Предлагаемое изобретение относится к способу и системе для расположения стержнеобразных элементов. Стержнеобразные элементы могут, в частности, представлять собой нестандартные или дефектные сигареты.
Предлагаемое изобретение относится также к системе для возвращения табака из бракованных сигарет.
Расположение в нужном порядке бракованных сигарет может быть полезной операцией, предшествующей их раскрытию для возвращения из них табака. Из уровня техники известны различные устройства для расположения в нужном порядке стержнеобразных элементов.
В документе US 5000196 раскрыты, к примеру, способ и устройство для возвращения табака, в котором сигареты, удаленные из сигаретной машины, проходят процесс расположения. Сигареты бросают на поворотное вибрирующее подающее устройство, откуда они выходят уже расположенными в нужном порядке через канал и затем попадают на транспортер для разрезания на цилиндре с режущей кромкой. После вскрытия сигареты передают в линейное вибрирующее подающее устройство, где свободный табак падает вниз через специальное выпускное отверстие, в то время как их бумажные обертки собирают через другое отверстие.
В устройстве, известном из документа US 3665931, сигареты принимают от подающего устройства посредством конвейера, имеющего собирающие планки, откуда сигареты падают на снабженный желобами сдвижной лоток. На этом лотке сигареты располагают вдоль желобов, имеющих борта различной высоты, и транспортируют так, чтобы их оси были параллельны друг другу.
В документе US 5076291 раскрыто устройство, в котором сигареты бросают в поворотное вибрирующее подающее устройство, из которого их передают одну за одной через спускной лоток на барабан, далее посредством ленточного конвейера на другой барабан, где расположение сигарет в желобах детектируют, затем сигареты смещают и отрезают фильтры. В устройстве из документа US 5076291 предусмотрена возможность вскрытия отдельных дефектных сигарет, которые не расположены правильным образом, то есть фильтрующие части которых ориентированы в обоих возможных направлениях.
В документе US 3404688 раскрыто устройство для вскрытия элементов сигарет, отбракованных из производственного процесса. Данные элементы называются "двойными сигаретами" и состоят из части с двойным фильтром и двух табачных частей. Сигареты транспортируют на барабане и вскрывают дисковыми ножами. В документе DE 1106227 представлено устройство для отрезания табачных частей сигарет от фильтрующих частей сигарет, в котором требуется правильно расположить сигареты так, чтобы фильтры сигарет были ориентированы в одном направлении в зависимости от положения дискового ножа, используемого для разрезания сигаретных частей.
Устройства для расположения сигарет и возвращения табака, описанные в вышеперечисленных документах, малоэффективны. Наименее эффективны устройства с использованием вибрирующих подающих устройств. Устройство из документа US 3665931 имеет относительно высокую эффективность, однако не гарантирует, что сигареты расположены на 100% в продольном направлении.
Изобретение направлено на создание усовершенствованных способа и системы для расположения бракованных элементов, произведенных на различных ступенях процесса производства сигарет и не упорядоченных, так чтобы все элементы стали ориентированы по существу параллельно друг другу и в одном направлении.
Другая задача предлагаемого изобретения состоит в создании системы для возвращения табака из бракованных сигарет.
Авторы изобретения неожиданно обнаружили, что элементы, транспортируемые комбинацией специально выбранных подающих устройств и конвейеров, каждое из которых движется с соответствующим образом отрегулированной скоростью, "автоматически" падают в желоба выравнивающего конвейера и становятся ориентированными параллельно направлению движения вдоль этого конвейера.
Согласно первому аспекту изобретения предлагается система для расположения стержнеобразных элементов, в частности сигарет, на продольном выравнивающем конвейере вдоль направления движения конвейера, которая содержит контейнер для неупорядоченных стержнеобразных элементов, подающий конвейер, спускной лоток и выравнивающий конвейер и которая отличается тем, что стержнеобразные элементы, подаваемые из контейнера, транспортируются подающим конвейером к спускному лотку, причем стержнеобразные элементы располагаются на подающем конвейере поперек направления движения, при этом дно спускного лотка наклонено вниз под углом к горизонтали, приемный конец снабженного продольными желобами выравнивающего конвейера находится ниже по потоку от выпускного конца спускного лотка, выравнивающий конвейер наклонен вверх под углом β к горизонтали и выполнен с возможностью транспортировки стержнеобразных элементов с выпускного конца спускного лотка вверх по выравнивающему конвейеру со скоростью, обеспечивающей прохождение стержнеобразных элементов из спускного лотка в желоба выравнивающего конвейера вдоль этих желобов. Подающий конвейер предпочтительно представляет собой ленточный конвейер, снабженный поперечными собирающими планками, установленными на внешней поверхности ленты.
Направление движения стержнеобразных элементов внутри спускного лотка, при обзоре сверху, по существу параллельно ориентации стержнеобразных элементов на подающем конвейере.
Между спускным лотком и выравнивающим конвейером предусмотрен промежуточный элемент спускного лотка, причем направление движения, при обзоре сверху, стержнеобразных элементов на выпускном отверстии промежуточного элемента по существу параллельно ориентации стержнеобразных элементов на выравнивающем конвейере.
Дно спускного лотка предпочтительно установлено под углом γ в диапазоне от 60° до 150°, предпочтительно от 75° до 110°, наиболее предпочтительно от 85° до 95°, к направлению наклона выравнивающего конвейера.
Кроме того, дно спускного лотка предпочтительно установлено под углом α в диапазоне от 15° до 60°, предпочтительно от 30° до 50°, наиболее предпочтительно от 45° до 50°, к горизонтали.
В предпочтительном варианте осуществления выравнивающий конвейер представляет собой ленточный конвейер, причем верхняя поверхность ленты выполнена в виде снабженной множеством желобов поверхности; опционально выравнивающий конвейер может состоять из множества лент, рабочие поверхности которых выполнены в форме перевернутой буквы "V". Выравнивающий конвейер предпочтительно установлен под углом β в диапазоне от 15° до 60°, предпочтительно от 30° до 50°, наиболее предпочтительно от 40° до 45°, к горизонтали.
При этом лента выравнивающего конвейера предпочтительно выполнена с возможностью движения со скоростью в диапазоне от 0,1 м/с до 1 м/с, предпочтительно от 0,3 м/с до 0,8 м/с, наиболее предпочтительно 0,7 м/с.
При этом скорость движения ленты выравнивающего конвейера можно регулировать в зависимости от угла β его наклона.
Согласно второму аспекту изобретения предлагается система для возвращения табака из бракованных сигарет путем отделения их фильтрующих частей от табачных частей, которая содержит блок для продольного разрезания бумажных оберток табачных частей и блок для извлечения из них табака, которая отличается тем, что содержит, вверх по потоку от блока для продольного разрезания оберток, систему для расположения стержнеобразных элементов, которая выполнена согласно первому аспекту изобретения и ниже по потоку от которой находится промежуточный бункер для приема сигарет, подаваемых указанной системой для расположения стержнеобразных элементов, транспортирующий цилиндр, имеющий снабженную желобами круговую поверхность, расположенную под указанным бункером для передачи сигарет, при этом система дополнительно снабжена средствами операционного контроля для смещения сигарет внутри желобов поверхности транспортирующего цилиндра так, чтобы размещать границы фильтрующих частей сигарет вдоль взаимных круговых линий вокруг цилиндра, при этом система дополнительно снабжена средствами отделения табачных частей от фильтрующих частей сигарет, находящихся в желобах транспортирующего цилиндра.
Средства операционного контроля предпочтительно содержат сканирующую головку для сканирования боковых поверхностей и/или по меньшей мере одной концевой поверхности каждой последующей сигареты на поверхности транспортирующего цилиндра, а также форсунки сжатого воздуха, смещающие сигареты по желобам.
Средства отделения табачных частей сигарет предпочтительно образованы дисковыми ножами, размещаемыми посредством транспортирующего цилиндра для отрезания табачных частей от фильтрующих частей. Предпочтительно, чтобы в верхней зоне выравнивающего конвейера, между промежуточным бункером и транспортирующим цилиндром находился выравнивающий блок, содержащий стержни, выполненные с возможностью возвратно-поступательного движения в направлении поперек указанным желобам.
Система предпочтительно содержит средства подачи отделенных табачных частей в указанный блок посредством сжатого воздуха. В соответствии с третьим аспектом изобретения предлагается способ расположения стержнеобразных элементов, в частности сигарет, на продольном выравнивающем конвейере параллельно направлению движения вдоль конвейера, согласно которому неупорядоченные стержнеобразные элементы подают на подающий конвейер, на котором стержнеобразные элементы размещают поперек указанному направлению движения, затем стержнеобразные элементы передают вниз, параллельно направлению их осей при подаче вдоль конвейера, из подающего конвейера через спускной лоток, причем дно спускного лотка наклонено вниз под углом α к горизонтали, на снабженный продольными желобами выравнивающий конвейер, на котором стержнеобразные элементы транспортируют вверх, причем направление транспортировки параллельно их осям и наклонено под углом β к горизонтали, при этом скорость подачи стержнеобразных элементов на выравнивающий конвейер регулируют так, чтобы позволить стержнеобразным элементам, выходящим из спускного лотка, входить в желоба выравнивающего конвейера с ориентацией вдоль этих желобов. Скорость подачи стержнеобразных элементов на выравнивающий конвейер предпочтительно регулировать в зависимости от скорости движения ленты конвейера и/или угла β его наклона.
Преимущество, обеспечиваемое изобретением, состоит в получении системы и способа, которые позволяют быстро и эффективно расположить в нужном порядке неупорядоченную часть бракованных стержнеобразных элементов так, чтобы все эти элементы стали расположены вдоль одного направления. Кроме того, создана усовершенствованная система для возвращения табака из некачественных сигарет с использованием системы для расположения стержнеобразных элементов в соответствии с изобретением.
Предпочтительный вариант предлагаемого изобретения проиллюстрирован на чертежах, на которых:
на фиг. 1 изображен схематичный вид сбоку первой части предлагаемой системы для расположения стержнеобразных элементов;
на фиг. 2 изображен схематичный вид сбоку второй части предлагаемой системы для расположения стержнеобразных элементов;
на фиг. 3 изображен схематичный вид сверху предлагаемой системы для расположения стержнеобразных элементов;
на фиг. 3′ изображен другой вариант системы с фиг. 3, снабженной промежуточным элементом;
на фиг. 4 изображено поперечное сечение ленты выравнивающего конвейера;
на фиг. 5 изображено поперечное сечение ленты выравнивающего конвейера в другом варианте осуществления;
на фиг. 6 изображен схематичный вид сбоку предлагаемой системы для возвращения табака;
на фиг. 7 изображен схематичный вид части системы для возвращения табака, в которой размещен транспортирующий цилиндр;
на фиг. 8 изображен схематичный вид развернутой круговой поверхности транспортирующего цилиндра.
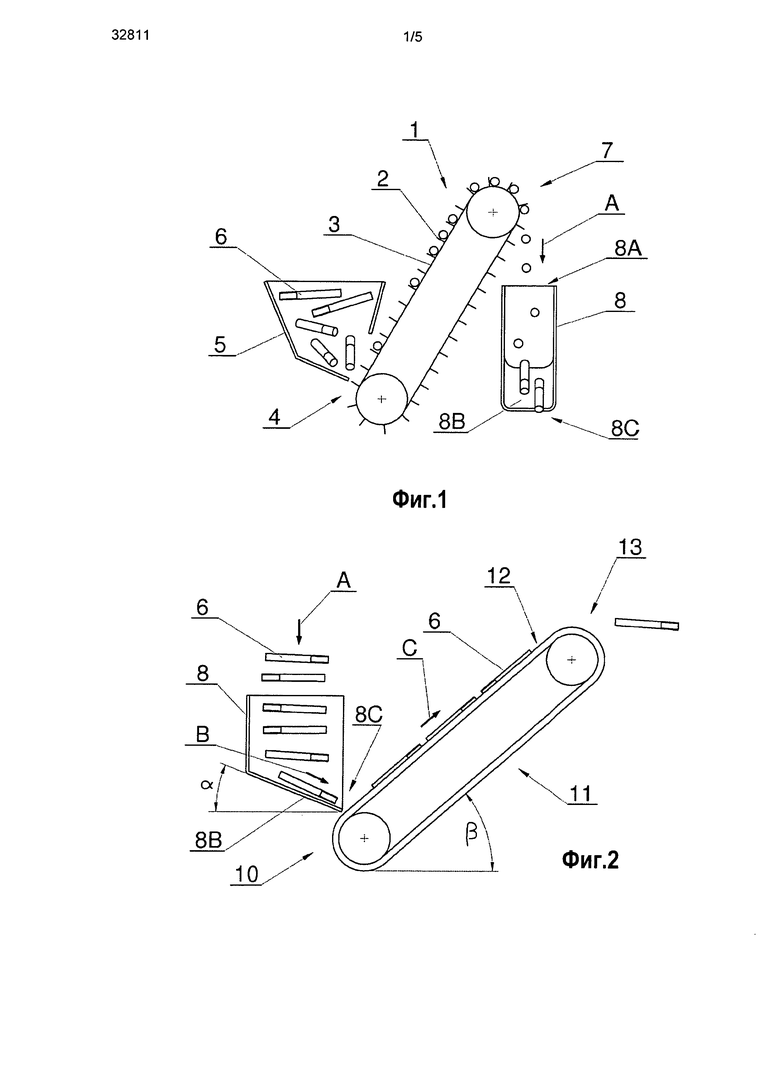
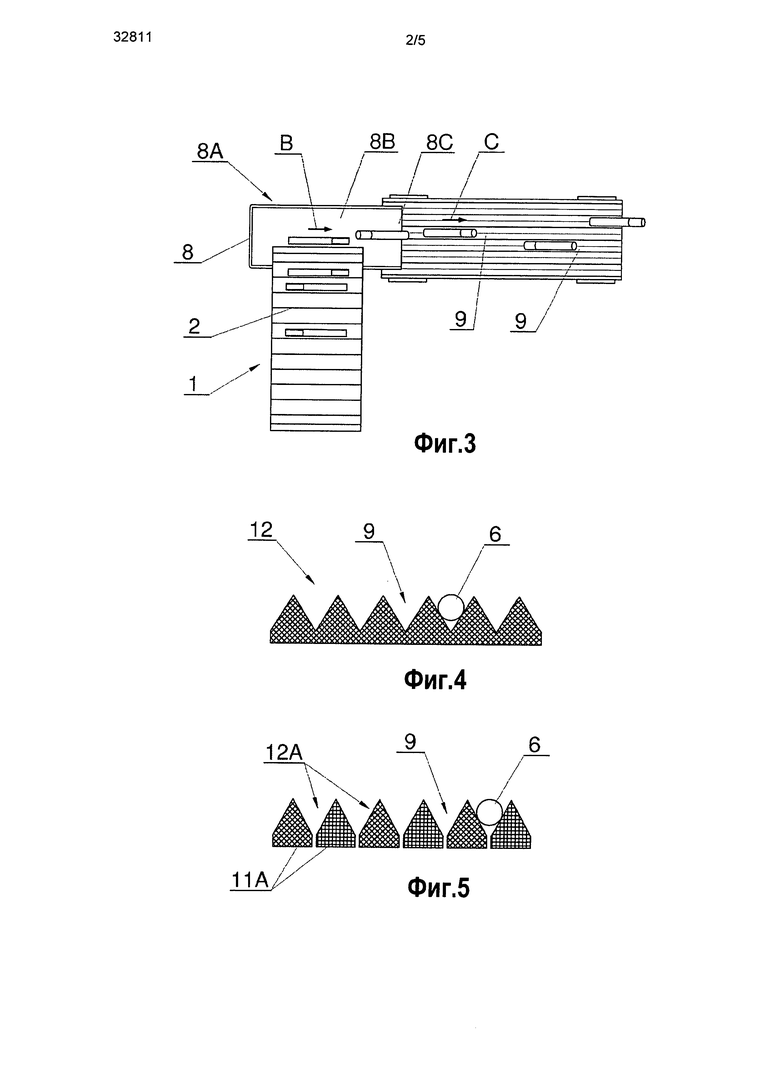
На фигурах 1-5 схематично изображена предлагаемая система для расположения стержнеобразных элементов на продольном выравнивающем конвейере параллельно направлению движения вдоль конвейера, причем данные элементы представляют собой, в частности, сигареты. Указанная система снабжена первым подающим конвейером 1, изображенным на фиг. 1. Указанный подающий конвейер 1 представляет собой ленточный конвейер, снабженный поперечными собирающими планками 2, установленными на внешней поверхности ленты 3. Неупорядоченные сигареты размещены в контейнере 5, имеющем выпускное отверстие, размещенное над нижней зоной 4 подающего конвейера 1. В верхней зоне 7 подающего конвейера 1 сигареты падают вниз под действием силы тяжести (в направлении, показанном стрелкой А). Снизу указанной верхней зоны 7 размещен спускной лоток 8 для приема падающих сигарет 6 (фигуры 1 и 2). При обзоре сверху (фиг. 3) впускное отверстие 8А спускного лотка 8 ориентировано по существу параллельно собирающим планкам 2 подающего конвейера 1. Дно спускного лотка 8 наклонено вниз относительно горизонта (фиг. 2).
При обзоре сверху (фиг. 3) направление, показанное стрелкой В, движения сигарет 6 на дне 8В наклонного конвейера по существу параллельно ориентации сигарет на подающем конвейере 1 между собирающими планками. Спускной лоток 8 может иметь плоское дно 8В с краями, отогнутыми возле боковых стенок, или же может иметь круглое дно. Направление В подачи сигарет, то есть по существу направление, принимаемое сигаретами внутри спускного лотка 8, параллельно штрихпунктирной линии 8D с фиг. 3.
Дно 8В спускного лотка 8 предпочтительно размещено под углом α в диапазоне от 15° до 60°, предпочтительнее от 30° до 50°, наиболее предпочтительно от 45° до 45°, к горизонтали. Выпускное отверстие спускного лотка 8 размещено в нижней зоне 10 продольного выравнивающего конвейера 11. Данный выравнивающий конвейер 11 представляет собой ленточный конвейер, имеющий верхнюю поверхность, которая выполнена снабженной множеством желобов поверхности (фиг. 4), или состоит из множества желобов 9. В одном варианте выравнивающий конвейер 11 может состоять из множества лент 11 А, рабочие поверхности которых выполнены в форме перевернутой буквы "V", образующей желоба. Выравнивающий конвейер 11 установлен так, что желоба 9 направлены параллельно линии 8D при обзоре сверху, что является преимуществом, когда сигареты подаются непосредственно на рабочую поверхность ленты 12. Однако, как изображено на фиг. 3′, можно использовать промежуточный элемент 8′, например изогнутый элемент, для получения другой конфигурации системы. Как изображено на фиг. 3′, изогнутый промежуточный элемент 8′ может быть образован дополнительным наклонным спускным желобом, изменяющим направление движения сигарет.
Выпускное отверстие 8С изогнутого элемента 8′ можно поместить над рабочей поверхностью 12 конвейера 11. Выпускное отверстие 8С можно выполнить прямолинейным, так чтобы сигареты 6 направлялись по линии 8D′ на выпускном отверстии 8С и далее на конвейер 11.
Если по каким-либо причинам, например с учетом строительным требований, требуется другая конфигурация системы, можно использовать прямолинейный промежуточный спускной желоб. Спускной желоб 8 может иметь и более сложную форму, например данный желоб может быть немного скрученным, так чтобы его выпускное отверстие, при обзоре сверху, было повернуто относительно его впускного отверстия
Выравнивающий конвейер 11 можно установить под углом β в диапазоне от 15° до 60°, предпочтительнее от 30° до 50°, наиболее предпочтительно при 40°, к горизонтали. Лента выравнивающего конвейера выполнена с возможностью движения со скоростью в диапазоне от 0,1 м/с до 1 м/с, предпочтительно от 0,3 м/с до 0,8 м/с, наиболее предпочтительно 0,7 м/с, причем более высокие скорости рекомендованы для углов β большего значения.
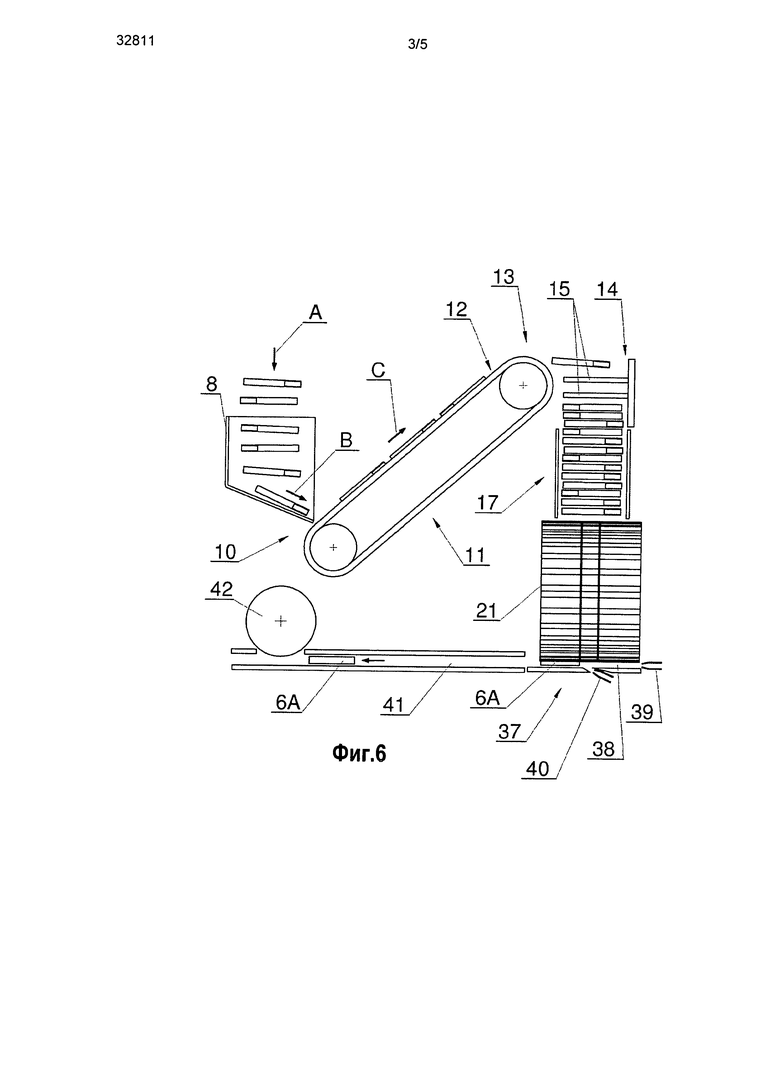
На фиг. 6 изображена система для возвращения табака из бракованных сигарет. Часть данной системы описана выше со ссылкой на фигуры 1-5, на которых изображена система для расположения стержнеобразных элементов согласно изобретению.
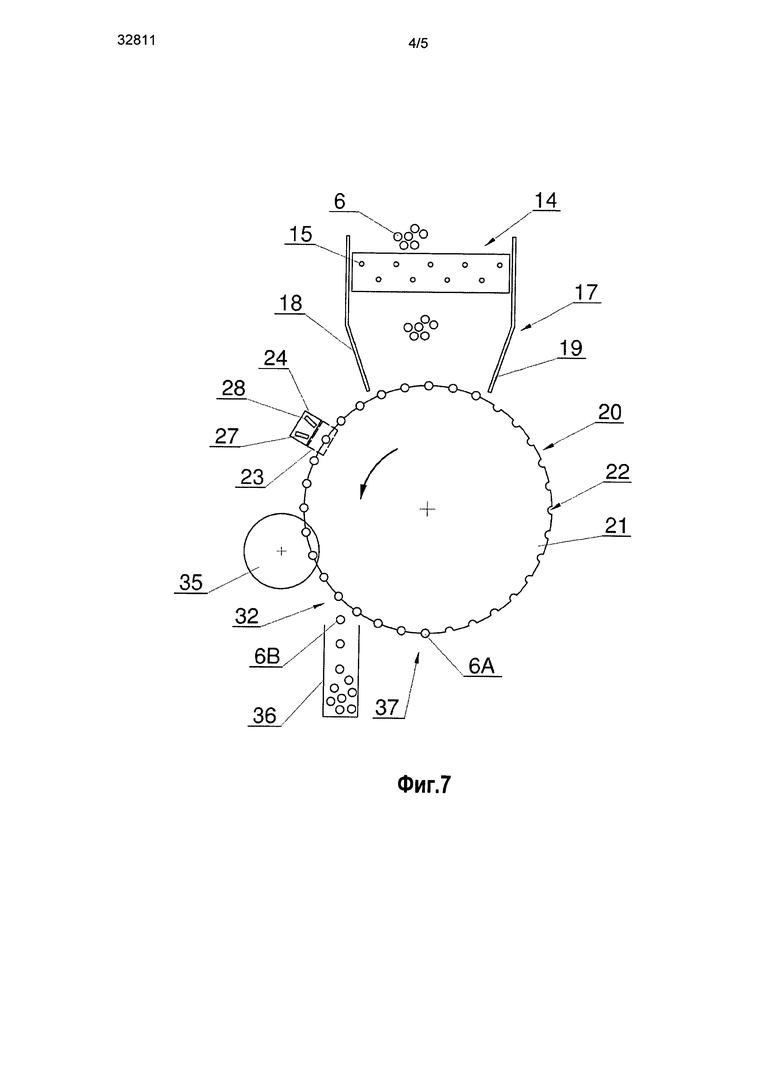
Как изображено на фиг. 6, в предлагаемой системе для возвращения табака сигареты, выходящие из верхней зоны 13 выравнивающего конвейера 11, отбрасывают в блок 14 для выравнивания так, чтобы обеспечить параллельную ориентацию транспортируемых сигарет 6. Выравнивающий блок 14 содержит стержни, выполненные с возможностью возвратно-поступательного движения в направлении перпендикулярно плоскости фигуры. Под выравнивающем блоком 14 размещен промежуточный бункер 17. В боковом направлении бункер 17 ограничен стенками 18 и 19, причем его донная сторона ограничена круговой поверхностью 20 транспортирующего цилиндра 21.
На своей круговой поверхности 20 транспортирующий цилиндр 21 имеет множество желобов 22 для транспортировки сигарет 6. Сигареты 6 могут удерживаться внутри желобов 22 посредством отрицательного давления, распределенного через отверстия, выполненные в дне желобов. Кроме этого сигареты 6, при транспортировке на цилиндре 6, можно удерживать внутри желобов 22 посредством известных изогнутых направляющих (не показаны на фигуре), причем внутренние поверхности данных желобов имеют радиус кривизны несколько больше, чем радиус кривизны круговой поверхности 20 транспортирующего цилиндра 21.
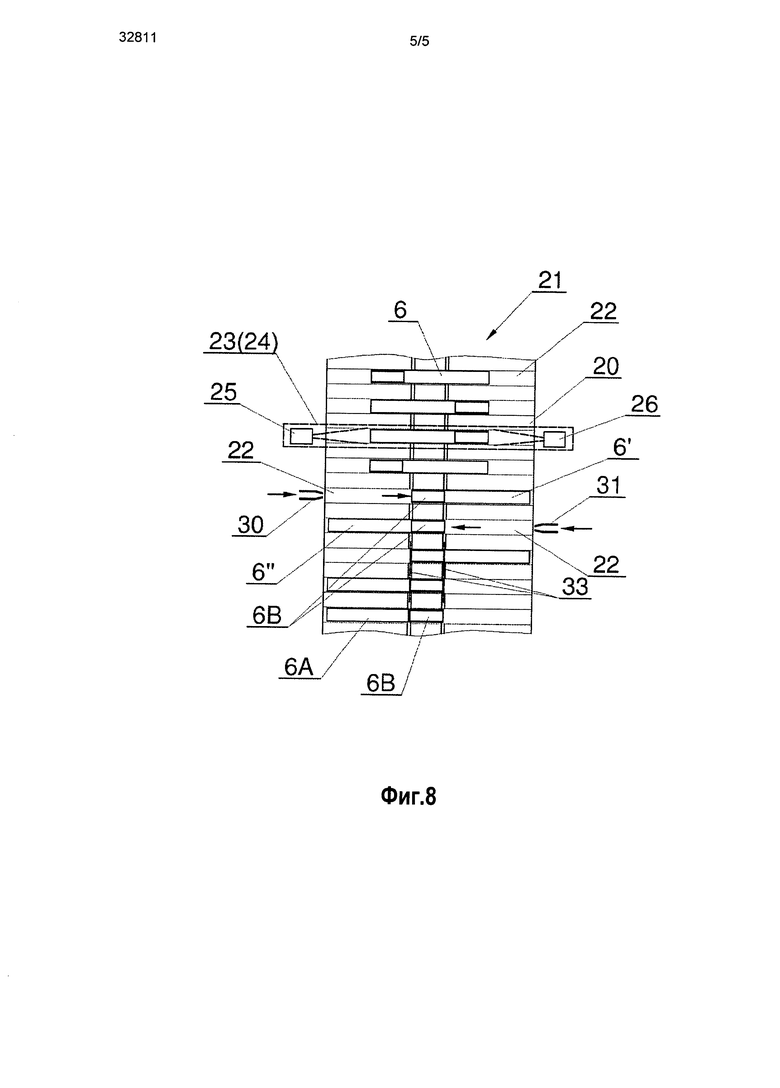
При транспортировке каждая последующая сигарета проходит через область действия средств операционного контроля. Данная область содержит первую зону 23 действия сканирующей головки 24. Функция сканирующей головки 24 состоит в проверке положения каждой последующей сигареты путем детектирования направления, в котором обращена табачная часть 6А или фильтрующая часть 6В сигареты. Сканирующая головка 24 может содержать датчики 25, 26, нацеленные на концевые поверхности сигарет 6, или же другие датчики 27, 28, нацеленные на цилиндрические боковые поверхности сигарет.
Рядом с транспортирующим цилиндром 21 и в пределах второй зоны области действия средств операционного контроля предусмотрены форсунки 30, 31 сжатого воздуха для смещения сигарет 6 по желобам 22 так, чтобы размещать границы фильтрующих частей сигарет вдоль взаимных круговых линий вокруг цилиндра 21. Сканирующая головка 24 с датчиками 24 и 25, а также форсунки 30, 31 сжатого воздуха изображены на фиг. 8, на которой представлен развернутый вид круговой поверхности транспортирующего цилиндра 21.
Возле транспортирующего цилиндра 21 предусмотрены средства отделения табачных частей сигарет от их фильтрующих частей. В данном варианте осуществления указанные средства отделения образованы двумя дисковыми ножами 35 для отрезания табачных частей 6А от фильтрующих частей 6В. На фиг. 8 пунктирными линиями 33 изображены границы фильтрующих частей сигарет 6 в ситуации, когда сигареты 6 смещены вдоль желобов 22 транспортирующего цилиндра 21, причем линии 33 проходят по окружности цилиндра 21. Кроме этого линии 33 указывают положение дисковых ножей 35.
В зоне 32 (фиг. 7) фильтрующие части 6В выпадают из транспортирующего цилиндра 21 в контейнер 36, причем выпадение обеспечено сжатым воздухом, подаваемым через отверстия в доньях желобов 22, или механическим скребком. Табачные части 6А, остающиеся на транспортирующем цилиндре 21, транспортируют в зону 37 выпадения, в которой происходит выпадение данных частей из желобов 22 под воздействием находящегося под давлением воздуха. Под транспортирующим цилиндром 21 в зоне 37 выпадения размещен канал 38 выпадения. Возле канала 38 выпадения размещены две форсунки 39 и 40, причем функция данных форсунок состоит в выбрасывании табачных частей 6А из канала 38 выпадения и введении их в выпускной канал 41.
Коаксиально каналу 38 установлена форсунка 39, в то время как форсунка 40, которая установлена с наклоном к каналу 38, способствует выбрасыванию частей 6А, размещенных еще дальше от форсунки 39. Над выпускным каналом 41 предусмотрен режущий блок. В данном варианте осуществления режущий блок образован дисковым ножом 42 для разрезания бумажных оберток транспортируемых табачных частей 6А.
Далее описана работа системы для расположения стержнеобразных элементов и системы для возвращения табака из бракованных сигарет, часть которой образована системой для расположения стержнеобразных элементов. Неупорядоченные бракованные сигареты 6 бросают в контейнер 5. Из контейнера 5 сигареты забираются последовательными собирающими планками 2 подающего конвейера 1 в нижней зоне конвейера и транспортируются наверх по этому конвейеру 1. В его верхней зоне 7 сигареты падают в спускной лоток 8 через впускное отверстие 8А вниз на его дно 8В. Поскольку дно 8В наклонено, то при ударе о дно сигареты 6 переворачиваются и соскальзывают вниз, после чего покидают спускной лоток через выпускное отверстие 8С и входят в контакт своими ведущими концами со снабженными желобами рабочими поверхностями 12 выравнивающего конвейера 11 в нижней его зоне 10. Наиболее характерным признаком такой системы для расположения стержнеобразных элементов и, как следствие, предлагаемой системы для возвращения табака из бракованных сигарет является комбинация специального совмещения выпускного отверстия спускного лотка 8 с началом выравнивающего конвейера 11 и выбора подходящих углов наклона этих элементов к горизонтали, а также со скоростью движения ленты выравнивающего конвейера. Благодаря спроектированной специальной комбинации углов наклона спускного лотка 8 и выравнивающего конвейера 11 сигареты, по мере прохождения из спускного лотка 8 на выравнивающий конвейер 11, изменяют направление своего движения, поворачиваясь на угол γ в диапазоне от 60° до 150°.
Сигареты в результате находятся внутри желобов 9 выравнивающего конвейера 11, когда угол γ лежит в диапазоне от 75° до 110°, однако конструкция спускного желоба 8 и выравнивающего конвейера 11 наиболее эффективна, когда сигареты повернуты на угол γ в диапазоне от 85° до 95°, то есть по существу под прямым углом. Вследствие вышеописанного специального расположения элементов системы и их рабочих параметров концы сигарет поднимаются вверх при контакте с рабочей поверхностью 12, соответственно сигареты не выходят из желобов 9, а следуют вверх вдоль желобов непосредственно из выпускного отверстия спускного желоба 8 или же промежуточного элемента, продолжающего собой спускной желоб. Результатом работы системы для расположения стержнеобразных элементов является преобразование неупорядоченной массы стержнеобразных элементов в расположенную в нужном порядке последовательность отделенных элементов, транспортируемых в желобах 22 выравнивающего конвейера 11 параллельно друг другу и направлению своей транспортировки.
В верхней зоне 13 выравнивающего конвейера 11 сигареты выбрасываются и, соответственно, падают на верхний слой сигарет, собранных в промежуточном бункере 17, предпочтительно - на выравнивающем блоке 14, размещенном над промежуточном бункером 17. Выравнивающий блок 14 со стержнями 15 совершает возвратно-поступательное горизонтальное движение для предотвращения наклонной ориентации сигарет 6, которые лежат сверху. После выхода из промежуточного бункера 17 сигареты вводятся в желоба 22 транспортирующего барабана 21 с целью транспортировки на его круговой поверхности.
Сигареты 6 передаются через рабочую зону 23 сканирующей головки 24. Информация об ориентации каждой сигареты 6 используется средствами операционного контроля для включения средств, образованных подходящей форсункой 30 или 31 (фиг. 8) сжатого воздуха.
Форсунки 30 и 31 смещают сигареты 6 таким образом, чтобы фильтрующие части 6В размещались в центральной части круговой поверхности 20 транспортирующего цилиндра с границами фильтрующих частей вдоль пунктирных линий 33. На фиг. 8 форсунка 30 смещает вправо сигарету 6′, а форсунка 31 смещает влево сигарету 6″.
Сигареты 6, расположенные таким образом, передаются через область действия дисковых ножей 35, разрезающих сигареты вдоль линий 33 с фиг. 3, так что ножи отделяют табачные части 6А от фильтрующих частей 6В. Разрезанные сигареты транспортируют на транспортирующем цилиндре 21, фильтрующие части 6В выпадают из цилиндра 21 в контейнер 36 известным образом, например, под действием сжатого воздуха или механически.
Табачные части 6А остаются на барабане 21 и их транспортируют в зону 37 выпадения. В данной зоне табачные части 6А выбрасывают через канал 38 выпадения посредством форсунок 39 и/или 40. Каждая табачная часть 6А вводится в выпускной канал 41, вдоль которого она проходит, пока ее бумажную обертку разрезают в продольном направлении режущим блоком, в частности дисковым ножом 42.
Изобретение относится к системе для расположения стержнеобразных элементов, в частности сигарет, на продольном выравнивающем конвейере вдоль направления движения указанного конвейера, которая содержит контейнер для неупорядоченных стержнеобразных элементов; подающий конвейер; спускной лоток и выравнивающий конвейер, причем стержнеобразные элементы, подаваемые посредством контейнера, транспортируются подающим конвейером к спускному лотку, причем на подающем конвейере стержнеобразные элементы расположены поперек направления движения, при этом дно спускного лотка наклонено вниз под углом к горизонтали, приемный конец снабженного продольными желобами выравнивающего конвейера размещен ниже по потоку от выпускного конца спускного лотка, выравнивающий конвейер наклонен вверх под углом к горизонтали и выполнен с возможностью транспортировки стержнеобразных элементов с выпускного конца спускного лотка вверх по выравнивающему конвейеру со скоростью, обеспечивающей прохождение стержнеобразных элементов из спускного лотка в желоба выравнивающего конвейера вдоль этих желобов. Технический результат заключается в обеспечении возвращения табака из бракованных сигарет. 3 н. и 14 з.п. ф-лы, 8 ил.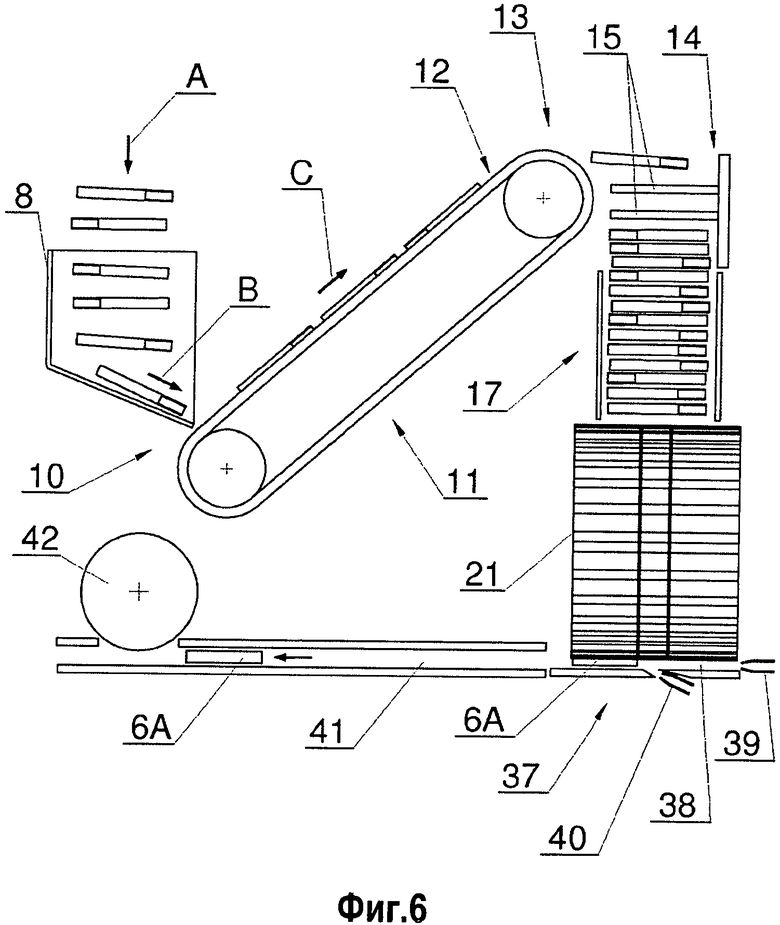
1. Система для расположения стержнеобразных элементов, в частности сигарет, на продольном выравнивающем конвейере (11) вдоль направления движения указанного конвейера, содержащая:
контейнер (5) для неупорядоченных стержнеобразных элементов (6);
подающий конвейер (1);
спускной лоток (8); и
выравнивающий конвейер (11),
причем стержнеобразные элементы (6), подаваемые посредством контейнера (5), транспортируются подающим конвейером (1) к спускному лотку (8), причем на подающем конвейере (1) стержнеобразные элементы (6) расположены поперек направления движения, при этом дно спускного лотка (8) наклонено вниз под углом (α) к горизонтали, приемный конец снабженного продольными желобами выравнивающего конвейера (11) размещен ниже по потоку от выпускного конца (8С) спускного лотка (8), выравнивающий конвейер (11) наклонен вверх под углом (β) к горизонтали и выполнен с возможностью транспортировки стержнеобразных элементов (6) с выпускного конца (8С) спускного лотка (8) вверх по выравнивающему конвейеру (11) со скоростью, обеспечивающей прохождение стержнеобразных элементов (6) из спускного лотка (8) в желоба (9) выравнивающего конвейера (11) вдоль этих желобов.
2. Система по п. 1, отличающаяся тем, что подающий конвейер (1) представляет собой ленточный конвейер, снабженный поперечными собирающими планками (2), установленными на внешней поверхности ленты.
3. Система по п. 1, отличающаяся тем, что направление движения (В) стержнеобразных элементов (6) внутри спускного лотка (8), при обзоре сверху, по существу параллельно ориентации стержнеобразных элементов (6) на подающем конвейере (1).
4. Система по п. 1, отличающаяся тем, что между спускным лотком (8) и выравнивающим конвейером (11) предусмотрен промежуточный элемент (8′) спускного лотка, причем направление движения (С), при обзоре сверху, стержнеобразных элементов (6) на выпускном отверстии промежуточного элемента (8′) по существу параллельно ориентации стержнеобразных элементов (6) на выравнивающем конвейере (11).
5. Система по п. 1, отличающаяся тем, что дно спускного лотка (8) установлено под углом (γ) в диапазоне от 60° до 150°, предпочтительно от 75° до 110°, наиболее предпочтительно от 85° до 95°, к направлению наклона выравнивающего конвейера (11).
6. Система по любому из пп. 1 или 5, отличающаяся тем, что дно спускного лотка (8) установлено под углом (α) в диапазоне от 15° до 60°, предпочтительно от 30° до 50°, наиболее предпочтительно от 45° до 50°, к горизонтали.
7. Система по п. 1, отличающаяся тем, что выравнивающий конвейер (11) представляет собой ленточный конвейер, причем верхняя поверхность ленты (12) выполнена в виде поверхности с множеством желобов, или выравнивающий конвейер (11) состоит из множества лент, рабочие поверхности которых выполнены в форме перевернутой буквы "V".
8. Система по любому их пп. 1 или 5, отличающаяся тем, что выравнивающий конвейер (11) установлен под углом (β) в диапазоне от 15° до 60°, предпочтительно от 30° до 50°, наиболее предпочтительно от 40° до 45°, к горизонтали.
9. Система по п. 1, отличающаяся тем, что лента выравнивающего конвейера выполнена с возможностью движения со скоростью в диапазоне от 0,1 м/с до 1 м/с, предпочтительно от 0,3 м/с до 0,8 м/с, наиболее предпочтительно 0,7 м/с.
10. Система по п. 1, отличающаяся тем, что обеспечена возможность регулировки скорости движения ленты выравнивающего конвейера (11) в зависимости от угла (β) его наклона.
11. Система для возвращения табака из бракованных сигарет путем отделения их фильтрующих частей от их табачных частей, содержащая блок (42) для продольного разрезания бумажных оберток табачных частей и блок для извлечения из них табака, отличающаяся тем, что выше по потоку от блока (42) для продольного разрезания оберток она содержит систему для расположения стержнеобразных элементов по любому из пп. 1-10, ниже по потоку от которой размещен промежуточный бункер (17) для приема сигарет, подаваемых указанной системой для расположения стержнеобразных элементов, транспортирующий цилиндр (21), имеющий снабженную желобами круговую поверхность (20), расположенную под бункером (17) для передачи сигарет, при этом система дополнительно снабжена средствами операционного контроля для смещения сигарет внутри желобов (22) поверхности (20) транспортирующего цилиндра так, чтобы размещать границы фильтрующих частей сигарет вдоль взаимных круговых линий вокруг цилиндра (21), при этом система дополнительно снабжена средствами (35) отделения табачных частей (6А) от фильтрующих частей (6В) сигарет, находящихся в желобах (22) транспортирующего цилиндра (21).
12. Система по п. 11, отличающаяся тем, что средства операционного контроля содержат сканирующую головку (24) для сканирования боковых поверхностей и/или по меньшей мере одной концевой поверхности каждой последующей сигареты на поверхности (20) транспортирующего цилиндра, а также форсунки (30, 31) сжатого воздуха, смещающие сигареты (6) вдоль желобов (22).
13. Система по п. 11, отличающаяся тем, что средства (35) отделения табачных частей сигарет (6) образованы дисковыми ножами, размещаемыми посредством транспортирующего цилиндра (21) для отрезания табачных частей (6А) от фильтрующих частей (6В).
14. Система по п. 11, отличающаяся тем, что в верхней зоне (13) выравнивающего конвейера, между промежуточным бункером (17) и транспортирующим цилиндром (21) предусмотрен выравнивающий блок (14), причем выравнивающий блок (14) содержит стержни (15), выполненные с возможностью возвратно-поступательного движения в направлении поперек желобов (22).
15. Система по п. 11, отличающаяся тем, что она содержит средства (39, 40) подачи отделенных табачных частей в блок (42) посредством сжатого воздуха.
16. Способ расположения стержнеобразных элементов, в частности сигарет, на продольном выравнивающем конвейере параллельно направлению движения вдоль конвейера, согласно которому:
неупорядоченные стержнеобразные элементы (6) подают на подающий конвейер (1), на котором стержнеобразные элементы (6) размещают поперек указанному направлению движения, затем стержнеобразные элементы (6) передают вниз, параллельно направлению их осей при подаче вдоль конвейера (1), с подающего конвейера (1) через спускной лоток (8), причем дно спускного лотка (8) наклонено вниз под углом (а) к горизонтали, на снабженный продольными желобами выравнивающий конвейер (11), на котором стержнеобразные элементы (6) транспортируют вверх, причем направление транспортировки (С) параллельно их осям и наклонено под углом (β) к горизонтали, причем скорость подачи стержнеобразных элементов (6) на выравнивающий конвейер (11) регулируют так, чтобы позволить стержнеобразным элементам (6), выходящим из спускного лотка (8), войти в желоба (9) выравнивающего конвейера (11) с ориентацией вдоль этих желобов.
17. Способ по п. 16, отличающийся тем, что скорость подачи стержнеобразных элементов (6) на выравнивающий конвейер (11) регулируют в зависимости от скорости движения ленты конвейера (11) и/или угла (β) его наклона.
| УСТРОЙСТВО для ПЕРЕРАБОТКИ ТАБАЧНОЙ ОБРЕЗИ И БРАКОВАННЫХ ПАПИРОС | 0 |
|
SU348198A1 |
| СПОСОБ ПЕРЕРАБОТКИ ВОЗВРАТНЫХ ОТХОДОВ ТАБАЧНОГО ПРОИЗВОДСТВА | 1996 |
|
RU2100944C1 |
| US 4117852 A, 03.10.1978 | |||
| DE 4439189 A1, 09.05.1996. | |||

