(54) УСТРОЙСТВО ДЛЯ ШТАБЕЛИРОВАНИЯ ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накопления и поштучной выдачи поддонов | 1990 |
|
SU1771975A1 |
| Линия погрузки стеклотары в контейнер | 1989 |
|
SU1742175A1 |
| Устройство для штабелирования плоских изделий | 1990 |
|
SU1801901A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Установка для укладки сырца керамических камней на сушильную вагонетку | 1976 |
|
SU579148A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИРПИЧА НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1972 |
|
SU348457A1 |
| Устройство для штабелирования предметов | 1988 |
|
SU1551582A1 |
| Автоматический укладчик силуминовых и алюминиевых слитков в штабель | 1961 |
|
SU142199A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |

I
Изобретение относится к штабелирующим устройствам и предназначено для укладки в штабель длинномерных плит, панелей и т. д.
Наиболее близким по технической сущности к предлагаемому является устройство для штабелирования плит, содержащее подающий конвейер и вертикальный подъемник с грузоиесущими полкамн (1. .
Недхк:татком известного устройства является невозможность укладки длинномерных плит, уложенных поперек конвейера, объясняющийся тем, что в этом случае наблюдается большой прогиб плиты.
Цель изобретения - расширение технологических возможностей устройства путем укладки в штабель плит большой длины с малым коэффициеитом жесткости.
Указанная цель достигается тем, что устройство снабжено механизмоч съема плит с грузонесущих полок, содержащим смонтированные на раме подъемника поворотный толкатель и подвижную в вертикальной плоскостн каретку с приводиымн подающими валиками, при этом подъемник выполнен в виде двух совмещенных цепных конвейеров, снаб.женных индивидуальными приводами.
Кроме того, с целью повышения точности укладки плнт в штабель, механизм для съема плит снабжен дот.алкивателем. содержащим пневмоцилиндр, на штоке которого закреплен упор, взаимодействующий с плитой.
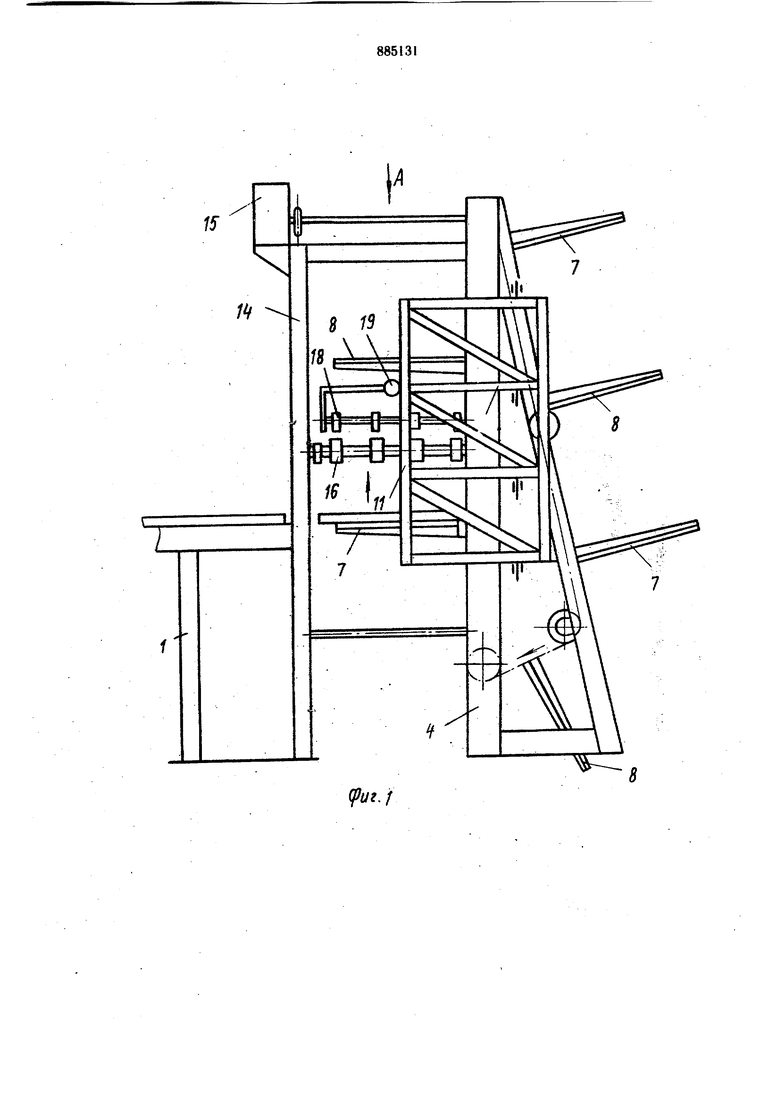
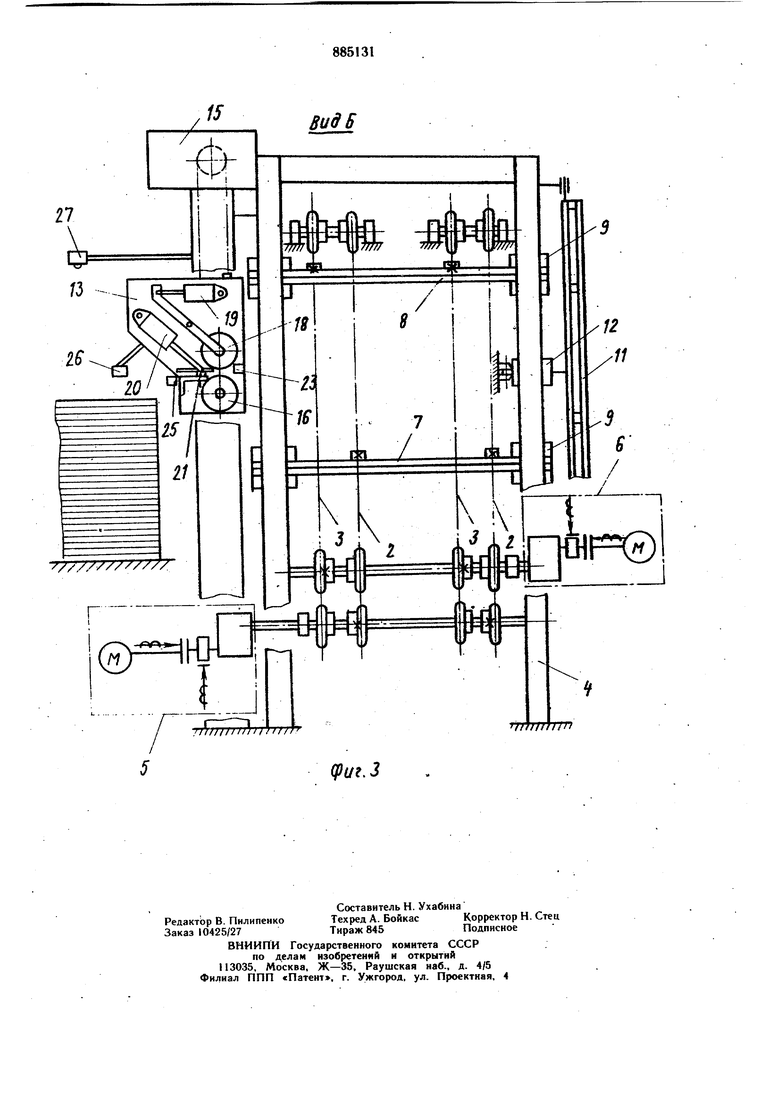
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. I.
Устройство для штабелирования плит
. .содержит подающий конвейер 1, вертикальный подъемник и механизм для съема плит с грузонесущих полок. Вертикальный подъемник представляет собой два совмещенных цепных конвейера 2 и 3, смонтированных на раме 4 подъемника и снабженных индивидуальными приводами 5 и 6 соответственно. На конвейере 2 закреплены три грузонесущне полки 7, а на конвейере 3 - грузонесущне полкн 8. Грузонесущие полки равномерно распрделены по длине конвейера, причем полки 7 конвейера 2 размещены между полками 8 конвейера 3, т. е. работают Грузонесущие полки последовательно 7-8-7-8 ...
Каждая полка крепится консольно к соответствующей каретке 9, опорные ролики которой на грузовом участке подъемника перемещаются по вертикальным направляющим 10 рамы 4 подъемника. Управление приводами конвейеров осу.шествляется посредством э 1ектромагнитных муфт. Механизм для съема плит содержит толкатель II, выполненный в виде рамки поворотной от привода 12, и закреплен на раме 4 подъемника. Рамка толкателя по высоте выполнена равной наибольшей высоте штабеля плит. Каретка 13 механизма съема плит перемещается по вертикальным направляющим 14 рамы подъемника с помощью цепной передачи и электропривода 15. На каретке 13 смонтированы подающие валики - валик 16 выполнен с электроприводом 17, а прижимной валик 18 снабжен пневмоцилиндром 19. На каретке также смон тирован доталкиватель, содержащий пневмонилиндр 20, на свободном конце штока которого закреплен упор 21. Все электроприводы устройства снабжены тормозами. Вертикальный подъемник и механизм съема плит электрически связаны между собой посредством конечных выключателей 22-27. Устройство работает следующим образом. Каретка 13 находится в исходном положении - выше верхнего уровня подающего конвейера 1. Прижимной валик 18 приподнят, а шток пневмоцилиндра 20 выдвинут. Плита с подающего конвейера 1 поступает на грузонесущую полку 7. конвейера 2. При нажатии плитой на конечный выключатель 22 срабат з1вают приводы 5 и 6 и цепные конвейеры 2 и 3 начинают перемещение по часовой стрелке. Цепной конвейер 3 перемещается до тех пор, пока полка 8 не займет исходное положение, ранее занятое полкой 7, а цепной конвейер 2 с плитой на полке 7 приподнимает плиту на.требуемую высоту, ограниченную конечным выключателем 23, закрепленным на каретке 13, при этом плита находится на уровне верхней образующей валика 16. Конечный выключатель 23 отключает перемещение конвейера . 2 и включает привод толкателя 11. Плита рамкой толкателя 11 перемещается в зазор между подающими валиками, а после нажатия рамкой конечного выключателя 24 толкатель занимает исходное положение, а плита, прижатая валиком 16, перемещается для укладки в щтабель. После выхода торЦа плиты из подающих валиков срабатывает конечный выключатель 25 и шток пневмоцилиндра 19 приподнимает прижимной валик 18, а шток пневмоцилиндра 20 втягивается и упор 21 перемещает плиту в конечное положение на штабеле и возвращается в исходное положение. За это время на полку 8 поступает новая плита. Цепным конвейером 3 вторая плита подимается, перемещаясь относительно конвейера 2, и укладывается на штабель аналогичным образом, а на исходное место для приема плиты подходит следующая полка 7 конвейера 2. Таким образом, укладка плит в штабель производитс;1 путем относительного перемещения конвейеров 2 и 3 с последовательностью полок 7-8-7-8. Как только будут уложены плиты в штабель на высоту, ограниченную конечным выключателем 26, закрепленным на каретке 13, включается электропривод 15, и каретка перемещается вверх на требуемую величину, задаваемую с помощью рел времени. На этом уровне каретки 13, аналогично описанному выше, укладывается очередная партия плит. После набора штабеля максимальной высоты срабатывает конечный выключатель 27, каретка 13 опускается в исходное положение. Устройство готово к укладке следующего штабеля плит. Годовой экономической эффект от внедрения данного устройства в линию охлаждения плит составляет около 567 тыс. руб. Формула изобретения Устройство для штабелирования плит, содержащее подающий конвейер и вертикальный подъемник с грузонесущими полками, отличающееся тем, что, с целью расширения технологических возможностей устройства путем укладки в штабель плит большой длины с малым коэффициентом жесткости, оно снабжено механизмом съема плит с грузонесущих полок, содержащим смонтированные на раме подъемника поворотный толкатель и п.одвижную в вертикальной плоскости каретку с приводными подающими валиками, при этом подъемник выполнен Б виде Двух совмещенных цепных конвейеров, снабженных индивидуальными приводами. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения точности укладки плит в штабель, механизм для съема плит снабжен доталкивателем, содержащим пневмоцилиндр, на щтокё которого закреплен упор, взаи.модействующий с плитой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 263853, кл. В 65 G 57/03, 1968 (прототип).
(fuz. I
Вид В
Сриг.З
