Настоящее изобретение относится к охватывающему элементу резьбового трубчатого соединения, способному испытывать диаметральное расширение в области пластических деформаций, снабженному средством внешней защиты, а также к способу определения эффективности указанного средства защиты.
Такое резьбовое соединение или трубчатое соединение может быть получено путем соединения резьбовых концов двух труб большой длины или одной трубы большой длины и муфты для образования, в частности колонн обсадных труб или для скважин для добычи углеводородов, или подобных скважин, например, в геотермии.
Установка таких трубчатых колонн часто вызывает удары и царапины на внешней периферии труб, которые могут быть вызваны, например, трением труб о стенки скважины, когда она не укреплена, или о неровности, вызванные образованием окон в обсадной стенке для выполнения многосторонних соединений (искривленные скважины).
Когда диаметральное расширение труб в области пластических деформаций происходит, например, вследствие повышения уровня добычи старой скважины путем опускания колонны малого размера и последующего увеличения ее диаметра или для заделки возможных отверстий в трубе, образовавшихся в результате коррозии или вследствие трения бурильных труб, в местах малой толщины резьбового трубчатого соединения могут открыться вышеописанные царапины, в частности, и вызвать, таким образом, в этом месте разрушение стенки трубы.
Французский патент 2811056 описывает резьбовое трубчатое соединение, способное к диаметральному расширению. Такое соединение не имеет никаких защитных свойств внешней периферической поверхности труб, способных войти в непосредственный контакт с корпусом, вызвавшим удар или внешнюю царапину трубы.
Международная заявка WO 03/059549 описывает способ радиального расширения пластической области резьбового трубчатого соединения, который предлагает использование резьбовой трубчатой манжеты перед навинчиванием на свободный конец охватывающей детали и соединения после навинчивания с охватываемыми и охватывающими элементами, позволяющий:
- защитить внешние периферические поверхности, противолежащие резьбе при манипуляции и введении трубчатой колонны в скважину, избегая при этом повреждений указанных поверхностей, которые могли бы привести к концентрации напряжений и вызвать катастрофическое разрушение соединения в процессе возможного пластического расширения,
- обеспечить после радиального расширения в области пластической деформации герметичность металл-металл относительно сред между частями периферической внутренней поверхности упомянутой манжеты и противолежащими периферическими резьбовыми поверхностями охватываемых и охватывающих резьбовых элементов.
Одним из недостатков этого способа является то, что манжета должна быть установлена в полевых условиях, что вызывает потерю времени и производительности при установке колонны на место.
Известно также из международной заявки WO 2004/003416 резьбовое трубчатое соединение, способное к расширению в пластической области, содержащее первый охватываемый элемент и второй охватывающий элемент, взаимно соединенные свинчиванием, из которых, по меньшей мере, один из первых и вторых элементов содержит нерезьбовую часть, которая размещена между резьбой и свободным концом, по меньшей мере, одного из указанных элементов и которая является герметизирующей поверхностью, предназначенной для плотного контакта с поверхностью другого элемента после расширения. Такое соединение содержит трубчатую манжету, в которой в полевых условиях выполнена резьба перед навинчиванием на второй охватываемый элемент, размещенную таким образом, что она расположена в основном аксиально по отношению к упомянутой герметизирующей поверхности. Такая манжета предназначена для улучшения условий герметизации поверхностей, размещенных на резьбовых элементах соединения, но, по существу, обеспечивает также внешнюю защиту охватываемых и охватывающих элементов и, в частности, их тонких краев. Эта манжета может быть выполнена без выхода за пределы охватывающего элемента и соединена только с этим элементом, например, путем склеивания.
Настоящее изобретение предлагает другое средство внешней защиты охватывающего элемента, позволяющее обеспечить не только нераспространение начальных стадий разрушения, таких как царапины или удары в охватывающих элементах, но также полное удержание упомянутого средства защиты перед, в течение или после расширения, исключая его падение полностью или частично, например, на дно скважины.
Изобретение относится также к охватывающему элементу трубчатого резьбового соединения, способного выдержать диаметральное расширение в области пластических деформаций, находящемуся на конце трубчатого элемента. Трубчатый элемент может, в частности, представлять собой трубу многометровой длины или относительно короткую манжету (от 100 до 500 мм) для соединения двух труб многометровой длины.
В соответствии с основной характеристикой охватывающий элемент содержит на своей внешней поверхности:
- средство поглощения энергии, вызывающей царапины корпуса, возникающие вследствие внешнего контакта с охватывающим элементом,
- средство удержания упомянутого средства поглощения энергии, предназначенное для того, чтобы помешать освобождению от обломков упомянутого средства поглощения энергии в процессе расширения трубчатого резьбового соединения.
Далее, упомянутое средство поглощения энергии, вызывающей царапины, будет называться средством поглощения.
В соответствии с предпочтительным вариантом реализации упомянутые средства поглощения и удержания размещены, по существу, от конца охватывающего элемента.
Предпочтительно упомянутые средства поглощения и удержания не выходят аксиально за свободный конец охватывающего элемента.
Предпочтительно упомянутые средства поглощения и удержания размещены, по меньшей мере, по всей длине охватывающего элемента.
Предпочтительно упомянутые средства поглощения и удержания размещены по всему периметру охватывающего элемента.
Предпочтительно также, чтобы упомянутые средства поглощения и удержания размещались на охватывающем элементе в процессе изготовления упомянутого охватывающего элемента.
В соответствии с вариантом осуществления изобретения упомянутое средство поглощения выполнено в виде слоя, размещенного на поверхности охватывающего элемента.
Предпочтительно упомянутый нанесенный слой получен способом нанесения сухим путем.
Предпочтительно упомянутое средство поглощения является металлом или металлическим сплавом, выбранным среди пластичных металлов или сплавов.
В предпочтительном варианте реализации упомянутое средство удержания является покрытием, выполненном на упомянутом средстве поглощения.
Предпочтительно упомянутое средство удержания аксиально выходит за пределы упомянутого средства поглощения для того, чтобы закрыть охватывающий элемент, по меньшей мере, его часть.
Упомянутое средство удержания выполнено предпочтительно из синтетического пластического материала, выбранного преимущественно из эластомеров.
Предпочтительно общая толщина совокупности средства поглощения и средства удержания составляет от 0,5 до 5 мм.
Адгезия между упомянутым средством поглощения и упомянутым средством удержания и/или внешней поверхностью охватывающего элемента улучшается, предпочтительным образом, путем нанесения адгезивной краски на упомянутое средство поглощения и/или на часть упомянутой внешней поверхности охватывающего элемента, находящихся в контакте с упомянутым средством удержания.
Изобретение относится также к трубчатому резьбовому соединению, содержащему охватывающий элемент по изобретению и охватываемый элемент, предназначенный для соединения свинчиванием с упомянутым охватывающим элементом. В соответствии с изобретением упомянутый охватываемый элемент не контактирует с упомянутыми средствами поглощения и удержания.
Предложен также способ определения эффективности средства поглощения, размещенного на охватывающем элементе трубчатого резьбового соединения и предназначенного для воспроизведения типичных условий образования царапин на скважине воспроизводимым путем.
Способ оценки эффективности упомянутого средства поглощения в соответствии с изобретением состоит в размещении на устройстве для исследования царапин звена трубопровода трубчатого компонента заданной длины, снабженного снаружи средством поглощения.
Это устройство для исследования царапин содержит:
- инструмент для нанесения царапин, способный входить снаружи в контакт с упомянутым звеном,
- средство приложения заданного радиального усилия на упомянутый инструмент, при этом усилие обычно направлено на упомянутое звено трубопровода и в его направлении, или заданного радиального усилия на упомянутое звено трубопровода, причем усилие в данном случае обычно направлено на упомянутый инструмент и по направлению к упомянутому инструменту,
- средство относительного поступательного перемещения упомянутого звена трубопровода по отношению к упомянутому инструменту параллельно оси упомянутого звена.
● Далее создают режим заданного усилия между упомянутым инструментом и упомянутым звеном трубопровода в течение заданного времени, когда упомянутое звено трубопровода подвергается относительному аксиальному перемещению по отношению к упомянутому инструменту с режимом заданной скорости относительного перемещения в течение указанного заданного времени.
● По окончании испытания на наличие царапин определяют наличие или отсутствие царапин на упомянутом звене трубопровода под упомянутым средством поглощения.
Предпочтительно упомянутый режим скорости относительного перемещения и/или упомянутое усилие являются постоянными в течение большей части времени испытания.
С целью количественного определения способности средства поглощения поглощать энергию образования царапин предпочтительно измеряют максимальную глубину царапины путем измерения поперечного профиля царапины.
Для оценки общей эффективности внешней защиты охватывающего элемента резьбового трубчатого элемента на внешней стороне упомянутого звена трубопровода может быть размещено средство удержания средства поглощения и после испытаний на царапины звено подвергается диаметральному расширению с заданным процентным соотношением в области пластических деформаций.
Таким образом, определяют наличие трещинообразования или их отсутствие на звене трубопровода, а также наличие или отсутствие обломков и/или кусков упомянутых средств поглощения и/или удержания.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на чертежи, на которых:
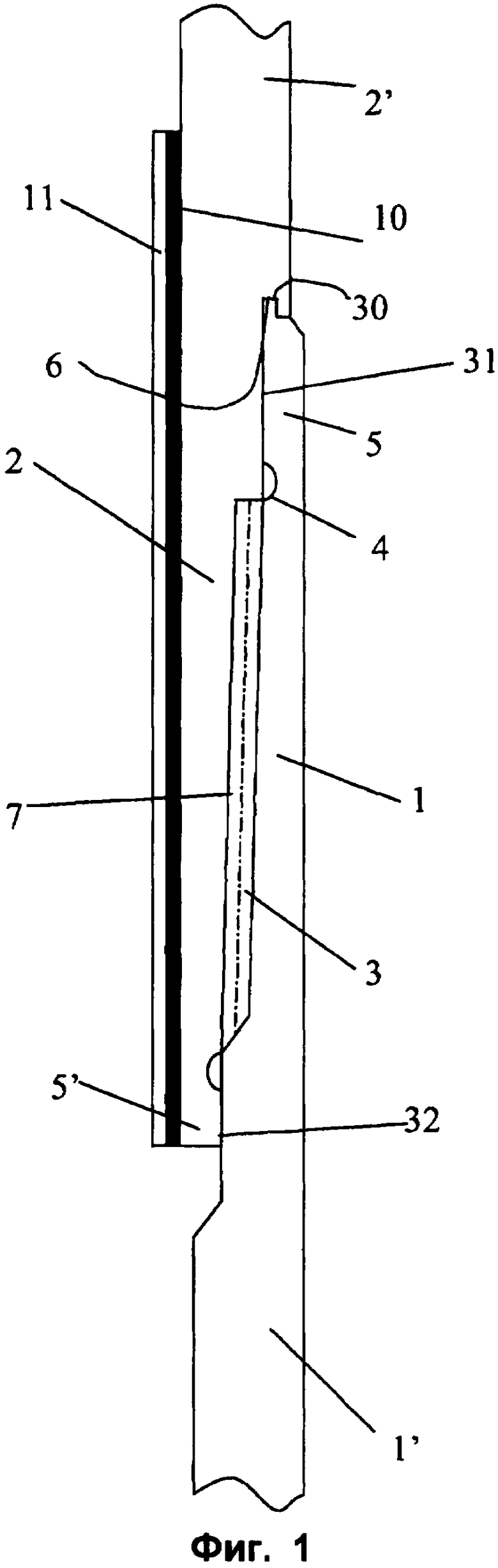
● фиг.1 изображает резьбовое трубчатое соединение, способное к расширению, снабженное средством внешней защиты по изобретению.
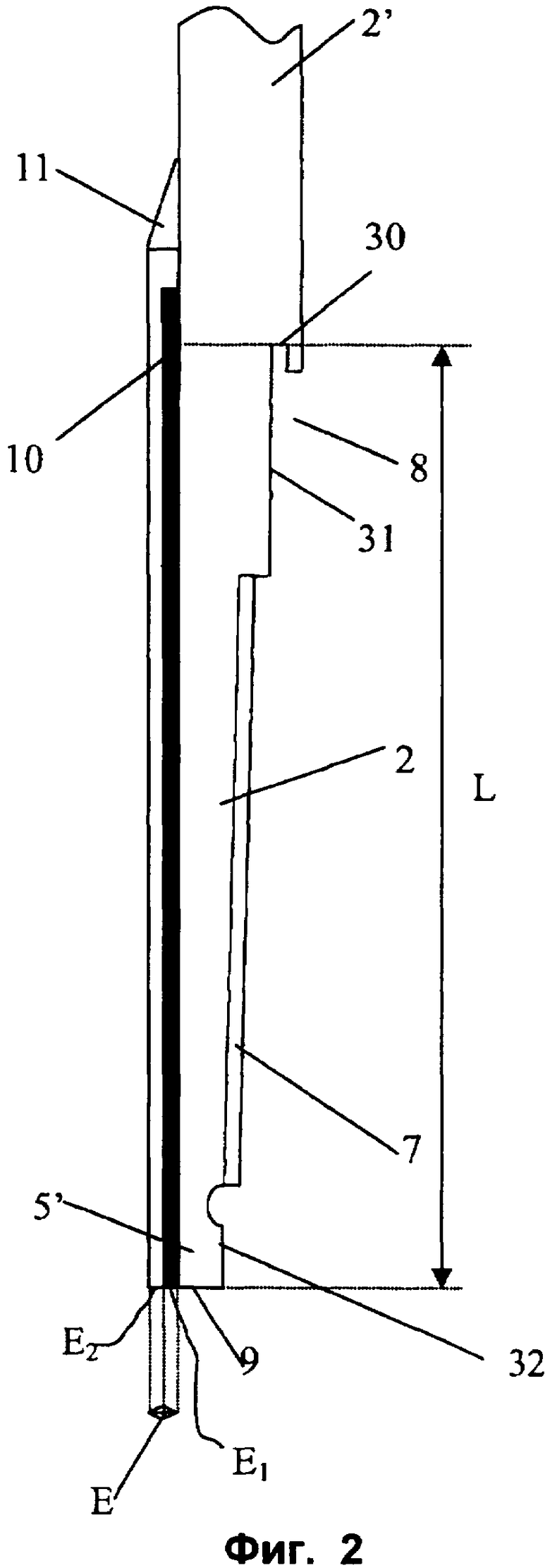
● Фиг.2 изображает вариант осуществления по изобретению охватывающего элемента резьбового трубчатого соединения типа, изображенного на фиг.1.
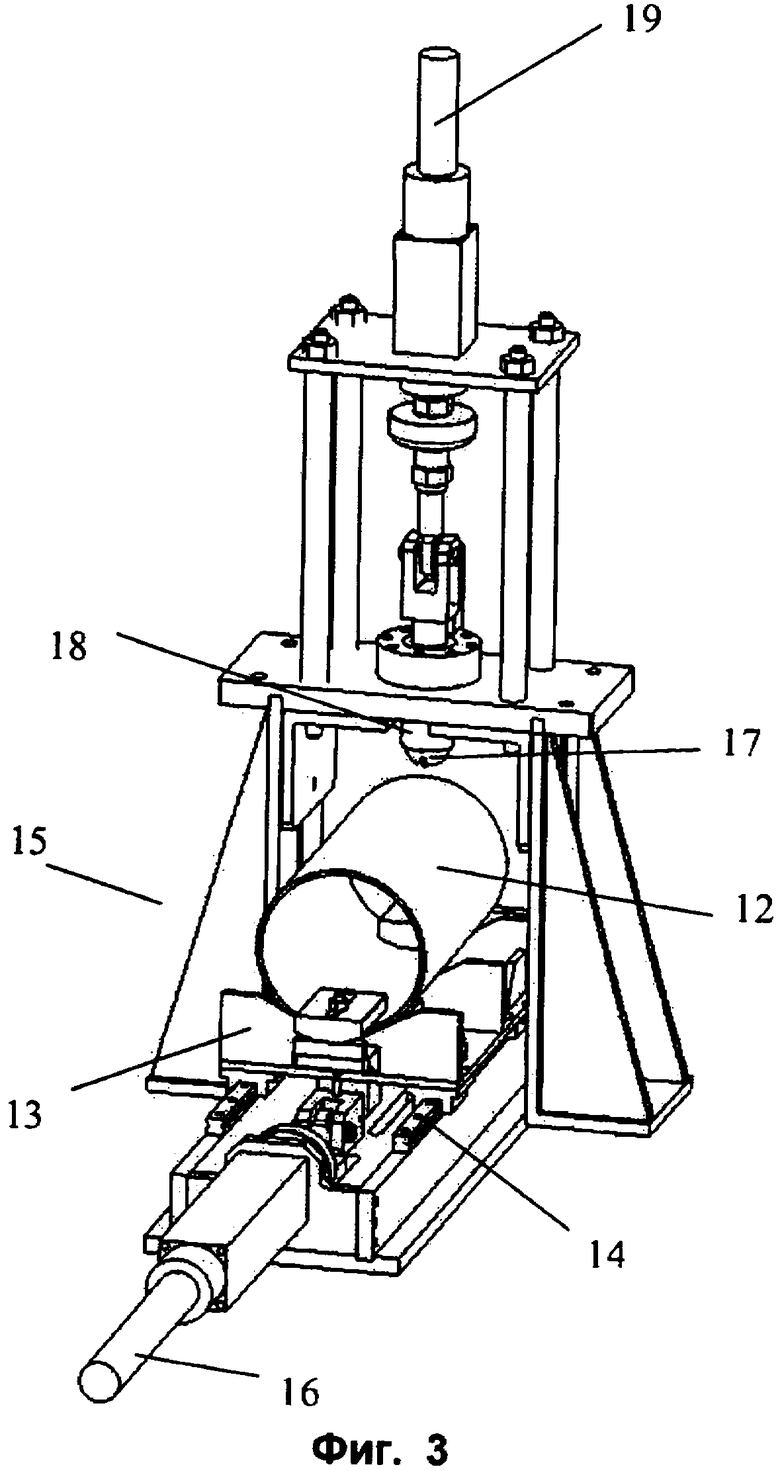
● Фиг.3 изображает устройство для испытаний на царапины по изобретению.
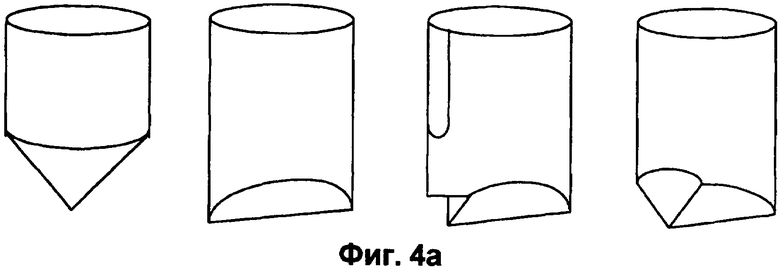
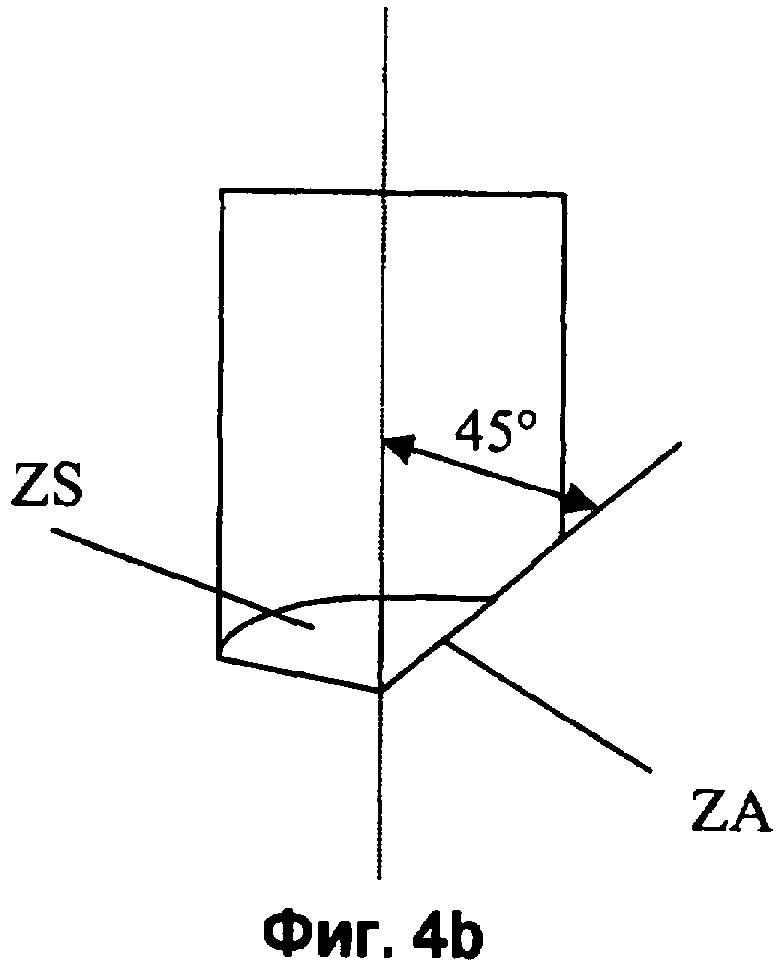
● Фиг.4а и 4b изображают различные формы инструментов для нанесения царапин. Фиг.4b является предпочтительной формой по изобретению.
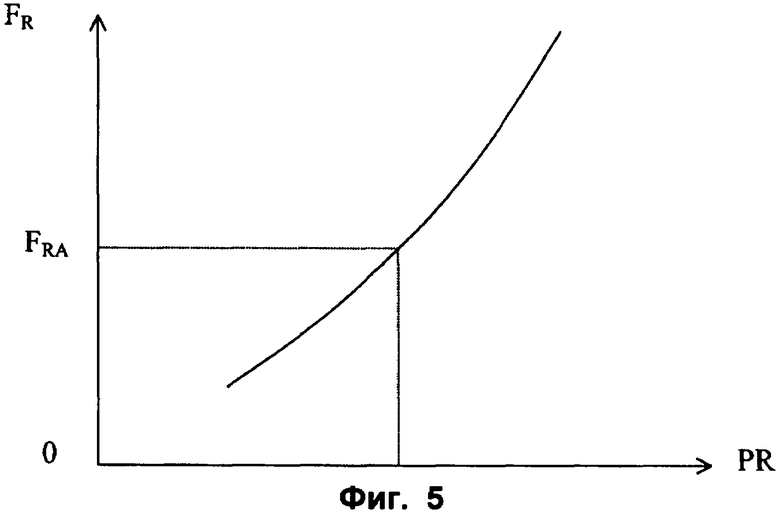
● Фиг.5 изображает кривую соотношения усилие/глубина царапины, полученной с помощью инструмента, изображенного на фиг. 4b.
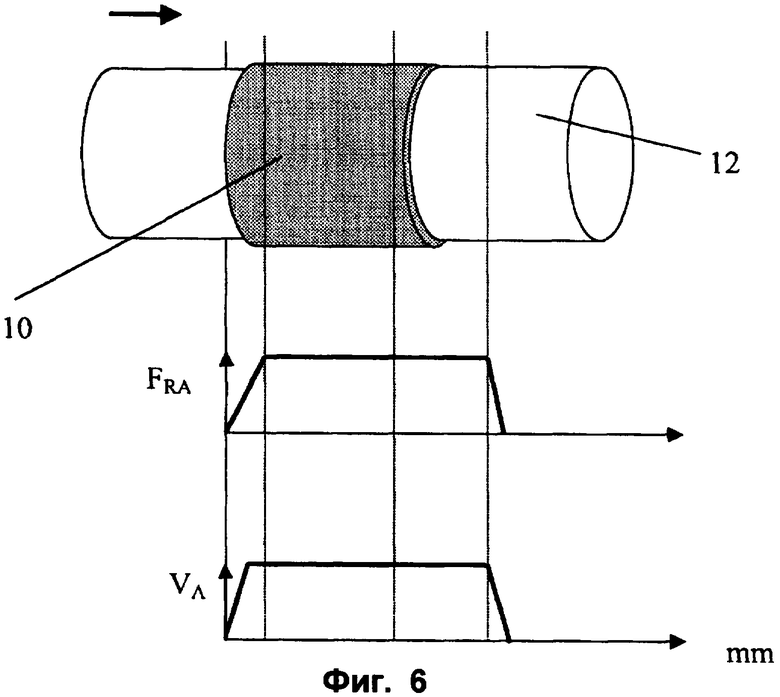
● Фиг.6 изображает схематично испытание на царапины по изобретению.
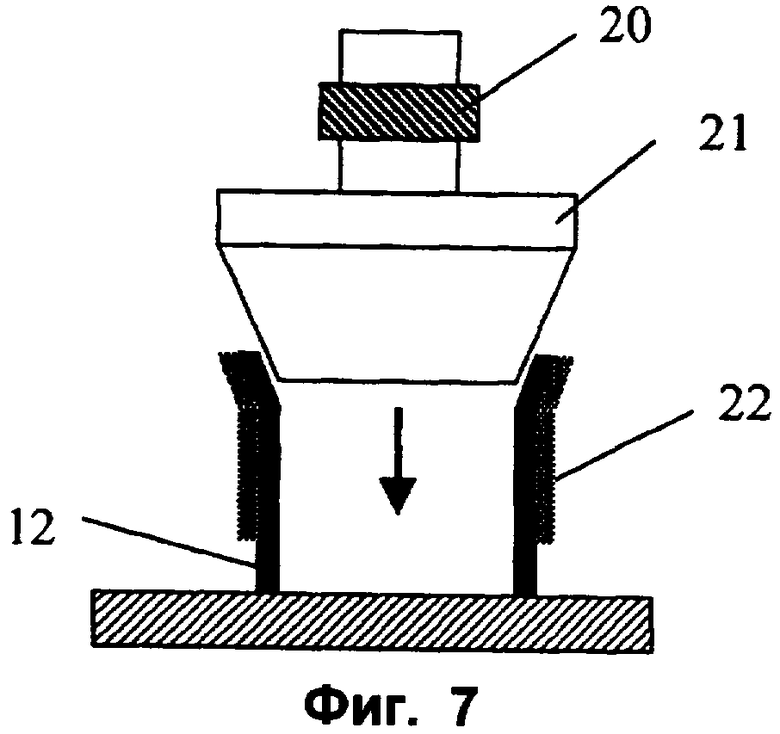
● Фиг.7 изображает устройство для испытаний на расширение по изобретению.
Нижеследующее детальное описание и ссылочные чертежи являются лишь примерами вариантов осуществления настоящего изобретения и не ограничивают его сущность этими примерами.
Фиг.1 изображает трубчатое резьбовое соединение, описанное в
международной заявке WO 2003/003416, в завинченном до упора состоянии перед началом операции диаметрального расширения.
Оно содержит охватываемый элемент 1, размещенный в конечной части первого трубчатого элемента 1′, и охватывающий элемент 2, размещенный в конечной части второго трубчатого элемента 2′.
Охватывающий элемент 2 снабжен средством 10 поглощения и средством 11 удержания упомянутого средства 10 поглощения. Упомянутые средства 10 и 11 не выступают аксиально за свободный край охватывающего элемента 2 и, следовательно, не находятся в контакте с охватываемым элементом 1.
Охватываемый элемент 1 содержит внешнюю конусную резьбу 3, участок свободного конца без резьбы, образованный выемкой 4 и краем 5, и оканчивается концевой свободной кольцевой поверхностью 6.
Охватывающий элемент 2 содержит внутреннюю резьбу 7, соответствующую внешней конической резьбе 3, а также часть без резьбы, образующую посадочное место 8 для взаимодействия с краем 5 охватываемого элемента 1 и внешней свободной концевой поверхностью 6, при этом последняя является аксиальным упором для поверхности заплечика 30 посадочного места 8.
Как представлено в международной заявке WO 2003/003416, при диаметральном расширении в пластической области выступ внешней свободной кольцевой поверхности 6 входит в посадочное место 8 соответствующей поверхности 30 охватывающего элемента 2, позволяя тем самым радиально удерживать концевую кольцевую поверхность 6, получая при этом плотное радиальное соединение между частью внешнего периферического края 5 и частью внутренней периферической поверхности 31 посадочного места 8 охватывающего элемента 2.
За пределами резьбы охватывающий элемент 2 продолжается краем 5′, внутренняя периферическая часть поверхности 32 которого радиально прижата к соответсвующей части внешней периферической поверхности, расположенной у основания охватываемого элемента 1 после навинчивания и/или после расширения.
В качестве непредставленных вариантов возможно, например, предусмотреть:
- другие формы концевых поверхностей,
- центральный упор, размещенный скорее на охватывающем конце, чем на охватываемом конце,
- ни одной или одну уплотняющую поверхность на каждом элементе,
- различные типы резьбы (цилиндрические на одном или нескольких уровнях, конические на нескольких уровнях…).
Средства поглощения 10 и удержания 11 выполнены на охватывающем элементе 2 на заводе при изготовлении охватывающего элемента, что является преимуществом, так как изготавливается в чистом окружающем пространстве и экономит время, исключая монтаж средств поглощения 10 и удержания 11 при установке колонны на место.
Другим преимуществом размещения упомянутых средств поглощения 10 и удержания 11 на заводе при изготовлении упомянутого охватывающего элемента является внешняя защита упомянутого охватывающего элемента 2 перед свинчиванием, внешняя поверхность которого подвергается ударам при манипуляциях с трубами и/или их транспортировке.
Фиг.2 представляет только охватывающий элемент 2, снабженный средствами поглощения 10 и удержания 11, расположенными в соответствии с одним из вариантов осуществления изобретения.
В основе такого варианта осуществления изобретения, изображенного на фиг.2, лежит наслаивание средства поглощения 10 и средства удержания 11 упомянутого средства поглощения 10.
Средства поглощения 10 и удержания 11 размещены, по существу, начиная от свободного конца 9 охватывающего элемента, аксиально не выходя за его пределы, и закрывают по окружности охватывающий элемент 2.
Предпочтительно, средства поглощения 10 и удержания 11 аксиально слегка выходят за пределы охватывающего элемента 2.
Здесь можно сказать, что аксиальная длина средств поглощения 10 и удержания 11 несколько больше резьбовой части трубы L. Длина L составляет, например, от 50 до 200 мм в зависимости от внешнего диаметра второго трубчатого элемента 2′, который находится в пределах от 50 мм до 340 мм.
Средство 10 поглощения позволяет избежать распространения трещин в охватывающем элементе 2 в процессе расширения, а средство 11 удержания средства 10 поглощения способно удерживаться на месте в процессе расширения без крашения и образования обломков.
Диаметр охватывающего элемента 2 можно увеличить, например, на 5-25%, при этом способность предотвращения царапин средством поглощения 10 не ухудшается ни при расширении, ни при последующем обслуживании в скважине. Таким образом, средство 10 поглощения может растрескаться в процессе или после расширения, или вообще разрушиться.
Общая толщина Е средств поглощения 10 и удержания 11 выбирается таким образом, чтобы не быть ни слишком малой, чтобы избежать появления царапин на средстве поглощения 10, ни слишком большой, чтобы избежать потери сцепления средства удержания 11 с охватывающим элементом 2 при чрезмерном диаметральном габарите и чрезмерном дополнительном расширяющем усилии по отношению к усилию, прикладываемому к трубе (увеличение усилия должно быть равно или не превышать 10% от желаемого).
Общая толщина Е средств поглощения 10 и удержания 11 предпочтительно составляет от 0,5 до 5 мм и, например, равна 2,5 мм.
Это имеет преимущество по сравнению с трубчатой манжетой, описанной в международной заявке WO 2003/059549, которая имеет значительные габариты и требует дополнительного усилия при расширении.
Средство 10 поглощения представляет собой слой, наложенный на поверхность охватывающего элемента 2. Этот слой может быть нанесен сухим путем, как, например, методом термического напыления.
Принцип термического напыления представляет собой нанесение материала для желаемого покрытия в горячей среде (пламя, плазма или электрическая дуга) в порошкообразной форме или в виде проволоки. Материал расплавляется в виде мельчайших капелек, которые затем напыляются под действием газового потока горячего источника и с большой скоростью оседают на покрываемой поверхности. Эти капельки охлаждаются чрезвычайно быстро, отдавая свое тепло поверхности или предварительно нанесенным слоям. Сцепление с поверхностью при этом является весьма высоким.
Предпочтительно упомянутый слой наносится с помощью плазмы или посредством HVOF (высокоскоростное кислородно-пламенное напыление), причем последний способ обеспечивает плотное и когезивное покрытие.
Для улучшения сцепления упомянутого слоя производят механическую обработку поверхности охватывающего элемента 2, такую как, например, пескоструйную обработку, или обработку, предпочтительно дополненную нанесением промежуточного связующего слоя типа NI-Al.
Средство поглощения 10 может, в частности, быть выполнено из металла или металлического сплава, выбранных из пластичных металлов или сплавов, таких, например, как чистая медь типа А1, сплавы меди, такие как Cu-Al (85%-15% по весу), сплавы цинка, такие как Zn-Al (80%-20% по весу), сплавы никеля, такие как Ni-Al (95%-5% по весу), или сплавы Fe-Mn-C (или марганцевые стали) с аустенитной структурой.
Эти пластичные металлы или сплавы отличаются от непластичных металлических или неметаллических материалов, таких, например, как твердый хром, молибден, металлические углероды, керамики.
В рассматриваемом примере упомянутый слой может быть из марганцевой стали или сплава Zn-Al (85%-15% по весу) толщиной Е1, например, 2 мм, что достаточно для предотвращения образования царапин на упомянутом слое, как будет видно далее.
Средство 11 удержания средства 10 поглощения является покрытием, выполненным на средстве поглощения 10, и может быть получено, например, наложением лент вручную на средство поглощения 10, удерживаемых временно на месте посредством закрепляющего покрытия и, при необходимости, помещения в автоклав (в зависимости от выбранного материала; см. ниже).
С целью удержания при расширении без образования осколков средства 10 поглощения средство 11 удержания аксиально перекрывает средство 10 поглощения так, чтобы закрыть, по меньшей мере, часть внешней поверхности охватывающего элемента 2 для фиксации положения осколков средства 10 поглощения в случае разломов после расширения в области пластической деформации.
В непредставленном варианте изобретения средство 11 удержания может полностью закрывать средство 10 поглощения.
В скважине трубчатые резьбовые соединения подвергаются не только температурным воздействиям, которые могут изменяться от 20 до 180°С, но также благодаря наличию смазочных материалов, цементов, грязи, сырой нефти или газа и/или кислотных сред могут подвергаться коррозии и механическим напряжениям, вызванным деформациями сжатия и давления, внутреннему давлению, изгибу, кручению, которые могут воздействовать по отдельности или в совокупности. При хранении и/или транспортировке труб последние могут подвергаться воздействию температур, могущих составлять от +40°С до -50°С.
Выбор материала средства 11 удержания осуществляется, предпочтительно, среди материалов, которые соединяют в себе соответствующую стойкость в области рассматриваемых температур, хорошую сопротивляемость химическим воздействиям, хорошую способность к деформациям и сцепление с металлом.
Предпочтительно, средство 11 удержания выполнено из синтетического пластического материала.
Предпочтительно, чтобы синтетический пластический материал имел растяжение на разрыв, превышающее или равное 30%, и предпочтительно 40% при испытании на разрыв по норме NFT 46002 для того, чтобы сохранить свою целостность после растяжения. Также весьма предпочтительно, чтобы синтетический пластический материал выдерживал растяжение на разрыв, превышающее или равное 50%.
В рассматриваемом примере синтетическим пластическим материалом является эластомер, например, неопрен XHNBR с толщиной Е2, составляющей, например, 0,5 мм.
В качестве варианта можно использовать синтетические пластические материалы из семейства термопластиков, таких как полипропилены, полиуретаны или полимочевины.
Предпочтительно, выбирают термопластичный материал, точка плавления или размягчения которого превышает или равна 150°С или, что еще более предпочтительно, превышает или равна 180°С.
Можно также представить себе упрочнение синтетического пластического материала частицами или волокнами твердого материала, как, например, стеклянными волокнами или кремниевой пудрой.
Желательно, чтобы синтетический пластический материал обладал минимальным сцеплением с охватывающим элементом 2 и со средством 10 поглощения, составляющим от 10 до 15 N/мм при 23°С в соответствии с нормой NF A 49-710.
Для улучшения адгезии между средством 10 поглощения и средством 11 удержания и/или внешней поверхностью охватывающего элемента 2, находящегося в контакте со средством 11 удержания, наносят адгезионную краску на средство 10 поглощения и/или на внешнюю поверхность охватывающего элемента 2, находящегося в контакте со средством 10 удержания.
Упомянутая адгезионная краска является, например, растворимой краской на основе коммерческих продуктов, выпускаемых компанией KALKER под названиями W189 или W190.
Изобретение также относится к способу определения эффективности средства 10 поглощения, при котором осуществляют исследования образования царапин, при необходимости, дополненные исследованием расширения.
Исследование образования царапин по изобретению осуществляется с помощью особого устройства для испытания при нанесении царапин.
Пример устройства для испытания при нанесении царапин, позволяющий воспроизводить царапину на трубчатом элементе, подобную той, которая может образоваться в скважине, изображен на фиг.3. Заданная длина второго трубчатого элемента 2′ с размерами, соответствующими охватывающему элементу 2 (тот же внешний диаметр и та же толщина), представляет собой звено 12 трубопровода, покрытое снаружи при необходимости средством 10 поглощения и размещенное на каретке 13, перемещающейся по направляющим 14, закрепленным на основании 15 устройства, снабженного подвижным штоком домкрата 16 горизонтального перемещения параллельно оси упомянутого звена 12 трубопровода. Над звеном 12 трубопровода находится инструмент 17 для нанесения царапин, размещенный, по существу, перпендикулярно звену 12 в держателе инструмента 18, связанном с подвижным штоком домкрата 19 вертикального перемещения, позволяющим прикладывать радиальное усилие FR к инструменту 17 для нанесения царапин в течение заданного времени при перемещении звена 12 трубопровода с аксиальной скоростью испытания.
Радиальное усилие FR, прикладываемое к инструменту 17 для нанесения царапин, направлено перпендикулярно звену 12 по направлению к звену 12 трубопровода.
В непредставленном варианте домкрат 19 вертикального перемещения может быть связан со звеном 12 трубопровода таким образом, чтобы прикладывать радиальное усилие FR на звено 12 трубопровода к инструменту 17 для нанесения царапин, а домкрат 16 горизонтального перемещения может перемещать инструмент 17 для нанесения царапин поступательно вдоль оси звена 12 трубопровода.
Инструмент 17 для нанесения царапин размещен, по существу, перпендикулярно звену 12 трубопровода и имеет зону атаки ZA, которая является той зоной, в рамках которой инструмент 17 для нанесения царапин проникает в звено 12 трубопровода, и зону выхода ZB, противоположную зоне атаки ZA.
На фиг.4а изображены различные возможные геометрические формы инструмента 17 для нанесения царапин.
Предпочтительно, обычно выбирают коническую форму с углом атаки в 45°С, как схематично показано на фиг.4b, и материал, твердость которого превышает или равна 60 HRC (быстрорежущая сталь или карбид).
Максимальная глубина царапины PR может быть измерена после исследования царапины путем микрогеометрического прощупывания поверхности поперек царапины с помощью профилометра. Это исследование может быть проведено в различных точках вдоль царапины для очень точного определения максимальной глубины PR царапины.
Для воспроизведения условий образования царапины в скважине определяют максимальную глубину царапины PR на звене 12 трубопровода, не покрытого средством 10 поглощения, с помощью упомянутого испытательного устройства. Получают калибровочную кривую, показывающую максимальную глубину царапины PR в зависимости от радиального усилия FR, приложенного к звену 12 незащищенного трубопровода. Такое определение может осуществляться, например, со скоростью перемещения звена 12 трубопровода в 400 мм/сек с рабочим инструментом 17 обычно конической формы, представленной на фиг.4b.
Фиг.5 изображает такую калибровочную кривую, позволяющую коррелировать радиальное усилие FR при максимальной глубине царапины PR, получаемой на звене 12 трубопровода без средства 10 поглощения.
Вычитают радиальную адекватную силу FRA, прикладываемую к звену 12 трубопровода, снабженного снаружи средством 10 поглощения, для получения царапины в условиях, эквивалентных условиям, в которых незащищенное звено 12 трубопровода перемещается с заданной при исследовании скоростью.
Способ определения эффективности средства 10 по изобретению состоит, таким образом, в осуществлении исследования царапины на испытательном устройстве, таком, какое описано выше, с приложением соответствующего радиального усилия FRA к звену 12 трубопровода, снабженному снаружи средством 10 поглощения.
Соответствующая радиальная сила FRA составляет, например, 80 DaN для получения в звене 12 трубопровода, выполненного из малолегированной стали с верхним пределом упругости, превышающим 550 МРа, не имеющем упомянутого средства 10 поглощения, царапины с максимальной глубиной РR в 600 µm при упомянутой аксиальной скорости исследования в 400 мм/сек, что представляет собой чрезвычайно жесткие условия для образования царапин по сравнению с условиями, обычно существующими в скважинах.
Можно, конечно, выбрать менее жесткие условия образования царапин, которые соответствуют условиям скважин.
Фиг.6 представляет изменение приложения соответствующего радиального усилия FRA в ходе относительного осевого перемещения звена 12 трубопровода, снабженного снаружи средством 10 поглощения. В ходе основной части испытания при нанесении царапины, по меньшей мере, 50% (например, 90%) радиального адекватного усилия FRA остается постоянным.
Фиг.6 представляет также изменение аксиальной скорости испытания VA в ходе относительного осевого перемещения звена 12 трубопровода, защищенного снаружи средством поглощения. В ходе основной части испытания (по меньшей мере, 50%) царапины, например 90%, аксиальная скорость испытания VA остается постоянной.
В конце испытания устройства при нанесении царапин по изобретению определяют максимальную глубину царапины PR, полученной на звене 12 трубопровода, защищенного снаружи средством 10 поглощения, для определения, проходит ли упомянутая царапина насквозь средства 10 поглощения или нет.
Нижеприведенная таблица отражает результаты испытаний при нанесении царапины на средстве 10 для поглощения, в соответствии с изобретением, для различных материалов с нанесенным слоем толщиной в 2,5 мм.
Результаты исследований при нанесении царапин для различных материалов средства 10 поглощения, испытанных с приложением радиального адекватного усилия FRA в 80 DaN и аксиальной скоростью в 400 мм/сек
Необходимо отметить, что синтетические пластические материалы не подходят (сквозные царапины), и что толщина упомянутого слоя в 2 мм достаточна для других материалов для поглощения энергии образования царапин.
Исследование царапины по изобретению предпочтительно дополняется исследованием расширения, которое предоставляет информацию о соответствии внешней защиты напряжению расширения (отслаивание, образование трещин, обломки…), а также о дополнительном усилии, которое необходимо приложить для расширения трубчатого резьбового соединения, охватывающий элемент которого защищен снаружи.
Фиг.7 изображает исследование расширения, выполняемое для определения эффективности средства 22 внешней защиты звена 12 трубопровода по изобретению. Это исследование заключается в принудительном введении расширительного конуса 21, предпочтительно снабженного датчиком 20 усилия в звене 12 трубопровода, покрытого снаружи средством 22 защиты, для расширения внутреннего диаметра звена 12 трубопровода в соответствии с заданной пластической деформацией. Расширительный конус 21 размещается, например, на кулисе вертикального пресса мощностью в 150 тонн, при этом датчик усилия 20 размещен в основании расширительного конуса для измерения дополнительного усилия, необходимого для расширения звена 12 трубопровода, снабженного средством 22 внешней защиты, по сравнению с расширением незащищенного звена 12 трубопровода.
Исследование расширения выполнено, например, со степенью расширения в 15% с помощью расширительного конуса 21 длиной 200 мм и полууглом при вершине в 10°.
Степень расширения определяется путем измерения относительного изменения внутреннего диаметра звена 12 трубопровода.
Можно соотнести степень расширения со степенью расширения в скважине (обычно от 5 до 25%).
Таблица 2 показывает результаты исследований расширения различных защитных материалов, нанесенных слоем в 2,5 мм.
Расширение в рассматриваемом примере вызывает расслаивание всех протестированных металлических слоев с образованием осколков в случае слоев Cu-Al (90%-10% по весу) и Ni-Al (95%-5% по весу). Металлические слои Zn-Al (85%-15% по весу) и марганцевая сталь не образуют осколков после исследований расширения. Только слой эластомера XHNBR (К8161) остается соединенным со звеном 12 трубопровода и без образования осколков.
Усилие при измерении подобно усилию при незащищенном звене 12 трубопровода.
Протестированные различные материалы средств защиты звена 12 трубопровода в соответствии с описанным выше методом при расширении звена 12 трубопровода, снабженного дополнительными средствами защиты, не требуют дополнительного усилия по сравнению с расширением незащищенного звена 12 трубопровода, но они, вместе с тем, не отвечают требуемым критериям, направленным против образования царапин и отслаивания. По результатам из таблиц 1 и 2 видно, что необходимо комбинировать средство 11 удержания, которое позволяет средству 10 поглощения исключить образование трещин в звене 12 трубопровода при расширении.
Результаты исследований на расширение для различных материалов средства внешней защиты, протестированных со степенью расширения на 15%
Для тестирования с помощью вышеописанного устройства было выбрано, например, звено 12 трубопровода, с предварительно нанесенными царапинами с помощью ранее описанного устройства, покрытое снаружи слоем Zn-Al (85%-15% по весу) толщиной 2 мм в качестве средства 10 поглощения и слоем эластомера XHNBR (К8161) толщиной 0,5 мм, покрывающим сверху слой Zn-Al и выступающим в осевом направлении на звено трубопровода, в качестве средства 11 удержания.
После расширения и без дополнительных усилий относительно незащищенного звена трубопровода звено трубопровода не имеет трещин, и в рассматриваемом примере покрытие остается на месте без образования осколков.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛОДКА ДЛЯ КОРПУСНОЙ ЗАЩИТЫ | 1992 |
|
RU2092474C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОХВАТЫВАЮЩЕГО КОНЦА КОМПОНЕНТА ТРУБЧАТОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ С АНТИОТВИНЧИВАЮЩИМ ТОРМОЖЕНИЕМ | 2008 |
|
RU2444672C2 |
| СОЕДИНЕНИЕ ТРУБ | 2005 |
|
RU2345268C1 |
| БОЛТ ДЛЯ КРЕПЛЕНИЯ ВСЛЕПУЮ | 2012 |
|
RU2589667C2 |
| СПОСОБ И ТРУБОПРОВОД ДЛЯ ПЕРЕДАЧИ СИГНАЛОВ | 2006 |
|
RU2339791C2 |
| СОСТАВНОЙ УКУПОРОЧНЫЙ КОЛПАЧОК | 2006 |
|
RU2404096C2 |
| АКСИАЛЬНО РЕГУЛИРУЕМОЕ СОЕДИНЕНИЕ СТЕРЖНЯ ПОРШНЯ С ПОРШНЕМ ДЛЯ ПРИВОДНОГО МЕХАНИЗМА УСТРОЙСТВА ДОСТАВКИ ЛЕКАРСТВЕННОГО ВЕЩЕСТВА | 2010 |
|
RU2530661C2 |
| ЗАПИРАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ НАКОНЕЧНИКА ШПРИЦА, УСТРОЙСТВО СТОМАТОЛОГИЧЕСКОГО ШПРИЦА, ДЕРЖАТЕЛЬ НАКОНЕЧНИКА ШПРИЦА | 1994 |
|
RU2145492C1 |
| СБОРКА ИЗ ДВУХ РАСШИРЯЮЩИХСЯ РЕЗЬБОВЫХ ТРУБНЫХ СОЕДИНЕНИЙ И СПОСОБ ЕЕ РЕАЛИЗАЦИИ | 2004 |
|
RU2351836C2 |
| ЗАЩИТНОЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО, В ЧАСТНОСТИ, ДЛЯ ТРУБОПРОВОДА, КОНЦЕВАЯ СОЕДИНИТЕЛЬНАЯ МУФТА ТАКОГО УСТРОЙСТВА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ГАЙКИ ДЛЯ НЕГО | 2013 |
|
RU2607704C2 |
Изобретение касается охватывающего элемента трубчатого резьбового соединения, подверженного диаметральному расширению в области пластических деформаций. Охватывающий элемент размещен на одном конце трубчатого компонента и содержит на внешней поверхности средство поглощения энергии, возникающего при образовании царапин, в результате воздействия тела, находящегося во внешнем контакте с охватывающим элементом и средством удержания средства поглощения энергии образования царапины. Средство удержания предназначено для того, чтобы помешать выпадению осколков упомянутого средства поглощения при расширении резьбового трубчатого соединения. Описаны резьбовое соединение с использованием указанного охватывающего элемента и способ определения эффективности средства поглощения энергии образования царапин на охватывающем элементе. Изобретение повышает надежность трубчатого резьбового соединения. 3 н. и 26 з.п. ф-лы, 8 ил., 2 табл.
1. Охватывающий элемент (2) резьбового трубчатого соединения, способный к диаметральному расширению в области пластических деформаций, размещенный на конце трубчатого компонента (2'), отличающийся тем, что он содержит на своей внешней поверхности средство (10) поглощения энергии образования царапин, возникающих в результате воздействия тела, находящегося во внешнем контакте с охватывающим элементом (2), и средство (11) удержания упомянутого средства (10) поглощения энергии образования царапин, предназначенное для удержания осколков упомянутого средства (10) поглощения энергии образования царапин в процессе расширения резьбового трубчатого соединения.
2. Охватывающий элемент по п.1, отличающийся тем, что упомянутые средства (10) поглощения энергии образования царапин и удержания (11) размещены, по существу, от свободного конца (9) охватывающего элемента.
3. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутые средства поглощения (10) энергии образования царапин и удержания (11) не выступают аксиально за пределы свободного конца охватывающего элемента.
4. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (10) поглощения энергии образования царапин и упомянутое средство (11) удержания размещены аксиально, по меньшей мере, по длине охватывающего элемента (2).
5. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутые средства поглощения (10) энергии образования царапин и удержания (11) размещены по всей окружности охватывающего элемента (2).
6. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутые средства поглощения (10) энергии образования царапин и удержания (11) размещаются на охватывающем элементе (2) при изготовлении упомянутого охватывающего элемента на заводе.
7. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (10) поглощения энергии образования царапин выполнено в виде слоя, размещенного на поверхности охватывающего элемента (2).
8. Охватывающий элемент по п.7, отличающийся тем, что упомянутый нанесенный слой плотно соединен с подложкой.
9. Охватывающий элемент по п.7, отличающийся тем, что упомянутый слой получен термическим нанесением, например плазменным напылением или напылением HVOF.
10. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (10) поглощения энергии образования царапин выполнено из металла или металлического сплава, выбранных из пластичных металлов и сплавов.
11. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (11) удержания является покрытием, нанесенным по меньшей мере на упомянутое средство (10) поглощения энергии образования царапин.
12. Охватывающий элемент по п.11, отличающийся тем, что упомянутое средство (11) удержания аксиально перекрывает упомянутое средство (10) поглощения энергии образования царапин таким образом, чтобы закрыть охватывающий элемент на по меньшей мере его части.
13. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (11) удержания полностью перекрывает упомянутое средство (10) поглощения энергии образования царапин.
14. Охватывающий элемент по п.1 или 2, отличающийся тем, что упомянутое средство (11) удержания содержит синтетический пластический материал.
15. Охватывающий элемент по п.14, отличающийся тем, что упомянутое средство (11) удержания является синтетическим пластическим материалом.
16. Охватывающий элемент по п.14, отличающийся тем, что упомянутый синтетический пластический материал усилен частицами или волокнами из твердого материала.
17. Охватывающий элемент по п.14, отличающийся тем, что упомянутый синтетический материал не имеет точку плавления или размягчения, меньшую или равную 150°С.
18. Охватывающий элемент по п.14, отличающийся тем, что упомянутый синтетический материал имеет растяжение на разрыв, превышающее 30% при испытании на растяжение.
19. Охватывающий элемент по п.14, отличающийся тем, что упомянутый синтетический материал выбран из эластомеров.
20. Охватывающий элемент по п.1 или 2, отличающийся тем, что общая толщина Е совокупности средства (10) поглощения энергии образования царапин и средства (11) удержания составляет от 0,5 до 5 мм.
21. Охватывающий элемент по п.1 или 2, отличающийся тем, что сцепление между упомянутым средством (10) поглощения энергии образования царапин и упомянутым средством (11) удержания и/или внешней поверхностью охватывающего элемента (2) улучшено путем нанесения адгезионной краски на упомянутое средство (10) поглощения энергии образования царапин и/или на часть упомянутой внешней поверхности охватывающего элемента (2), находящегося в контакте с упомянутым средством (11) удержания.
22. Охватывающий элемент по п.1 или 2, отличающийся тем, что кроме внутренней резьбы (7) он содержит по меньшей мере часть без резьбы, содержащей уплотняющую поверхность (31, 32), предназначенную для взаимодействия с соответствующей поверхностью сопряженного охватываемого элемента (1).
23. Охватывающий элемент по п.22, отличающийся тем, что упомянутая уплотняющая поверхность (32) размещена на крайней части (5') свободного конца (9) охватывающего элемента (2) или размещена (31), по существу, на конце, противоположном упомянутому концу (9) охватывающего элемента (2).
24. Резьбовое трубчатое соединение, содержащее охватывающий элемент (2) по пп.1-23 и охватываемый элемент (1), соединяемый путем свинчивания с упомянутым охватывающим элементом (2), отличающееся тем, что контакт между упомянутым охватываемым элементом (1) и упомянутыми средствами поглощения (10) и удержания (11) отсутствует.
25. Способ определения эффективности средства (10) поглощения энергии образования царапин на охватывающем элементе (2) резьбового трубчатого соединения по одному из пп.1-23, отличающийся тем, что он состоит из следующих этапов:
a) установки звена (12) трубопровода заданной длины трубчатого компонента соответствующих размеров в охватывающий элемент (2), при этом упомянутое звено (12) снабжено снаружи средством (10) поглощения энергии образования царапин и средством (11) удержания средства (10) поглощения энергии образования царапин;
b) расположением упомянутого звена (12) трубопровода в устройстве для испытаний, содержащее i) инструмент (17) для образования царапин при внешнем контакте с упомянутым звеном (12), ii), средство приложения заданного радиального усилия (FR) к инструменту (17) для образования царапин, при этом усилие направлено перпендикулярно упомянутому звену (12) и по направлению к упомянутому звену (12), или заданного радиального усилия (FR) к упомянутому звену (12), усилие в данном случае направлено перпендикулярно упомянутому инструменту (17) для образования царапин и в направлении упомянутого инструмента (17) для образования царапин, и iii) средство взаимного поступательного перемещения упомянутого звена (12) относительно инструмента (17) для образования царапин параллельно оси упомянутого звена (12) трубопровода;
c) относительного радиального перемещения инструмента (17) для образования царапин по отношению к упомянутому звену (12) таким образом, чтобы обеспечить режим заданного усилия между упомянутым инструментом (17) для образования царапин и упомянутым звеном (12) трубопровода в течение заданного времени в процессе аксиального перемещения упомянутого звена (12) относительно инструмента (17) для образования царапин при режиме заданной скорости относительного перемещения в течение заданного времени;
d) определения наличия или отсутствия царапины на упомянутом звене (12) трубопровода под упомянутым средством (10) поглощения энергии образования царапины.
26. Способ определения по п.25, отличающийся тем, что скорость упомянутого режима скорости относительного перемещения остается постоянной в течение основного этапа испытания.
27. Способ определения по п.25 или 26, отличающийся тем, что упомянутое радиальное усилие (FR) остается постоянным в течение основного этапа испытания.
28. Способ определения по п.25 или 26, отличающийся тем, что измеряют максимальную глубину царапины (PR) путем исследования поперечного профиля царапины.
29. Способ определения по п.25 или 26, отличающийся тем, что за этапом d) упомянутое звено (12) трубопровода, снабженное средством (10) поглощения энергии образования царапин и средством (11) удержания упомянутого средства (10) поглощения энергии образования царапин, подвергают диаметральному расширению с заданной степенью деформаций в пластической области, а также тем, что устанавливают наличие или отсутствие трещин звена (12) трубопровода и наличие или отсутствие осколков и/или кусков упомянутых средств поглощения (10) энергии образования царапин и удержания (11).
| US 3268275 A, 23.08.1966 | |||
| СПОСОБ ЛЕЧЕНИЯ КОКСАРТРОЗА ЧЕТВЕРТОЙ СТЕПЕНИ | 2013 |
|
RU2546295C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 3343890 A, 26.09.1967 | |||
| DE 19502936 A1, 01.08.1996 | |||
| FR 2841626 A, 02.01.2004. | |||

