Изобретение относится к области строительства, авиастроения, судостроения, машиностроения, в частности к автоматизированной сборочной оснастке.
Известно универсальное сборочное приспособление для сборки объемных конструкций летательных аппаратов, состоящее из колонн, установленных на пол, горизонтальных балок, закрепленных на колоннах посредством координатно-базовых отверстий, узлов с вкладышами и вилками, также установленных на балках по координатно-базовым отверстиям на необходимых дистанциях, с закрепленными во вкладышах фиксаторами и в вилках ложементами (рубильниками), отличающееся тем, что узлы фиксаторов и ложементов выполнены в виде поворотных фитингов, имеющих возможность обеспечить поворот фиксатора или ложемента вокруг любой из трех осей координат (патент на полезную модель №69019, МПК B64F 5/00, опубл. 10.12.2007).
Данное универсальное сборочное приспособление имеет следующие недостатки: большое время переналадки, низкая точность установки деталей перед сборкой, высокая трудоемкость сборочных операций и низкая производительность.
Целью изобретения является ускорение переналадки сборочного приспособления, повышение точности и производительности, снижение трудоемкости сборочных операций за счет автоматизации и механизации выполняемых операций.
Данный результат достигается тем, что в универсальном сборочном приспособлении, включающем, по меньшей мере, одну балку, установленную на основании, и фиксатор, особенностью является то, что балка имеет механизм перемещения относительно основания и на каждой балке установлена, по меньшей мере, одна каретка с механизмом перемещения ее относительно балки, а на каретке установлен, по меньшей мере, один фиксатор с устройством закрепления деталей, причем механизмы перемещения и фиксатор управляются устройством автоматизированного программного управления, при этом на балке и/или каретке и/или фиксаторе установлены соответствующие измерительные устройства для определения их положения и/или датчики положения, а на механизме перемещения балки и/или на механизме перемещения каретки и/или на механизме перемещения фиксатора установлены соответствующие датчики перемещения.
На каретке установлен магнитный и/или электромагнитный и/или механический фиксатор деталей и/или сборочных единиц с устройством закрепления деталей и, по меньшей мере, один фиксатор выполнен быстросъемным.
На балке установлено, по меньшей мере, одно тормозное устройство, закрепляющее ее относительно основания, а на каретке установлено тормозное устройство, закрепляющее ее относительно балки, при этом тормозное устройство выполнено подвижным и во время торможения прижимается к балке и/или основанию.
Как минимум один из фиксаторов имеет, по меньшей мере, один датчик усилия, связанный с устройством автоматизированного программного управления, и, по меньшей мере, один из механизмов перемещения имеет датчик усилия, связанный с устройством автоматизированного программного управления.
Приспособление имеет, по меньшей мере, одно тормозное устройство, сохраняющее положение балки и/или каретки или фиксатора при отключении питания или их приводы выполнены с функцией самоторможения.
По меньшей мере, на одной из кареток установлено контрольно- измерительное устройство и, по меньшей мере, на одной из кареток расположен убирающийся из рабочей зоны фиксатор детали и/или сборочной единицы и/или изделия.
По меньшей мере, один фиксатор выполнен с функцией перемещения изделия из рабочей зоны приспособления или внутри ее.
Приспособление имеет устройство, визуально показывающее расположение деталей и/или сборочной единицы и/или их номера и/или обозначения при раскладке и/или сборке, и имеет устройство, визуально показывающее расположение точек сварки и/или закрепления и последовательность их осуществления, а также имеет устройство видеорегистрации и/или фотографирования приспособления и установленной на нем детали и/или сборочной единицы и/или изделия и имеет устройство считывания штрихкодов собираемых деталей и/или сборочных единиц.
Приспособление имеет элементы для соединения с другим приспособлением и возможность общего программного управления приспособлениями устройством автоматизированного программного управления одного из них или под совместным управлением всех или части устройств программного управления, при этом элементы приспособления для соединения с другим приспособлением выполнены быстроразъемными и элементы приспособления для соединения с другим приспособлением могут быть выполнены с возможностью их соединения в различных вариантах пространственного положения.
Приспособление имеет устройство бесконтактного питания подвижных элементов, причем устройство бесконтактного питания конструктивно может быть совмещено с тормозным устройством.
По меньшей мере, один фиксатор имеет устройство контроля закрепления, например, по току электромагнита.
В систему управления включена система оптимизации, позволяющая с меньшими затратами труда наиболее быстро разложить детали перед сборкой и/или оптимизировать процесс сборки.
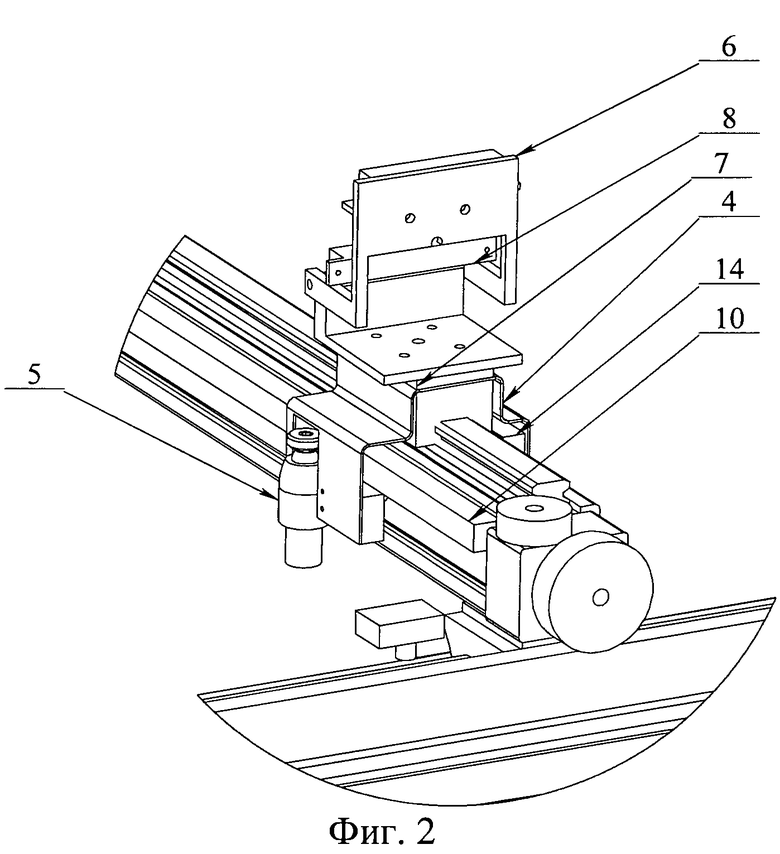
На чертежах представлено: на фиг.1 изображено универсальное сборочное приспособление, на фиг.2 показан укрупненный фрагмент универсального сборочного приспособления.
Универсальное сборочное приспособление состоит из основания 1, на котором установлены балки 2 с механизмами 3 их перемещения относительно основания 1, на балке 2 установлены каретки 4 с механизмами 5 (см. фиг.2) их перемещения относительно балок 2 и с подвижными фиксаторами 6 (см. фиг.2) с механизмами их перемещения 7 (см. фиг.2) и устройствами закрепления деталей (зажимами) 8 (см. фиг.2); на всех подвижных элементах 2, 4, 6 и механизмах их перемещения 3, 5, 7 могут быть установлены датчики положения и/или перемещения соответственно (не показаны), на фиксаторе 6 и механизмах перемещения 3, 5, 7 установлены датчики усилия (не показаны). На балках 2 установлены тормозные устройства 9, закрепляющие балки относительно основания 1, на каретках 4 установлены тормозные устройства 10 (см. фиг.2), закрепляющие каретки 4 на балках 2. Над приспособлением расположено устройство 11, визуально показывающее расположение деталей, и устройство 12 для видеорегистрации и/или фотографирования приспособления и установленных на нем деталей. На основании 1 есть элементы 13 для соединения с другим приспособлением и устройства бесконтактного питания подвижных элементов 14 (см. фиг.2). Общее управление приспособлением осуществляется устройством автоматизированного программного управления 15. К устройству автоматизированного программного управления 15 подключены считыватель штрихкодов и датчики перемещения (не показаны). Датчики, как правило, имеют небольшие размеры и могут располагаться в различных местах в зависимости от их типа и особенностей компоновки.
Работа на приспособлении осуществляется в следующем порядке.
В систему управления приспособлением загружается 3-мерная компьютерная модель сборочной единицы или изделия, подлежащего сборке, и технология сборки, как правило, созданная в соответствующей системе автоматизированного проектирования (САПР). В ручном или автоматическом режиме определяются точки фиксации деталей и последовательность их раскладки. Система управления 15 перемещает подвижные элементы: балки 2, каретки 4 и фиксаторы 6, так чтобы фиксаторы 6 оказались в заданных точках фиксации, используя информацию о фактическом положении подвижных элементов с датчиков положения или перемещения. После перемещения подвижных элементов 2, 4, 6 система управления 15 выдает команду на закрепление подвижных элементов 2, 4, 6 тормозными устройствами 9 и показывает название, обозначение и положение первой закрепляемой детали или первой группы деталей или всех деталей изделия. Положение может показываться соответствующим устройством 11 в виде проектора, или бегающим лучом лазера, или на экране системы управления. Для исключения ошибок при раскладке на изображении каждой детали показывается ее номер и/или наименование. Возможен вариант работы со считывателем штрихкодов деталей, когда рабочий считывает номера деталей сканером штрихкодов, а система управления 15, к которой подключен считыватель, основываясь на технологических данных, указывает место ее положения на приспособлении в раскладке, например, другим или более ярким цветом.
Рабочий перемещает деталь в указанную позицию, располагает ее на фиксаторах 6 приспособления и включает зажимы 8, тем самым закрепляя деталь. Процедура повторятся для других деталей до требуемого уровня заполнения приспособления на данном этапе (как минимум две детали, как максимум все собираемые детали). Процедура раскладки может фиксироваться фото и/или видеосъемкой при помощи устройства 12. После закрепления очередной детали может выполняться функция контроля ее размеров или всей закрепленной части путем небольшого перемещения фиксаторов до возникновения усилия, контролируемого датчиками усилия, в момент возникновения усилия система управления считывает положение соответствующих подвижных элементов 2, 4, 6 и делает расчеты размеров деталей. В случае неправильной раскладки или отклонения размеров деталей от указанных в модели система сообщает об этом оператору. На время перемещения подвижных элементов их тормозные устройства отключаются. Аналогично может создаваться и предварительный натяг или поджим конструкции, контролируемый датчиками усилия.
После раскладки и проверки раскладки выполняется соединение деталей в соответствии с технологией сборки, причем приспособление может указывать оператору точку технологической операции, например очередную точку контактной сварки или болтового соединения или заклепки, с указанием вида и типоразмера соединения.
После завершения сборки происходит раскрепление и снятие готового изделия с приспособления оператором или грузоподъемным механизмом, или движением балок 2, кареток 4 и фиксаторов 6, сталкивающих изделие с приспособления в накопитель.
Для исключения сдвигов и выпадения деталей из приспособления, при отключении электропитания приспособление может оснащаться устройствами с самоторможением или привод подвижных частей может быть выполнен с функцией самоторможения.
Данное приспособление позволяет существенно ускорить процедуру сборки, повысить производительность, точность и надежность процесса, снизить требования к квалификации рабочих и их утомляемость. Кроме того, для операции раскладки возможно применение роботов-манипуляторов, связанных с системой управления приспособлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ МНОГООПЕРАЦИОННАЯ МЕХАНООБРАБАТЫВАЮЩАЯ ЛИНИЯ | 2018 |
|
RU2708803C1 |
| Устройство для перемещения и фиксации трубопровода при строительстве и ремонте | 2016 |
|
RU2660728C2 |
| Способ ремонта трубопроводов | 2015 |
|
RU2610798C2 |
| Способ перемещения конца трубопровода при монтаже захлеста и устройство для его реализации | 2018 |
|
RU2699301C1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ | 2012 |
|
RU2496303C1 |
| Устройство для перемещения труб на опорах | 2016 |
|
RU2668583C1 |
| Устройство для перемещения криволинейных труб на опорах | 2017 |
|
RU2668584C2 |
| Устройство для подводного ремонта трубопровода | 2016 |
|
RU2649718C2 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| СПОСОБ НАВЕДЕНИЯ МАШИНЫ НА ОБЪЕКТ | 2012 |
|
RU2522525C2 |
Изобретение относится к области машиностроения. Универсальное сборочное приспособление включает одну балку, установленную на основании, и фиксатор. Балка имеет механизм перемещения относительно основания и на каждой балке установлена одна каретка с механизмом перемещения ее относительно балки. На каретке установлен один фиксатор с устройством закрепления деталей. Механизмы перемещения и фиксатор управляются устройством автоматизированного программного управления. Достигается повышение точности и производительности сборки. 24 з.п. ф-лы, 2 ил. 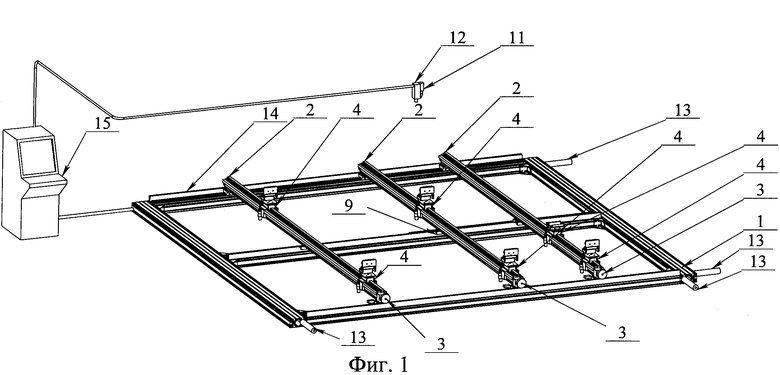
1. Универсальное сборочное приспособление, включающее, по меньшей мере, одну балку, установленную на основании, и фиксатор, отличающееся тем, что балка имеет механизм перемещения относительно основания и на каждой балке установлена, по меньшей мере, одна каретка с механизмом перемещения ее относительно балки, а на каретке установлен, по меньшей мере, один фиксатор с устройством закрепления деталей, причем механизмы перемещения и фиксатор управляются устройством автоматизированного программного управления.
2. Приспособление по п.1, отличающееся тем, что на балке и/или каретке, и/или фиксаторе установлены соответствующие измерительные устройства для определения их положения и/или датчики положения.
3. Приспособление по п.1, отличающееся тем, что на механизме перемещения балки и/или на механизме перемещения каретки, и/или на механизме перемещения фиксатора установлены соответствующие датчики перемещения.
4. Приспособление по п.1, отличающееся тем, что на каретке установлен магнитный и/или электромагнитный, и/или механический фиксатор деталей и/или сборочных единиц с устройством закрепления деталей.
5. Приспособление по п.4, отличающееся тем, что, по меньшей мере, один фиксатор выполнен быстросъемным.
6. Приспособление по п.1, отличающееся тем, что на балке установлено, по меньшей мере, одно тормозное устройство, закрепляющее ее относительно основания.
7. Приспособление по п.1, отличающееся тем, что на каретке установлено тормозное устройство, закрепляющее ее относительно балки.
8. Приспособление по п.6 или 7, отличающееся тем, что тормозное устройство выполнено подвижным и во время торможения прижимается к балке и/или основанию.
9. Приспособление по п.1, отличающееся тем, что, как минимум один из фиксаторов имеет, по меньшей мере, один датчик усилия, связанный с устройством автоматизированного программного управления.
10. Приспособление по п.1, отличающееся тем, что, по меньшей мере, один из механизмов перемещения имеет датчик усилия, связанный с устройством автоматизированного программного управления.
11. Приспособление по п.1, отличающееся тем, что имеет, по меньшей мере, одно тормозное устройство, сохраняющее положение балки и/или каретки или фиксатора при отключении питания или их приводы выполнены с функцией самоторможения.
12. Приспособление по п.1, отличающееся тем, что, по меньшей мере, на одной из кареток установлено контрольно-измерительное устройство.
13. Приспособление по п.1, отличающееся тем, что, по меньшей мере, на одной из кареток расположен убирающийся из рабочей зоны фиксатор детали и/или сборочной единицы, и/или изделия.
14. Приспособление по п.1, отличающееся тем, что, по меньшей мере, один фиксатор выполнен с функцией перемещения изделия из рабочей зоны приспособления или внутри ее.
15. Приспособление по п.1, отличающееся тем, что имеет устройство, визуально показывающее расположение деталей и/или сборочной единицы и/или их номера, и/или обозначения при раскладке и/или сборке.
16. Приспособление по п.1, отличающееся тем, что имеет устройство, визуально показывающее расположение точек сварки и/или закрепления и последовательность их осуществления.
17. Приспособление по п.1, отличающееся тем, что имеет устройство видеорегистрации и/или фотографирования приспособления и установленной на нем детали и/или сборочной единицы, и/или изделия.
18. Приспособление по п.1, отличающееся тем, что имеет устройство считывания штрихкодов собираемых деталей и/или сборочных единиц.
19. Приспособление по п.1, отличающееся тем, что имеет элементы для соединения с другим приспособлением и возможность общего программного управления приспособлениями устройством автоматизированного программного управления одного из них или под совместным управлением всех или части устройств программного управления.
20. Приспособление по п.19, отличающееся тем, что элементы приспособления для соединения с другим приспособлением выполнены быстроразъемными.
21. Приспособление по п.19, отличающееся тем, что элементы приспособления для соединения с другим приспособлением выполнены с возможностью их соединения в различных вариантах пространственного положения.
22. Приспособление по п.1, отличающееся тем, что имеет устройство бесконтактного питания подвижных элементов.
23. Приспособление по п.22, отличающееся тем, что устройство бесконтактного питания конструктивно совмещено с тормозным устройством.
24. Приспособление по п.1, отличающееся тем, что, по меньшей мере, один фиксатор имеет устройство контроля закрепления, например, по току электромагнита.
25. Приспособление по п.1, отличающееся тем, что в систему управления включена система оптимизации, позволяющая с меньшими затратами труда, наиболее быстро разложить детали перед сборкой и/или оптимизировать процесс сборки.
| Медицинский трепан | 1943 |
|
SU69019A1 |
| Устройство для аэрации и перемешивания жидкости | 1985 |
|
SU1276666A1 |
| Крепежно-доставочное устройство | 1981 |
|
SU1017799A1 |

