлом (9).
2. Система транспортировки по п.1, отличающаяся тем, что отклоняющий узел содержит форсунку (7) для сжатого воздуха.
3. Система транспортировки по п.1, отличающаяся тем, что в отклоняющем узле между режущей головкой и форсункой (7) для сжатого воздуха предусмотрен датчик (4) конца стержня.
4. Система транспортировки по п.3, отличающаяся тем, что датчик (4) конца стержня представляет собой фотоэлемент.
5. Система транспортировки по п.2, отличающаяся тем, что форсунка (7) для сжатого воздуха снабжена запорным клапаном.
6. Способ транспортировки стержней в транспортной системе машины, изготавливающей сигаретные стержни, и машины, изготавливающей стержни фильтра, обеспечивающий регулировку длины изготовленных стержней, согласно которому изготовленные стержни заданной длины отрезают от непрерывного стержня посредством режущей головки машины и подают отрезанные стержни в приемный узел, отличающийся тем, что после каждого изменения длины отрезаемых стержней (3) во время синхронизации приемного узла и режущей головки (2) изготовленные стержни (3) отклоняют за пределы транспортной системы (10) посредством отклоняющего узла.
7. Способ по п.6, отличающийся тем, что отклонение осуществляют посредством форсунки (7) со сжатым воздухом.
8. Способ по п.6, отличающийся тем, что синхронизацию приемного узла (9) с режущей головкой (2) инициируют сигналом, сгенерированным датчиком (4) конца стержня.
9. Способ по п.7, отличающийся тем, что поток сжатого воздуха активируют и деактивируют запорным клапаном.
10. Способ по п.6, отличающийся тем, что датчик конца стержня (3) представляет собой фотоэлемент.
| Приспособление для остановки гильзовой машины при неисправной работе | 1930 |
|
SU25464A1 |
| Устройство для фазового управления трехфазным тиристорным регулятором напряжения | 1987 |
|
SU1457121A1 |
| US 0006769435 В2, 03.08.2004. | |||

