Изобретение относится к области уплотненных соединений для компонентов труб, используемых, в частности, для бурения или эксплуатации углеводородных скважин. В таких приложениях соединения должны обладать превосходной герметичностью в ходе их использования, поскольку они подвергаются большим сжимающим и растягивающим нагрузкам.
Американский институт нефти (API) в технических условиях 5СТ и 5В определяет стандартные соединения, которые, в частности, включают сопряжение резьбовых зон двух соединенных компонентов; герметизация возникает в результате нанесения консистентной смазки, вводимой между охватываемой и охватывающей резьбовыми зонами, и, как следствие, эффективность герметизации ограничена жидкостями или газами, движущимися при достаточно низком давлении.
Для улучшения герметичности на текущем уровне техники описаны соединения повышенного качества, в частности, разрабатываемые заявителем, которые превосходят стандарты API и содержат «уплотняющие» поверхности вблизи резьбовых зон, при этом указанные поверхности приводятся в контактное взаимодействие в свинченных компонентах.
Также известно, что на конце каждого охватываемого и охватывающего компонентов труб предусматриваются резьбовые зоны. Следует отметить, что охватывающий компонент трубы может представлять собой трубу большой длины или, наоборот, короткую трубу соединительного типа. Тогда непроницаемость для текучих сред (по отношению к жидкостям и газам) под высоким давлением возникает в результате взаимного контакта уплотняющих поверхностей после возникновения их радиального взаимодействия. Интенсивность радиальной герметизации зависит от относительного осевого положения охватываемой и охватывающей резьбовых зон, где указанное относительное позиционирование определяется, например, путем приведения в контакт поверхностей или упоров, предусматриваемых, соответственно, на охватываемом и охватывающем концах, или путем использования самоблокирующихся резьб.
В случае, когда относительное позиционирование происходит в результате приведения в контакт упоров, на текущем уровне техники также известно создание опорных поверхностей на внутренней стороне соединения. Точнее, наружная периферия охватываемого конца включает резьбовую зону, которая продолжается уплотняющей поверхностью, которая, в свою очередь, продолжается концевой частью, завершающейся опорной поверхностью, ориентированной радиально относительно оси вращения соединения. Сходным образом, внутренняя периферия охватывающего конца включает углубление (также называемое вогнутой поверхностью), которое определяется, с одной стороны, кольцевой поверхностью, ориентированной радиально относительно оси соединения, и уплотняющей поверхностью. Сама охватывающая уплотняющая поверхность продолжается резьбовой зоной. Таким образом, когда уплотняющая поверхность охватываемого конца сажается с натягом на уплотняющую поверхность соответствующего охватывающего конца, как и соответствующие опорные поверхности, наружная поверхность концевой части охватываемого конца (называемая концевой поверхностью) не находится в контакте с углублением на охватывающем конце. Для облегчения создания соединения между двумя компонентами труб, также называемого свинчиванием, необходимо удостовериться, что концевая часть охватываемого конца приводится к упору в ходе свинчивания и не притирается к углублению на охватывающем конце. Таким образом, в контактное взаимодействие вводятся только уплотняющие поверхности. По этой причине, между наружной периферической поверхностью концевой части охватываемого конца и внутренней периферической поверхностью вогнутой части охватывающего конца определяется пространство.
Как указывалось выше, соединения повышенного качества подвергаются осевым растягивающим или сжимающим нагрузкам, внутреннему или внешнему давлению текучих сред, а также изгибающим или крутящим напряжениям, которые могут комбинироваться и колебаться по интенсивности. Герметичность должна быть гарантирована вне зависимости от напряжений и суровых условий эксплуатации на месте. Резьбовые соединения должны обладать способностью к многократному свинчиванию и развинчиванию без ухудшения их эксплуатационных характеристик, в особенности, в отношении истирания. После развинчивания компоненты труб могут повторно использоваться в других условиях эксплуатации.
Для моделирования подобных сценариев различных напряжений, резьбовые соединения могут подвергаться воздействию циклов сложных напряжений в соответствии со стандартом ISO 13679:2002. Указанные циклы сложных напряжений заключаются в предельную техническую эксплуатационную характеристику, называемую VME (эллипс Мизеса), которая определяется пределом текучести материала и геометрией компонентов труб. Таким образом, такие циклы предсказывают приложение к резьбовому соединению переменных напряжений, которые сочетают внутреннее давление и/или осевое растяжение или осевое сжатие, или сочетают внешнее давление и/или осевое растяжение или осевое сжатие. Уплотняющие поверхности резьбовых соединений должны оставаться герметичными в течение всего цикла.
В качестве примера, документ WO №2004/109173 описывает резьбовое соединение, содержащее охватываемый конец, оснащенный осевым упором, предназначенным для вхождения в контакт с осевым упором охватывающего конца, и выступом, проходящим между резьбовой зоной и осевым упором, при этом указанный выступ, содержащий, главным образом, коническую уплотняющую поверхность вблизи резьбовой зоны и, таким образом, на некотором расстоянии от осевого упора, при этом концевая часть выступа между уплотняющей поверхностью и осевым упором имеет наружную поверхность, диаметр которой весьма незначительно меньше соответствующей поверхности охватывающего конца. Соединение этого типа хорошо показало себя в испытаниях и реальных условиях эксплуатации.
Однако заявитель обнаружил физическое явление, которое до настоящего времени игнорировалось; давление удерживается в малом объеме, определяемом концевой частью охватываемого конца и соответствующей поверхностью охватывающего конца резьбового соединения, относящегося к типу, описанному в документе WO №2004/109173. В случае, когда на резьбовое соединение оказывает действие высокая осевая растягивающая нагрузка, охватываемый и охватывающий осевые упоры могут разделяться, а уплотняющие поверхности остаются в тесном (уплотненном) контакте. Жидкость, находящаяся внутри резьбового соединения, может затем растекаться в небольшой объем. Затем, когда действие растягивающей нагрузки прекращается, или нагрузка становится сжимающей, осевые упоры снова входят во взаимный контакт, удерживая жидкость под преобладающим давлением в соединении после прекращения действия растягивающей нагрузки. В случае, когда внутреннее давление соединения затем уменьшается, указанный малый объем остается заполненным указанной жидкостью под давлением, которое превышает давление, преобладающее внутри соединения.
Поскольку поверхность охватывающего конца, противоположного выступу охватываемого конца, изготавливается так, чтобы она была более жесткой, чем выступ на охватываемом конце, выступ на охватываемом конце имеет склонность к изгибу внутрь под действием указанного высокого давления, удерживаемого в указанном малом объеме, хотя внутренняя поверхность выступа в этот момент подвержена только действию низкого давления. Таким образом, радиальная деформация выступа охватываемого конца внутрь может приводить к возникновению течи, позволяющей текучей среде проходить между уплотняющими поверхностями и растекаться в резьбовой зоне. Помимо потерь текучей среды, движущейся по трубам, и падения продуктивности скважины, это может приводить к загрязнению текучей среды снаружи трубы текучей средой, присутствующей в трубе. Более того, радиальная деформация выступа может приводить к возникновению течей тогда, когда резьбовое соединение вновь подвергается высоким внутренним или внешним давлениям текучей среды.
Кроме того, радиальная деформация выступа может приводить к потере прочности конструкции при сжатии и захвату движущихся по трубам скважинных инструментов.
Указанное явление удержания внутреннего давления, трудности, связанные с образованием течей, а также другие возникающие в результате трудности абсолютно неизвестны на текущем уровне техники, поскольку охватываемая уплотняющая поверхность в большинстве резьбовых соединений повышенного качества, как правило, располагается на конце выступа и поблизости от упора.
Кроме того, заявитель не был непосредственно осведомлен о трудностях, связанных с резьбовым соединением согласно документу WO №2004/109173, поскольку стандарт испытаний ISO 13679:2002 требует, согласно параграфу 6-7 стандарта, чтобы резьбовые соединения, подвергаемые испытаниям, специально модифицировались для испытания уплотняющих поверхностей. В ходе указанных испытаний на резьбовых соединениях, которые модифицируются для проведения испытаний, трудности, которые могут возникнуть для промышленно выпускаемого, готового к эксплуатации резьбового соединения могут вообще быть не замечены. Заявитель на собственном опыте выяснил, что стандартизованные испытания не дают представления о фактическом поведении указанного соединения.
Для понимания явления удержания заявителю пришлось провести испытания на резьбовом соединении, оснащенном оборудованием для измерения давления в небольшом объеме, определяемом концевой поверхностью охватываемого конца и противостоящей поверхностью на охватывающем конце. Затем заявитель искал решение этой новой проблемы захватывания, в частности путем усовершенствования общей герметизации соединения.
По этой причине, целью данного изобретения является предотвращение деформации концевой части охватываемого конца путем заполнения небольшого объема, определяемого концевой поверхностью охватываемого конца и противостоящей поверхностью охватывающего конца, таким образом, чтобы разности давлений более не существовало. Конкретнее, изобретение подразумевает резьбовое соединение, которое включает первый и второй компоненты труб, при этом первый компонент включает охватываемый конец, предусматриваемый на его наружной периферической поверхности, с последовательно расположенными резьбовой зоной, уплотняющей поверхностью и концевой поверхностью, которая завершается опорной поверхностью, ориентированной радиально относительно оси вращения соединения, второй компонент включает охватывающий конец, предусматриваемый на его внутренней периферической поверхности, с последовательно расположенными резьбовой зоной, уплотняющей поверхностью и, затем, углублением, которое завершается опорной поверхностью, ориентированной радиально относительно оси вращения соединения, резьбовая зона охватываемого конца ввинчивается в резьбовую зону охватывающего конца так, чтобы уплотняющие поверхности, как и опорные поверхности, находились в контактном взаимодействии, и полость между концевой поверхностью и углублением определяла объем, и отличающееся тем, что объем, по меньшей мере, частично заполняется наполнителем.
В соответствии с некоторыми особенностями, объем полностью заполнен наполнителем.
В соответствии с другими особенностями, наполнитель состоит из, по меньшей мере, одного металлического материала, который выбирается из списка, определяемого мягким металлом, медными сплавами, сплавами с памятью формы, свинцовооловянными сплавами, цинковыми сплавами или свинцовыми сплавами.
В соответствии с другими особенностями, наполнитель представляет собой органический материал.
Кроме того, целью изобретения является способ изготовления резьбового соединения согласно изобретению, при этом указанный способ включает этап ввинчивания охватываемого конца в охватывающий конец и, отличающийся тем, что включает, по меньшей мере, один из следующих этапов:
способ изготовления резьбового соединения (1) в соответствии с любым из пп.1-4 формулы изобретения, при этом указанный способ включает этап ввинчивания охватываемого конца (3) в охватывающий конец (2) и отличающийся тем, что включает, по меньшей мере, следующие этапы:
- перед осуществлением операции свинчивания, по меньшей мере, одно первое тело размещают вокруг концевой поверхности охватываемого конца и/или в углублении охватывающего конца;
- затем операцию свинчивания осуществляют так, чтобы первое тело занимало, по меньшей мере, часть пространства, определенного между концевой поверхностью и углублением.
В соответствии с некоторыми особенностями, способ изготовления соединения включает этап, в ходе которого перед осуществлением операции свинчивания второе тело размещают вокруг концевой поверхности охватываемого конца и/или в углублении охватывающего конца.
В соответствии с другими особенностями, тело (тела) в ходе осуществления операции свинчивания подвергают этапу активации, и наполнитель образуется в результате активации тел.
В соответствии с другими характеристиками, тело (тела) подвергают этапу активации после осуществления операции свинчивания, и наполнитель образуется в результате активации указанных тел.
В соответствии с другими характеристиками, этап активации представляет собой этап активации с использованием источника энергии, который выбирается из списка термических источников, источников ультразвукового и магнитного излучения, кислорода, приложенного давления и увлаженения.
Настоящее изобретение станет более понятно из нижеследующего подробного описания некоторых вариантов его осуществления, данных всецело в виде неограничивающего примера и проиллюстрированных в сопроводительных графических материалах, где:
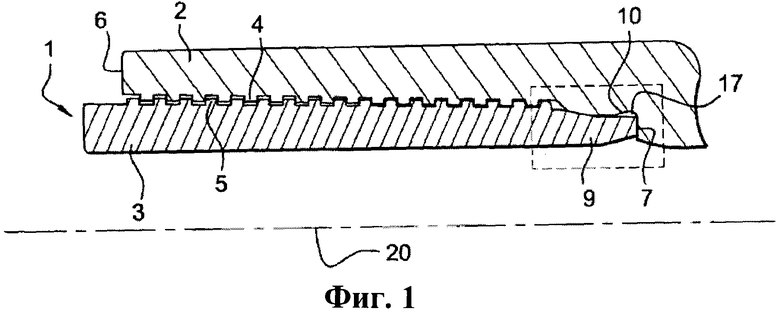
- фигура 1 - вид в разрезе резьбового соединения в соответствии с одним из вариантов осуществления изобретения;
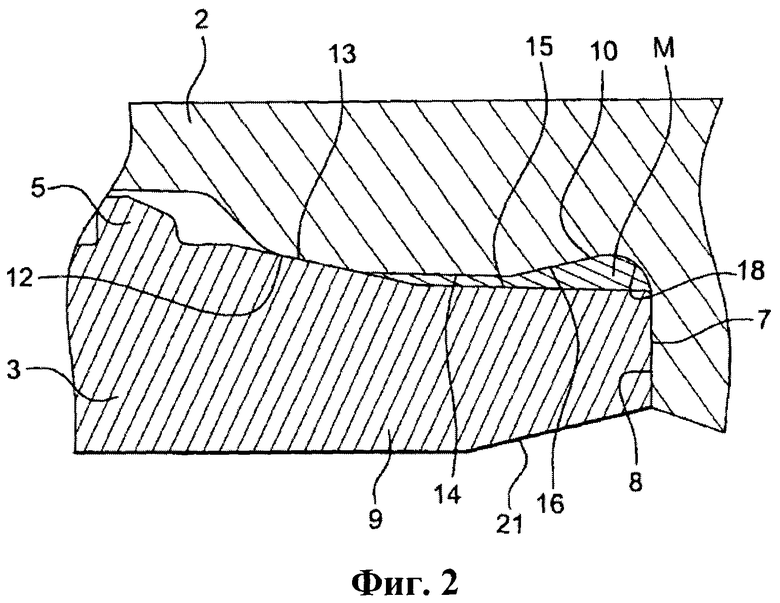
- фигура 2 - детальный вид резьбового соединения в соответствии с одним из вариантов осуществления изобретения;
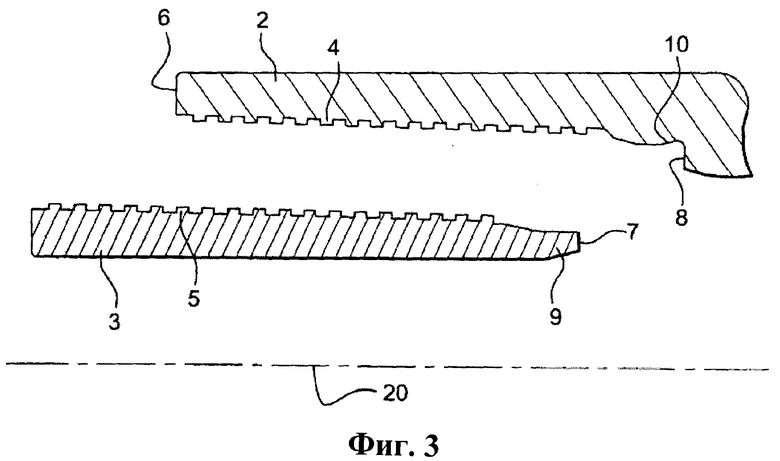
- фигура 3 - вид в разрезе резьбового соединения, которое не свинчено, в соответствии с одним из вариантов осуществления изобретения.
Как видно на фигуре 1, резьбовое трубное соединение 1 содержит охватывающий конец 2 и охватываемый конец 3. Охватывающий конец 2 и/или охватываемый конец 3 может образовывать часть трубы длиной несколько метров, например, длиной порядка 10-15 метров. Один из концов, как правило, охватывающий конец, может образовывать конец соединения, иначе говоря, короткую трубу, которая позволяет соединять вместе две трубы большой длины, каждая из которых оснащена двумя охватываемыми концами (соединение с резьбой и муфтой, также называемое Т&С-соединением). Затем может предусматриваться сопряжение с двумя охватывающими концами. В одном из вариантов, труба большой длины может быть оснащена охватываемым концом и охватывающим концом (выполненное заодно резьбовое соединение). Соединение 1 относится к типу соединений, которые массово производятся промышленностью.
Соединение 1 может использоваться для формирования обсадных колонн или насосно-компрессорных колонн для углеводородных скважин, водоотделяющих колонн или колонн бурильных труб для тех же скважин.
Трубы могут изготавливаться из различных типов нелегированной, низколегированной или высоколегированной стали, ферросплавов или сплавов цветных металлов, термообработанных или холоднодеформированных в зависимости от условий эксплуатации, таких как, например, уровень механического напряжения, коррозионные свойства текучей среды внутри или снаружи труб и т.д. Также возможно использование стальных труб с низкой коррозионной стойкостью, покрытых защитным покрытием, например, коррозионностойким сплавом или синтетическим материалом.
Резьбовой охватывающий конец 2 содержит охватывающую резьбовую зону 4 с трапецеидальными резьбами, например, в соответствии с техническими условиями API 5B (API = Американский институт нефти) или производными техническими условиями, например резьбой с Г-образной рабочей поверхностью профиля, называемой «Г-образная резьба», такой как, например, резьба резьбового соединения, поступающая в продажу от заявителя под торговым наименованием VAM TOP®. Охватывающая резьбовая зона 4 является конической, например, с величиной половины угла профиля резьбы в интервале 0,5-3°, предпочтительно, в интервале 1-2°. Охватывающая резьбовая зона 4 расположена на внутренней поверхности охватывающего элемента 2. Охватываемый конец 3 содержит охватываемую резьбовую зону 5, расположенную на наружной поверхности указанного охватываемого конца 3. Охватываемая резьбовая зона 5 входит в контакт с охватывающей резьбой 4. Охватывающий конец 2 содержит периферическую поверхность 6 со стороны резьбовых зон 4 и 5, которая, в значительной мере, перпендикулярна оси 20 соединения. Охватываемая резьбовая зона 5 обладает конусностью, которая, в значительной мере, равна конусности охватывающей резьбовой зоны 4.
Периферическая поверхность охватываемого конца 3 имеет форму кольцевой поверхности, которая ориентирована радиально относительно оси 20 соединения. Периферическая поверхность образует осевую опорную поверхность 7, позволяющую ограничивать относительные осевые перемещения между охватывающим концом 2 и охватываемым концом 3. Опорная поверхность 7 находится в контакте с упорным торцом охватывающего конца 2, который также образует опорную поверхность 8, также ориентированную радиально относительно оси 20 соединения. Между резьбовой зоной 4 и опорной поверхностью 8 охватывающий конец содержит, в значительной мере, коническую поверхность 12 и углубление 10. Углубление 10 содержит, в значительной мере, цилиндрическую поверхность 14 и поверхность вращения 18, расположенную между, в значительной мере, конической поверхностью 12 и опорной поверхностью 8. Поверхность вращения 18 соединяет, в значительной мере, цилиндрическую поверхность 14 с опорной поверхностью 8. Опорная поверхность 8 может иметь коническую форму, как описано, в документе EP №0488912, или тороидальную форму, как в документах US №3870351 или WO №2007/017082, ступенчатую, как в документе US №4611838, или с выступом, как в документе US №А-6047797, или комбинацию этих форм.
Охватываемый конец 3 содержит выступ 9, проходящий по оси за охватываемую резьбовую зону 5 к опорной поверхности 7. Выступ 9 содержит наружную, в значительной мере, коническую поверхность 13 с осевой длиной, которая несколько превышает осевую длину, в значительной мере, конической поверхности 12 охватывающего конца 2. В свинченном положении соединения 1, показанном на фигурах, часть, в значительной мере, конической поверхности 13 и часть, в значительной мере, конической поверхности 12 находятся во взаимном радиальном уплотняющем контакте. Эти уплотняющие поверхности 12 и 13 позволяют препятствовать движению текучей среды между внутренней и наружной частями соединения. Угол раствора конуса уплотняющих поверхностей может находиться в интервале 5-25°, предпочтительно, в интервале 10-20°, например, 14°. Угол раствора конуса уплотняющих поверхностей больше, чем угол раствора конуса резьбовых зон.
Выступ 9 охватываемого конца 3 содержит концевую поверхность 15, которая является, в значительной мере, цилиндрической и проходит между, в значительной мере, конической поверхностью 13 и опорной поверхностью 7 охватываемого конца 3, что составляет 4-20 мм в зависимости от диаметра трубы, который, в свою очередь, может варьироваться в интервале от 50 мм до 550 мм. Например, можно выбрать длину, в значительной мере, цилиндрической поверхности 15 в интервале 9-16 мм для трубы диаметром 250 мм. Концевая поверхность 15 имеет диаметр несколько меньший, чем диаметр, в значительной мере, цилиндрической поверхности 14 охватывающего конца 2. В значительной мере, цилиндрическая поверхность 15 соединяется с опорной поверхностью 7 посредством углового шва с небольшим радиусом кривизны, например, в интервале 0,4-1,5 мм, предпочтительно, в интервале 1-1,5 мм. Таким образом, между наружной периферической поверхностью 15 выступа 9 и углублением 10 определен малый объем 17. Малый объем, как правило, имеет величину порядка нескольких десятков см3. В приведенном примере он близок к 25 см3.
Согласно изобретению, малый объем 17, определенный между концевой поверхностью 15 выступа 9 и углублением 10, заполняется наполнителем М. В нашем примере наполнитель М, преимущественно, заполняет весь малый объем 17, что означает, что текучая среда, поступающая из внутренней части соединения не может в нем удерживаться. Аналогично, текучая среда, поступающая извне соединения 1 через резьбовые зоны 4 и 5, также не может здесь накапливаться.
В другом варианте осуществления изобретения, который не показан на фигурах, наполнитель М может располагаться таким образом, чтобы заполнять только часть небольшого объема 17 так, чтобы он препятствовал любому взаимодействию между внутренней частью соединения 1 и незаполненной частью малого объема 17.
В первом варианте осуществления изобретения наполнитель М состоит из, по меньшей мере, одного металлического материала. Преимущественно, важно использовать мягкий металл, такой как индий, медь или золото. Также возможно использование медного сплава, свинцовооловянного сплава, цинкового сплава или свинцового сплава. Средний специалист в данной области способен выбрать состав сплава, совместимый с термическими и механическими напряжениями, прилагаемыми к соединению 1.
Также может оказаться преимущественным использование сплавов с памятью формы, таких как NiTi, CuZnAl или CuAlNi. Их «сверхэластичные» свойства, которые проявляются в способности запоминать исходную форму и восстанавливать ее после деформации, могут быть полезны в тех случаях, когда соединение развинчивается, а затем снова свинчивается.
В соответствии со вторым вариантом осуществления изобретения, наполнитель М представляет собой органический материал природного и/или синтетического происхождения. Олигомеры и полимеры, используемые в данном приложении, предпочтительно, должны иметь термопластичную природу, как, например, фторированные полимеры (политетрафторэтилен (PTFE), поливинилиденфторид (PVDF) и их производные), полиолефины (полиэтилен (РЕ), полипропилен (РР) и их производные), полиамиды (полиамид-6 (РА6), полиамид-6,6 (РА6,6) и их производные), полиоксиметилены (РОМ), полиарилэфиркетоны (полиэфирэфиркетон (PEEK), полиарилэфиркетон (РАЕК) и их производные), полифениленовый эфир (РРЕ), поликарбонаты (PC); или термореактивную природу, как, например, эпоксиды, полиимиды, сложные полиэфиры, цианоакрилаты, или являться природными или синтетическими эластомерами. С целью улучшения эксплуатационных характеристик или для обеспечения специфических свойств, материалы могут представлять собой материалы с наполнителями или добавками, или армированные материалы. Данные составы могут быть органическими по природе, как, например, сажа, графит или полимеры; или иметь минеральное происхождение, как, например, тальк, слюда, стекло или карбонат кальция.
Размещение наполнителя М согласно изобретению осуществляется способом, который тесно связан с операцией свинчивания охватываемого конца 3 и охватывающего конца 2.
В первом варианте осуществления соединения согласно изобретению первое тело С' располагается вокруг концевой поверхности 15 охватываемого конца 3. Затем операция свинчивания осуществляется таким образом, чтобы первое тело С' заняло, по меньшей мере, часть пространства, определенного между концевой поверхностью 15 охватываемого конца 3 и углублением 10.
Тело С', преимущественно, занимает все пространство, определенное между концевой поверхностью 15 охватываемого конца 3 и углублением 10, таким образом, образуя наполнитель М. Например, для тела С' возможно использование кольца, сформированного из ковкого сплава с таким внутренним диаметром, чтобы его можно было установить на выступ 9. Использование сплава с памятью формы имеет то преимущество, что при развинчивании соединения кольцо, которое было смято для его совпадения с формой малого объема 17, восстанавливает свою первоначальную форму и при второй операции свинчивания может вновь занимать весь объем 17.
В соответствии со вторым вариантом способа, первое тело С' располагается в углублении 10 охватывающего конца 4, а затем операция свинчивания осуществляется таким образом, чтобы первое тело С' занимало, по меньшей мере, часть пространства, определяемого между концевой поверхностью 15 охватываемого конца 3 и углублением 10, таким образом, образуя наполнитель М. Например, для тела С' можно использовать кольцо, сформированное из эластомера с таким внешним диаметром, чтобы оно могло быть установлено в углублении 10.
В соответствии с другим вариантом способа, первое тело С' размещается внутри углубления 10 охватывающего конца, а затем второе тело С'' располагается вокруг концевой поверхности 15 выступа 9 охватываемого конца 3. Затем между охватываемым и охватывающим концами осуществляется операция свинчивания. Первое и второе тела С' и С'' реагируют друг с другом, и, таким образом, образуется наполнитель М, который занимает все пространство, определенное между концевой поверхностью 15 выступа 9 и углублением 10.
Например, наполнитель М может представлять собой эпоксидную смолу, которая образуется в результате перекрестного сшивания диэпоксида, относящегося к типу диглицидилового эфира бисфенола A (DGEBA) или диглицидилового эфира 1,4 бутандиола (DGEBD), находящегося в жидком состоянии, с катализатором, например, из семейства аминов, относящихся к типу DA12 или DDS, также находящимся в жидком состоянии.
В данном конкретном случае, слой С' эпоксидной жидкости DGEBA- или DGEBD-типа может наноситься на концевую поверхность 15, а слой С'' амина DA12- или DDS-типа наносится в углубление 10. Поперечное сшивание с образованием эпоксидной смолы происходит в ходе свинчивания. Средний специалист в данной области способен выверить пропорции так, чтобы эпоксидная смола преимущественно заполняла весь объем 17. Конечно, С' или С'' может содержать добавку ускорителя, относящегося к типу третичного амина или трифторида бора. Слой С' или С'' может также заполняться, например, тальком и/или кремнеземом с целью уменьшения усадки после поперечного сшивания и для увеличения механической прочности.
В соответствии с другими возможными вариантами способа, в ходе операции свинчивания или даже после операции свинчивания тело, или тела С', С'' претерпевает, или претерпевают, этап активации с использованием источника энергии с целью ускорения процесса поперечного сшивания. Таким образом, образуется наполнитель М, который занимает все пространство или часть пространства, определенного между концевой поверхностью 15 выступа 9 и углублением 10. Этап активации может, например, использовать термический источник энергии, источник ультразвукового или магнитного излучения, кислород, приложенное давление или увлажнение.
Группа изобретений относится к резьбовому соединению, которое включает первый и второй компоненты труб. Первый компонент включает охватываемый конец, предусматриваемый на его наружной периферической поверхности и содержащий резьбовую зону, уплотняющую поверхность, затем концевую поверхность, которая завершается опорной поверхностью, ориентированной радиально относительно оси вращения соединения. Второй компонент включает охватывающий конец, предусматриваемый на его внутренней периферической поверхности и содержащий резьбовую зону, уплотняющую поверхность, затем углубление, которое завершается на опорной поверхности, ориентированной радиально относительно оси вращения соединения. Резьбовая зона охватываемого конца ввинчивается в резьбовую зону охватывающего конца так, чтобы уплотняющие поверхности, как и опорные поверхности, находились в контактном взаимодействии, и пространство между концевой поверхностью и углублением определяло объем, который, по меньшей мере, частично заполнен наполнителем (М). Также описан способ изготовления указанного соединения. Технический результат заключается в повышении надежности соединения. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Резьбовое соединение (1), которое включает первый и второй компоненты труб, при этом первый компонент включает охватываемый конец (3), предусматриваемый на его наружной периферической поверхности и содержащий подряд резьбовую зону (5), уплотняющую поверхность (13), затем концевую поверхность (15), которая завершается опорной поверхностью (7), ориентированной радиально относительно оси вращения (20) соединения (1), при этом второй компонент содержит охватывающий конец (2), предусматриваемый на его внутренней периферической поверхности и содержащий подряд резьбовую зону (4), уплотняющую поверхность (12), затем углубление (10), которое завершается на опорной поверхности (8), ориентированной радиально относительно оси вращения (20) соединения, где резьбовая зона (5) охватываемого конца (3) ввинчивается в резьбовую зону (4) охватывающего конца (2) так, чтобы уплотняющие поверхности (12) и (13), как и опорные поверхности (7) и (8), находились в контактном взаимодействии, и пространство между концевой поверхностью (15) и углублением (10) определяло объем (17), и отличающееся тем, что объем (17), по меньшей мере, частично заполнен наполнителем (М).
2. Резьбовое соединение по п.1, отличающееся тем, что объем (17) полностью заполнен наполнителем (М).
3. Резьбовое соединение по п.1 или 2, отличающееся тем, что наполнитель (М) состоит из, по меньшей мере, одного металлического материала, выбираемого из списка, которой определяется мягкими металлами, медными сплавами, сплавами с памятью формы, свинцовооловянными сплавами, цинковыми сплавами и свинцовыми сплавами.
4. Резьбовое соединение по п.1 или 2, отличающееся тем, что наполнитель (М) представляет собой органический материал.
5. Способ изготовления резьбового соединения (1) по любому из пп.1-4, при этом указанный способ включает свинчивание охватываемого конца (3) с охватывающим концом (2), отличающийся тем, что включает, по меньшей мере, следующие этапы:
- перед операцией свинчивания, по меньшей мере, одно первое тело (С') размещают вокруг концевой поверхности (15) охватываемого конца (3) и/или в углублении (10) охватывающего конца;
- затем операцию свинчивания осуществляют таким образом, чтобы первое тело (С') заняло, по меньшей мере, часть пространства, определенного между концевой поверхностью (15) и углублением (10) так, чтобы объем (17), по меньшей мере, был частично заполнен наполнителем (М).
6. Способ изготовления резьбового соединения по п.5, отличающийся тем, что включает, по меньшей мере, следующие этапы:
- перед операцией свинчивания, по меньшей мере, одно первое тело (С') размещают вокруг концевой поверхности (15) охватываемого конца (3) и/или в углублении (10) охватывающего конца;
- затем второе тело (С'') размещают вокруг концевой поверхности (15) охватывающего конца (3) и/или в углублении (10) охватывающего конца;
- затем операцию свинчивания осуществляют таким образом, чтобы первое и второе тела (С', С'') заняли, по меньшей мере, часть пространства, определенного между концевой поверхностью (15) и углублением (10).
7. Способ изготовления соединения по п.5 или 6, отличающийся тем, что тело или тела (С', С'') в ходе операции свинчивания подвергают этапу активации, при этом наполнитель (М) образуется в результате активации тел (С', С'').
8. Способ изготовления соединения по п.5 или 6, который отличается тем, что тело или тела (С', С'') подвергают этапу активации после операции свинчивания, и наполнитель (М) образуется в результате активации тел (С', С'').
9. Способ изготовления соединения по п.7, отличающийся тем, что этап активации представляет собой этап активации с использованием источника энергии, выбираемого из списка, который определяется тепловыми источниками, источниками ультразвукового и магнитного излучения, кислорода, приложенным давлением или увлажнением.
10. Способ изготовления соединения по п.8, отличающийся тем, что этап активации представляет собой этап активации с использованием источника энергии, выбираемого из списка, который определяется тепловыми источниками, источниками ультразвукового и магнитного излучения, кислорода, приложенным давлением или увлажнением.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 4988127 A, 29.01.1991 | |||
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| DE 3243340 A1, 24.05.1984 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

