Настоящее изобретение относится к способу изготовления элемента, содержащего противообледенительное устройство.
Кроме того, настоящее изобретение относится к гондоле турбореактивного двигателя, содержащей указанный элемент.
Летательный аппарат приводится в движение посредством одной или нескольких силовых установок, каждая из которых содержит турбореактивный двигатель, размещенный в гондоле трубчатой конструкции. Каждая силовая установка закреплена на летательном аппарате посредством пилона, расположенного под крылом или на фюзеляже.
Как правило, гондола имеет конструкцию, содержащую воздухозаборник, расположенный выше по потоку от двигателя, среднюю секцию, охватывающую вентилятор турбореактивного двигателя, и находящуюся ниже по потоку выходную секцию, в которой, как правило, размещены средства реверсора тяги и которая окружает камеру сгорания турбореактивного двигателя. В конце гондолы, как правило, находится реактивное сопло, выпускное отверстие которого расположено ниже по потоку от турбореактивного двигателя.
Воздухозаборник содержит, во-первых, входную кромку, предназначенную для оптимального забора воздуха к турбореактивному двигателю, необходимого для подвода к вентилятору и внутренним компрессорам турбореактивного двигателя, и, во-вторых, нижнюю по потоку конструкцию, на которой закреплена указанная кромка и которая предназначена для направления потока воздуха, соответственно к лопаткам вентилятора. Крепление указанного узла выполнено выше по потоку от корпуса вентилятора, который относится к верхней по потоку секции гондолы.
В зависимости от температурных условий и влажности воздуха, во время полета в различных местах гондолы, в том числе на наружной поверхности входной кромки, может образовываться лед. Наличие льда или инея приводит к изменению аэродинамических свойств воздухозаборника и нарушению течения потока воздуха к вентилятору.
Одно из технических решений, обеспечивающих удаление инея и защиту гондолы, в частности наружной поверхности входной кромки, от обледенения, состоит в предотвращении образования льда на стенках путем их нагревания посредством нагревательного резистора. Нагревательный резистор, как правило, устанавливают на наружной стенке элемента, с которого необходимо удалить лед, или внутри указанной стенки, например, в случае, если нагревательные резисторы выполнены в виде тонких пластинок.
Однако из-за геометрической формы стенки изготовление указанного элемента весьма затруднительно. По существу, противообледенительное устройство не должно влиять на другие свойства элемента гондолы, например на поглощение шума, создаваемого турбореактивным двигателем. В частности, нагревательный резистор не должен взаимодействовать с отверстиями, выполненными в указанном элементе, например, закрывать их.
Если нагревательный резистор имеет форму тонких пластинок, при этом сначала в указанном элементе выполняют звукопоглощающие отверстия, то впоследствии расположить указанные пластинки вокруг звукопоглощающих отверстий достаточно сложно. Если же сначала в элементе размещают резистивные пластинки, то последующая перфорация указанных пластинок для получения звукопоглощающих отверстий приводит к повреждению нагревательного резистора.
Кроме того, нагревательные резисторы, известные из уровня техники, как правило, встраивают в композитные подложки вручную. Таким образом, изготовление указанных резисторов представляет собой длительный и сложный процесс.
Более того, технологические допуски и местоположение нагревательных резисторов различны и зависят от фирмы-производителя.
Таким образом, одна из задач настоящего изобретения заключается в том, чтобы предложить входную кромку, не обладающую указанными выше недостатками.
Для этого, согласно первому аспекту, настоящее изобретение относится к способу изготовления элемента гондолы, в котором предусмотрены следующие этапы:
A. На подложке, используя метод фотолитографии, формируют матрицу нагревательных резисторов.
B. На матрицу, полученную на этапе А, накладывают лист композиционного материала.
C. На изготовленный таким образом противообледенительный узел накладывают внутреннюю оболочку.
Преимущество предлагаемого способа состоит в том, что он позволяет простым и эффективным путем изготовить элемент с защитой от обледенения.
Кроме того, в предлагаемом способе предусмотрено несколько этапов, ограничивающих ручные операции.
Если указанный элемент содержит средства, улучшающие его звукопоглощающие свойства, в частности, в форме звукопоглощающих отверстий, то в этом случае предлагаемый способ предпочтительно обеспечивает возможность точного расположения звукопоглощающих отверстий относительно электропроводящих компонентов. Таким образом, преимущественно удается обеспечить изоляционное расстояние между нагревательными резисторами с их источником электропитания и указанными отверстиями, что, в свою очередь, гарантирует надежное функционирование противообледенительного узла.
В отличие от случая, когда резистор выполнен в форме тонких пластинок, расположенных рядом друг с другом, в описываемом случае положение резистора относительно звукопоглощающих отверстий более точное, при этом отсутствует необходимость в прошивании указанного резистора.
В соответствии с другими признаками настоящего изобретения предлагаемая конструкция обладает одной или несколькими из перечисленных ниже дополнительных характеристик, которые можно рассматривать отдельно или в различных сочетаниях, на этапе В указанную матрицу, полученную на этапе A, вставляют между листами композиционных материалов,
в предлагаемом способе между этапами B и C предусмотрен этап В1, на котором узел, полученный на этапе B, прошивают для получения звукопоглощающих отверстий, используя прошивочное устройство, внутренняя оболочка содержит слой композиционного материала, на который крепят ячеистую структуру, предназначенную для ослабления нежелательного шума, обусловленного работой турбореактивного двигателя,
в предлагаемом способе предусмотрен этап D, на котором противообледенительный узел и слой композиционного материала внутренней оболочки прошивают, используя прошивочное устройство;
слой композиционного материала внутренней оболочки прошивают перед осуществлением этапа С,
выполненные звукопоглощающие отверстия имеют диаметр от 0,2 до 2,5 мм, причем они обеспечивают оптимальное поглощение звука и высокую механическую прочность,
перед осуществлением этапа В на поверхности, противоположной поверхности подложки, содержащей матрицу нагревательных резисторов, формируют массив электропитания, предназначенный для обеспечения электропитанием матрицы нагревательных резисторов, массив электропитания соединяют с матрицей нагревательных резисторов с помощью соединительных средств, проходящих через подложку, что позволяет избежать использования дополнительной электропроводки, массив электропитания содержит металл или сплав, удельное сопротивление которого при комнатной температуре составляет примерно 1,7 мкОм·см,
нагревательные резисторы содержат металл или сплав с удельным сопротивлением от 0,00024 до 0,002 Ом·мм, что обеспечивает надежную защиту предлагаемого элемента от обледенения при использовании минимального количества электрической энергии,
сплав нагревательных резисторов выбирают из сплавов меди и никеля, подложку изготавливают из стекловолокна, эпоксидной смолы или термопластичной изоляционной пленки,
каждый лист содержит материал, например стекловолокно, связанное с термостойкой или термопластичной смолой,
на этапе А подложка является, по существу, плоской,
перед осуществлением этапа С поверхность противообледенительного узла разрезают таким образом, чтобы обеспечить между противообледенительным узлом и внутренней оболочкой максимальный зазор, равный примерно 1,7 мм и обеспечивающий оптимальную конфигурацию противообледенительного узла,
по завершении этапа В или С на противообледенительный узел наносят защитное покрытие, благодаря которому удается обеспечить соответствие конструкции требованиям по аэродинамическим характеристикам, защите от эрозии и ударов молнии.
Согласно второму аспекту, настоящее изобретение относится к гондоле турбореактивного двигателя, содержащей элемент, изготовленный в соответствии с предлагаемым способом. Предлагаемым в настоящем изобретении элементом предпочтительно является входная кромка, которая представляет собой элемент гондолы, в значительной степени подверженный обледенению или образованию инея.
Настоящее изобретение станет более очевидным при прочтении приведенного далее подробного описания неограниченных вариантов осуществления со ссылкой на прилагаемые чертежи, на которых изображено следующее.
На фиг.1 схематично показан поперечный разрез предлагаемой гондолы, охватывающей турбореактивный двигатель.
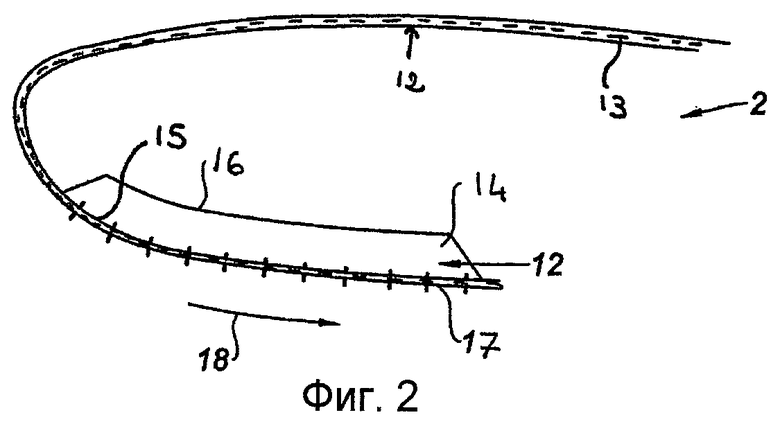
На фиг.2 схематично изображен поперечный разрез одного из вариантов предлагаемого элемента.
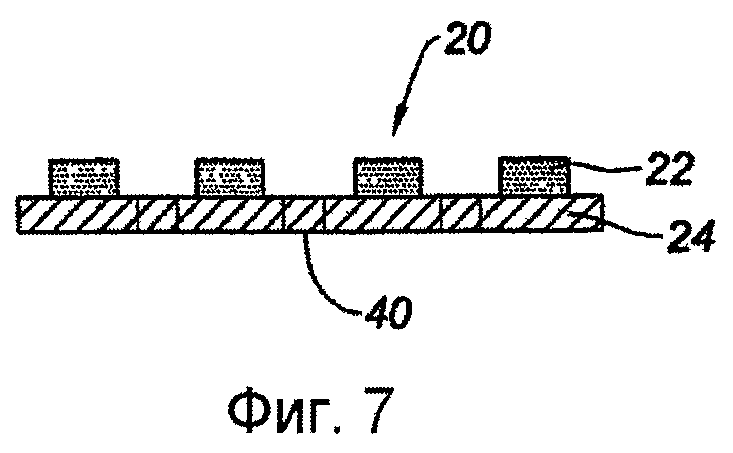
На фиг.3-7 частично показан поперечный разрез противообледенительного узла, изготовленного в соответствии с предлагаемым способом.
На фиг.8 изображен поперечный разрез звукопоглощающей панели элемента, изготовленного в соответствии с предлагаемым способом.
Как показано на фиг.1, предлагаемая гондола 1 содержит входную кромку 2, среднюю секцию 3, расположенную вокруг вентилятора 4 турбореактивного двигателя 5, и нижний по потоку узел 6. Нижний по потоку узел 6 образован внутренней неподвижной конструкцией (ВНК) 7, охватывающей верхнюю по потоку часть турбореактивного двигателя 5, наружной неподвижной конструкцией (ННК) 8, а также подвижным обтекателем 9, содержащим средства реверсора тяги.
Предлагаемым в настоящем изобретении элементом является, например, входная кромка, которая представляет собой элемент гондолы, в значительной степени подверженный обледенению или образованию на нем инея (фиг.2). Кроме того, способ в соответствии с настоящим изобретением можно использовать для изготовления любой поверхности, с которой необходимо удалить лед, например, для изготовления воздухопроводов вертолета или самолета, или открытых участков турбореактивного двигателя, таких как лопасти вентилятора, поперечины, проходящие через воздушный поток, например лопатки соплового аппарата (OGV), и прочих поверхностей.
Указанный способ также можно использовать для изготовления конструкции из композиционного материала, независимо от того выполняют ли ее монолитной, усиленной или многослойной для удовлетворения требований по тепловому КПД, механической прочности и другим характеристикам.
В соответствии с вариантом изобретения, показанным на фиг.2, предлагаемая входная кромка 2 содержит внутреннюю оболочку 12, прикрепленную к противообледенительному узлу 13, выполненному с возможностью удаления инея и льда с входной кромки 2. В определенных зонах входной кромки внутренняя оболочка 12 содержит звукопоглощающую панель, что обеспечивает возможность ослабления нежелательного шума, обусловленного работой турбореактивного двигателя 5. Звукопоглощающая панель имеет ячеистую структуру 14, расположенную между слоем 15 композиционного материала с множеством звукопоглощающих отверстий и цельным наружным слоем 16, то есть слоем без звукопоглощающих отверстий. Слой 15 композиционного материала расположен поверх противообледенительного узла 13.
Кроме того, на другую поверхность противообледенительного узла 13 можно нанести защитное покрытие 17, предназначенное для защиты указанной поверхности от эрозии и любых ударных воздействий. В отличие от внутренней оболочки 12, противообледенительный узел 13 при использовании защитного покрытия 17 входит в контакт с холодным воздушным потоком 18.
В других зонах предлагаемой входной кромки 2, внутренняя оболочка 12 представляет собой структурную оболочку, не обладающую звукопоглощающими свойствами, то есть указанная оболочка имеет ячеистую структуру без звукопоглощающих отверстий. Кроме того, внутренняя оболочка 12 может и не быть структурной, а просто представлять собой слой композиционного материала, не обладающий звукопоглощающими свойствами.
Входную кромку 2 изготавливают в соответствии с предлагаемым в настоящем изобретении способом, в котором предусмотрены следующие этапы:
A. На подложке, используя метод фотолитографии, формируют матрицу нагревательных резисторов.
B. Матрицу, полученную на этапе А, вставляют между листами композиционных материалов.
C. На изготовленный таким образом противообледенительный узел накладывают внутреннюю оболочку 12.
Таким образом, настоящее изобретение позволяет простым способом изготовить эффективный противообледенительный узел. Преимущество настоящего изобретения состоит в том, что противообледенительный узел можно изготовить заранее или одновременно с выполнением входной кромки 2.
Кроме того, предлагаемый способ позволяет легко менять геометрическую форму матрицы, и тем самым, точно выбирать форму рисунка матрицы, чтобы обеспечить оптимальное удаление льда в зависимости от поставленных требований.
Также, способ в соответствии с настоящим изобретением обеспечивает возможность точного позиционирования матрицы нагревательных резисторов. Такая точность позиционирования предпочтительна в случае крепления противообледенительного узла на звукопоглощающей конструкции.
Как показано на фиг.3-7, на этапе А на подложке 24, используя метод фотолитографии, формируют матрицу нагревательных резисторов 20. В соответствии с одним из предпочтительных вариантов изобретения подложка 24 является, по существу, плоской, благодаря чему реализовать предлагаемый в настоящем изобретении способ становится еще проще. В соответствии с другим вариантом изобретения метод фотолитографии также можно использовать для формирования матрицы на подложке, имеющей форму входной кромки 2.
Для изготовления матрицы нагревательных резисторов на подложку 24 прикрепляют электропроводящий слой 22, используя любые средства, известные специалистам из области техники. Указанное крепление выполняют, например, посредством клея
Нагревательные резисторы 20 содержат металл или сплав с удельным сопротивлением от 0,0002 до 0,002 Ом·мм, предпочтительно от 0,00024 до 0,002 Ом·мм или от 0,0004 до 0,001 Ом·мм. В результате, тепловая мощность, выделяемая нагревательными резисторами 20, составляет от 1 до 50 кВт·м-2, в частности от 4 до 20 кВт·м-2. Указанная тепловая мощность обеспечивает возможность удаления инея или льда, образовавшегося на поверхности 2 воздухозаборника, при использовании минимального количества электрической энергии или предотвращает образование инея или льда на указанной поверхности.
В частности, сплав нагревательных резисторов 20 выбирают из сплавов меди и никеля, например, это может быть константан (CuNi44).
Подложку 24 предпочтительно изготавливают из стекловолокна, эпоксидной смолы или любой электроизоляционной пленки, например, термопластичной пленки. Эпоксидная смола представляет собой, например, эпоксидную смолу 914®.
На слой, содержащий нагревательные резисторы, на электропроводящий слой 22 наносят фоточувствительный слой 26, содержащий по меньшей мере один фоточувствительный элемент. К фоточувствительным элементам относятся, например, негативные резисты, например, резист SU-8®, в которых воздействие ультрафиолетового излучения вызывает полимеризацию открытых участков, в результате чего указанные участки становятся устойчивыми к действию проявляющего раствора, тогда как незасвеченные участки под действием проявляющего раствора выборочно растворяются. К фоточувствительным элементам относятся также позитивные резисты, например резисты AZ 9260®, S1818® и SJR 5740®, в которых под воздействием ультрафиолетового излучения происходит химическое преобразование макромолекул, что приводит к повышенной растворимости открытых участков в проявителе. Кроме того, к фоточувствительным элементам относятся резисты с обращаемым изображением, например резисты AZ 5214® и T109XR®, способные изменять полярность после так называемого этапа обратного отжига.
Как показано на фиг.4, поверх узла, образованного подложкой 24, электропроводящим слоем 22 и фоточувствительным слоем 26, накладывают фотошаблон 30. Указанный фотошаблон имеет рисунок 33 матрицы резисторов.
Чтобы получить требуемую матрицу нагревательных резисторов, указанный узел сначала облучают, используя любые пригодные для этого средства 32, известные специалистам из области техники, например, используя лампу ультрафиолетового излучения.
Фоточувствительный слой 26, защищенный рисунком 33, нанесенным на фотошаблон 30, не подвергается воздействию ультрафиолетового излучения, что создает возможность для печати рисунка на указанном слое 26. При этом незащищенный фоточувствительный слой 26 становится невидимым.
Продолжительность облучения можно менять в зависимости от рисунка, который необходимо получить. Как правило, узел облучают в течение примерно 2,5 мин. По существу, время экспонирования фоточувствительного слоя 26 следует выбирать достаточно длительным, чтобы рисунок 33 отпечатался на указанном фоточувствительном слое 26, но при этом достаточно коротким, чтобы исключить возможность прохождения ультрафиолетовых лучей по всей площади фотошаблона 30, что может привести к стиранию рисунка.
Затем незащищенный фоточувствительный слой 26 удаляют, используя любое пригодное для этого проявляющее средство, известное специалистам из области техники.
В результате, как показано на фиг.5, оставшийся фоточувствительный слой 26 повторяет рисунок заданной матрицы резисторов.
Затем удаляют участок 34 электропроводящего слоя, не расположенного под оставшимся фоточувствительным слоем 26, используя пригодное для этого химическое средство, известное специалистам из области техники. Таким образом, как показано на фиг.6, остается только та часть электропроводящего слоя 22, которая расположена под рисунком, образованным фоточувствительным слоем 26.
После этого оставшийся фоточувствительный слой 26 удаляют, используя любое пригодное для этого химическое средство, известное специалистам из области техники. В результате, электропроводящий слой формирует рисунок матрицы 20 нагревательных резисторов (фиг.7).
Поскольку нагревательные резисторы электропроводящего слоя, как правило, чувствительны к окислению, их необходимо защитить. Для этого, в соответствии с одним из вариантов реализации предлагаемого способа предусмотрен этап, на котором матрицу 20 подвергают оксидированию с образованием на ней оксидной пленки, например, в процессе электролиза.
Согласно одному непоказанному предпочтительному варианту настоящего изобретения, перед осуществлением этапа В на противоположной стороне 40 матрицы нагревательных резисторов формируют массив электропитания (не показан).
Массив электропитания можно сформировать, используя любые пригодные для этого средства, известные специалистам из области техники, в частности, используя метод фотолитографии, как описано выше. Массив электропитания предпочтительно соединяют с матрицей 20 нагревательных резисторов с помощью соединительных средств (не показаны), проходящих через подложку 24.
Массив электропитания, как правило, содержит металл или металлический сплав с минимальным возможным удельным сопротивлением, что позволяет свести к минимуму потери при передаче. Удельное сопротивление металла или металлического сплава предпочтительно составляет 1,7 мкОм·см. Массив электропитания не выделяет тепло, он предназначен для проведения тока к матрице 20 нагревательных резисторов. Металл представляет собой, например, медь.
На этапе В предлагаемого способа указанную матрицу 20, полученную на этапе А, вставляют между или покрывают листами композиционных материалов 52 и 50 (фиг.8).
В другом варианте реализации этапа В подложка 24 заменяет один из листов композиционного материала 52 или 50. В этом случае на этапе В лист композиционного материала 52 или 50 накладывают на матрицу 20, полученную на этапе А.
Таким образом, матрица 20 находится между подложкой 24 с одной стороны и листом композиционного материала 52 или 50 с другой стороны.
Каждый лист 50 и 52 предпочтительно содержит материал, например стекловолокно, связанное с термостойкой смолой (эпоксидной) или термопластичной смолой (полиэфирэфиркетон). Листы, находящиеся в контакте с матрицами электрических элементов или расположенные близко к ним, должны изолировать их от других электропроводящих компонентов или слоев, таких как эпоксидно-углеродные материалы, используемые, как правило, в качестве передающих напряжения слоев 15.
Крепление матрицы 20, полученной на этапе А, к листу (листам) композиционного материала 52, 50 обеспечивают, используя любые средства, известные специалистам из области техники, в частности, путем склеивания.
В соответствии с одним предпочтительным вариантом изобретения по завершении этапа В или С наносят защитное покрытие 17, благодаря которому удается обеспечить соответствие конструкции требованиям по ударным воздействиям, а также аэродинамическим характеристикам, защите от эрозии и ударов молнии. Защитное покрытие 17 представляет собой, например, металлический лист или слой углеродного волокна. Защитное покрытие 17 крепят к противообледенительному узлу 13, используя любые пригодные для этого средства, известные специалистам из области техники, в частности, путем склеивания.
На этапе С предлагаемого способа на полученный таким образом противообледенительный узел 13 накладывают внутреннюю оболочку 12. Внутреннюю оболочку 12 прикрепляют на противообледенительный узел 13, используя любые средства, известные специалистам из области техники, в частности, путем склеивания.
В случае если внутренняя оболочка 12 является звукопоглощающей, то в предлагаемый способ между этапами В и С предпочтительно включают этап В1. На этапе В1 полученный на этапе В узел прошивают, используя прошивочное устройство, и получают, в результате, звукопоглощающие отверстия диаметром от 0,2 до 2,5 мм или даже от 0,3 до 2 мм. Предпочтительно используемое прошивочное устройство позволяет получить отверстия с точностью примерно 0,05 мм относительно матрицы 20 нагревательных резисторов. Прошивочное устройство представляют собой, например, сверлильный станок, лазерную и водоструйную установку.
Следует отметить, что согласно одному из вариантов осуществления изобретения прошивочное устройство выполнено с возможностью перенастройки за счет фотокамеры рентгеновского типа, регистрирующей контрольный рисунок, вытравленный в процессе формирования матрицы 20 нагревательных резисторов. Расстояние между звукопоглощающими отверстиями и ответвлениями матрицы 20 может составлять от 0,2 до 10 мм или даже от 0,5 до 1 мм, что обеспечивает электрическую изоляцию между резисторами и наружной частью.
Таким образом, настоящее изобретение позволяет изготовить противообледенительный узел 13, эффективно удаляющий лед с входной кромки 2, а также способствует улучшению звукопоглощающих свойств.
В соответствии с одним из предпочтительных вариантов осуществления изобретения в предлагаемом способе предусмотрен этап D, на котором противообледенительный узел 13 и слой 15 композиционного материала внутренней оболочки 12 прошивают, используя прошивочное устройство.
В соответствии с другим вариантом осуществления изобретения слой 15 композиционного материала внутренней оболочки 12 изготавливают и прошивают перед осуществлением этапа С.Другими словами, наружную
оболочку 15 прошивают перед ее креплением к противообледенительному узлу 13.
В соответствии с одним из предпочтительных вариантов осуществления изобретения в случае, если подложка 24 выполнена, по существу, плоской, перед осуществлением этапа С поверхность противообледенительного узла 13 разрезают таким образом, чтобы обеспечить между противообледенительным узлом 13 и внутренней оболочкой 12 максимальный зазор емакс, по существу, неразвертываемой формы, равный примерно 1,7 мм. В результате, это позволяет создать оптимальную конфигурацию противообледенительного узла 13, в частности в процессе его отверждения. Таким образом, противообледенительный узел 13, первоначально имеющий, по существу, плоскую форму, прилегает к изгибам входной кромки 2.
При изготовлении входной кромки 2 в соответствии с предлагаемым способом, чтобы обеспечить надежное сцепление указанного узла, кромку 2 подвергают отверждению, параметры которого известны специалистам из области техники.
Входную кромку 2, изготовленную в соответствии с предлагаемым способом, встраивают в гондолу 1 летательного аппарата.





Изобретение относится к области авиастроения, более конкретно к способу изготовления противообледенительного элемента гондолы. Способ изготовления элемента (2) гондолы включает в себя следующие этапы: (А) на подложке, используя метод фотолитографии, формируют матрицу нагревательных резисторов; (В) на матрицу, полученную на этапе А, накладывают лист (50, -52) композиционного материала; (С) на изготовленный таким образом противообледенительный узел (13) накладывают внутреннюю оболочку (12). Технический результат заключается в упрощении процесса изготовления противообледенительного элемента гондолы. 2 н. и 17 з.п. ф-лы, 8 ил.
1. Способ изготовления элемента (2) гондолы (1), в котором предусмотрены следующие этапы:
A. на подложке (24), используя метод фотолитографии, формируют матрицу нагревательных резисторов (20);
B. на матрицу (20), полученную на этапе А, накладывают лист (50, 52) композиционного материала;
C. на изготовленный таким образом противообледенительный узел (13) накладывают внутреннюю оболочку (12).
2. Способ по п.1, отличающийся тем, что на этапе В указанную матрицу (20), полученную на этапе А, вставляют между листами (50, 52) композиционных материалов.
3. Способ по любому из пп.1 и 2, отличающийся тем, что между этапами В и С предусмотрен этап В1, на котором узел, полученный на этапе В, прошивают для получения звукопоглощающих отверстий, используя прошивочное устройство.
4. Способ по любому из пп.1 и 2, отличающийся тем, что внутренняя оболочка (12) содержит слой (15) композиционного материала, на который крепят ячеистую структуру (14).
5. Способ по п.4, отличающийся тем, что в нем предусмотрен этап D, на котором противообледенительный узел (13) и слой (15) композиционного материала внутренней оболочки (12) прошивают, используя прошивочное устройство.
6. Способ по п.4, отличающийся тем, что слой (15) композиционного материала внутренней оболочки (12) прошивают перед осуществлением этапа С.
7. Способ по любому из пп.5 или 6, отличающийся тем, что выполненные звукопоглощающие отверстия имеют диаметр от 0,2 до 2,5 мм.
8. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что перед осуществлением этапа В на поверхности (40), противоположной поверхности подложки (24), содержащей матрицу нагревательных резисторов (20), формируют массив электропитания.
9. Способ по п.8, отличающийся тем, что массив электропитания соединяют с матрицей (20) нагревательных резисторов с помощью соединительных средств, проходящих через подложку (24).
10. Способ по п.8, отличающийся тем, что массив электропитания содержит металл или сплав, удельное сопротивление которого при комнатной температуре составляет примерно 1,7 мкОм·см.
11. Способ по любому из пп.1, 2, 5, 6, 9 или 10, отличающийся тем, что нагревательные резисторы содержат металл или сплав с удельным сопротивлением от 0,00024 до 0,002 Ом·мм.
12. Способ по п.11, отличающийся тем, что сплав нагревательных резисторов (20) выбирают из сплавов меди и никеля.
13. Способ по любому из пп.1, 2, 5, 6, 9, 10 или 12, отличающийся тем, что подложку (24) изготавливают из стекловолокна, эпоксидной смолы или термопластичной изоляционной пленки.
14. Способ по любому из пп.1, 2, 5, 6, 9, 10 или 12, отличающийся тем, что на этапе А подложка является, по существу, плоской.
15. Способ по любому из пп.1, 2, 5, 6, 9, 10 или 12, отличающийся тем, что каждый лист (50, 52) содержит материал, например стекловолокно, соединенное с термостойкой или термопластичной смолой.
16. Способ по любому из пп.1, 2, 5, 6, 9, 10 или 12, отличающийся тем, что перед осуществлением этапа С поверхность противообледенительного узла (13) разрезают таким образом, чтобы обеспечить между противообледенительным узлом (13) и внутренней оболочкой (12) максимальный зазор (емакс), равный примерно 1,7 мм.
17. Способ по любому из пп.1, 2, 5, 6, 9, 10 или 12, отличающийся тем, что по завершении этапа В или С на противообледенительный узел (13) наносят защитное покрытие (17).
18. Гондола (1) турбореактивного двигателя, содержащая элемент (2), изготовленный в соответствии со способом по любому из пп.1-17.
19. Гондола по п.18, отличающаяся тем, что элемент (2) представляет собой входную кромку (2).
| Формирователь сигналов с линейной частотной модуляцией | 1990 |
|
SU1826119A1 |
| Устройство для штабелирования плит | 1979 |
|
SU885131A1 |
| US 2008179448 А1, 31.07.2008 | |||
| ЭЛЕКТРОТЕПЛОВАЯ ПРОТИВООБЛЕДЕНИТЕЛЬНАЯ СИСТЕМА, НАПРИМЕР, ДЛЯ ЛОПАСТЕЙ ВЕРТОЛЁТА | 2002 |
|
RU2226481C2 |

