Изобретение относится к механосбоочному производству в ма1т1ино-и приборостроении, в частности к сборочным станкам и линиям.
Известна автоматизированная сборочная линия, содержащая станину с 5 асположенными вдоль нее рабочими Ъоэициями, соединенными между собой грейферным конвейером с транспортной тангой с пазами, транспортный жёлоб для перемещения спутников, состоя- IQ Щих из кареток и технологических блот, ков, причем в каретках выполнены отверстия, на станине смонтированы фиксаторы с возможностью взаимодействия с отверстиями кареток, техно- 5 логические блоки снабжены пневмати-ескими розетками, а отв етные части разъемов установлены на кроштейнах соответствующих позиций tlj.
Однако известная линия позволяет,
20 роизводить сборку изделий сложной фигурации из-за ограниченного доступа В зону сборки комплектующих изделий и инструмента с различных сторон.
Цель изобретения - расширение функ циональных возможностей линии.
Указанная цель достигается тем, что автоматизированная сборочная линия содержит станину с расположенными вдоль нее рабочими позициями, соединенными между собой грейферным вейером с транспортной штангой с пазами, транспортный желоб Для переме1ения спутников, состоящих из кареток и технологических блоков, причем в каретках выполнены отверстия, на ста-35 нине смонтированы фиксаторы с возможностью взаимодействия с отверстиями кареток, технологические блоки снабжены пневматическими розеткаьш, а ответные части разъемов установлены ДО на кронштейнах соответствующих позиций, каретки спутников снабжены пальцами, расположенными на нижней стороне каретки с возможностью вза- имодействия с пазами транспорт- д ной штанги грейферного конвейера, причем пазы транспортной штанги выполнены сквозными в поперечном направленной, каретка выполнена Г-образной с T-o6pa3HbiN4 пазом на внешней стороне, при этом рабочие позиции линии с одной стороны транспортного желоба снабжены пневматическим приводом поперечного перемещения спутников, а штоки приводов снабжены роликами, взаимодействующими с Т-обра.зными пазами кареток, и между позициями дополнительно смонтированы планки под Т-образные пазы кареток, причем с друго стороны транспортного желоба рабо е позиции снабжены кронштей- 60 нами с упорами, установленными с возможностью взаимодействия с исполнительными механизмами, дополнительно введенными в технологические блокиспутников, при этом кронштейны с 65
упорами снабжены приводами дискретных перемещений.
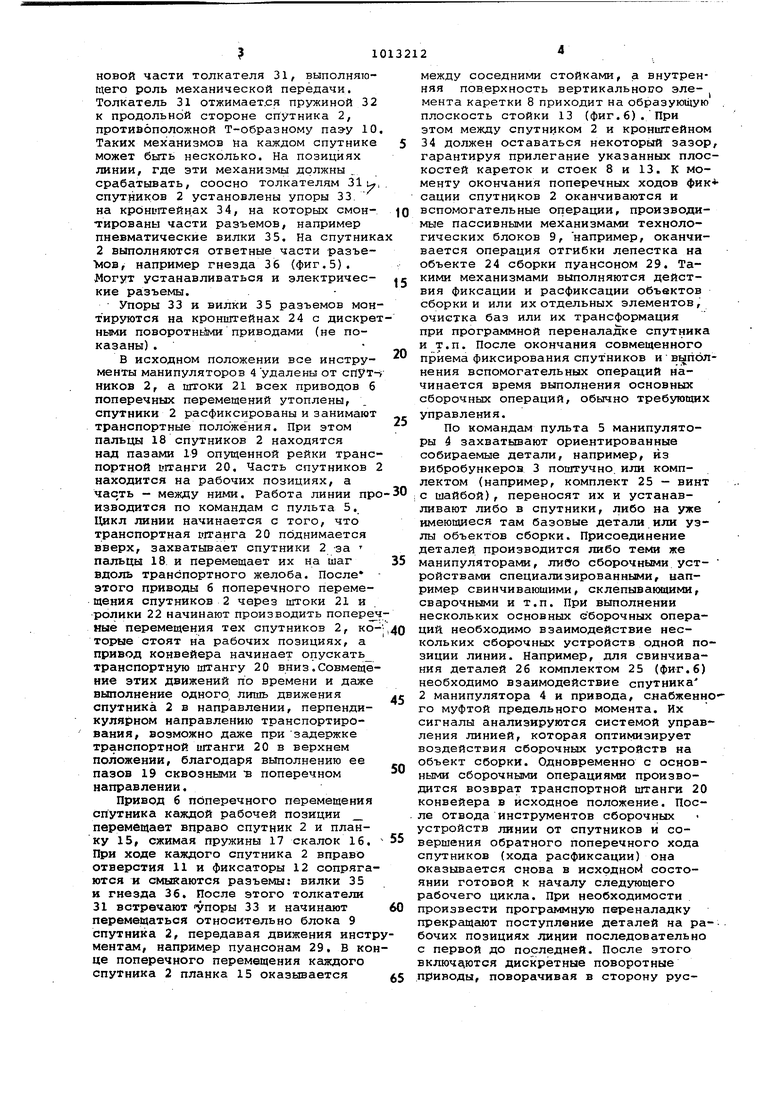
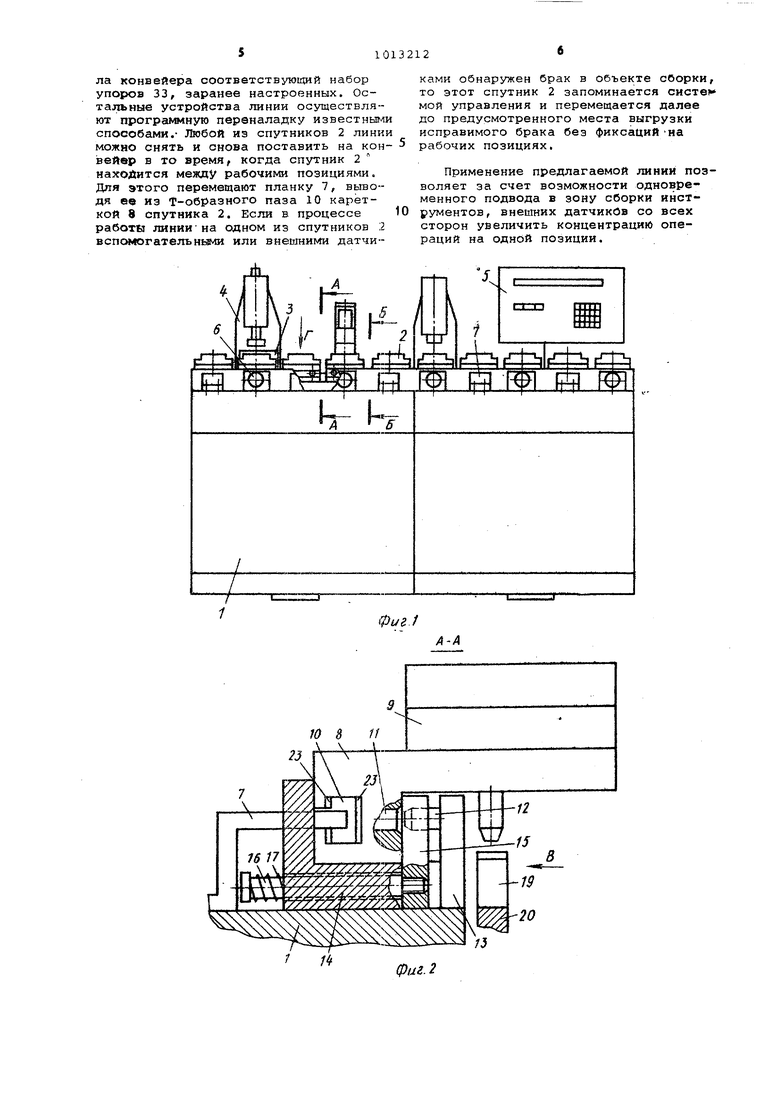
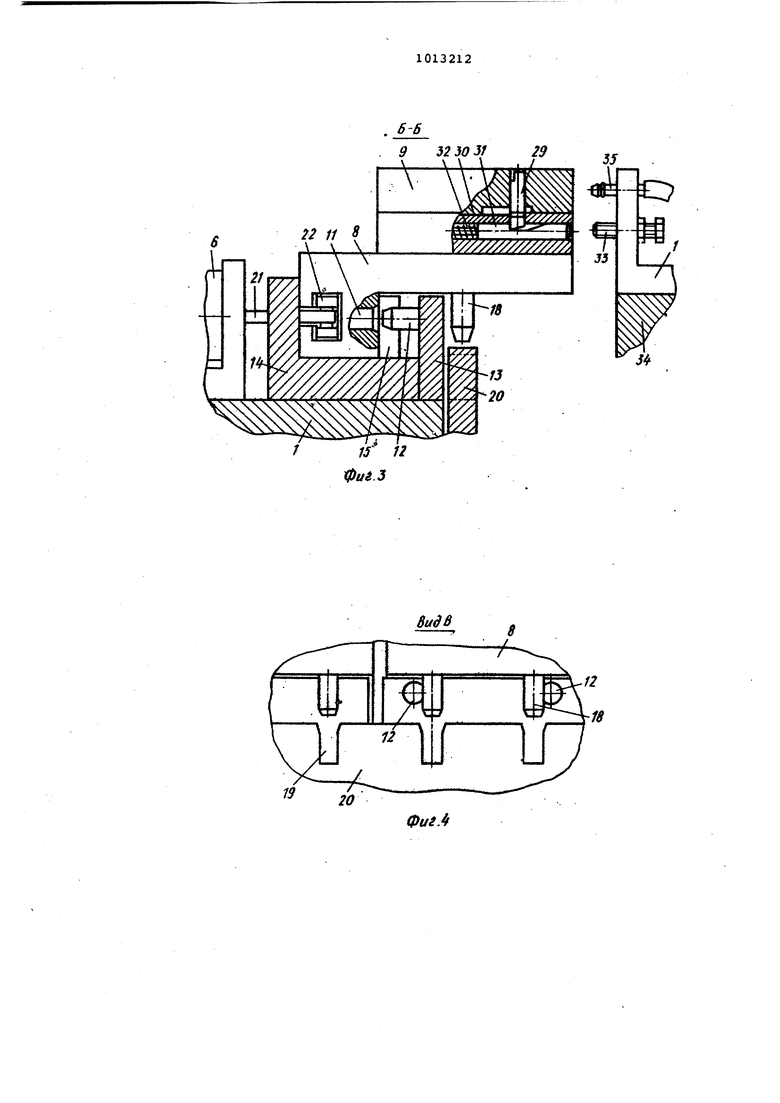
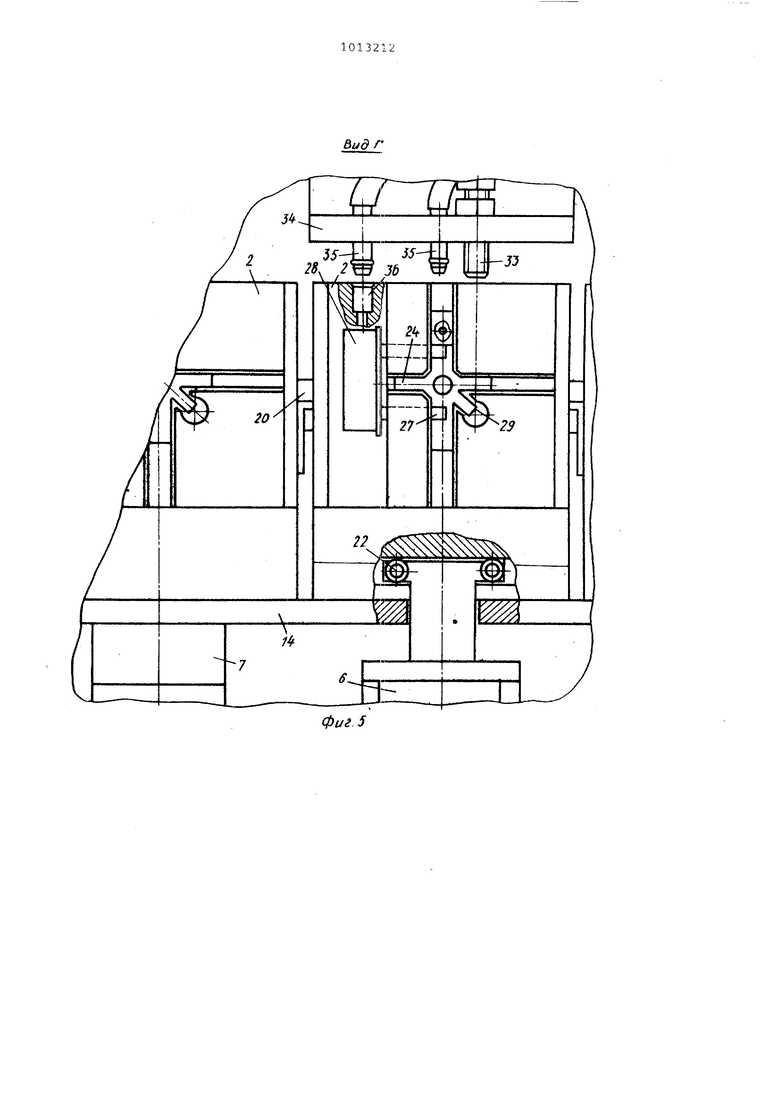
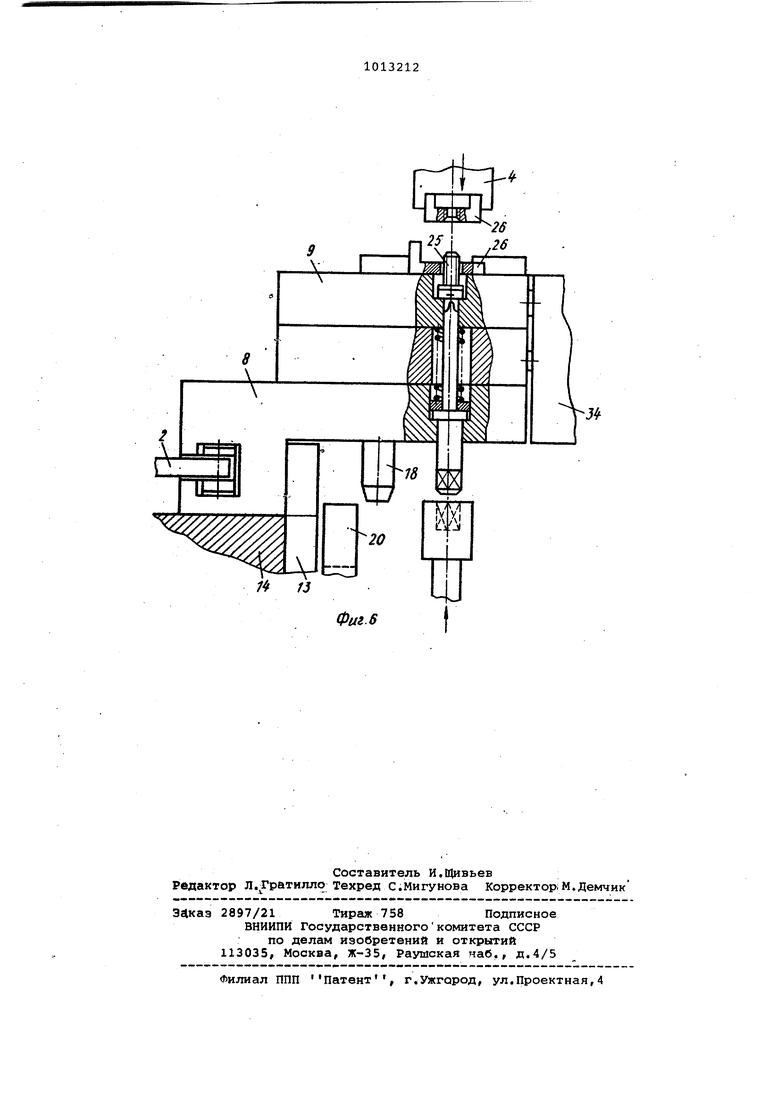
На фиг.1 представлена автоматизированная сборочная линия, общий вид спереди; на фиг.2 - разрез А-А на фкг.1; на фиг.З - разрез Б-Б на фиг.If на фиг.4 - вид в на фиг. фиг.5 - вид Г на фиг.1; на фиг.6 вариант спутника.
Линия содержит станину 1, внутри которой смонтированы грейферный конвейер, перемещающий спутник 2. Вдоль станины 1 смонтировано оборудование рабочих позиций: устройства подачи компонентов, например вибробункеры 3 Мсшипуляторы 4 и система управления с пультом 5. Кроме того, на рабочих позициях установлены приводы 6 поперечных перемещений спутников 2, а между позициями установлены планки 7. Каждый из спутников 2 содержит каретку 8 и технологический блок 9. Ка.ретка 8 имеет Г-образный профиль, На. внешней стороне каретки 8 выполне Т-образный паз 10, а на внутренней стороне - отверстия 11 под фиксатор 12, жестко закрепленный на стойках 13 станины 1. Вертикальные элементы кареток 8 в исходном положении линии контактируют с направляющими угольниками 14 и планками 15. Последние соединены с угольниками 14 через направляющие скалки 16 и постоянно по 5жимаются, пружинами 17 к вертикальным элементам кареток 8. Длины плано 15 выбраны такими, что при перемещении их вправо они размещаются между стойками 13 станины 1. На нижней стороне каждой каретки 8 имеются пальцы 18, взаимодействующие в некоторых фазах работы с пазами 19 TfiaHcnopной и1танги 20 грейферного конвейера.
Узкие части Т-образных .пазов 10 KapVток 8 согласованы по размерам с планкгил 7 и штоками 21 приводов 6 поперечных перемещений спутников. На концах штоков 21 закреплены ролики 22, взаимодействующие с ишрокими частями пазов 10. Для улучшения сопряжения роликов 22 с Т-образными пазами 10 движущихся кареток 8, на последних вьтолнены развитые фаски 23.
Сочетание направляющих элементов конвейера, например,, 13, 14 и 15 представляет транспортный желоб конвейера.
Технологические блоки 9 спутников 2 с;одержат базы для деталей объектов 24--26 сборки, для объекта 24 - неподвижные базовые поверхности, выполненные на технологическом блоке 9, и подвижные прижимы 27, соединенные с пневмоприводом 28. КроМе того, на технологических блоках 9 спутников 2 выполнены исполнительные механизмы без приводов. Этот механиэм, наприMepj, содержит пуансон 29, прижимаемый пластинчатой пружиной 30-к клиновой части толкателя 31, выполняющего роль механической передачи. Толкатель 31 отжимает.ся пружиной 32 к продольной стороне спутника 2, протийоположной Т-образному паэ-у 10 Таких механизмов на каждом спутнике может быть несколько. На позициях линии, где эти механизмы должны . срабатывать, соосно толкателям 31U: спутников 2 установлены упоры 33. на крон1чтейнах 34, на которых смонтированы части разъемов, например пневматические вилки 35. На спутника 2 выполняются ответные части -разъе Мов, например гнезда 36 {фиг. 5). Могут устанавливаться и электрические разъемы.
Упоры 33 и вилки 35 разъемов монтируются на кронштейнах 24 с дискретными поворотнЕ ми приводами (не показаны) .
В исходном положении все инструменты манипуляторов 4 удалены от сп5 тНИКОВ 2, а штоки 21 всех приводов 6 поперечных перемещений утоплены, спутники 2 расфиксированы и занимают транспортные положения. При этом пальцы 18 спутников 2 находятся над пазами 19 опущенной рейки транспортной ьгганги 20. Часть спутников 2 находится на рабочих позициях, а 4aqTb - между ними. Работа линии про изводится по командам с пульта 5. Цикл линии начинается с того, что транспортная ргганга 20 поднимается вверх, захватывает спутники 2 -за пальцы 18. и перемещает их на шаг вдоль транспортного желоба. После этого приводы б поперечного перемещения спутников 2 через щтоки 21 и ролики 22 начинают производить поперечные перемещения тех спутников 2, которые стоят на рабочих позициях, а привод конвейера начинает опускать транспортную штангу 20 вниз.Совмещение этих движений по времени и даже выполнение одного, лишь движения спутника 2 в направлении, перпендикулярном направлению транспортирования, возможно даже при задержке транспортной штанги 20 в верхнем положении, благодаря выполнению ее пазов 19 сквозными в поперечном направлении.
Привод б поперечного перемещения спутника каждой рабочей позиции перемещает вправо спутник 2 и планку 15, сжимая пружины 17 скалок 16. При ходе каждого спутника 2 вправо отверстия 11 и фиксаторы 12 сопрягаются и смыкаются разъемы: вилки 35 к гнезда 36. После этого толкатели 31 встречают (упоры 33 и начинают перемещаться относительно блока 9 спутника 2, передавая движения инстрментам, например пуансонам 29. В конце поперечного перемещения каждого спутника 2 планка 15 оказывается
между соседними стойками, а внутренняя поверхность вертикального элемента каретки 8 приходит на образующую плоскость стойки 13 (фиг.6). При этом между спутником 2 и кронштейном 34 должен оставаться некоторый зазор гарантируя прилегание указанных плоскостей кареток и стоек 8 и 13. К Моменту окончания поперечных ходов фиксации спутников 2 оканчиваются и вспомогательные операции, производимые пассивными механизмами технологических блоков 9, например, оканчивается операция отгибки лепестка на объекте 24 сборки пуансоном 29. Такими механизмами выполняются действия фиксации и расфиксации объектов сборки и или их отдельных элементов, очистка баз или их трансформация при программной переналадке спутника и т.п. После окончания совмещенного приема фиксирования спутников и выполнения вспомогательных операций начинается время выполнения основных сборочных операций, обычно требующих управления.
По командам пульта 5 манипуляторы 4 захватывают ориентированные собираемые детали, например, из вибробункеров 3 поштучно, или комплектом (например, комплект 25 - винт :с шайбой), переносят их и устанавливают либо в спутники, либо на уже имеющиеся там базовые детали или узлы объектов сборки. Присоединение деталей производится либо теми же мaнипyлятopa ш, либю сборочными устройствами специализированными, например свинчивающими, склепывакхцими, сварочными и т.п. При выполнении нескольких основных сборочных операций необходимо взаимодействие нескольких сборочных устройств одной позиции линии. Например, для свинчивания деталей 26 комплектом 25 (фиг.6) необходимо взаимодействие спутника 2 манипулятора 4 и привода, снабженного муфтой предельного момента. Их сигналы анализируются системой управления линией, которая оптимизирует воздействия сборочных устройств на объект сборки. Одновременно с основными сборочными операциями производится возврат транспортной штанги 20 конвейера в исходное положение. После отвода инструментов сборочных устройств линии от спутников и совершения обратного поперечного хода спутников (хода расфиксации) она оказывается снова в исходной состоянии готовой к началу следующего рабочего цикла. При необходимости произвести программную переналадку прекращают поступление деталей на рабочих позициях линии последовательно с первой до последней. После этого включа1ются дискретные поворотные приводы, поворачивая в сторону русла конвейера соответствующий набор упоров 33, заранее настроенных. Остальные устройства линии осуществляют программную переналадку HSBecTHbff-TH способами.- Любой из спутников 2 линии можно снять и снова поставить на конвейвр в то время/ когда спутник 2 находится между рабочими позициями. Для этого перемещают планку 7, выводя ее из Т-образного паза 10 кареткой 8 спутника 2. Если в процессе работы линиина одном из спутников 2 вспомогательньгми или внешними датчиками обнаружен брак в объекте сборки, то этот спутник 2 запоминается систв мой управления и перемещается далее до предусмотренного места выгрузки исправимого брака без фиксаций на рабочих позициях.
Применение предлагаемой линии позволяет за счет возможности одновременного подвода в зону сборки инструментов, внешних датчиков со всех сторон увеличить концентраций операций на одной позиции.
L Ц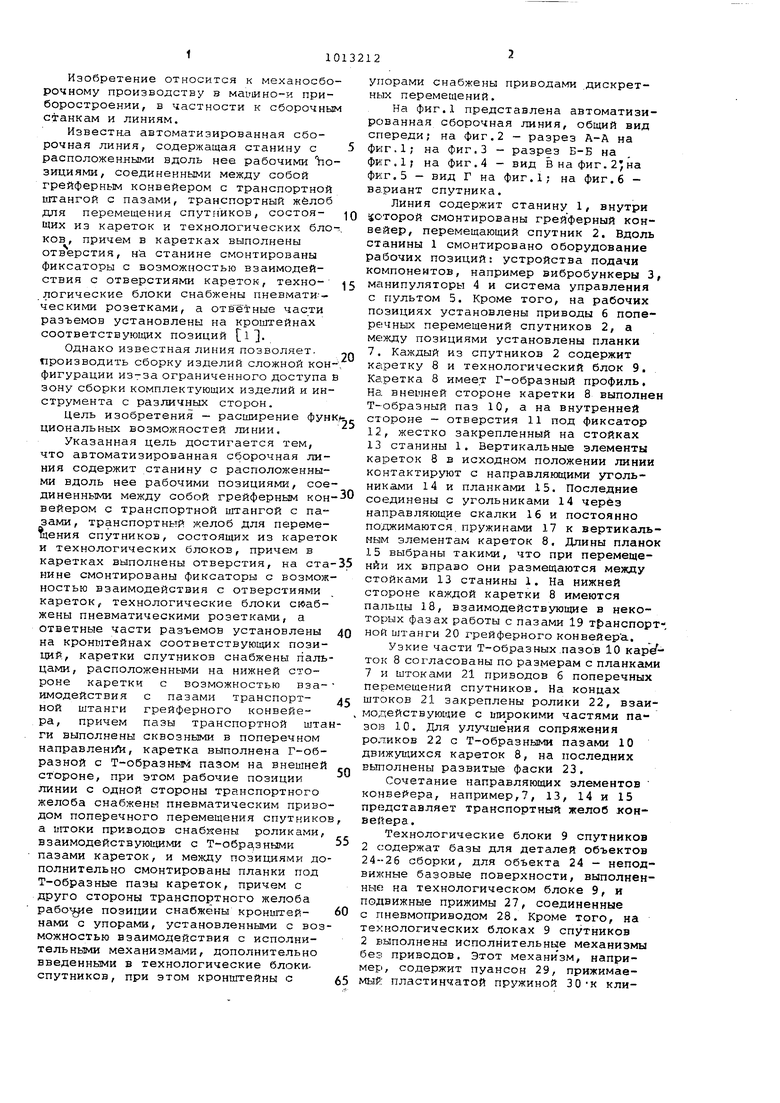
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Сборочная линия | 1981 |
|
SU986730A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
1. АВТОМАТИЗИРОВАННАЯ СБОРОЧНАЯ ЛИНИЯ, содержащая станину с расположенными вдс(ль нее рабочими позициями, соединенными между собой грейферным конвейерога с транспортной штангой с пазами, транспортный желоб для перемещения спутников, состоя-; щих из кареток и технологических блоков, причем в каретках выполнены отверстия, на станине смонтировадаа фиксаторы с возможностью взаимодействия с отверстиями кареток, технологические блоки снабжены пневматическими розетками, а ответные части разъемов установлены на стойках соответствующих позиций, отличающаяся тем, что, с целью расширения ее функциональных возможностей, каретки спутников .снабжены пальцами, расположенными на нижней стороне каретки с возможностью взаимодействия с пазами транспортной штанги грейферного конвейера, причем пазы транспортной штанги выполнены сквоэньв м в поперечном направлении, каретка выполнена Г-образной с Т-образным пазом на внешней стороне, при этом рабочие позиции линии с одной стЬроны транспортного желоба снабжены пневматическим приводом поперечного перемещения спутников, а штоки приводов снабжены роликами, взаимодействующими с Т -образными пазамн кареток, и между позициями дополнительно смонтированы планки под Т-образные пазы кареток, причем с другой стороны транспортнего желоба рабочие позиции снабжены кронштейнами с упорами,установленными с возможностью взаимодействия с исполнительными: механизмами, дополнительно введенными в техноло гические блоки спутников. 2. Линия по п. 1, о тличак)|цая с я тем, что кронштейны с упррами снабжены приводг1ми дискретных переСО мещений.. ю
/«
фиг. 2 9
фигА 32 30 Jf
Вид Г
| i | |||
| Поточная линия спутникового типа | 1979 |
|
SU876377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
