Область применения
Изобретение относится к области ядерной энергетики, в частности к методам обращения с отработавшим ядерным топливом, а именно к обращению с дефектными отработавшими тепловыделяющими сборками (ОТВС) размещенных в баках хранилища плавучих технических баз (ПТБ).
Уровень техники
Многолетняя эксплуатация плавучих мастерских, предназначенных для приема на временное хранение облученного ядерного топлива из реакторов атомных подводных лодок, сопровождалась накоплением дефектных ОТВС, которые из-за отсутствия необходимого технологического оборудования не были своевременно выгружены и создают значительные радиационные риски для обслуживающего персонала и окружающей среды (Бюллетень. Вопросы утилизации АПЛ №4 (8). - Москва: Изд-во ЗАО «Атомэнергоиздат», 2005 - 51 с).
Временное хранение ОТВС на ПТБ осуществляется в хранилище отработанных тепловыделяющих каналов (ХОТК) в цилиндрических баках с коническим доном, внутри баков установлена верхняя трубная доска в отверстиях, которых вставлены пеналы для размещения ОТВС. В нижней части баков имеется трубная решетка, в отверстия которой входят пеналы. При этом пеналы установлены в трубных досках через втулки, фланцы (или сами втулки) которых приварены к верхней трубной доске. Фиксация пеналов осуществляется с помощью зажимов, приваренных к нижней трубной доске. Отвод остаточного тепловыделения ОТВС осуществляется с помощью двухконтурного охлаждения бака. Контур «А» включает в себя внутренние полости пеналов. Контур «Б» с внешней стороны охлаждает пеналы. Бак в сборе вместе с опорным кольцом установлен на верхней плите защиты. Сверху бака установлена поворотная плита с координатно-наводящим устройством. В поворотной плите имеются загрузочные отверстия оборудованные защитными пробками. Все пеналы в трубной доске расположены по концентрическим окружностям. Для каждого концентрического ряда пеналов предусмотрено по одному загрузочному отверстию (htpp://bellona.org>content/uploads/sites/4/fil_lepse.pdf).
По различным технологическим причинам некоторые ОТВС, находящиеся в пеналах баков хранилищ, имеют различные деформации (деформация подвесок, активной части) и в процессе выгрузки штатным способом возможно повреждение ОТВС или застревание активной части ОТВС при извлечении ее из пенала, что значительно снижает радиационную безопасность для обслуживающего персонала и окружающей среды (Экологические проблемы утилизации атомных подводных лодок и развитие ядерной энергетики в регионе (ЭКОФЛОТ-2002): Тезисы докладов международной конференции. - Владивосток: Изд-во ДВГУ, 2002 - 125 с).
Известен способ демонтажа дефектных ОТВС, расположенных в индивидуальных пеналах в хранилищах ПТБ (Плавучее хранилище «Лепсе», журнал «Атомная техника за рубежом», 1997, №3, с. 20-21) при котором удаляют защитную пробку загрузочного отверстия поворотной плиты, вращая поворотную плиту, центрируют это отверстие относительно пенала с ОТВС, оценивают состояние верхних частей ОТВС. В дальнейшем, по одному из вариантов, удаляют поворотную плиту для обеспечения доступа к ОТВС и затем пеналы удаляют целиком с помощью дистанционно управляемых средств демонтажа. Данный способ предусматривает извлечение пеналов после удаления поворотной плиты, которая имеет большие габариты и массу. Удаление ее трудоемко и потребует значительных трудозатрат. Кроме того, после удаления поворотной плиты открывается доступ ко всем ОТВС, в том числе с различными дефектами. При этом возможен выход в окружающую среду радиоактивных продуктов. Для поддержания радиационной безопасности требуется максимально быстрое удаление всех пеналов с дефектными ОТВС, что не всегда возможно, и использование дистанционных средств демонтажа.
Известен способ и устройство для извлечения деформированного топливного стержня из корпуса блока для поддержания давления водо-водяного реактора (патент US 5139732, кл. G21C 17/017, зарегистрирован 09.09.1991), позволяющие производить дистанционно управляемое разрезание топливного стержня внутри упомянутого корпуса. Удаление частей расчлененного стержня производят через люк доступа, а, по меньшей мере, одну часть стержня удаляют выдергиванием за конец, расположенный снаружи проходной гильзы. Данный способ предназначен для демонтажа стержней, установленных в дистанционирующих решетках, и не может быть применен для топливных элементов, расположенных в индивидуальных пеналах. Кроме того, расчленение топливных стержней может привести к выходу радиоактивных продуктов в окружающую среду и снизить радиационную безопасность.
Ближайшим аналогом валяется способ демонтажа отработавших тепловыделяющих сборок из хранилища плавучей технической базы (патент RU 2253158 С1, кл. G21C 19/33, G21C 19/34, опубл. 27.05.2005) при котором удаляют защитные пробки из загрузочных отверстий поворотной плиты бака хранилища, поворачивая плиту, последовательно совмещают открытое загрузочное отверстие с пеналами, в которых находятся сборки. Сами пеналы установлены в трубной доске бака через проходные втулки, фланцы которых приварены к трубной доске и пеналам. Определяют пеналы с дефектными сборками и производят их удаление через загрузочное отверстие. Для этого в трубной доске и фланце втулки вокруг пенала через упомянутое отверстие вырезают кольцеобразную проточку с внутренним диаметром, немного превышающим наружный диаметр втулки, и глубиной, превышающей провар в трубной доске. Затем пенал захватывают за технологические пазы в его верхней части и извлекают вместе с отработавшей сборкой и втулкой.
Недостатками данного способа являются: наличие свободной воды контура «А» в демонтированном пенале с ОТВС, что не допускается при последующем обращения с ОТВС, невозможность демонтажа пенала с ОТВС при наличии у ОТВС подлежащей демонтажу искривленной подвески, препятствующей вырезке пенала и последующему извлечению через загрузочное отверстие, необходимость контроля процесса глубины вырезки кольцеобразной проточки для предотвращения провала пенала с дефектной ОТВС внутрь бака хранилища после проведения операции проточки. Необходимости проведения операции отрыва пенала от трубной доски с помощью гидравлического домкрата, снабженного захватом при образовании окалины между проходной втулкой и трубной доской и как следствие увеличение дозовых нагрузок обслуживающего персонала.
Сущность изобретения
Задачей настоящего изобретения является создание оптимального и безопасного способа демонтажа дефектных ОТВС из хранилищ ПТБ, минимизация технологического времени затрачиваемого на демонтажа дефектных ОТВС из хранилища ПТБ.
Техническим результатом при осуществлении предлагаемого изобретения является повышение технологичности процесса за счет уменьшения количества операций по переустановке технологического оборудования для демонтажа пеналов с дефектными ОТВС, выполнение технологических операций по демонтажу и осушению пеналов с минимальным количеством технологического оборудования и как следствие снижение радиационных рисков воздействия на персонал и окружающую среду при обращении с дефектными ОТВС.
Указанный технический результат достигается за счет того, что в предлагаемом способе выгрузки и осушения пеналов с дефектными отработавшими тепловыделяющими сборками из хранилища ПТБ, при котором поочередно удаляют защитные пробки из загрузочных отверстий поворотной плиты, установленной на баке хранилища, поворачивая плиту, последовательно совмещают открытое загрузочное отверстие с пеналами, в которых находятся отработавшие тепловыделяющие сборки, а сами пеналы установлены в трубной доске бака через проходные втулки, причем фланцы втулок прикреплены сваркой к трубной доске и пеналам, определяют пеналы с дефектными сборками и удаляют их через загрузочное отверстие, новым является то, что в загрузочном отверстии удаляемого ряда пеналов с дефектными тепловыделяющими сборками устанавливают техническое устройство вырезки и осушения пеналов, при наличии у дефектной тепловыделяющей сборки искривленной подвески препятствующей выгрузке пенала последнюю срезают, захватывают пенал за наружную кромку наконечника пенала, вокруг пенала вырезают кольцеобразную проточку на всю толщину трубной доски, осуществляют прошивку отверстия в районе дна пенала, осушают пенал, удаляют пенал с дефектной тепловыделяющей сборкой через загрузочное отверстие без демонтажа технического устройства вырезки и осушения пеналов, определяют дефектность подвесок, осуществляют контроль демонтажа и осушения пеналов с помощью дистанционного видеонаблюдения установленного в ближайшем к демонтируемому ряду пеналов загрузочном отверстии.
Выполнение операций по срезке искривленной подвески ОТВС препятствующей выгрузки пенала с дефектной ОТВС через загрузочное отверстие, вырезке и осушению пенала одним техническим устройством, выгрузке пенала с дефектной ОТВС через загрузочное отверстие без демонтажа технического устройства существенно упрощает способ выгрузки пеналов с дефектными ОТВС, а так же позволяет исключить применение дополнительных технических устройств, значительно снизить количество переустановок технологического оборудования и как следствие снизить дозовые нагрузки на персонал.
Выполнение операции по осушению пенала обеспечивает необходимые условия по обеспечению радиационной безопасности при дальнейшем обращении с демонтированными пеналами и ОТВС.
Применение видеонаблюдения, размещенного в ближайшем загрузочном отверстии к демонтируемому ряду пеналов обеспечивает дистанционный контроль дефектности подвесок ОТВС, вырезки и осушения пенала, а следовательно позволяет снизить дозозатраты персонала при обращении с дефектными ОТВС.
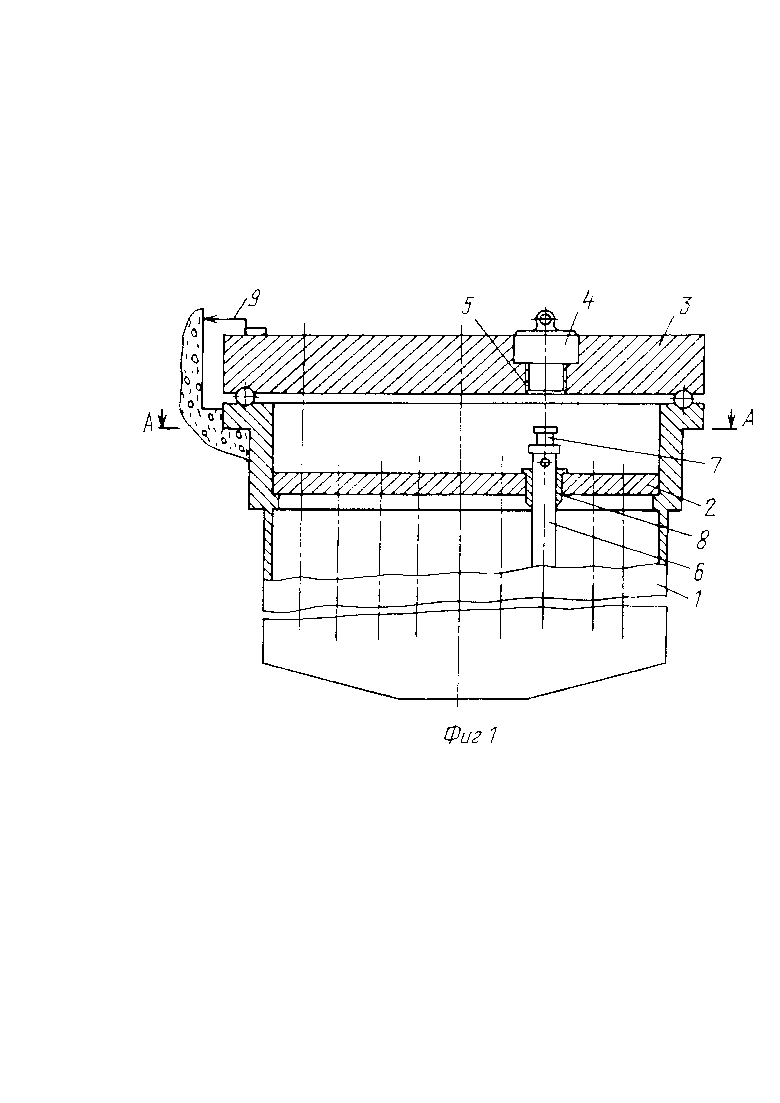
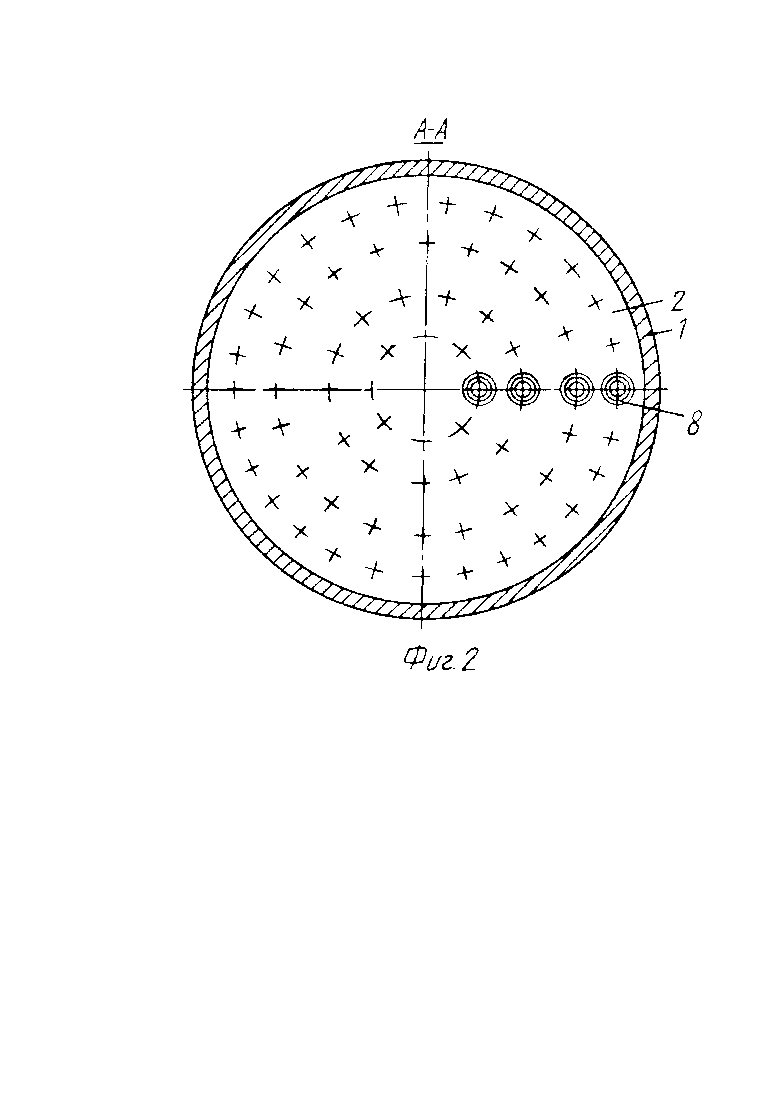
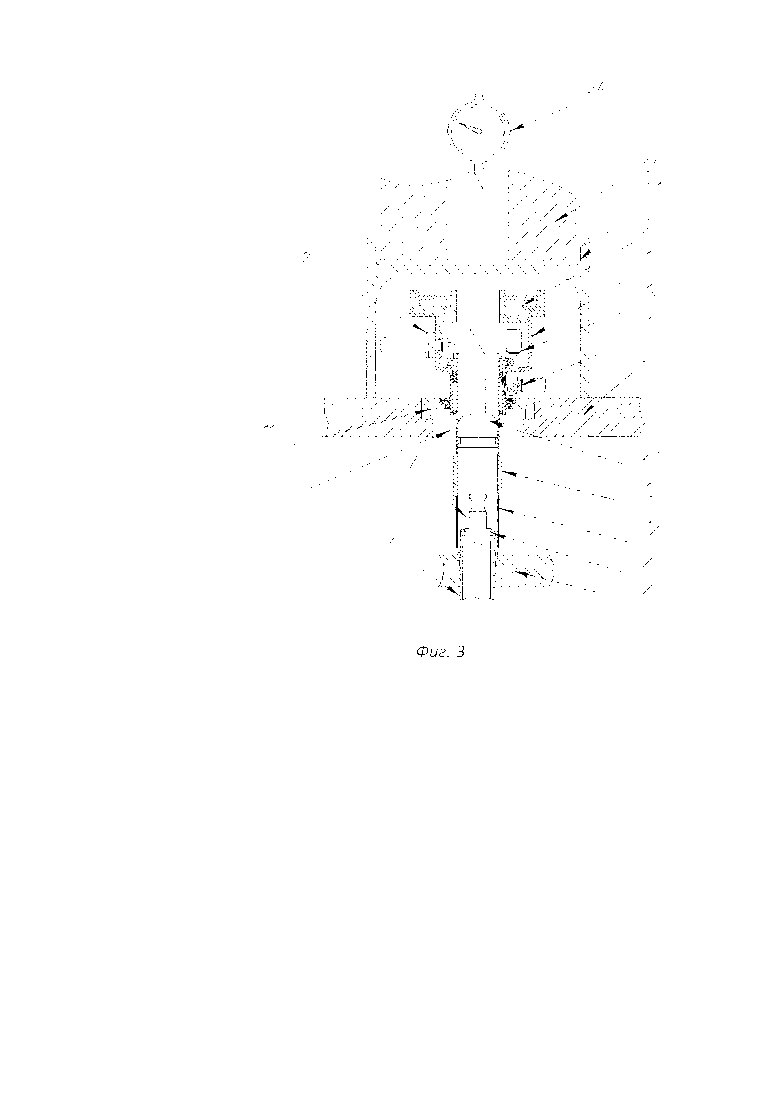
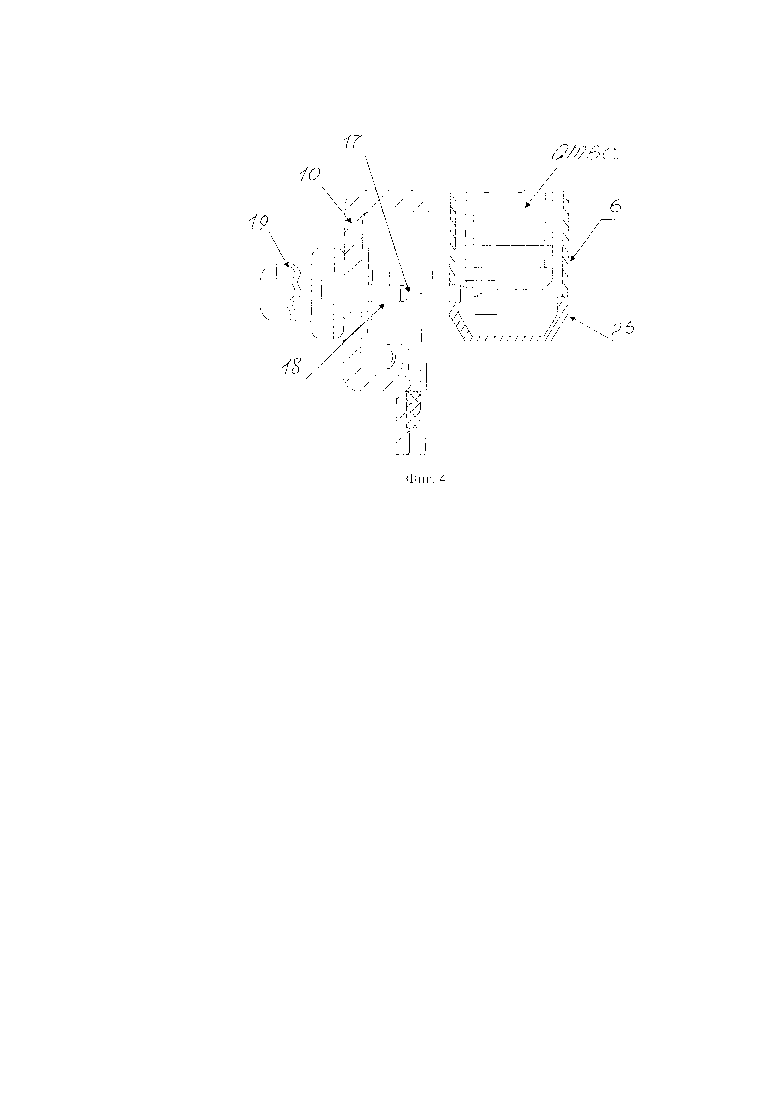
На фиг. 1 показана схема общего вида хранилища. На фиг. 2 показана схема разреза хранилища по А-А. На фиг. 3 показана схема размещения технического устройства для контактно-дуговой вырезки и осушения пеналов с дефектными отработавшими тепловыделяющими сборками и оборудования на поворотной плите хранилища. На фиг. 4 показана схема прошивки отверстия в районе дна пенала. Хранилище состоит из следующих основных частей (фиг. 1): бака 1, трубной доски 2, поворотной плиты 3, защитной пробки 4, загрузочного отверстия 5 в поворотной плите 3, пенала 6, в котором установлена ОТВС 7, проходной втулки 8. Фланец втулки 8 приварен к трубной доске 2 и к пеналу 6, содержащему ОТВС 7. Для установки в определенном положении поворотной плиты 2 имеется фиксатор 9. Все пеналы в трубной доске расположены по концентрическим окружностям (фиг. 2). Для каждой окружности предусмотрено по одному загрузочному отверстию 5, закрытому защитной пробкой 4.
Предлагаемый способ может быть осуществлен следующим образом.
Из загрузочного отверстия 5 поворотной плиты 3 ближайшего к загрузочному отверстию 5 удаляемого ряда пеналов с дефектными ОТВС извлекают защитную пробку 4 и в загрузочное отверстие 5 устанавливают устройство дистанционного видеонаблюдения (не показано). Из загрузочных отверстий 5 поворотной плиты 3 установленной на баке 1 хранилища поочередно удаляют защитные пробки 4, в загрузочное отверстие 5 поворотной плиты 3 вместе предполагаемого реза устанавливают техническое устройство вырезки и осушения пеналов (фиг. 3) состоящее из механической и электрической частей. В механическую часть входят: корпус 10 размещенный на станине 11 с центральным круглым отверстием, электрод-инструмент 12 выполненный из токопроводящего материала в виде полого профиля постоянного сечения и размещенный на держателе 13 выполненного виде полого профиля постоянного сечения, регулируемый реверсный электромеханический привод вертикального перемещения 14 держателя электрода-инструмента 13, регулируемый электромеханический привод поворота 15 держателя электрода-инструмента 13, узел прошивки 16 состоящий из электрода-инструмента 17 выполненного из токопроводящего материала в виде конического стержня, электрододержателя 18 и регулируемого реверсного электромеханического привода горизонтального перемещения 19 держателя электрода-инструмента 18, груз 20 для фиксации устройства на поворотной плите 3. В электрическую часть входят: источник тока, стойка управления, гибкие силовые кабели (не показаны).
С помощью гибких силовых кабелей (не показаны), через стойку управления (не показана) электрод-инструменты 12 подключается к отрицательному полюсу источника тока (не показан), а трубная доска 2 к положительному полюсу источника тока (не показан). При включенном источнике тока (не показан) электрод-инструмент 12 размещенный на держателе 13 с помощью регулируемого реверсного электромеханического привода вертикального перемещения 14, опускается до касания со сварным швом (не показан) втулки 8 пенала 6 и трубной доской 2. При касании ЭИ 11 со сварным швом (не показан) втулки 8 и трубной доски 2, возбуждается контактно-дуговой разряд. Момент касания электрода-инструменты 12 со сварным швом (не показан) втулки 8 пенала 6 и трубной доской 2 фиксируется оператором с помощью амперметра (не показан) стойки управления (не показана). После этого электрод-инструмент 12 размещенный на держателе 13 с помощью регулируемого реверсного электромеханического привода вертикального перемещения 14 поднимается на высоту 100-150 мм от трубной доски 2. На поворотную плиту 3 устанавливают опорную металлоконструкцию 21 с центральным круглым отверстием (не показано) и штатный контейнер 22 с грузоподъемным (не показано) и грузозахватным устройством 23. Грузозахватное устройство 23 через отверстие (не показано) в опорной металлоконструкции 21 и через держатель 13 опускается до зацепления с наружной кромкой наконечника пенала 23.
С помощью грузоподъемного устройства (не показано) создается фиксированный натяг в 1,5 раза превышающий вес пенала 6 с дефектной ОТВС 7. Величина натяга определяется с помощью динамометра 24. ЭИ 11 размещенный на держателе 12 с помощью регулируемого реверсного электромеханического привода вертикального перемещения 13 опускается до касания со сварным швом втулки 8 пенала 6 и трубной доской 2, с помощью стойки управления (не показана) на регулируемый электромеханический привод поворота 15 держателя 13 подается напряжение, с помощью регулируемого электромеханического привода поворота 15 держателя 13 обеспечивается вращение ЭИ 12. Начинается процесс контактно-дуговой вырезки кольцеобразной проточки вокруг пенала 6 на всю толщину трубной доски 2. Окончание процесса вырезки пенала 6 с дефектной ОТВС определяется по показаниям динамометра 24 и амперметра (не показан) стойки управления (не показана). При наличии в пенале 6 ОТВС 7 с искривленной подвеской (не показана), последняя срезается поступательным движением ЭИ 12. Для осушения пенала 6 производится прошивка в нем отверстия районе дна 25 с помощью узла прошивки 16. Процесс прошивки отверстия в районе дна пенала (фиг. 4) для сброса воды из пенала 6 осуществляется во время извлечения вырезанного пенала 6 с дефектной ОТВС 7. Окончание процесса осушения пенала 6 определяется по показаниям динамометра 24. После осушения пенала 6 с дефектной ОТВС 7 производится его демонтаж через держатель электрода-инструмента 13 без демонтажа технического устройства вырезки и осушения пеналов из загрузочного отверстия 5 поворотной плиты 3. Управление устройством производится дистанционно с помощью стойки управления (не показана). С помощью дистанционного видеонаблюдения (не показано) определяют наличие искривленных подвесок 25 дефектных ОТВС 7, контролируют процесс вырезки, осушения и демонтажа пеналов 6 с дефектными ОТВС 7.
Заявителю из доступных литературных и патентных источников не известны технические решения, приятые при создании способа выгрузки и осушения пеналов с дефектными отработавшими тепловыделяющими сборками следовательно, они отвечают критерию изобретения по новизне.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНО-ДУГОВОЙ ВЫРЕЗКИ И ОСУШЕНИЯ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2018 |
|
RU2696247C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2003 |
|
RU2253158C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2002 |
|
RU2220465C2 |
| СПОСОБ ДЕМОНТАЖА КЕССОНОВ ИЗ ХРАНИЛИЩА СУДОВ АТОМНО-ТЕХНОЛОГИЧЕСКОГО ОБСЛУЖИВАНИЯ С НЕШТАТНО РАЗМЕЩЕННЫМИ В НИХ ДЕФЕКТНЫМИ ОТВС | 2009 |
|
RU2400847C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2005 |
|
RU2287194C1 |
| СПОСОБ ДЕМОНТАЖА КЕССОНОВ С ДЕФЕКТНЫМИ ОТВС ИЗ ХРАНИЛИЩА СУДОВ АТОМНО-ТЕХНОЛОГИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2012 |
|
RU2498433C1 |
| СТАНОК ДЛЯ ВЫРЕЗКИ КЕССОНОВ С ДЕФЕКТНЫМИ ОБЛУЧЕННЫМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2012 |
|
RU2504851C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ГИЛЬЗ (ТРУБ) И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2353009C2 |
| СПОСОБ КОНСЕРВАЦИИ ХРАНИЛИЩ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА ДЛЯ ДЛИТЕЛЬНОГО ХРАНЕНИЯ | 2005 |
|
RU2294571C1 |
Изобретение относится к области ядерной энергетики, в частности к методам обращения с отработавшим ядерным топливом. Способ выгрузки и осушения пеналов с дефектными отработавшими тепловыделяющими сборками (ОТВС) из хранилища плавучей технической базы, при котором поочередно удаляют защитные пробки из загрузочных отверстий поворотной плиты. Поворачивая плиту, последовательно совмещают открытое загрузочное отверстие с пеналами. Пеналы установлены в трубной доске бака через проходные втулки. Фланцы втулок прикреплены сваркой к трубной доске и пеналам. В загрузочном отверстии удаляемого ряда пеналов с дефектными тепловыделяющими сборками устанавливают техническое устройство вырезки и осушения пеналов. Захватывают пенал за наружную кромку наконечника пенала. Вокруг пенала вырезают кольцеобразную проточку на всю толщину трубной доски. Осуществляют прошивку отверстия в районе дна пенала. Осушают пенал. Удаляют пенал с дефектной ТВС через загрузочное отверстие без демонтажа технического устройства вырезки и осушения пеналов. Осуществляют контроль демонтажа и осушения пеналов с помощью дистанционного видеонаблюдения. Изобретение позволяет повысить технологичность процесса за счет уменьшения количества операций по переустановке технологического оборудования для демонтажа пеналов с дефектными ОТВС. 4 ил.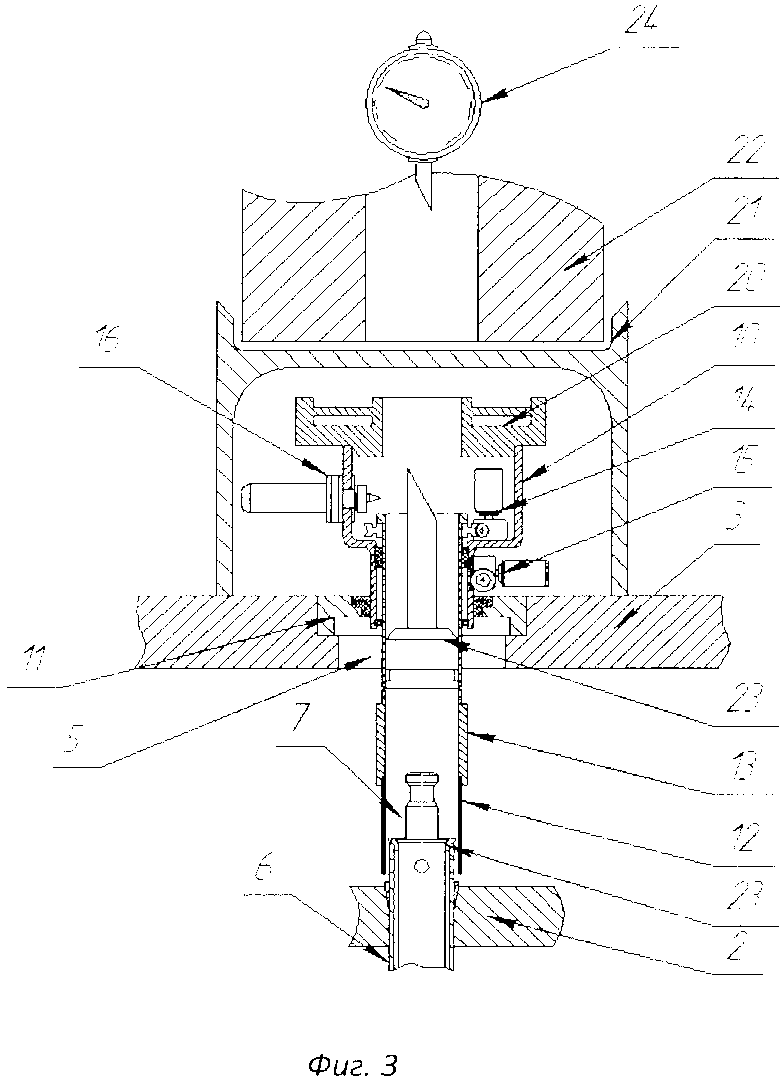
Способ выгрузки и осушения пеналов с дефектными отработавшими тепловыделяющими сборками из хранилища плавучей технической базы, при котором поочередно удаляют защитные пробки из загрузочных отверстий поворотной плиты, установленной на баке хранилища, поворачивая плиту, последовательно совмещают открытое загрузочное отверстие с пеналами, в которых находятся отработавшие тепловыделяющие сборки, а сами пеналы установлены в трубной доске бака через проходные втулки, причем фланцы втулок прикреплены сваркой к трубной доске и пеналам, определяют пеналы с дефектными сборками и удаляют их через загрузочное отверстие, отличающийся тем, что в загрузочном отверстии удаляемого ряда пеналов с дефектными тепловыделяющими сборками устанавливают техническое устройство вырезки и осушения пеналов, при наличии у дефектной тепловыделяющей сборки искривленной подвески, препятствующей выгрузке пенала, последнюю срезают, захватывают пенал за наружную кромку наконечника пенала, вокруг пенала вырезают кольцеобразную проточку на всю толщину трубной доски, осуществляют прошивку отверстия в районе дна пенала, осушают пенал, удаляют пенал с дефектной тепловыделяющей сборкой через загрузочное отверстие без демонтажа технического устройства вырезки и осушения пеналов, определяют дефектность подвесок, осуществляют контроль демонтажа и осушения пеналов с помощью дистанционного видеонаблюдения, установленного в ближайшем к демонтируемому ряду пеналов загрузочном отверстии.
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2003 |
|
RU2253158C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| СПОСОБ РЕМОНТА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 1993 |
|
RU2072574C1 |
| БЛОК ЭЛЕКТРОФОТОГРАФИЧЕСКОГО СВЕТОЧУВСТВИТЕЛЬНОГО БАРАБАНА | 2013 |
|
RU2627006C2 |
| СХЕМА КОНТРОЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОСЧЕТЧИКОВ | 2013 |
|
RU2521763C1 |

