Изобретение относится к области технологического оборудования в атомной энергетике, используемого преимущественно для работы с дефектными облученными тепловыделяющими сборками (ОТВС), а более конкретно, к устройствам для промышленной реализации технологии демонтажа кессонов с дефектными ОТВС из баков хранилищ плавучих технических баз (ПТБ). Это изобретение может быть использовано с аналогичными целями на морском транспорте, имеющем атомные паропроизводящие установки (АППУ), например, при замене внутреннего устройства у парогенераторов, путем его вырезки из толстостенного корпуса парогенератора, а также при демонтажных работах на атомных электростанциях.
Известно устройство для вырезки кольцеобразных проточек с целью удаления пеналов с дефектными ОТВС из баков хранилища ПТБ как в процессе их эксплуатации, так и последующей утилизации хранилищ ПТБ. Это устройство для вырезки пеналов освоено и выпускается по документации П306.030.000.00, разработанной в ОАО «ЦТСС» (бывший ФГУП «ЦНИИТС»).
Устройство состоит из станины, на которой неподвижно установлены, приводной механизм вертикального перемещения шпинделя со сверлильной головкой и устройство, позволяющее выводить шпиндель наружу перпендикулярно основанию станины, а в сборе эти узлы в общем виде представляют вертикально-сверлильный станок. Согласно технологии вырезки кольцеобразных проточек устройство устанавливается основанием станины на поворотную плиту бака хранилища с возможностью ввода его вращающегося шпиндельного узла в загрузочное отверстие плиты с минимальным зазором 1,5÷2 мм и соосно соответствующему пеналу, подлежащему вырезке. Устройство закрепляется к поворотной плите с помощью прижимных планок с крепежными соединениями.
Недостатком этого устройства является то, что оно обеспечивает вырезку с помощью сверлильной головки невысоких и узких, в пределах 15÷20 мм, отверстий и проточек диаметром не более 100 мм и мало пригодно для вырезки из трубной доски кессона диаметром свыше 500 мм, при которой сверлильная головка конструктивно будет иметь большие массогабаритные размеры и высокую трудоемкость ее замены при износе, а также наличия специальных грузоподъемных средств и приспособлений
Известно также устройство для вырезки пеналов с дефектными ОТВС по патенту РФ №2220465, наиболее близкое по технической сущности к заявленному и принятое за прототип, которое содержит вертикально-сверлильный станок, установленный на подвижной платформе, имеющей два радиально расположенных под углом 90° отверстия, одно из которых соосно со шпинделем сверлильного станка. Платформа расположена на основании с возможностью ее разворота на 90°, а в основании устройства имеется отверстие, поочередно совмещаемое при развороте с отверстиями на платформе. Фиксацию соосности отверстий в платформе и основании устройства обеспечивает фиксирующий узел, выполненный в виде винтового зажима.
Недостатком устройства по прототипу является его ограниченное применение, заключающееся в том, что использование вертикально-сверлильного станка со шпинделем и сверлильной головкой позволяет вырезать лишь невысокие и узкие (шириной 5÷6 мм) кольцевые проточки высотой 20÷25 мм или, например, срезку катетов сварочного шва вокруг пеналов с дефектными ОТВС, диаметром не свыше 100÷120 мм, из-за ограниченности массогабаритных размеров конструкций сверлильных головок. Поэтому при вырезке больших кольцевых сквозных отверстий, какой является вырезка кессона из трубной доски, с такими размерными параметрами как: диаметр отверстия от 500 мм и более, высота вырезки от 80 мм и выше, а также ширина вырезки в пределах 65÷80 мм, эффективней механическая обработка не вырезанием с помощью сверлильной головки, а растачивание резцом с использованием одновременно горизонтальной и вертикальной подачи (перемещения) режущего инструмента (резца), т.к. сверлильная головка для указанных параметров при указанной вырезке, будет иметь высокую массу и большие усилия резания. Кроме того, для указанной выше ширины вырезки потребуются сменные сверлильные головки с различным расположением режущих элементов (режущих кромок).
Задачей предлагаемого технического решения устройства является создание специального станка для вырезки отверстия большого диаметра в трубной толстостенной доске вокруг кессона технологическими методами обработки в условиях высокой заглубленности и затесненности места вырезания. Этот станок можно будет использовать, например, в технологическом процессе, описанном в «Технологии вырезки и выгрузки кессона №3 с дефектными ОТВС из бака правого борта хранилища ПТБ «Лепсе» ГКЛИ.3330-035-2011», а также при реализации «Способа демонтажа кессонов из хранилища судов атомно-технологического обслуживания с нештатно размещенными в них дефектными ОТВС» по патенту №2400847.
Основной технический результат, достижение которого обеспечивает решение поставленной задачи, заключается в повышении точности центровки станка относительно вырезаемого кессона, сокращении времени наведения режущего инструмента и, как следствие, снижение дозовых нагрузок на обслуживающий персонал и минимизация выбросов радиоактивности в окружающую среду.
Получение указанного технического результата обеспечивается совокупностью существенных признаков, имеющихся в независимом пункте за счет того, что станок снабжен механизмом вращения режущего инструмента и вертикальной подачи, а также подвижной платформой. Кроме того, станок оборудован механизмом горизонтальной подачи и установлен на направляющих стойках, размещенных на подвижной платформе, а неподвижная опора станка, в торце которой выполнено соосно оси вращения режущего инструмента конусное углубление, в которое входит полусферический выступ центрирующей бабки, в центре которого имеется глухое отверстие, при этом бабка выполнена с конусной внутренней полостью, установлена на торец кессона с базированием по его внутреннему диаметру и подпружинена снизу.
Введение в заявленном станке механизма горизонтальной подачи наряду с механизмом вертикальной подачи и механизмом вращения режущего инструмента и установка станка на направляющих стойках платформы обеспечивает возможность выполнения станком необходимого послойно-ступенчатого метода вырезания (обработки) отверстия в трубной доске относительно оси станка, являющейся одновременно общей осью концентрично расположенных между собой вращающейся части станка и неподвижной части станка, названной в формуле изобретения «неподвижной опорой» станка. При послойно-ступенчатом методе вырезки отверстий выбросы радиоактивности могут быть только на последнем слое обработки.
Благодаря тому, что неподвижная опора станка упирается в центрирующую опорную бабку, соосную оси вращения режущего инструмента и сцентрированную по внутреннему диаметру кессона, - обеспечивается точность вырезания кессона, глубоко размещенного в баке, с выдержкой необходимых размерных параметров выреза и сохранением исходной малой толщины кессона. Наличие центрирующей бабки, в условиях высокой заглубленности и затесненности места вырезания, в которую упирается с подпружиниванием неподвижная опора станка, - создает дополнительную устойчивость и жесткость станку при закреплении его на направляющих стойках платформы и снижает биение режущего инструмента (резца) относительно оси станка, что повышает точность вырезания.
Выполнение бабки в виде конуса с полой внутренней полостью позволяет разместить в ней выступающие из кессона подвески дефектных сборок.
Сущность изобретения поясняется следующими графическими фигурами:
Фиг.1 - Общий вид станка для вырезки кессонов с дефектными ОТВС.
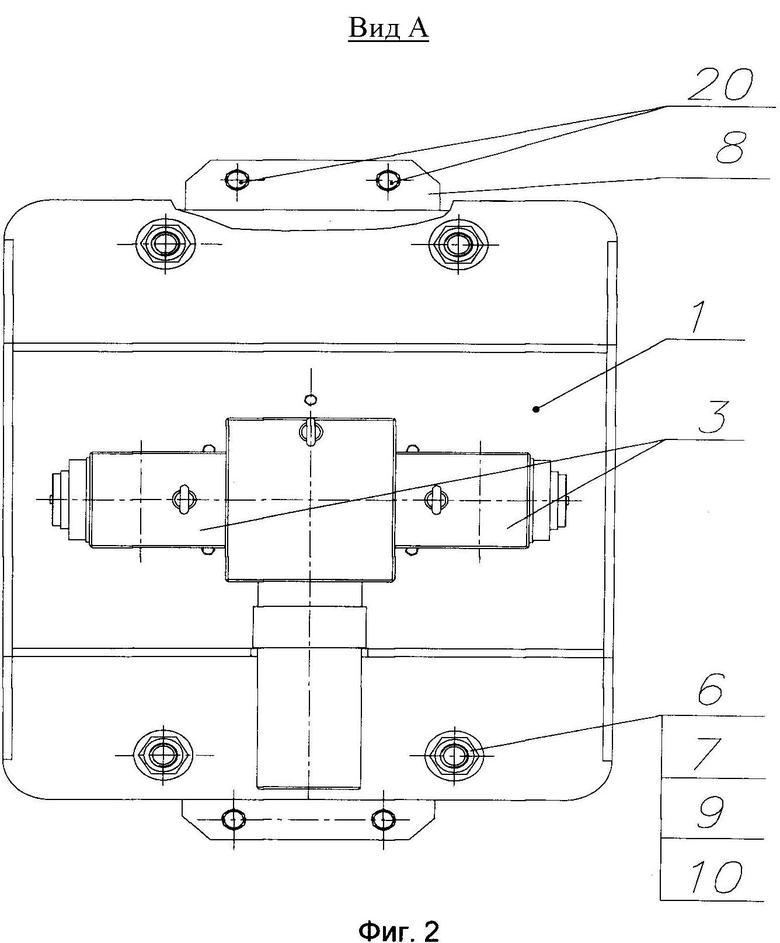
Фиг.2 - Вид А, вид сверху на станок.
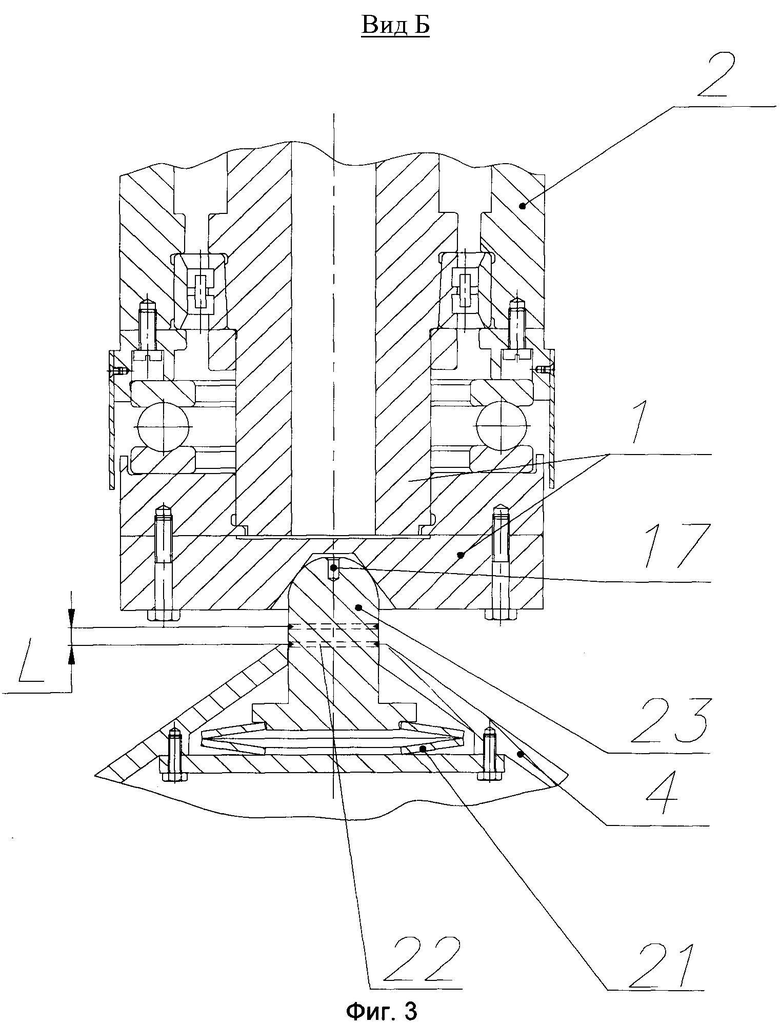
Фиг.3 - Выносной узел Б центрирующей бабки.
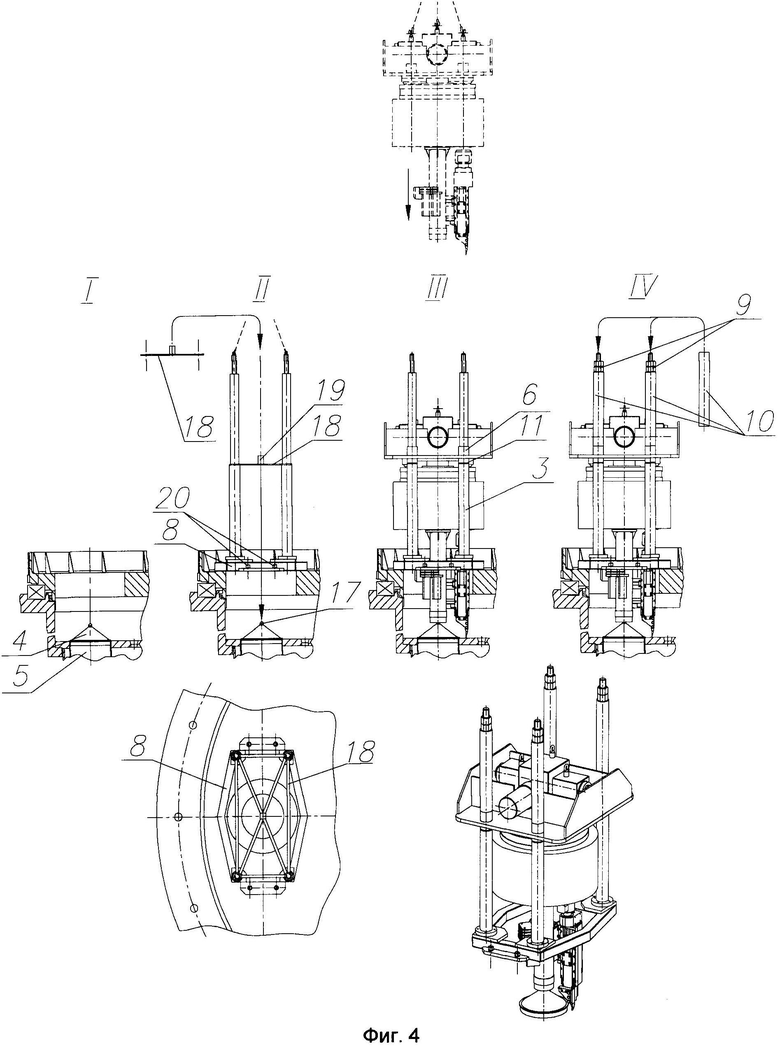
Фиг.4 - Схема положений установки станка и изображение в аксонометрии.
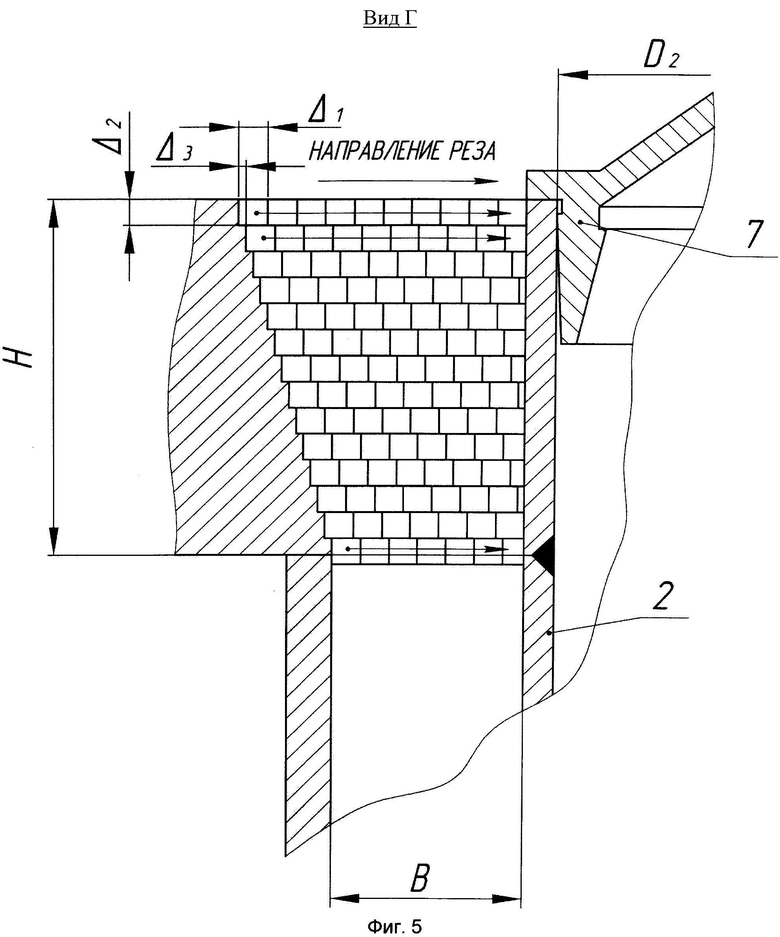
Фиг.5 - Выносной узел Г установки центрирующей бабки и схема ступенчато-послойной вырезки отверстия кессона.
Станок (фиг.1 и фиг.2) состоит из неподвижной части (неподвижная опора 1) и подвижной части (планшайба 2), вращающейся в 2-х блоках радиальных и радиально-упорных подшипников. Вверху неподвижной опоры 1 установлен механизм 3 привода вращения планшайбы 2, а внизу опора 1 своей осесимметричной центральной частью в виде конусного углубления упирается в соответствующий полусферический выступ центрирующей бабки 4, устанавливаемой на торец глубоко расположенного в баке кессона 5 с базированием по его внутреннему диаметру D2.
Неподвижная опора 1 станка за счет 4-х вертикально и симметрично расположенных между собой и относительно общей центральной оси направляющих втулок 6 устанавливается на направляющих стойках 7 подвижной платформы 8 с креплением гайками 9 через регулировочные распорные втулки 10 и набор регулировочных колец 11 и с одновременным упором опоры 1 в центрирующую бабку 4.
Вращение планшайбы 2 по стрелке «а» осуществляется механизмом 3 от мотор-редуктора через две симметрично расположенные относительно общей оси станка системы конических и цилиндрических зубчатых зацеплений. С наружной стороны планшайбы закреплен механизм привода горизонтальной подачи (перемещения) 12 по стрелке «б» режущего инструмента (резца) и кинематически связанный с ним (известным в станкостроении способом посредством суппорта) механизмом привода вертикальной подачи (перемещения) 13 по стрелке «в». Движение обеих подач осуществляется от самостоятельных мотор-редукторов, а электропитание и управляющие сигналы на мотор-редукторы ведутся через токо-съемный коллектор 14 с пакетами соприкасающихся угольных щеток и медных колец, который размещен внутри поворотной планшайбы и является узлом, осуществляющим передачу от неподвижной опоры 1 станка к планшайбе 2.
Режущий инструмент (резец) 15, установленный в резцедержателе 16 представляет собой стандартный отрезной изогнутый резец «петушкового» типа, изготовленный из инструментальной стали с высокой твердостью и износоустойчивостью. Так как применение охлаждающих жидкостей в условиях наличия делящихся ядерных материалов недопустимо, то вырезка кессона осуществляется методом ступенчато-послойной резки, который может обеспечить вырезку кольцевого отверстия размерами Н и В профиля резания (фиг.5) при высокой заглубленности и затесненности зоны резания. Указанный метод резания экспериментально отработан в ОАО «ЦТСС» в стендовых условиях совместно с кафедрой судового машиностроения СПбМТУ, и практически полностью исключает выход радиоактивных аэрозолей в процессе вырезки.
Последовательность положений установки станка и его работа заключаются в следующем:
На вырезаемый кессон 5 из трубной доски бака хранилища устанавливается центрирующая бабка 4 (фиг.3, 4 и 5), базирующаяся на внутренний диаметр отверстия кессона D2 и имеющая мишень 17 (глухое отверстие) в центре полусферического выступа (см. фиг.1 и положение I фиг.4). Далее на поворотной плите бака хранилища над центрирующей опорной бабкой устанавливается подвижная платформа 8, на направляющие стойки 3 которой заводится известное в технике приспособление для пробивки осевой линии, например, съемное наводящее приспособление 18 с лазерным целеуказателем 19. Установочным передвижением (скольжением) подвижной платформы по поверхности поворотной плиты лазерный луч целеуказателя наводится на мишень 17 центрирующей бабки 4, тем самым, совмещая ось подвижной платформы 8, а, следовательно, и ось вращения планшайбы 2 устанавливаемого затем станка на те же направляющие стойки 3. Отцентрованная, таким образом, подвижная платформа закрепляется к поворотной плите с помощью болтов 20 (см. положение II фиг.4), после чего наводящее приспособление демонтируется.
Далее, на направляющие стойки 3 подвижной платформы посредством направляющих втулок 6 опускается сам станок с упором его неподвижной опоры 1 в центрирующую бабку 4 (см. положение III фиг.4). Центрирующая бабка 4, имеющая полусферический выступ 23 подпружиненный тарельчатыми пружинами 21 упирается в конусное углубление опоры 1, чем достигается устойчивая работа станка при вырезании кессона и получение необходимой жесткости упорно-центрирующей системы станка (с учетом массы станка, точности изготовления и усилий резания и т.д.). При этом непосредственно крепление станка на 4-х направляющих стойках обеспечивается простановкой набора регулировочных колец 11 и регулировочных распорных втулок 10 с учетом величины расчетной просадки L, определяемой по контрольным рискам 22 на полусферическом выступе центрирующей бабки, и последующей затяжкой распорных втулок 10 с помощью гаек 9. (фиг.3, положение III и IV фиг.4), после чего станок готов к вырезанию кессона.
Выполняемая станком ступенчато-послойная вырезка кольцевого отверстия (фиг.5) ведется с параметрами следующих величин: с шириной Δ1, глубиной Δ2 и со смещением начала резки каждого слоя Δ3. При этом в систему управления станком может быть введена программа, обеспечивающая ступенчато-послойную вырезку заданных параметров. В результате, в трубной доске прорезается кольцевое отверстие с сохранением исходного размера стенки кессона в пределах 8÷10 мм, который необходим в дальнейшем при подрыве кессона с многотонным усилием после его вырезки из днища бака. По окончании работы станок демонтируется с перестановкой его для вырезки следующего кессона с дефектными ОТВС бака хранилища. В процессе вырезки кессона технологическая смена резца производится путем поднятия станка по направляющим стойкам подвижной платформы на необходимую высоту над поворотной плитой.
Таким образом, заявленный станок позволяет проводить вырезку кессонов с дефектными ОТВС, расположенных на большой глубине от поворотной плиты бака хранилища, с высокой точностью кольцевого реза вокруг кессона, и как следствие, снижение дозовых нагрузок на обслуживающий персонал и минимизация выбросов радиоактивности в окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНО-ДУГОВОЙ ВЫРЕЗКИ И ОСУШЕНИЯ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2018 |
|
RU2696247C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2002 |
|
RU2220465C2 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| СПОСОБ ВЫГРУЗКИ И ОСУШЕНИЯ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2018 |
|
RU2695808C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2003 |
|
RU2253158C1 |
| СПОСОБ ДЕМОНТАЖА КЕССОНОВ ИЗ ХРАНИЛИЩА СУДОВ АТОМНО-ТЕХНОЛОГИЧЕСКОГО ОБСЛУЖИВАНИЯ С НЕШТАТНО РАЗМЕЩЕННЫМИ В НИХ ДЕФЕКТНЫМИ ОТВС | 2009 |
|
RU2400847C1 |
| СПОСОБ ДЕМОНТАЖА КЕССОНОВ С ДЕФЕКТНЫМИ ОТВС ИЗ ХРАНИЛИЩА СУДОВ АТОМНО-ТЕХНОЛОГИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2012 |
|
RU2498433C1 |
| МАШИНА ДЛЯ РЕЗКИ ТРУБОПРОВОДА | 2012 |
|
RU2498429C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ГИЛЬЗ (ТРУБ) И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2353009C2 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2005 |
|
RU2287194C1 |
Изобретение относится к области технологического оборудования в атомной энергетике, а более конкретно, к устройствам для промышленной реализации технологии демонтажа кессонов с дефектными ОТВС из баков хранилищ плавучих технических баз (ПТБ). Задачей предлагаемого технического решения устройства является создание специального станка для вырезки отверстия большого диаметра в трубной толстостенной доске вокруг кессона технологическими методами обработки в условиях высокой заглубленности и затесненности места вырезания. Станок снабжен механизмом вращения режущего инструмента и вертикальной подачи, а также подвижной платформой. Станок оборудован механизмом горизонтальной подачи и установлен на направляющих стойках, размещенных на подвижной платформе. Неподвижная опора станка, в торце которой выполнено соосно оси вращения режущего инструмента конусное углубление, в которое входит полусферический выступ центрирующей бабки, в центре которого имеется глухое отверстие, установлена на торец кессона с базированием по его внутреннему диаметру и подпружинена снизу. Технический результат - повышение точности центровки станка относительно вырезаемого кессона, сокращение времени наведения режущего инструмента и, как следствие, снижение дозовых нагрузок на обслуживающий персонал и минимизация выбросов радиоактивности в окружающую среду. 5 ил.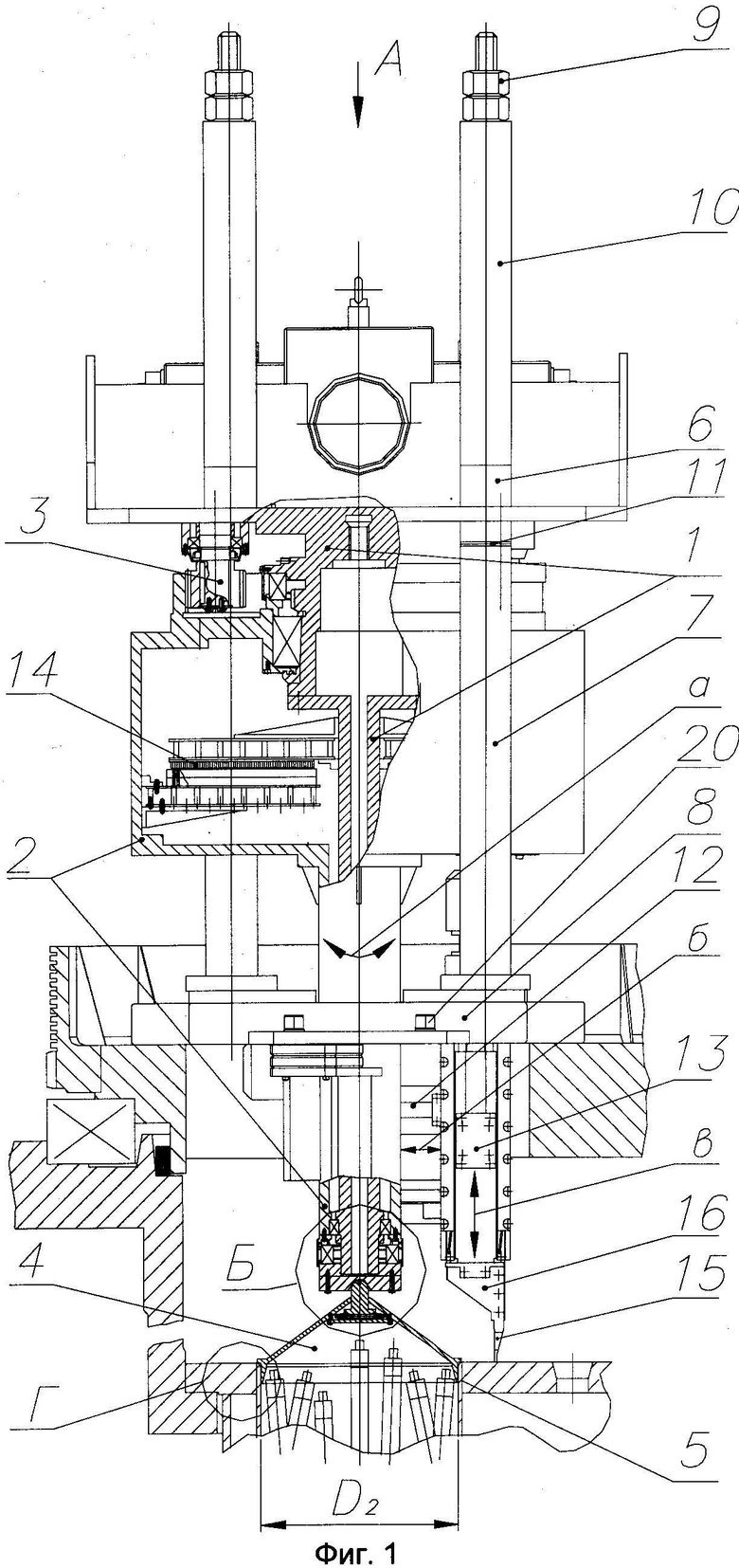
Станок для вырезки кессонов с дефектными ОТВС, содержащий механизмы вращения режущего инструмента и вертикальной подачи, а также подвижную платформу, отличающийся тем, что станок оборудован механизмом горизонтальной подачи и установлен на направляющих стойках, размещенных на подвижной платформе, а неподвижная опора станка, в торце которой выполнено соосно оси вращения режущего инструмента конусное углубление, в которое входит полусферический выступ центрирующей бабки, в центре которого имеется глухое отверстие, при этом бабка выполнена с конусной внутренней полостью, установлена на торец кессона с базированием по его внутреннему диаметру и подпружинена снизу.
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2002 |
|
RU2220465C2 |
| МАШИНА ДЛЯ РЕЗКИ ТРУБОПРОВОДА | 1993 |
|
RU2041030C1 |
| Устройство для резки капиллярных труб | 1981 |
|
SU965638A1 |
| JP 2004243484 А, 02.09.2004 | |||
| WO 1993013901 A1, 22.07.1993. | |||

