Изобретения относятся к соединениям для труб, предназначенным для многослойной композитной трубы, а также к способам их образования.
Трубы из пластика все больше используются при транспортировке газов и жидкостей, включая нефтепродукты и химические продукты, которые находятся внутри трубы под высоким давлением. Хотя и существуют технологии повышения стойкости стенок обычных термопластичных труб к воздействию давления, например ориентация и структурирование, технически и экономически трудно повысить стойкость труб к воздействию давления, составляющего выше 15-20 бар (15,3-20,4 кгс/см2).
В качестве труб высокого давления предложены многослойные композитные трубы, содержащие, например, термопластичный внутренний слой и усиливающий слой, находящийся снаружи этого слоя, или внутренний слой с высокой прочностью в осевом направлении и наружный защитный слой.
Обычно усиливающий слой состоит из волокон, навитых по спирали вокруг термопластичного внутреннего слоя. Волокна могут быть связаны в форме ленты или ленточной матрицы, сплавленной с термопластичным внутренним слоем посредством использования тепла, например, как описано в европейском патенте ЕР 0593449. Усиливающий слой может представлять собой электропроводный слой, например металлический слой, который навит по спирали или посредством сварного шва приварен на верхней части термопластичного слоя, с тем чтобы сформировать усиливающий металлический слой толщиной примерно от 0,2 до 5 мм поверх термопластичного слоя. Усиливающий слой предпочтительно покрыт другим защитным термопластичным слоем, который может содержать, например, пигменты, антиокислители, наполнители и другие модифицируемые компоненты.
Такие усиленные многослойные композитные трубы описаны в международной заявке WO 97/01429, полное содержание которой введено сюда посредством ссылки.
Для того чтобы сформировать жесткую связь между усиливающим слоем и внутренним слоем, а также наружным термопластичным слоем часто необходимо использовать клейкие или клейкоактивирующие компоненты, которые могут потерять их клейкоактивирующую способность, если находятся в контакте с определенными жидкостями, включая воду. В том случае, когда усиливающий слой представляет собой металлический слой, он также должен быть защищен от любых газов или жидкостей в трубе, а также от окружающей среды, с тем чтобы избежать проблем коррозии.
Газ или жидкость, проходящие внутри трубы, а также влага окружающей среды снаружи трубы, обычно не могут войти в соприкосновение с усиливающим слоем или клейкими компонентами благодаря наличию внутреннего термопластичного слоя и наружного защитного термопластичного слоя, которые вместе покрывают усиливающий слой. Однако у концов трубы непрерывность внутреннего слоя и наружного защитного слоя нарушается, поэтому соединения труб должны быть выполнены таким образом, чтобы усиливающий слой не входил в соприкосновение с газами или жидкостями внутри трубы и не подвергался воздействию условий внешней среды.
Предложено большое количество решений вышеупомянутой проблемы, однако все они имеют недостатки.
В заявке WO 92/21908 раскрыто соединение труб, в котором усиливающий слой становится тоньше на протяжении длинной поверхности по направлению к концу трубы и заканчивается на удлинение. Внутри удлинения установлена переходная деталь, посредством резьбовой нарезки присоединена к стальной трубе, окружающей конец трубы. Переходная деталь имеет коническую поверхность, которая прижимает термопластичный слой к внутренней поверхности наружной стальной трубы.
Недостаток этого известного соединения для труб заключается в том, что жидкость, главным образом находящаяся снаружи, но также внутри трубы, может относительно легко проходить в конец усиливающего слоя, который вследствие небольшого угла конусности очень большой и который поэтому содержит большое количество клеевого состава на поверхности трубы. Жидкость, проходящая по трубе и находящаяся под высоким давлением, может доходить до конца усиливающего слоя посредством прохождения вокруг конца термопластичного слоя, который фиксируется между переходной деталью и стальной трубой посредством сил сжатия, обеспечиваемых резьбовой нарезкой.
В этом известном решении удлинение на конце трубы образовано обычным способом, то есть удлинение имеет коническую поверхность, к которой подсоединена цилиндрическая часть, сужающаяся к концу трубы. Такое удлинение не может быть образовано у части трубы, которая имеет усиливающий слой, поскольку вследствие своих характеристик усиливающий слой не может увеличиваться в диаметре. Поэтому необходимо выполнять усиливающий слой более тонким и заканчивать его перед удлинением, которое таким образом состоит только из термопластичного слоя. В таком случае соединение для труб становится довольно длинным, при этом установочные конические поверхности удлинения и переходной детали, которые представляют собой наилучшие уплотняющие поверхности соединения, имеют относительно небольшую площадь поверхности.
Другое решение предложено в европейской заявке на патент ЕР 0736719А1, в котором каждый из соединяемых концов композитных пластиковых труб снабжен удлинением, а внутри труб на их удлиненных концах размещена кольцеобразная соединительная деталь, при этом соединительная деталь и удлинения соединяемых труб имеют установочные по существу конические поверхности, которые по существу проходят к концам труб и от которых соединительную деталь и удлинение приваривают друг к другу. Эта система хорошо работает с трубами, имеющими усилие из стекловолокна, однако ее трудно применять в том случае, когда усиливающим слоем является металлический слой, поскольку трудно образовать коническое удлинение без растрескивания металлического усиливающего слоя.
В европейской заявке ЕР 0253966 раскрыто соединительное устройство для труб, содержащее обмотку для электроплавления и средство механического зажима, при этом средство зажима предназначено для зажима трубы до и в течение плавления, после чего сплавленное соединение обеспечивает эффективное соединение для трубы.
В качестве прототипа для изобретений - соединения между концом трубы и соединителем принято известное из патента DE 4444097 соединение между концом трубы и соединителем, а в качестве прототипа для изобретений - способов образования соединения многослойной композитной трубы принят известный из патента DE 4444097 способ образования соединения многослойной композитной трубы.
Известное соединение между концом трубы и соединителем содержит многослойную композитную трубу, имеющую по меньшей мере три отдельных слоя, включающих усиливающий слой или слой с высокой прочностью в осевом направлении, внутренний термопластичный слой и наружный защитный слой, соединитель, имеющий полую трубчатую оболочку, предназначенную для размещения в ней трубы, и средство плавления, расположенное внутри оболочки.
Известный способ образования соединения многослойной композитной трубы, включающей по меньшей мере один усиливающий слой или слой с высокой прочностью в осевом направлении, по меньшей мере один внутренний термопластичный слой и по меньшей мере один наружный защитный слой, с соединителем, включающим полую трубчатую оболочку, предназначенную для размещения в ней трубы, и средство плаления, при этом средство плавления располагают внутри оболочки.
К недостаткам известного соединения между концом трубы и соединителем и способу образования соединения можно отнести то, что соединение выполнено только между тонкими наружными защитными термопластичными слоями соединяемых труб, а между усиливающими слоями соединение отсутствует. Таким образом, соединение представляет собой место ослабления трубопровода и становится незащищенным от внутреннего давления и усилий, прилагаемых в осевом направлении.
Задачей изобретений является обеспечение уплотнения относительно текучих сред проходящих внутри трубы и относительно окружающей среды, с тем чтобы предотвращать попадание в зону уплотнения таких загрязнений, как пыль, и обеспечение прочности соединения в осевом направлении, предпочтительно до прочности самой трубы.
Технический результат в первом изобретении - соединении между концом трубы и соединителем достигается тем, что соединение между концом трубы и соединителем содержит многослойную трубу, имеющую по меньшей мере один усиливающий слой или слой с высокой прочностью в осевом направлении, по меньшей мере один внутренний термопластичный слой и по меньшей мере один наружный защитный слой, соединитель, имеющий полую трубчатую оболочку, предназначенную для размещения в ней трубы, средство плавления, расположенное внутри оболочки, и средство механического зажима, предназначенное для зажима усиливающего слоя трубы или слоя, имеющего высокую прочность в осевом направлении, и расположенное внутри оболочки на расстоянии от средства плавления, предназначенного для осуществления сплавленного соединения с внутренним термопластичным слоем, проходящим за конец защитного слоя, а оболочка предназначена для приложения сжимающей силы к средству механического зажима.
Соединение может содержать уплотнительное средство, расположенное внутри оболочки и предназначенное для образования уплотнения относительно окружающей среды с наружным защитным слоем трубы, при этом оболочка предназначена для приложения к уплотняющему средству сжимающей силы.
Средство плавления, средство механического зажима и уплотняющее средство могут располагаться на расстоянии друг от друга в осевом направлении так, что уплотняющее средство является наиболее близким к концу трубчатой оболочки, за ним следует средство механического зажима, а затем средство плавления.
Трубчатая оболочка может быть выполнена из двух или более взаимодействующих полых элементов, имеющих резьбовую нарезку для свинчивания друг с другом или взаимодействующие кольцевые выступы или впадины, обеспечивающие их защелкивание друг с другом.
Соединение может быть выполнено с возможностью свинчивания или сталкивания элементов трубчатой оболочки друг с другом посредством приложения силы сжатия к средству зажима или к уплотняющему средству, или увеличения этой силы.
Элементы трубчатой оболочки могут иметь взаимодействующие конические поверхности, которые подталкиваются друг к другу посредством наклона или клинового действия, для обеспечения усилия, направленного радиально внутрь, к средству механического зажима или к уплотняющему средству.
Полая трубчатая оболочка может содержать композитную конструкцию из пластика и усиливающих слоев.
Средство плавления может быть выполнено в виде средства электроплавления, включающего электропроводный элемент, расположенный вблизи слоя плавкого термопластичного полимерного материала, предпочтительно полиэтилена, или заделанный в этот слой.
Средство механического зажима может содержать группу из двух или более сегментов, расположенных по окружности соединителя и снабженных зубьями или шероховатыми поверхностями, входящими в соприкосновение с усиливающим слоем композитной трубы и зажимающими его. Зубья сегментов могут быть выполнены острыми для проникновения через наружный защитный слой композитной трубы для зажима усиливающего слоя.
Средство механического зажима может содержать кольцо или ряд дугообразных сегментов, снабженных спиральной нарезкой для навинчивания на усиливающий слой трубы.
Уплотняющее средство может быть выполнено в виде одного или более уплотняющих колец, предпочтительно O-образных колец, расположенных в одном или более углублениях на внутренней поверхности трубчатой оболочки, при этом размеры каждого O-образного кольца и углубления в оболочке выбраны таким образом, что оболочка создает силу сжатия к каждому O-образному кольцу для вхождения его в уплотняющее соприкосновение с наружной поверхностью наружного защитного слоя композитной трубы.
Уплотняющее средство может быть выполнено из клейкого уплотняющего материала, при этом в качестве уплотняющего материала используется мастика, клейкий эластомерный материал или клейкое вещество, плавящееся в горячем состоянии.
Соединение может быть снабжено электрической цепью, идущей через соединитель, при этом электрическая цепь обеспечивается посредством электропроводного материала трубчатой оболочки.
Усиливающий слой трубы может содержать металл, а электрическая цепь обеспечивается соединением одного конца обмотки для электроплавления, до или после плавления, с концом металла усиливающего слоя, при этом обмотка для электроплавления снабжена клеммами, подсоединенными либо непосредственно, либо через средство механического зажима к усиливающим металлическим слоям. Каждый из концов обмотки для электроплавления снабжен клеммами, одна из которых заходит в гнездо в смежном сегменте сегментного средства механического зажима.
Прочность соединения в осевом направлении в большей степени обеспечивается средством механического зажима, чем сплавленным соединением.
Технический результат во втором изобретении - способе образования соединения многослойной композитной трубы достигается тем, что способ образования соединения многослойной композитной трубы, включающей по меньшей мере один усиливающий слой или слой с высокой прочностью в осевом направлении, по меньшей мере один внутренний термопластичный слой и по меньшей мере один наружный защитный слой, с соединителем, включающим полую трубчатую оболочку, предназначенную для размещения в ней трубы, средство плавления, которое располагают внутри оболочки, и отстоящее в осевом направлении от средства плавления средство механического зажима, предназначенное для зажима усиливающего слоя, при этом укорачивают по меньшей мере наружный защитный слой композитной трубы так, чтобы идущие по окружности поверхности внутреннего термопластичного слоя и усиливающего слоя или слоя с высокой прочностью в осевом направлении открылись для соединения посредством соединителя, а средство механического зажима располагают внутри оболочки, которая предназначена для приложения силы сжатия к средству механического зажима.
Усиливающий слой или слой с высокой прочностью могут укоротить в осевом направлении, при этом длины внутреннего термопластичного слоя и усиливающего слоя или слоя с высокой прочностью в осевом направлении, открытые для соединения, составляют от 20 до 200%НД, где НД - наружный диаметр трубы. При подготовке трубы для соединения выполняют идущий вверх выступ у укороченного края усиливающего слоя или участок внутреннего термопластичного слоя переворачивают таким образом, что он лежит на верхней части усиливающего слоя и перекрывает его на коротком расстоянии у конца трубы.
Трубчатую оболочку могут образовать из увеличенного в объеме структурированного полимерного материала, который "удерживается" на съемной сердцевине, при этом сердцевину удаляют после того, как средство плавления, средство механического зажима и уплотняющее средство (при его наличии) располагают на трубе таким образом, что трубная оболочка сжимается в радиальном направлении для взаимодействия средства механического зажима и уплотняющего средства ( при его наличии) соответственно с усиливающим слоем или слоем с высокой прочностью в осевом направлении и защитным слоем.
Технический результат в третьем изобретении - соединении между концом трубы и соединителем достигается тем, что соединение между концом трубы и соединителем содержит многослойную композитную трубу, имеющую по меньшей мере три отдельных слоя, включающих усиливающий слой или слой с высокой прочностью в осевом направлении, внутренний термопластичный слой и наружный защитный слой, соединитель, имеющий полую трубчатую оболочку, предназначенную для размещения в ней трубы, средство плавления, расположенное внутри оболочки, средство механического зажима, предназначенное для зажима усиливающего слоя трубы или слоя с высокой прочностью в осевом направлении, и расположенное внутри оболочки на расстоянии в осевом направлении от средства плавления, предназначенного для осуществления сплавленого соединения с внутренним термопластичным слоем, проходящим за конец усиливающего слоя или слоя с высокой прочностью в осевом направлении, а оболочка предназначена для приложения сжимающей силы к средству механического зажима.
Усиливающий слой или слой с высокой прочностью в осевом направлении может не проходить за конец защитного слоя, а средство механического зажима зажимает усиливающий слой или слой с высокой прочностью в осевом направлении через защитный слой.
Технический результат в четвертом изобретении - способе образования соединения многослойной композитной трубы достигается тем, что способ образования соединения многослойной композитной трубы, содержащей по меньшей мере три отдельных слоя, включающих усиливающий слой или слой с высокой прочностью в осевом направлении, внутренний термопластичный слой и наружный защитный слой, с соединителем, включающим полую трубчатую оболочку, предназначенную для размещения в ней трубы, средство плавления, и отстоящее в осевом направлении от средства плавления средство механического зажима, предназначенное для зажима усиливающего слоя, при этом средство плавления располагают внутри оболочки, укорачивают наружный защитный слой и усиливающий слой или слой с высокой прочностью в осевом направлении так, чтобы открыть идущие по окружности поверхности внутреннего термопластичного слоя для соединения посредством соединителя, а средство механического зажима располагают внутри оболочки, предназначенной для приложения силы сжатия к средству механического зажима.
Наружный защитный слой могут укоротить для открытия усиливающего слоя или слоя с высокой прочностью в осевом направлении для обеспечения возможности зажима этого слоя средством механического зажима без необходимости проникновения через защитный слой.
Полая трубчатая оболочка представляет собой пластиковое или металлическое тело, или композитную конструкцию с пластиковым и усиливающим слоями. Усиление, например, представляет собой втулку или решетку, образованную из металлических материалов, или оно может содержать усиливающие волокна. При изготовлении полой трубчатой оболочки, усиленной волокнами, усиливающие волокна навивают на предварительно образованную форму и затем покрывают пластиковым наружным слоем. Как вариант, усиление из волокон может содержать трехразмерную предварительно образованную заготовку, которая сохраняет свою конфигурацию и содержит волокна, покрытые расплавленным пластиком. Предварительно образованная заготовка устанавливается в литейную полость, при этом промежутки или щели в предварительно образованной заготовке заполнены пластиковым матричным материалом, например, посредством литья под давлением, с тем чтобы получить ориентированную трубчатую оболочку, которая описана в публикации WO 97/10941.
Трубчатая оболочка также содержит регенерируемый материал и, например, трубчатая оболочка образована из увеличенного в объеме структурированного полимерного материала, который "удерживается" на съемной сердцевине или опорном устройстве. Трубчатая оболочка представляет собой тело, выполненное в виде единого целого, либо может состоять из двух или более полых элементов, которые выполнены с резьбовой нарезкой, с тем чтобы их можно было соединить друг с другом, либо имеют взаимодействующие кольцевые выступы или впадины, обеспечивающие возможность их защелкивания друг с другом.
В предпочтительных вариантах свинчивание или надавливание элементов трубчатой оболочки друг на друга осуществляют для приложения силы сжатия к средству механического зажима или к уплотняющему средству, либо для увеличения этой силы. Например, элементы трубчатой оболочки могут иметь взаимодействующие конические поверхности, которые принудительно направляют друг на друга посредством их соприкосновения друг с другом или клинового действия, с тем чтобы осуществить усилия, направленные радиально внутрь, к средству механического зажима или уплотняющему средству. В вариантах осуществления изобретения очевидно, что стенки трубчатой оболочки по крайней мере в незначительной степени должны иметь возможность деформироваться во внутреннем направлении.
В некоторых вариантах осуществления изобретения положение уплотняющего средства и средства механического зажима могут быть взаимозаменяемы, так что средство механического зажима может находиться наиболее близко к концу трубчатой оболочки, например, там, где трубчатая оболочка снабжена осевыми прорезями у ее концевого участка для обеспечения возможности деформирования внутрь.
Средство плавления содержит соединитель, с помощью которого труба сплавливается или "сваривается" с другим элементом под действием тепла. Может использоваться любое приемлемое средство плавления, хотя предпочтительно средство электроплавления, содержащее электрический нагревательный элемент, который может представлять собой нагревательный элемент сопротивления или индуктивный нагревательный элемент. Средство электроплавления может, например, содержать фитинг, включающий электропроводный элемент, например металлическую спираль, кольцо, змеевидное кольцо, растянутую сетку или иной элемент с приемлемой конфигурацией, который расположен вблизи слоя плавкого термопластичного полимерного материала или заделан в этот слой. Электропроводный элемент возбуждается, например, посредством прохождения через него электрического тока, либо посредством индуктивного нагрева, с тем чтобы расплавить смежный термопластичный материал и образовать сплавленное соединение с наружной поверхностью внутреннего термопластичного слоя композитной трубы. Однако изобретение не ограничено использованием средства электроплавления и соответствующим образом могут быть использованы другие технологии плавления, например такие, как фрикционная сварка элементов или применение предварительно нагретых инструментов внутри соединительного устройства.
Плавким термопластичным полимерным материалом для применения средства электроплавления, например, может быть полиолефин, например полиэтилен, полипропилен, полибутилен и более высокомолекулярные олефиновые полимеры, сополимеры этилена, пропилена и бутилена, причем друг с другом и с олефиноненасыщенными мономерами, олефиноненасыщенные ароматические полимеры, такие как сополимеры полистирола и стирола, а также полимеры и сополимеры виниловых мономеров, например этиленвинилацетатные сополимеры, поликарбонаты и подобные материалы. Полиэтилен представляет собой предпочтительный плавкий полимерный материал, особенно в том случае, когда должны быть соединены трубы из полиэтилена. Если необходимо, плавкий термопластичный полимерный материал включает модифицированный полиолефиновый материал, например полиэтилен с ангидридной модификацией, либо материал включает структурированный агент, который вступает в реакцию в течение или после стадии связующего плавления для структурирования полимерного материала, а возможно и смежной поверхности трубы. Модифицированные полиолефины особенно полезны при соединении полиолефиновых поверхностей, имеющих разнородную композицию. Приемлемые модифицированные полиолефиновые материалы включают, например, альфаолефиновые полимеры и сополимеры, содержащие по весу до 10% олефиноненасыщенной карбоксильной кислоты или ее ангидрида, например акриловую кислоту, малеиновую кислоту, итаконовую кислоту, янтарную кислоту или их ангидриды в качестве сополимера или привитых сополимерных компонентов.
Если необходимо, плавкий термопластичный полимерный материал включает один или более наполнителей и, например, он включает наполнители, которые вступают в реакцию, причем могут вступать в реакцию при высоких температурах, когда подвергаются воздействию инфракрасного излучения или электромагнитного излучения, например волокна из нержавеющей стали, как описано в публикации WO 97/10941 Использование таких волокон для осуществления реакции с описанными выше средствами плавления, либо вместо них, включено в это изобретение.
Средство механического зажима включает, например, группу из двух или более зубчатых сегментов, которые расположены радиально вокруг соединительного устройства и при их использовании осуществляют соприкосновение с усиливающим слоем композитной трубы и зажимают его. Средство механического зажима предпочтительно образуется из твердого металлического материала или из технического пластика, например из полиацеталя. Если необходимо, зубья средства механического зажима выполнены достаточно заостренными, чтобы проникать в наружный защитный слой и/или усиливающий слой композитной трубы, для улучшения соединения с ней. Когда в многослойной композитной трубе имеется более одного усиливающего слоя, зажимное средство предпочтительно входит в соприкосновение с самым внутренним усиливающим слоем и зажимает его. Если необходимо, сегментное зажимное средство выполнено с наружной поверхностью в виде усеченного конуса, который взаимодействует с внутренней поверхностью в виде усеченного конуса трубчатой оболочки, для улучшения зажимного действия и обеспечения сопротивления осевому вытягиванию.
Рассматриваются и другие виды средств механического зажима, например зубья заменяются шероховатыми поверхностями, либо зажимное средство содержит упругое разрезное кольцо или подобный элемент. В некоторых типах многослойных композитных труб, например таких, которые описаны в международной публикации WO 97/01492 поверхность усиливающего слоя может не быть гладкой, при этом шероховатость или волнистость способствует зажимному действию зажимного средства.
Еще в одном варианте осуществления изобретения средство механического зажима содержит кольцо или группу дуговых сегментов, снабженных спиральной нарезкой, которые навинчиваются на усиливающий слой трубы и образуют на нем взаимодействующую нарезку. Это может быть легко выполнено там, где усиливающий слой представляет собой, например, алюминиевый слой. Использование резьбового механического зажимного средства обеспечивает дополнительное преимущество, заключающееся в том, что в случае соответствующей конструкции можно повторно восстановить соединение посредством вращения трубчатой оболочки. Также можно предварительно собрать трубопровод с определенным количеством соединений перед установкой трубопровода в траншею и перед плавлением, поскольку резьбовое механическое зажимное средство обеспечивает достаточную прочность в осевом направлении для выполнения монтажа. Если необходимо произвести регулировки трубопровода, то их можно выполнить перед плавлением. После этого при размещении трубопровода в необходимом положении в траншее выполняется конечная стадия сплавления. Простое удаление смонтированного соединения также выполняется посредством нагрева зоны сплавления до температуры плавления и вращения трубчатой оболочки.
Может быть использовано любое приемлемое уплотняющее средство для формирования уплотнения относительно окружающей среды между наружным защитным слоем трубы и полой трубчатой оболочкой устройства для соединения труб. Однако предпочтительно, чтобы уплотняющее средство содержало одно или более уплотняющих колец, например прокладки или О-образные кольца, которые расположены в одном или более углублениях во внутренней поверхности трубчатой оболочки. Размеры O-образного кольца и любого углубления в оболочке выбирают такими, чтобы при использовании прилагалась с помощью оболочки к O-образному кольцу сила сжатия для обеспечения его принудительного контакта с наружной поверхностью наружного защитного слоя композитной трубы.
Преимущество настоящего изобретения заключается в том, что нет необходимости в формировании уплотнения относительно окружающей среды с наружным защитным слоем трубы с помощью средства электроплавления. Это позволяет применить некоторые варианты осуществления изобретения трубного соединительного устройства для соединения многослойной композитной трубы, имеющей мягкий наружный защитный слой, например так, как описано в международной заявке WO 97/10941 и в финской заявке 955960, полное описание которых введено сюда посредством ссылки на них, что было бы невозможно в случае обычного устройства для соединения электроплавлением.
Также могут быть использованы и другие типы уплотняющих средств. Например, если наружный защитный слой пластиковой трубы относительно мягкий, использование О-образного кольца в некоторых случаях приводит к неприемлемому уровню ползучести. В таких случаях O-образное кольцо может быть заменено на круглое кольцо из относительно мягкого, вязкого уплотняющего материала, например из мастики, или на клейкий эластомерный уплотнитель, либо на клейкое вещество, плавящееся при нагревании. Когда используется уплотняющий материал, имеющий фактически комнатную температуру размягчения, углубление во внутренней поверхности трубчатой оболочки предпочтительно имеет такой размер, чтобы уплотняющий материал не контактировал с наружным слоем трубы до тех пор, пока не будет приложена сила сжатия. Когда уплотняющий материал активизируется под действием тепла, необходимое тепло может быть подведено за счет внешнего нагрева или с помощью тепла, создаваемого средством плавления.
Соединение для труб, выполненное согласно настоящему изобретению, может быть образовано в виде узла, в который просто вставляют подготовленный конец композитной трубы, либо оно может быть образовано в виде двух или более отдельных элементов, которые устанавливают по отдельности. Например, средство плавления может быть выполнено за одно целое с трубчатой оболочкой или в виде отдельного элемента. При установке элементов по отдельности они могут быть индивидуально внимательно осмотрены для гарантии того, что, например, сплавленное соединение выполнено надлежащим образом, перед тем как трубчатую оболочку устанавливают поверх других элементов соединения для труб. Предпочтительно, чтобы прочность трубчатой оболочки в осевом направлении была больше прочности в осевом направлении средства плавления, с тем чтобы растягивающие силы передавались от сплавленного соединения к трубчатой оболочке.
Во многих случаях желательно, чтобы соединение для труб было снабжено электрической цепью, проходящей по соединению главным образом между усиливающими металлическими слоями двух соединяемых композитных труб. Такие композитные трубы описаны в международной заявке WO 97/01429, которая упоминалась выше. Соединение для труб согласно настоящему изобретению обеспечивает особенно простой способ сохранения электрической цепи, а это представляет собой предпочтительный и дополнительный аспект изобретения. Электрическая цепь выполнена, например, посредством соединения концов обмотки, предназначенной для электроплавления, причем до или после сплавления, со смежными концами металлического усиливающего слоя. Обмотка для электроплавления снабжена клеммами, которые непосредственно или через средство механического зажима подсоединены к усиливающим металлическим слоям. В предпочтительном варианте осуществления изобретения каждый из концов обмотки для электроплавления снабжен клеммой, которая заходит в гнездо, размещенное в смежном сегменте средства механического зажима. Таким образом, электрическая цепь проходит через средство механического зажима, которое способно проникать через любой оксидный слой на усиливающем металлическом слое и прошивать его, а отсюда через обмотку для электроплавления к металлическому слою на подсоединяемой композитной трубе. Могут быть использованы и другие способы создания электрической цепи, например, средство механического зажима может быть непосредственным образом подсоединено поверх средства плавления или через трубчатую оболочку, если эта оболочка выполнена из электропроводного материала.
При подготовке многослойной композитной трубы для соединения наружный защитный слой и усиливающий слой, когда они имеются, предпочтительно укорачивают, чтобы идущие по окружности поверхности внутреннего термопластичного слоя и усиливающего слоя были открыты для соединения. Предпочтительно, чтобы длины участков внутреннего термопластичного слоя и усиливающего слоя, которые открываются, составляли от 20 до 200% от НД, где НД - наружный диаметр трубы.
При подготовке усиливающего слоя для соединения в некоторых случаях необходимо выполнение идущего вверх выступа у края укороченного усиливающего слоя для получения повышенной прочности или для обеспечения более легкого электрического соединения. Хотя изобретение обычно применимо к многослойной композитной трубе, в которой усиливающий слой выполнен плоским, очевидно, что в равной степени можно выполнять соединение с трубами, в которых усиливающий слой выполнен волнистым.
Еще в одном варианте осуществления изобретения при подготовке конца трубы для ее соединения можно перевернуть внутренний термопластичный слой таким образом, чтобы он находился на верхней части усиливающего слоя и перекрывал его на коротком расстоянии у конца трубы. Это позволяет легче выполнить электросплавление, поскольку внутренний термопластичный слой будет двойным по толщине, а также будет удерживать усиливающим слоем, и обеспечивает повышение эффективности зажатия средством механического зажатия.
Хотя обычно предпочтительно укорачивать наружный защитный слой, чтобы открыть усиливающий слой для средства механического зажима, это необязательно и, например, можно использовать зажимное средство, имеющее заостренные зубья, которые могут проникать через наружный защитный слой, чтобы обеспечить контакт с усиливающим слоем и его зажим через защитный слой.
Многослойная композитная труба согласно изобретению описана главным образом со ссылкой по меньшей мере на три отдельных слоя - наружный защитный слой, усиливающий слой или слой с высокой прочностью в осевом направлении, и внутренний термопластичный слой. Однако очевидно, что в некоторых вариантах осуществления изобретения два или более слоя трубы могут быть объединены и/или один из слоев может выполнять двойную функцию. Например, изобретение также включает соединение для многослойной трубы, в которой функция внутреннего термопластичного слоя и усиливающего слоя трубы или слоя с высокой прочностью в осевом направлении выполняется одним термопластичным слоем, который, например, структурирован и/или ориентирован в осевом направлении, чтобы обеспечить достаточно высокую прочность в осевом направлении. В такой трубе подготовка содержит лишь обдирку наружного защитного слоя для открытия структурированного и/или ориентированного внутреннего слоя для его плавления и при необходимости для механического соединения с зажимным средством, если оно неспособно проникать через наружный защитный слой. Примером трубы, которая может быть подсоединена подобным образом, является структурированная, ориентированная в осевом направлении полиэтиленовая (РЕХО) труба с наружным защитным слоем, прочность которого в осевом направлении меньше, чем прочность структурированного полиэтиленового слоя. Соединение таких труб специально включено в это изобретение.
Соединение для труб, выполненное согласно изобретению, может, например, быть использовано в линейном соединителе для соединения в линию двух одинаковых труб, при изгибе для соединения двух одинаковых труб, расположенных по углом, в переходном соединителе для соединения труб, имеющих разные диаметры, или в фитинге для соединения многослойной композитной трубы с другими фитингами или трубами, при этом фитинг на его конце, удаленном от соединительного устройства согласно изобретению, снабжен другим соединительным средством, например винтовой резьбой, обычным средством электроплавления, стыковым плавким концом, фланцевым концом или подобными соединительными средствами.
Далее вариант осуществления изобретения будет описан только посредством примера со ссылками на прилагаемые чертежи, на которых:
на фиг. 1 представлен вид сбоку с частичным сечением первого варианта осуществления установленного соединения для труб согласно настоящему изобретению;
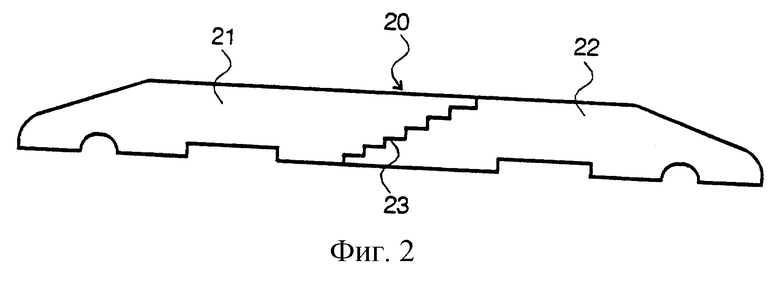
на фиг. 2 показан вид сбоку с частичным сечением первой полой трубчатой оболочки для ее использования в соединении для труб согласно изобретению;
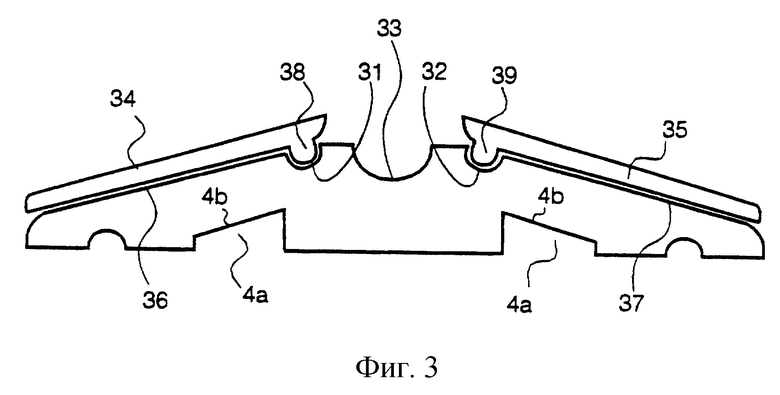
на фиг. 3 показан вид сбоку с частичным сечением второй полой трубчатой оболочки для ее использования в соединении для труб согласно изобретению;
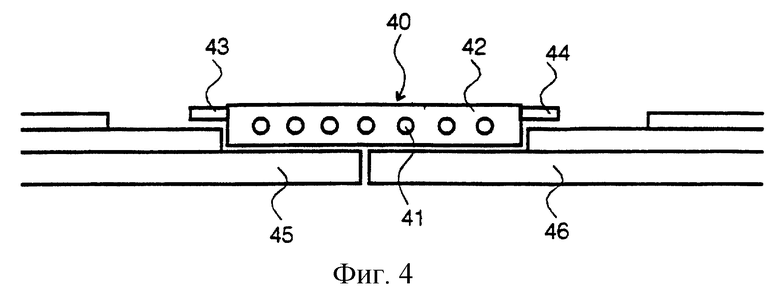
на фиг.4 показан вид сбоку с частичным сечением установленного элемента соединения электроплавлением, при этом соединение имеет выступающие клеммы для создания электрической цепи, проходящей по соединению;
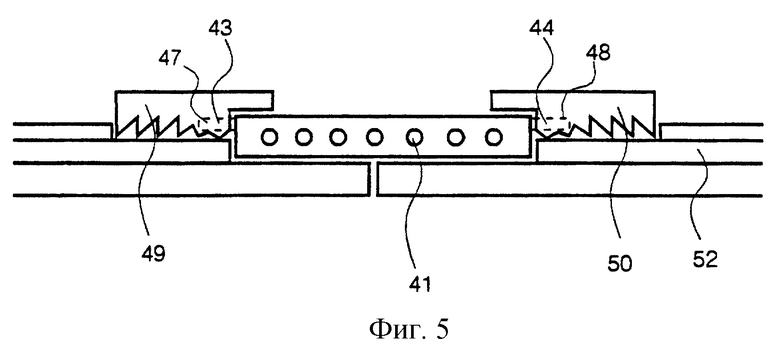
на фиг. 5 показан боковой вид с частичным сечением соединения на фиг.4, электрически соединенное со смежными сегментами средства механического зажима;
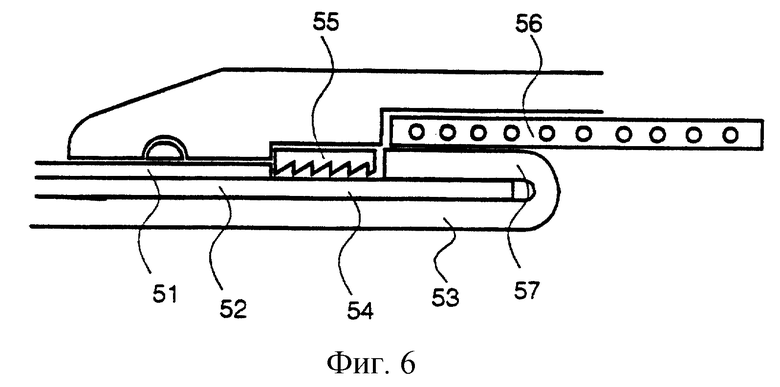
на фиг. 6 показан вариант выполнения изобретения, когда внутренний термопластичный слой композитной трубы загнут поверх усиливающего слоя;
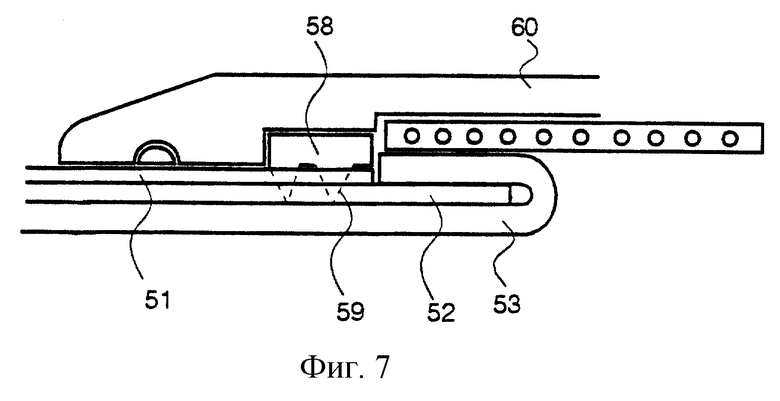
на фиг. 7 показан вариант выполнения изобретения, когда внутренний термопластичный слой загнут поверх усиливающего слоя, а средство механического зажима оснащено зубьями, которые прошивают наружный защитный слой композитной трубы;
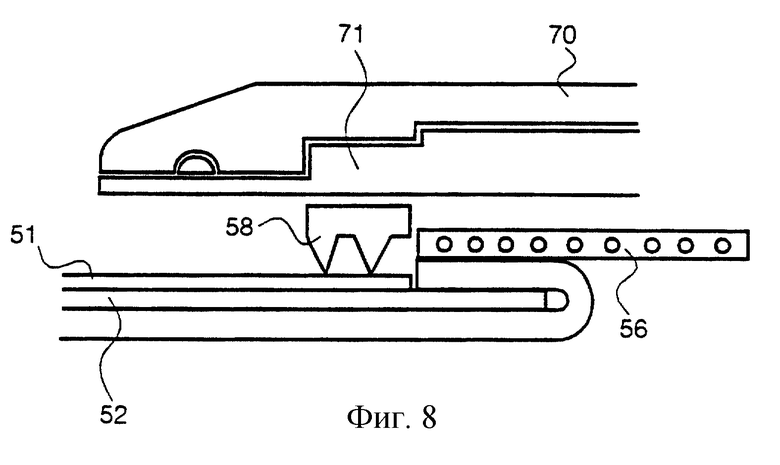
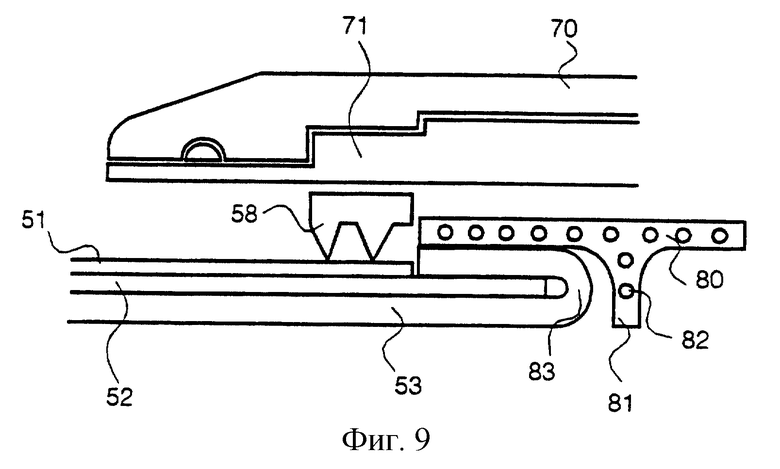
на фиг.8 и 9 представлены варианты, когда трубчатая оболочка образована из увеличенного в объеме структурированного полимерного материала.
На фиг.1 представлено соединение для труб, обозначенное позицией 1, которое содержит соединитель, имеющий полую трубчатую оболочку 2, в которой выполнены кольцеобразные углубления 3, 4, и 5 для размещения в них уплотнительного средства 6, например, O-образных колец, средства механического зажима 7, например, сегментные зажимные кольца, и средства плавления 8. Многослойная композитная труба включает по меньшей мере один усиливающий слой или слой с высокой прочностью в осевом направлении 13, 14, по меньшей мере один внутренний термопластичный слой 9, 10 и по меньшей мере один наружный защитный слой 15, 16. Для размещения трубы в соединителе укорачивают наружный защитный слой композитной трубы и усиливающий слой или слой с высокой прочностью в осевом направлении так, чтобы открылся участок 11, 12 внутреннего термопластичного слоя.
Соединитель для труб предварительно собирают и затем устанавливают поверх трубы. Размеры трубчатой оболочки таковы, что когда концы труб вставляют в соединитель, оболочка 2 прижимает уплотнительные средства для обеспечения уплотнения с наружными поверхностями наружных защитных слоев 15, 16 труб и надавливает на средства механического зажима 7, например на сегменты зажимных колец, для их контакта с усиливающими слоями или слоями с высокой прочностью в осевом направлении 13, 14. Зубья 17 зажимных колец 7 прижимаются к усиливающим слоям 13, 14 и обеспечивают их жесткое крепление.
Соединение между концом трубы и соединителем завершается возбуждением обмотки 18 средства плавления 8, чтобы сплавить термопластичный полимерный материал средства плавления и наружные поверхности внутренних термопластичных слоев 11, 12 для выполнения сплавленного соединения.
Предпочтительно, чтобы прочность трубчатой оболочки 2 в осевом направлении была больше, чем у электроплавкого соединителя 8, с тем чтобы сместить какие-либо напряжения в сторону от электросплавленного соединения.
При этом предотвращается прохождение газов или жидкостей, находящихся внутри трубы, до усиливающего слоя за счет уплотняющего действия плавкого соединителя 8, что также добавляет механическую прочность соединению. Соединение для труб 1 непосредственным образом зажимается на усиливающих слоях 13, 14 посредством зажимных колец 7. Прохождение воды или иных веществ, оказывающих вредное влияние на усиливающий слой, в кольцевые углубления 4 трубчатой оболочки предотвращается уплотнительными средствами 6, установленными в кольцевых углублениях 3 трубчатой оболочки, и жестко прижатыми к наружным поверхностям наружных защитных слоев 15,16 посредством трубчатой оболочки 2.
На фиг.2 представлен один из вариантов выполнения полой трубчатой оболочки 20 соединителя, которая содержит два взаимодействующих полых элемента 21 и 22, соединенных посредством защелкивающего соединения 23. При использовании указанной оболочки вначале устанавливают средство электроплавления, а затем элементы 21 и 22, охватывающие предварительно установленное средство механического зажима и уплотнительное средство, подталкивают в поперечном напрвлении друг к другу до тех пор, пока не будет обеспечено защелкивающееся соединение.
Еще один вариант выполнения полой трубчатой оболочки представлен на фиг. 3, при этом в нем выполнено средство для увеличения силы сжатия, прилагаемой к средству механического зажима и к уплотнительному средству полой трубчатой оболочки. В этом варианте оболочка выполнена с впадинами 31, 32 и 33, находящимися на ее наружной поверхности, которые служат в качестве установочных мест для сжимающих элементов. Показано два таких сжимающих элемента 34 и 35. Сжимающие элементы 34, 35 имеют внутренние конические поверхности, которые взаимодействуют с наружными наклонными поверхностями 36, 37 оболочки. Сжимающие элементы 34, 35 подталкивают к наклонным поверхностям 36, 37 до тех пор, пока выступы 38, 39 на сжимающих элементах 34, 35 не войдут в углубления 31, 32 оболочки. Клиновое действие сжимающих элементов 34, 35 увеличивает силу сжатия, прилагаемую оболочкой к средству механического зажима и уплотнительному средству. Если необходимо, то оболочка может дополнительно включать сжимающее средство, например упругое разрезное кольцо, входящее во впадину 33.
В других вариантах осуществления наклонные поверхности 36, 37 оболочки выполнены с одной или более осевыми щелями, которые обеспечивают радиальную деформацию при клиновом действии конических сжимающих элементов 34, 35. Вместо конических сжимающих элементов 34, 35 могут использоваться другие сжимающие элементы, например полосы, ленты и зажимы, которые соединяются болтами или свинчиваются друг с другом.
На фиг. 3 углубления 4а показаны с внутренними поверхностями 4b в виде усеченного конуса, которые взаимодействуют с поверхностями в виде усеченного конуса на сегментных зажимных кольцах (не показаны) для повышения прочности в осевом направлении.
На фиг.4 представлено средство плавления, которое снабжено электрической цепью, идущей через соединитель. Средство плавления 40 содержит обмотку 41, которая заделана в слой термопластичного полимерного материала 42, например полиэтилена. На каждом конце обмотки находится клемма 43, 44, которая выступает наружу в пространство, занимаемое сегментным зажимным кольцом (не показано).
В процессе работы вначале возбуждается обмотка для сплавления средства плавления с внутренними термопластичными слоями 45, 46 соединяемой трубы. На следующей стадии, которая показана на фиг.5, устанавливаются сегментные зажимные кольца 49, 50, в гнезда 47, 48 которых вставляются клеммы 43, 44. При этом электрическая цепь сохраняется между усиливающими (металлическими) слоями 52 соединяемых композитных труб посредством сегментных зажимных колец 49, 50 и обмотки 41, предназначенной для сплавления.
На фиг.6, 7, 8 и 9 представлены дополнительные варианты выполнения трубных соединений согласно изобретению, при этом соединяемую трубу вначале подготавливают путем укорачивания наружного защитного слоя 51 и металлического усиливающего слоя 52, и обратного загиба внутреннего термопластичного слоя 53 поверх металлического усиливающего слоя 52. На фиг.6 при обратном загибе внутреннего термопластичного слоя 53 остается обнаженный участок 54 металлического усиливающего слоя для соединения с кольцом 55 средства механического зажима. Средство плавления 56 расположено поверх участка 57 обратного загиба внутреннего термопластичного слоя 53 и сплавляется с ним так, как описано ранее.
В варианте осуществления на фиг.7 внутренний термопластичный слой 53 сгибается поверх металлического усиливающего слоя 52, пока он не достигнет конца наружного защитного слоя 51. В этом случае кольцо 58 средства механического зажима снабжают острыми зубьями 59, которые прижимаются сжимающей силой от оболочки 60 через наружный защитный слой 51 и входят в зацепление с металлическим усиливающим слоем 52. Это приводит к получению более компактной конструкции, чем конструкция, показанная на фиг.6.
На фиг.8 представлено соединение для труб, подобное показанному на фиг. 7, но в котором полая трубчатая оболочка 70 образована из предварительно напряженного, увеличенного в объеме полимерного материала, например из структурированного полиэтилена (РЕХ), который первоначально механически диаметрально увеличивается и удерживается на разрезном сердцевидном опорном устройстве 71. Оболочка 70 и сердцевина 71 располагают поверх кольца 58 средства механического зажима и средства плавления 56, а затем сердцевину 71 удаляют. После удаления сердцевины 71 оболочку 70 обжимают со значительным усилием и зубья 59 кольца 58 приводят в движение через наружный защитный слой 51 трубы для зацепления с усиливающим слоем 52.
На фиг.9 представлено соединение для труб, подобное устройству на фиг.8, но в котором средство плавления 80 имеет Т-образное поперечное сечение, и в котором удлинение 81 также снабжено электропроводным элементом 82 для сплавления с изогнутым участком 83 обратного загиба термопластичного внутреннего слоя 53, с тем чтобы удлинить линию сцепления и улучшить уплотнение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЭКСТРУДИРОВАННАЯ МНОГОСЛОЙНАЯ ПЛАСТМАССОВАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2157939C1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ, УСТРОЙСТВО И СПОСОБ ЭКСТРУДИРОВАНИЯ | 1996 |
|
RU2178354C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ И ТРУБА | 1999 |
|
RU2230248C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ОТВОДНОЙ ТРУБЫ | 1998 |
|
RU2213900C2 |
| ТРУБА | 1996 |
|
RU2164318C2 |
| ПОЛИАМИДНАЯ ИЛИ ПОЛИЭФИРНАЯ И АЛЮМИНИЕВАЯ МНОГОСЛОЙНАЯ ТРУБА ДЛЯ ПЕРЕДАЧИ ЖИДКОСТЕЙ | 2002 |
|
RU2274795C2 |
| СОЕДИНИТЕЛЬНАЯ ДЕТАЛЬ | 2000 |
|
RU2256115C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ | 2006 |
|
RU2424463C2 |
| КОЛОДЕЦ И СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В КОЛОДЦЕ | 2005 |
|
RU2377369C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕКОНСТРУКЦИИ СКВАЖИНЫ И ВНУТРЕННИЙ ЭЛЕМЕНТ ОБСАДНЫХ ТРУБ СКВАЖИНЫ | 2004 |
|
RU2327013C2 |
Изобретения относятся к способу соединения труб из пластика, используемых при транспортировке газов и жидкостей, включая нефтепродукты и химические продукты, которые находятся внутри трубы под высоким давлением. Многослойная композитная труба включает по меньшей мере один усиливающий слой или слой с высокой прочностью в осевом направлении, по меньшей мере один внутренний термопластичный слой и по меньшей мере один наружный защитный слой. Соединитель включает полую трубчатую оболочку, предназначенную для размещения в ней трубы, и средство плавления, расположенное внутри оболочки. Укорачивают по меньшей мере наружный защитный слой композитной трубы так, чтобы идущие по окружности поверхности внутреннего термопластичного слоя и усиливающего слоя или слоя с высокой прочностью в осевом направлении открылись для соединения посредством соединителя. Соединитель дополнительно включает отстоящее в осевом направлении от средства плавления средство механического зажима, предназначенное для зажима усиливающего слоя. Средство механического зажима располагают внутри оболочки. Предложенные изобретения направлены на увеличение прочности соединения и обеспечение уплотнения относительно текучих сред, проходящих внутри трубы и относительно окружающей среды. 4 с. и 27 з.п.ф-лы, 9 ил.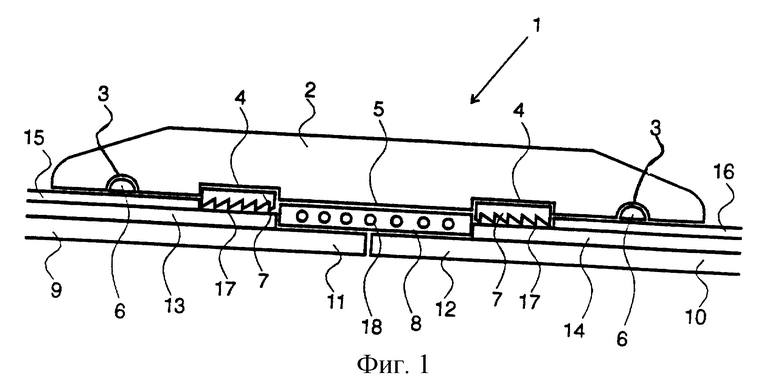
| DE 4444097 A1, 13.06.1996 | |||
| Способ крепления жесткого фитинга к концу гибкого тубопровода | 1973 |
|
SU506324A3 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1995 |
|
RU2094690C1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 0 |
|
SU253966A1 |
| DE 4444914 A1, 27.06.1996. | |||

