Область техники, к которой относится изобретение
Настоящее изобретение относится в общем к предохранительным разрывным дискам, в частности к дискам обратного действия, имеющим полученную механической обработкой линию разрыва, образованную в них. Линия разрыва имеет вид углубления и образована станочной операцией фрезерования, в результате которой металл удаляется из выгнутой части диска без изменения или разрушения по существу однородной зернистой структуры металла рядом с углублением.
Уровень техники
В течение длительного времени известно выполнение выгнутых предохранительных разрывных дисков обратного действия, имеющих углубление, представляющее собой линию ослабления, или линию разрыва на одной наружной поверхности выгнутости диска. Линии ослабления или линии разрыва, как правило, представляли собой перекрещивающиеся надрезы или окружное углубление, представляющее собой линию ослабления, на вогнутой поверхности диска, где углубление, представляющее собой линию ослабления, или линия разрыва определяет границы зоны диска, которая разрывается при реверсе. Без углубления, представляющего собой линию ослабления и образующего сквозное отверстие в диске при разрыве диска вдоль углубления, представляющего собой линию ослабления, выгнутый диск будет выгибаться в обратном направлении, но необязательно будет полностью разрываться. В случае продолжающегося в направлении вдоль окружности углубления, представляющего собой линию ослабления, линия ослабления обычно не является непрерывной линией, в результате чего образуется поворачивающаяся зона, которая предотвращает разделение центральной зоны диска на части при реверсе и разрыве. Диск с перекрещивающимися надрезами образует четыре лепестка, которые выгибаются наружу при реверсе диска, в результате чего также предотвращается разделение лепестков на части. Окружные линии надреза или линии ослабления предпочтительны в случаях применения при низком давлении вследствие большего отверстия, образующегося при разрыве диска вдоль дугообразной линии надреза, по сравнению с диском с перекрещивающимися надрезами.
До настоящего времени линии ослабления образовывали в предохранительных разрывных дисках обратного действия посредством штампа для образования надрезов на металле, применения лазера, который образует канавку на диске, или посредством химического травления или электролитического полирования для удаления металла из диска вдоль заданной линии. Все из этих ранее известных дисков обратного действия вызывали затруднения и проблемы при изготовлении, которые не были решены, или проблемы при эксплуатации в разных случаях применения.
Штампы для образования надрезов на металле вызывают деформационное упрочнение металлического материала, в результате чего изменяется зернистая структура и плотность металла по линии надреза. Материал, окружающий линию надреза, образованную посредством штампа для образования надрезов на металле, подвергается деформационному упрочнению во время технологического процесса образования надрезов, в результате чего увеличивается хрупкость металла и образуются зоны напряжений. Хрупкость и зоны увеличенных напряжений металла ограничивают срок службы предохранительного разрывного диска в результате усталостного растрескивания и коррозии под напряжением. Глубина надрезов на металле, требуемая для удовлетворительного функционирования, вызывает сильное изменение исходной прочности выгнутого купола, что затрудняет прогнозирование давления, необходимого в конечном счете для реверса предохранительного разрывного диска, во время исходной операции выгибания диска перед образованием надрезов. Следовательно, очень трудно изготовить выгнутый предохранительный разрывной диск обратного действия, имеющий линию надреза, образованную посредством штампа для образования надрезов, который будет как надежным образом разрываться, так и выдерживать многочисленные последовательные циклы изменения давления.
Также было предложено образовывать линию надреза в предохранительном разрывном диске обратного действия посредством использования лазерного луча. Данные предложения оказались неудовлетворительными с точки зрения их промышленного применения по ряду причин. Отражательная способность металла затрудняет регулирование проникновения луча в толщину металла и, следовательно, образование гладкой канавки одинаковой глубины вдоль длины намеченного углубления, представляющего собой линию ослабления. Кроме того, лазеры вызывают значительный нагрев и выжигание диска, окисление материала и изменение металлургических характеристик металла. Было установлено, что диски, имеющие линии ослабления, образованные посредством выжигания лазером, при использовании являются неудовлетворительными не только с точки зрения ненадежного разрывания при требуемых величинах сброса давления, но и в связи с тем, что они имеют нежелательную долговечность при циклическом нагружении.
Химическое травление предохранительного разрывного диска, имеющего сегментированный резистивный слой, образующий линию ослабления, также было предложено в документах согласно предшествующему уровню техники, как, например, показано и описано в патентах США №№ 4,122,595, 4,597,505, 4,669,626 и 4,803,136. Патентообладатель по патенту '595 предлагает нанесение резистивного материала путем трафаретной печати на плоский предохранительный разрывной диск, при этом трафарет имеет отверстия, образующие конфигурацию заданной линии ослабления. После выгибания диска раствор кислоты распыляют на диск для вытравливания линии ослабления, совпадающей с зоной диска, не защищенной резистивным материалом. Металлическая поверхность материала диска несколько неровная и не является идеально гладкой, поскольку отдельные расположенные рядом друг с другом зерна имеют выступы, при этом между зернами имеются впадины. Следовательно, когда кислотный травитель наносят на поверхность металла, он не воздействует равномерно на всю поверхность металла. Вместо этого травитель является более агрессивным во впадинах между зернами, чем при травлении более высоких выступов поверхности зерен металла. Полагают, что травитель, удерживаемый в полостях впадин, не только обеспечивает более быстрое разъедание металла в зоне впадин по сравнению с окружающими зонами выступов зерен, но также делает это более эффективно. Сопутствующим результатом процесса травления является чрезмерное увеличение шероховатости поверхности металла, при этом степень неровности поверхности увеличивается при увеличении времени подвергания металла воздействию травителя. Предохранительные разрывные диски изготавливают из материалов, которые по своей природе являются коррозионно-стойкими, таких как нержавеющая сталь, Инконель, Хастеллой-С и Монель. Вследствие этого подвергание данных, по своей природе коррозионно-стойких материалов воздействию травильной кислоты требует того, чтобы травитель оставался в контакте с поверхностью металла в течение увеличенных промежутков времени для вытравливания канавки, глубина которой, как правило, составляет не менее 70-90% толщины металла. Например, если материал имеет толщину 0,004 дюйма, не менее 0,0036 дюйма должно быть удалено во время процесса травления.
Кроме того, для выполнения достаточно эффективного разъедания данных коррозионно-стойких материалов выбранный травитель должен представлять собой травитель, подобранный специально для конкретного типа металла. Таким образом, для каждого из различных металлов требуется отличный от других кислотный травитель. Определенный материал, используемый для изготовления определенного предохранительного разрывного диска, должен быть выбран так, чтобы он отвечал техническим условиям применения. Разные применения дисков требуют использования разных типов металлов. Следовательно, в случае использования процесса травления для образования линии ослабления в коррозионно-стойком материала диска производитель должен будет иметь в наличии травитель, который является наиболее эффективным для разъедания данного определенного коррозионно-стойкого материала.
В заявке на патент США 2006/0237457 раскрыто образование линии ослабления, границы которой заданы лазером и которая образована электролитическим полированием, в предохранительном разрывном диске обратного действия. Сначала заготовку предохранительного разрывного диска подвергают предварительному выгибанию и окончательному выгибанию, а затем наносят на нее слой резистивного материала. Лазер используют для удаления по меньшей мере части слоя резистивного материала, соответствующей заданному углублению, представляющему собой линию ослабления, на вогнутой поверхности выгнутого предохранительного разрывного диска. Затем диск подвергают операции электролитического полирования для удаления металла из обработанной лазером зоны предохранительного разрывного диска, в результате чего в диске образуется блестящее отполированное углубление, представляющее собой линию ослабления. Данная технология дает приемлемые результаты при использовании ее для сравнительно тонких дисков малого диаметра. Однако по мере увеличения толщины и диаметра диска технология электролитического полирования может стать менее привлекательным средством образования углублений, представляющих собой линии ослабления. Диски, образованные из более толстых материалов, обычно требуют более продолжительного времени электролитического полирования для получения углубления, имеющего заданную глубину. Большая продолжительность электролитического полирования также приводит к увеличению ширины углубления. Если углубление становится слишком широким, углубление может начать влиять на давление разрыва диска, что приводит к потере контроля над характеристиками разрыва диска.
Раскрытие изобретения
В одном варианте осуществления настоящего изобретения предложен металлический предохранительный разрывной диск обратного действия, содержащий выгнутую часть, имеющую противоположные вогнутую и выпуклую поверхности, и ограничивающую фланцевую зону, окружающую выгнутую часть. Выгнутая часть обычно включает в себя по меньшей мере одно образованное механическим способом углубление, представляющее собой линию разрыва. Углубление, представляющее собой линию разрыва, содержит единственный паз и имеет глубину, которая продолжается от одной из вогнутой и выпуклой поверхностей внутрь к другой из вогнутой и выпуклой поверхностей. Выгнутая часть предохранительного разрывного диска рядом с пазом имеет по существу однородную зернистую структуру металла.
В другом варианте осуществления настоящего изобретения предложен металлический предохранительный разрывной диск обратного действия, содержащий выгнутую часть, имеющую противоположные вогнутую и выпуклую поверхности, и ограничивающую фланцевую зону, окружающую выгнутую часть. Выгнутая часть дополнительно содержит зону разрыва, имеющую по меньшей мере одно образованное механическим способом углубление, представляющее собой линию разрыва. Зона разрыва по существу имеет по существу однородную зернистую структуру металла на всем протяжении. Углубление, представляющее собой линию разрыва, содержит удлиненный паз, образованный парой разнесенных краев, пересекающихся с одной из вогнутой и выпуклой поверхностей, и боковыми краевыми зонами, продолжающимися непрерывно с наклоном от краев к одной, самой глубокой точке паза. Углубление, представляющее собой линию разрыва, образовано посредством удаления металла механическим способом из зоны разрыва без разрушения по существу однородной зернистой структуры металла оставшейся части зоны разрыва.
В еще одном варианте осуществления настоящего изобретения предложен способ образования углубления, представляющего собой линию разрыва, в металлическом устройстве сброса давления. Способ по существу включает обеспечение предшественника сброса давления, имеющего часть для сброса давления, выполненную с возможностью разрушения и разрыва при подвергании воздействию заданного избыточного давления, и ограничивающего фланцевую зону, окружающую часть для сброса давления. Часть для сброса давления имеет зону разрыва, в которой образуют углубление, представляющее собой линию разрыва. Зона разрыва имеет по существу однородную зернистую структуру металла на всем протяжении. Кроме того, способ включает удаление механическим способом части металла из зоны разрыва для образования углубления, представляющего собой линию разрыва. Часть металла удаляют без разрушения по существу однородной зернистой структуры металла в остающемся металле зоны разрыва.
Краткое описание чертежей
Фиг.1 представляет собой схематичное изображение куска листового металлического материала, используемого для изготовления предохранительных разрывных дисков обратного действия в соответствии с настоящим изобретением;
Фиг.2 представляет собой частичный вид в плане металлического листа по фиг.1, на котором пунктирными линиями показан контур заготовок предохранительных разрывных дисков, которые должны быть образованы из металлического листового материала по фиг.1;
Фиг.3 представляет собой схематичный вид в плане заготовки диска, образованной из листового материала по фиг.2;
Фиг.4 представляет собой схематичное изображение сечения устройства для предварительного выгибания заготовки предохранительного разрывного диска, которое включает в себя изгибающий стержень для образования вдавленной части на одной поверхности заготовки;
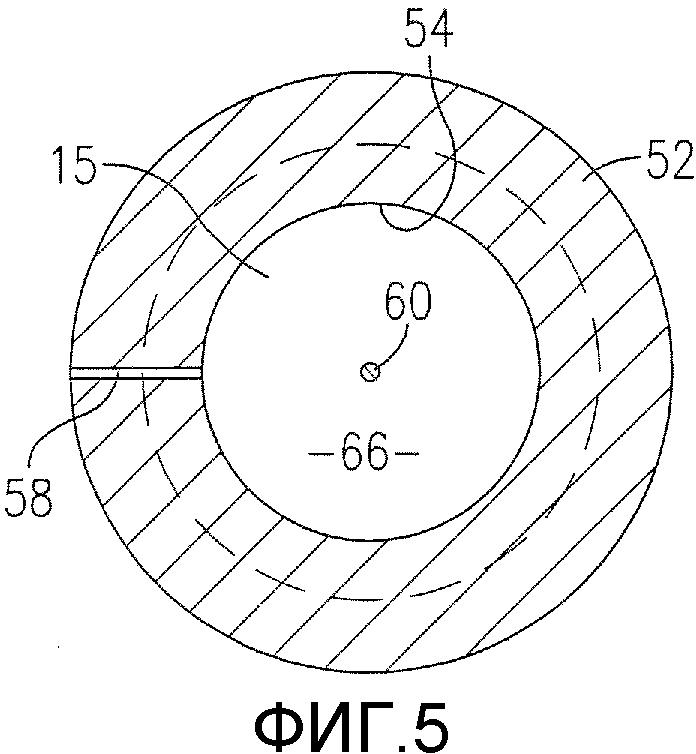
Фиг.5 представляет собой горизонтальное сечение, выполненное по существу по линии 5-5 на фиг.4, если смотреть вниз в направлении стрелок;
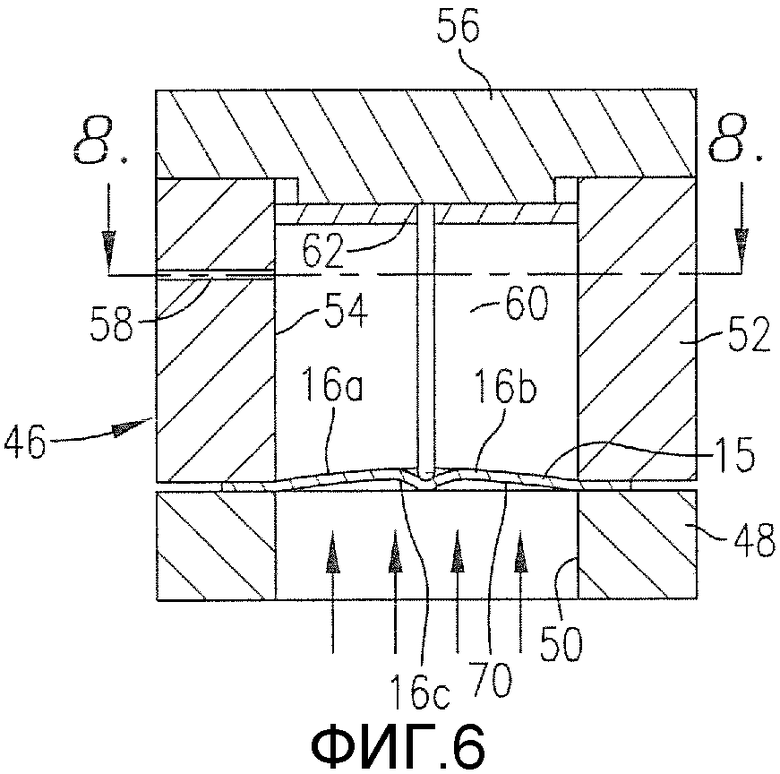
Фиг.6 представляет собой выполненное в сечении, схематичное изображение этапа предварительного выгибания, на котором используют приспособление, показанное на фиг.4, и в результате которого получают сегментную зону заготовки предохранительного разрывного диска, выгнутую относительно основного тела заготовки;
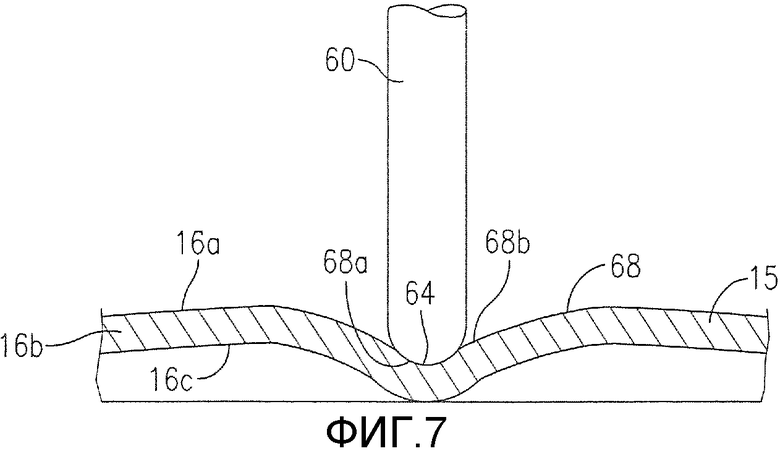
Фиг.7 представляет собой увеличенное частичное схематичное изображение предварительно выгнутого диска, имеющего сегментную зону с вдавленной частью на частично выгнутой выпуклой поверхности заготовки диска, образованную изгибающим стержнем, которая была образована изгибающим стержнем;
Фиг.8 представляет собой горизонтальное сечение, выполненное по линии 8-8 на фиг.6, если смотреть вниз в направлении стрелок;
Фиг.9 представляет собой выполненное в сечении, схематичное изображение приспособления, подобного показанному на фиг.4, и иллюстрирует способ приложения давления к вогнутой поверхности предварительно выгнутого предохранительного разрывного диска для выполнения окончательного выгибания предохранительного разрывного диска;
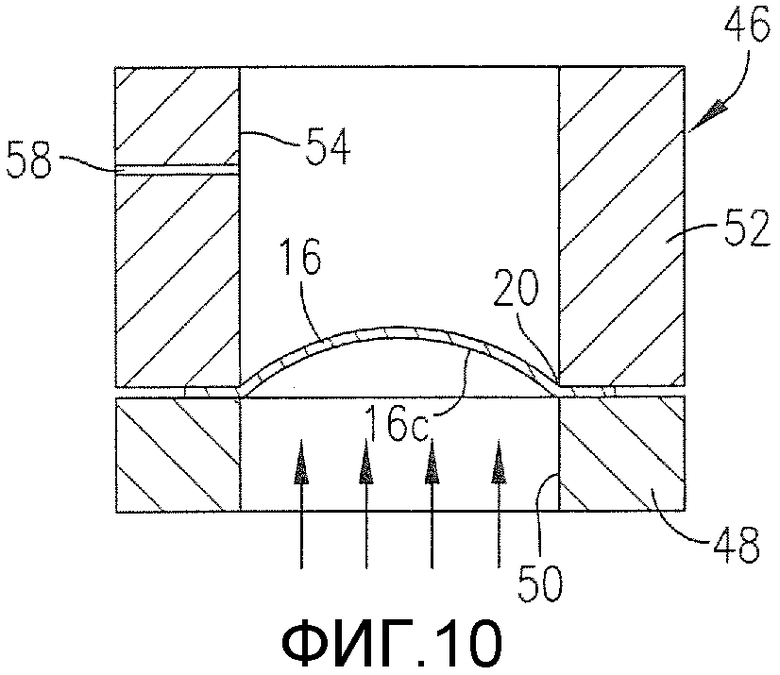
Фиг.10 представляет собой выполненное в сечении, схематичное изображение приспособления, подобного показанному на фиг.6, с удаленным стержнем, и иллюстрирует способ приложения достаточного давления к вогнутой поверхности предварительно выгнутого предохранительного разрывного диска для выполнения окончательного выгибания предохранительного разрывного диска и осуществления возврата сегментной зоны с ранее выполненной вдавленной частью, образованной в выгнутой секции, в ее исходное положение до образования вдавленной части в ней во время предварительного выгибания центральной секции диска;
Фиг.11 представляет собой схематичное сечение окончательно выгнутого диска, в котором первоначальная вдавленная часть в центральной секции диска была выровнена во время окончательного выгибания заготовки диска;
Фиг.12 представляет собой вид в плане выгнутого диска, подобного показанному на фиг.11, с выровненным сегментом диска, в котором вначале была образована вдавленная часть и который показан круговыми пунктирными линиями;
Фиг.13 представляет собой увеличенное изображение сечения части выпуклой секции предохранительного разрывного диска, которое схематично иллюстрирует измененную зернистую структуру сегментной зоны выгнутой секции диска, в которой сначала была образована вдавленная часть и которая была возвращена в ее исходное положение, в сравнении с металлом остальной части выгнутой секции;
Фиг.14 представляет собой фотографию сечения углубления, представляющего собой линию ослабления и образованного в устройстве сброса давления посредством использования технологии образования надрезов согласно предшествующему уровню техники;
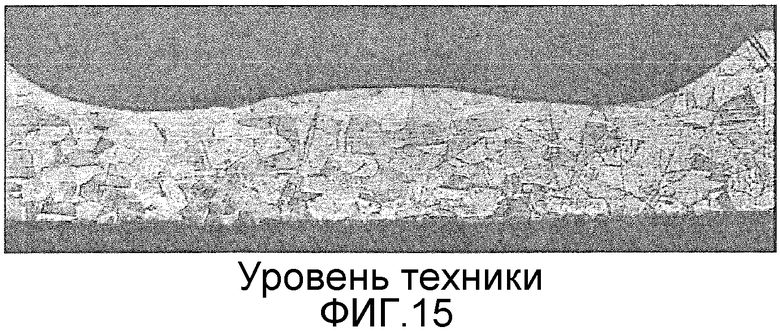
Фиг.15 представляет собой фотографию сечения углубления, представляющего собой линию ослабления и образованного в устройстве сброса давления посредством использования способа электролитического полирования согласно предшествующему уровню техники;
Фиг.16 представляет собой фотографию сечения углубления, представляющего собой линию разрыва и образованного в устройстве сброса давления в соответствии с настоящим изобретением;
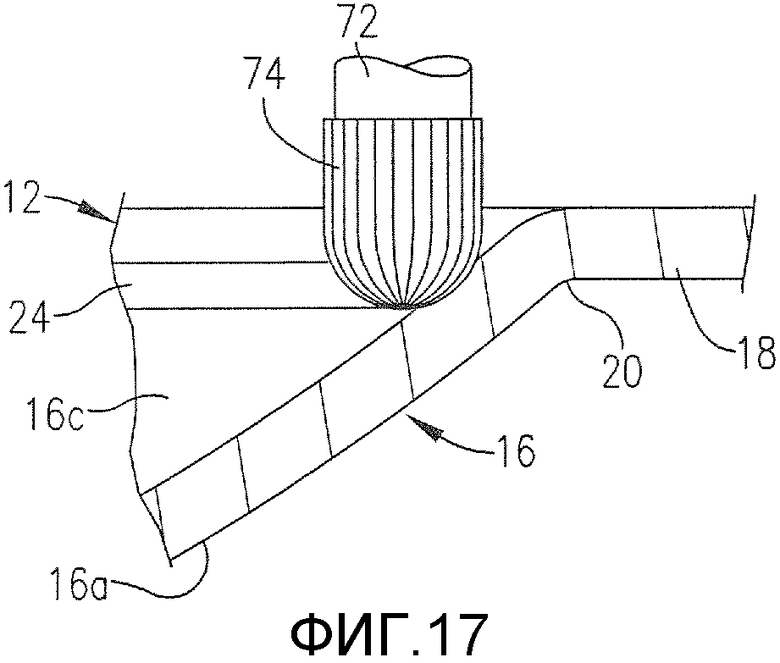
Фиг.17 представляет собой частичное сечение, иллюстрирующее первый проход механической фрезы во время образования углубления, представляющего собой линию разрыва, в выгнутой части предохранительного разрывного диска обратного действия в соответствии с настоящим изобретением;
Фиг.18 представляет собой частичное сечение, иллюстрирующее второй проход механической фрезы во время образования углубления, представляющего собой линию разрыва, в выгнутой части предохранительного разрывного диска обратного действия в соответствии с настоящим изобретением;
Фиг.19 представляет собой частичное сечение, иллюстрирующее третий проход механической фрезы во время образования углубления, представляющего собой линию разрыва, в выгнутой части предохранительного разрывного диска обратного действия в соответствии с настоящим изобретением;
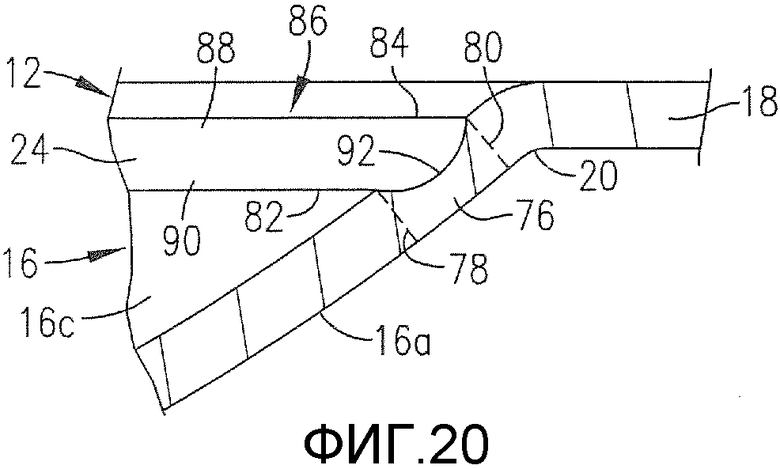
Фиг.20 представляет собой частичное сечение предохранительного разрывного диска обратного действия, имеющего углубление, представляющее собой линию разрыва и образованное на вогнутой поверхности выгнутой части диска, при этом углубление, представляющее собой линию разрыва, имеет по существу U-образное поперечное сечение;
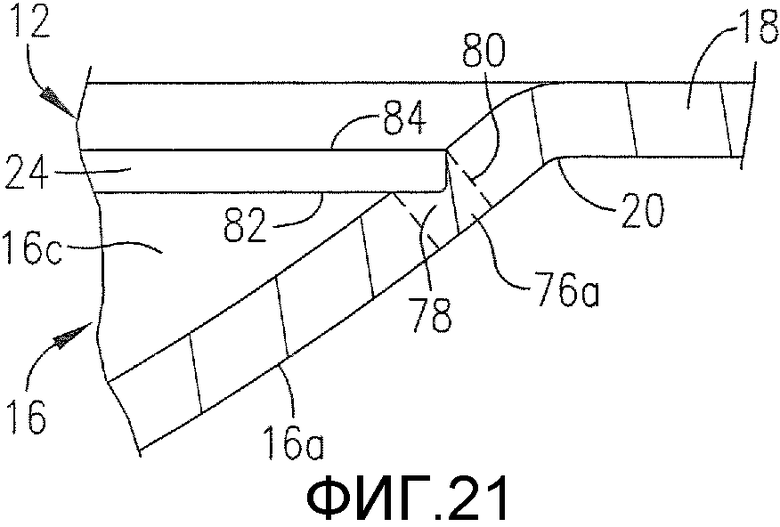
Фиг.21 представляет собой частичное сечение предохранительного разрывного диска обратного действия, имеющего углубление, представляющее собой линию разрыва и образованное на вогнутой поверхности выгнутой части диска, при этом углубление, представляющее собой линию разрыва, имеет по существу V-образное поперечное сечение;
Фиг.22 представляет собой вид в плане другого варианта осуществления предохранительного разрывного диска в соответствии с настоящим изобретением, имеющего образованное механической обработкой углубление, представляющее собой линию разрыва, в его выгнутой части, при этом углубление, представляющее собой линию разрыва, имеет по существу С-образную конфигурацию;
Фиг.23 представляет собой вид в плане еще одного варианта осуществления предохранительного разрывного диска в соответствии с настоящим изобретением, имеющего образованные механической обработкой углубления, представляющие собой линии разрыва, пересекающиеся крестообразно, в его выгнутой части;
Фиг.24 представляет собой частичное сечение варианта осуществления предохранительного разрывного диска в соответствии с настоящим изобретением, имеющего полученное механической обработкой углубление, представляющее собой линию разрыва, образованное на выпуклой поверхности выгнутой части диска;
Фиг.25 представляет собой вид в перспективе узла с предохранительным разрывным диском, выгибающимся в обратном направлении, в соответствии с данным изобретением;
Фиг.26 представляет собой выполненный с пространственным разнесением элементов вид в перспективе элементов, образующих узел с предохранительным разрывным диском, выгибающимся в обратном направлении;
Фиг.27 представляет собой выполненный с пространственным разнесением элементов вид в перспективе снизу элементов, образующих узел с предохранительным разрывным диском, выгибающимся в обратном направлении, по фиг.26 с четко видимой линией разрыва;
Фиг.28 представляет собой вид в плане еще одного варианта осуществления предохранительного разрывного диска в соответствии с настоящим изобретением, имеющего образованное механической обработкой углубление, представляющее собой линию разрыва, в его выгнутой части, при этом углубление, представляющее собой линию разрыва, выполнено с такой конфигурацией, что диск имеет две поворачивающиеся части и при разрыве образует две лепестковые секции;
Фиг.29 представляет собой вид в плане еще одного варианта осуществления предохранительного разрывного диска в соответствии с настоящим изобретением, имеющего образованные механической обработкой углубления, представляющие собой линии разрыва, образующие форму креста, в его выгнутой части, при этом углубления не пересекаются; и
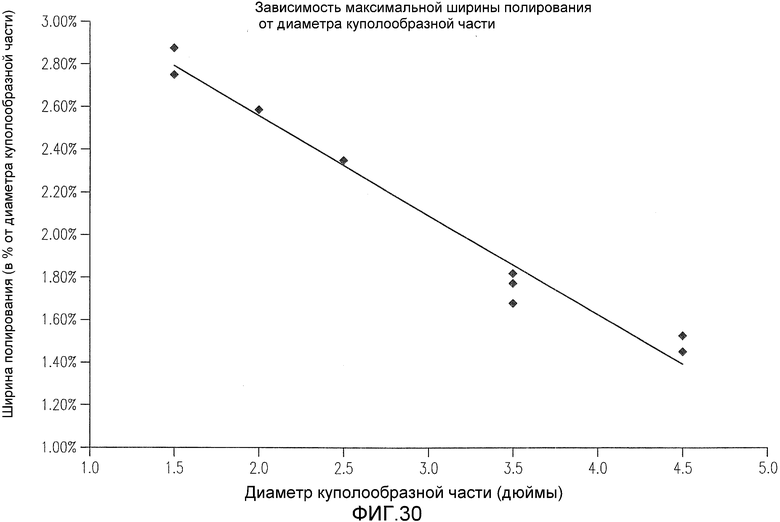
Фиг.30 представляет собой графическое изображение, показывающее максимальную ширину полирования линии ослабления, которая может быть образована посредством использования технологии электролитического полирования согласно предшествующему уровню техники без отрицательного воздействия на характеристики разрыва предохранительного разрывного диска обратного действия, в зависимости от диаметра куполообразной или выгнутой части диска.
Подробное описание предпочтительного варианта осуществления изобретения
Узел 10 с предохранительным разрывным диском, выгибающимся в обратном направлении, в котором используются предпочтительные идеи данного изобретения, проиллюстрирован на фиг.25. Узел 10 с диском включает в себя предохранительный разрывной диск 12 и опорное кольцо 14, прикрепленное к нему. Элементы узла 10 с предохранительным разрывным диском предпочтительно выполнены из коррозионно-стойкого металлического материала, такого как любой из ряда обычных коррозионно-стойких металлов, таких как нержавеющая сталь, Хастеллой-С, Монель, Инконель и никель. Предохранительный разрывной диск 12 имеет центральную выгнутую секцию 16 и кольцевую фланцевую часть 18, которая окружает выгнутую секцию 16. Переходная зона 20 соединяет внутреннюю периферию фланцевой части 18 с наружной круговой краевой зоной выгнутой секции 16.
Выгнутая секция 16 предохранительного разрывного диска 12 имеет сравнительно малую зону 22, которая расположена центрально в выгнутой секции 16 и сцентрирована в частности в вершине выгнутой секции 16. Тем не менее, в пределах объема настоящего изобретения предусмотрено то, что зона 22 может быть смещена от центральной оси выгнутой секции 16, как показано, например, на фиг.23. Металл зоны 22 имеет измененную зернистую структуру и имеет более высокий предел прочности при растяжении по сравнению с остальной частью выгнутой секции 16, и данная структура была образована посредством образования вдавленной части на выпуклой поверхности 16а и последующего возврата вдавленной части в ее исходное положение, так что выпуклая поверхность 16а выгнутой секции 16 является гладкой без каких-либо существенных разрывов. Следует понимать, что в пределах объема настоящего изобретения предусмотрено выполнение выгнутой секции 16 без данной зоны с измененной зернистой структурой в зависимости от конкретного применения, для которого предназначен диск.
Выгнутая секция 16 предохранительного разрывного диска 12 выполнена с полукруглым углублением 24, представляющим собой линию разрыва, которое имеется в выгнутой секции 16 диска внутри переходной зоны 20 и по существу сопряжено с переходной зоной 20, как проиллюстрировано на фиг.27.
Опорное кольцо 14 имеет основную кольцевую часть 30, выполненную с конфигурацией, обеспечивающей возможность ее размещения под фланцевой частью 18 предохранительного разрывного диска 12. Из фиг.26 видно, что внутренний край кольцевой основной части 30 имеет зубец 32, выступающий внутрь и немного вверх к выгнутой секции 16. Язычок 36 образован за одно целое с основной частью 30 и продолжается внутрь и вверх к выгнутой секции 16.
В его собранном состоянии кольцевая основная часть опорного кольца 30 прикреплена к фланцу 18 диска 12 крепежными средствами 40, которые могут представлять собой винты, прихваточные сварные швы, клей или другие эквивалентные крепежные средства. Язычок 36 опорного кольца 14 предпочтительно расположен между концами 26 и 28 углубления 24, представляющего собой линию разрыва, и служит в качестве опоры для поворачивающейся зоны 42 выгнутой секции 16 предохранительного разрывного диска 12, границы которой определяются углублением 24, представляющим собой линию разрыва. Вершина зубца 32 выполнена с конфигурацией, обеспечивающей возможность ее размещения непосредственно под углублением 24, представляющим собой линию разрыва, и контактирования с углублением 24, что способствует разрыву выгнутой секции 16 при реверсе диска 12. Кольцевая прокладка (не показана) может быть предусмотрена во взаимодействии с фланцевой частью и опорным кольцом узла с диском.
Предохранительный разрывной диск 12 выполнен из листа 13 коррозионно-стойкого материала (фиг.1), как описано выше, который может быть раскатан из большого рулона выбранного металла или может поставляться в виде тонколистового проката. Заготовку 15 диска получают штамповкой, лазерной резкой или вырезают посредством использования вырезания на электроэрозионном станке (EDM) из листа 13. Предпочтительно, если заготовка 15 диска имеет периферийную составляющую одно целое с ней лапку 17 для выравнивания. Предохранительный разрывной диск 12 предпочтительно изготавливают в два этапа. Первый этап включает предварительное выгибание диска так, чтобы образовать вдавленную часть на выпуклой поверхности заготовки 15 диска. Второй этап включает окончательное выгибание диска при таких условиях, что вдавленная часть на выпуклой поверхности выгнутой секции диска устраняется посредством возврата сегментной зоны с вдавленной частью, образованной в выгнутой секции, в ее исходное положение.
Приспособление 46, предназначенное для образования вдавленной части заданной конфигурации в заготовке металлического предохранительного разрывного диска, схематично показано на фиг.4. В этой связи следует понимать, что схематичное изображение приспособления 46 приведено только в иллюстративных целях и не предназначено для изображения приспособления определенного типа, предназначенного для достижения намеченного результата. Нижнее кольцевое основание 48 приспособления 46, которое в его предпочтительном виде имеет цилиндрическую конфигурацию, имеет центральное отверстие 50. Цилиндрическое зажимное кольцо 52 приспособления 46 имеет центральное проходное отверстие 54, выровненное относительно отверстия 50 и имеющее такую же форму и площадь поперечного сечения, как отверстие 50. Закрывающий элемент 56 закрывает открытый верхний конец проходного отверстия 54 зажимного кольца 52. Сквозное отверстие 58 в боковой стенке зажимного кольца 52 служит для обеспечения возможности выхода газа, такого как воздух, из внутренней части зажимного кольца 52. Хотя это не показано, следует понимать, что кольцевое основание 48 и/или зажимное кольцо 52 имеют канавку(-и) для приема лапки 17 соответствующей заготовки 15 диска с обеспечением сопряжения с лапкой 17, так что все заготовки 15 одна за другой размещаются в приспособлении 46 в одном и том же положении.
Удлиненный изгибающий стержень 60 расположен в проходном отверстии 54 и предпочтительно присоединен к опорному элементу 62, прилегающему к нижней поверхности закрывающего элемента 56. После размещения заготовки 15 металлического диска на опорном кольцевом основании 48 диск 15 зажимают в заданном положении посредством кольца 52 и кольцевого основания 48, расположенных, как показано, при этом диск 15 перекрывает проходное отверстие 54. Несмотря на то, что в предпочтительном варианте осуществления наружная крайняя концевая часть стержня 60 является полусферической, как показано на фиг.5, конец стержня 60 может быть квадратным, иметь форму звезды в поперечном сечении или любую другую заданную конфигурацию. Стержень 60 имеет такую длину, что конец 64 опирается на поверхность 66 заготовки 15 диска.
Воздух под давлением для предварительного выгибания вводят в приспособление 46 через центральное отверстие 50 для выполнения предварительного выгибания заготовки 15 диска, что заставляет сегментную зону 68 диска 15 отклоняться от основной части предварительно выгибаемой секции 16b в направлении вниз, как показано на фиг.6. Глубина сегментной зоны 68 с вдавленной частью и конфигурация и протяженность такой вдавленной части зависят от диаметра стержня 60, формы и радиуса полусферического конца 64 стержня 60 и давления, поданного к поверхности 70 заготовки 15 диска. В случае стержня 60, имеющего полусферический конец 64, сегментная зона 68 с вдавленной частью будет иметь по существу полусферическую часть 68а и сужающуюся в некоторой степени, коническую поверхность 68b, ведущую к основной части 16b и заканчивающуюся в основной части 16b выгнутой секции 16. При рассмотрении фиг.7 видно, что центральная, по существу полусферическая сегментная зона 68а с вдавленной частью окружена вдавленной частью 68b по существу круглой или овальной формы, расходящейся наружу от сегментной зоны 68а с вдавленной частью. Во время подачи давления к заготовке 15 диска для предварительного выгибания заготовки диска воздух, находящийся внутри полости, ограниченной проходным отверстием 54 и закрывающим элементом 56, может выходить из проходного отверстия 54 через отверстие 58 в зажимном кольце 52.
После завершения этапа предварительного выгибания закрывающий элемент 56 и взаимодействующий с ним, изгибающий стержень 60 снимают с зажимного кольца 52. Давление подают к вогнутой поверхности 16с заготовки 15 диска в достаточной степени для завершения окончательного выгибания выгнутой секции 16 предохранительного разрывного диска, как показано на фиг.9. Величина давления, поданного во время окончательного выгибания предохранительного разрывного диска 12, должна быть достаточной не только для окончательного выгибания диска 12 с образованием выгнутой секции 16, но также для возврата сегментной зоны 68 с вдавленной частью в ее исходное положение, как показано на фиг.10. Таким образом, как показано на фиг.11 и 12, выпуклая поверхность 16а выгнутой секции 16 является гладкой и не имеет разрывов на всей ее площади, включая сегментную зону 68, определяющую границы зоны 22. Образование вдавленной части в сегментной зоне 68 с последующим возвратом такой вдавленной части в ее исходное положение приводит к тому, что металл зоны 22 будет иметь измененную зернистую структуру, подобную схематично показанной на фиг.13.
Было установлено, что за счет образования вдавленной части 68 в заготовке 15 диска во время предварительного выгибания диска, при котором происходит пластическое деформирование металла в одном направлении, а затем пластическое деформирование металла происходит в противоположном направлении во время окончательного выгибания заготовки 15 диска, в результате чего происходит возврат металла в его исходное положение так, что противоположные вогнутая и выпуклая поверхности зоны 68 по кривизне будут соответствовать кривизне противоположных вогнутой и выпуклой поверхностей выгнутой секции 16, реверс выгнутой секции при заданном и заранее выбранном давлении будет начинаться в зоне 68. Данное начало реверса в стратегически важном месте зоны 68 может быть обусловлено состоянием зоны 68, в которой дважды создано предварительное напряжение, и не обусловлено геометрическими характеристиками выгнутой секции 16. Поскольку зернистая структура металла в зоне 68 была изменена в результате выгибания данной зоны в одном направлении и последующего выгибания той же самой зоны в противоположном направлении, происходящие в результате этого изменения в зернистой структуре металла обеспечивают то, что зона 68 начнет реверс прежде, чем остальная часть поверхностной зоны выгнутой секции 16. Более надежный реверс и полный разрыв выгнутой зоны 16 вдоль углубления 24, представляющего собой линию разрыва, обеспечиваются за счет нагружения металла при деформировании его в двух направлениях в зоне 68.
Опорное кольцо 14 прикрепляют к фланцу 18 выгнутого предохранительного разрывного диска 12 посредством использования соответствующих крепежных средств, при этом обеспечивают опору для выгнутой секции 16. Язычок 36 по существу выровнен относительно поворачивающейся зоны 42 выгнутой секции 16 и лапки 17 предохранительного разрывного диска 12
Узел 10 с предохранительным разрывным диском выполнен с возможностью установки его между фланцевыми соединениями/муфтами такого типа, как проиллюстрированные на фиг.6-9 патента США № 6,318,576, при этом выпуклая поверхность 16а предохранительного разрывного диска 12 обращена к технологической части оборудования, подлежащего защите. Лапка 44 на кольце 30 предоставляет для специалиста, устанавливающего узел 10 с диском, информацию в отношении надлежащей ориентации узла между фланцевыми соединениями/муфтами во время монтажа для гарантирования того, что выпуклая поверхность 16а предохранительного разрывного диска 12 будет обращена к технологической части оборудования. Лапка 44 также представляет собой длительно существующий визуальный индикатор того, что установленный диск имеет надлежащую ориентацию.
В том случае если в технологической камере/аппарате или трубопроводе, защищаемом с помощью узла 10 с предохранительным разрывным диском, возникнет состояние избыточного давления, которое достаточно для осуществления реверса выгнутой секции 16, выгнутая секция 16 будет разрываться вдоль углубления 24, представляющего собой линию разрыва, и при этом она будет удерживаться поворачивающейся частью 42. Разрыв в обратном направлении начинается в сегменте 68, определяющем границы зоны 22, вследствие более высоко напряженной, измененной зернистой структуры сегментной зоны 68. Полагают, что вследствие наличия более высоко напряженной зоны 22 в выгнутой секции 16, избыточное давление, действующее на выпуклую поверхность 16а выгнутой секции 16, будет инициировать реверс выгнутой секции 16 и в конечном счете осуществление разрыва выгнутой секции 16 вдоль длины углубления 24, представляющего собой линию разрыва.
Неожиданно было установлено, что вследствие деформирования сегмента того, что станет выгнутой секцией 16 диска, как подробно описано выше, и последующего возврата данного сегмента в его исходное положение для получения гладкой выпуклой поверхности без разрывов, реверс диска будет зависеть от неоднородности зернистой структуры в сегментной зоне 68. Это имеет место в противоположность к простому выполнению вмятины в диске, как проиллюстрировано и описано в патенте США № 6,494,074, в котором разрыв инициируется в результате измененных геометрических характеристик нагружения и являющегося результатом этого распределения напряжений на модифицированной выпуклой поверхности.
Приведенный в качестве примера диск 12, подготовленный в соответствии с предпочтительным технологическим процессом по данному изобретению и показанный на фиг.10, предпочтительно выполнен из нержавеющей стали 316 с толщиной 16 мил и имеет наибольший наружный диаметр, составляющий приблизительно 6 дюймов. Предварительное выгибание диска 12, подобное схематично проиллюстрированному на фиг.6, выполняют под манометрическим давлением, составляющим приблизительно 80 фунтов на кв. дюйм, для образования вдавленной части 68 в заготовке 44 диска, как показано на фиг.6. Окончательное выгибание диска, подобное схематично показанному на фиг.9 и 10, выполняют под манометрическим давлением, составляющим приблизительно 550 фунтов на кв. дюйм, с получением выгнутого диска, в котором высота куполообразной части составляет приблизительно 1,125 дюйма. Окончательно выгнутый диск затем подвергают термообработке при температуре, составляющей приблизительно 600ºF, в течение 10 минут для дополнительного снятия каких-либо остаточных напряжений в диске. Наружная граница 91 (фиг.12) сегментной зоны 68 металла выгнутой секции диска, которая была подвергнута воздействию большего напряжения по сравнению с остальным металлом выгнутой секции 16, имеет номинальную площадь, составляющую приблизительно 1,07 квадратного дюйма. Сегментная зона 68 в приведенном в качестве примера диске по фиг.12 расположена в центре выгнутой секции 16. Данный диск имеет номинальное давление разрыва, составляющее приблизительно 150 фунтов на кв. дюйм.
Неожиданно было обнаружено, что посредством изменения давления, приложенного к заготовке 15 диска в приспособлении 46 для выполнения предварительного выгибания диска относительно стержня 60, давление реверса окончательно выгнутого диска, в котором зона 68 выгнутой секции 16 была подвергнута вдавливанию в одном направлении и затем выравниванию в противоположном направлении, то есть давление, при котором диск совершает реверс/выгибается в обратном направлении, может быть изменено аналогичным образом. Было установлено, что при увеличении давления предварительного выгибания для углубления исходной вдавленной части в выгнутой секции диска с последующим выравниванием данной вдавленной части во время окончательного выгибания диска, предохранительный разрывной диск будет совершать реверс при более низком давлении. Соответственно, диапазон давлений реверса, который может быть обеспечен при использовании материала с определенной толщиной, будет шире, чем у диска, имеющего однонаправленную вдавленную часть, не подвергнутую последующему выравниванию/сглаживанию, вследствие двунаправленного двухэтапного деформационного упрочнения металла в сравнении с деформированием материала в одном направлении. Полагают, что данный увеличенный диапазон изменения прогнозируемых давлений реверса в значительной степени может быть обусловлен эффектом аддитивного деформационного упрочнения металла в противоположных направлениях и сопутствующим существенным изменением зернистой структуры. Полагают, что в случае постоянной однонаправленной вдавленной части в металле реверс диска главным образом зависит от геометрии вектора силы. Таким образом, посредством предварительного выгибания диска при разных давлениях для получения разных глубин исходных вдавленных частей в выгнутой секции заготовки диска с последующим окончательным выгибанием диска в такой степени, чтобы обеспечить выравнивание вдавленной части, давления реверса получающихся в результате дисков могут быть эмпирически установлены и результаты могут быть записаны для последующего повторения. Данный эмпирический анализ зависит от типа материала, используемого для изготовления предохранительного разрывного диска, толщины данного материала и диаметра диска.
Как было отмечено ранее, давно было известно выполнение углубления, представляющего собой линию ослабления, или линии надреза на одной поверхности выгнутой части предохранительного разрывного диска обратного действия для задания границ зоны диска, которая разрывается при реверсе. Один из наиболее широко используемых ранее способов образования линий ослабления состоял в использовании штампа для образования надрезов на металле. Фиг.14 представляет собой фотографию сечения предохранительного разрывного диска, содержащего линию ослабления, образованную посредством использования штампа для образования надрезов. Во время процесса образования надрезов часть зерен металла, образующих выгнутую секцию диска, сжимается, подвергается дислокации или смещается, в результате чего образуется удлиненный паз или желоб. В результате некогда однородная зернистая структура части выгнутой секции, в которой теперь образована линия надреза, будет нарушена. Данная нарушенная зернистая структура металла отчетливо видна на фиг.14.
Зерна металла, расположенные в пределах образуемой зоны разрыва, были сжаты и удлинены. Таким образом, зерна металла в пределах зоны разрыва больше не являются однородными на всем протяжении данной зоны. Разрушение зернистой структуры металла приводит к деформационному упрочнению металла и приводит к увеличенной хрупкости металла и образованию зон напряжений. Увеличенная хрупкость и зоны напряжений металла ограничивают срок службы предохранительного разрывного диска в результате усталостного растрескивания и коррозии под напряжением. Диски, выполненные с линиями ослабления, образованными посредством штампа для образования надрезов, как правило, имеют уменьшенную долговечность при циклическом нагружении, то есть способность диска избегать разрушения при подвергании его воздействию многочисленных следующих друг за другом циклов изменения давления. Многие подобные диски способны выдерживать только 500 или менее циклов (при этом один цикл определяется как последовательное подвергание воздействию вакуума с последующим подверганием воздействию нагрузки, составляющей 90% от расчетного коэффициента использования).
Был разработан другой способ образования углубления, представляющего собой линию ослабления, в выгнутой части предохранительных разрывных дисков обратного действия, который не вызывает изменения или разрушения зернистой структуры металла в пределах зоны разрыва для избежания нежелательных характеристик, связанных с образованием надрезов посредством штампа. Данный способ описан в заявке на патент США 2006/0237457 (заявки с порядковым номером 11/096,466), полностью включенной в сюда путем ссылки. В публикации '457 описан способ, в котором слой резистивного материала наносят на окончательно выгнутый предохранительный разрывной диск. Для удаления части резистивного материала, которая соответствует заданному углублению, представляющему собой линию разрыва, используют лазер. Затем диск подвергают операции электролитического полирования для удаления металла из обработанной лазером зоны предохранительного разрывного диска. Фиг.15 представляет собой фотографию сечения диска, изготовленного в соответствии с данным способом.
Как показано на фиг.15, образовано углубление, представляющее собой линию разрыва, которое содержит две разнесенные части в виде пазов, разделенные центральной выпуклой утолщенной частью, в результате чего образуется по существу W-образное поперечное сечение. Как можно видеть, зернистая структура металла в пределах зоны разрыва не была разрушена, как в диске по фиг.14, в котором надрез был образован посредством штампа. В результате избегают образования зон напряжений, обусловленного деформационным упрочнением металла, и подвергнутый электролитическому полированию диск имеет значительно увеличенную долговечность при циклическом нагружении по сравнению с диском по фиг.14, в котором надрез был образован посредством штампа.
Тем не менее было обнаружено, что технология электролитического полирования, описанная в публикации '457, имеет определенные ограничения в особенности при использовании ее для дисков с большими диаметрами и толщинами. Было установлено, что для эффективного и надежного выполнения разрыва диска при его реверсе углубление, представляющее собой линию разрыва, должно иметь глубину, которая составляет по меньшей мере 40% от толщины куполообразной части диска, в некоторых вариантах осуществления - от приблизительно 40% до приблизительно 75% от толщины куполообразной части диска и в дополнительных вариантах осуществления - от приблизительно 45% до приблизительно 60% от толщины куполообразной части диска. В используемом здесь смысле «толщина куполообразной части диска» определяется как измеренная толщина материала куполообразной части диска в зоне, в которой образовано углубление, представляющее собой линию разрыва.
Диски, образованные из более толстых заготовок с толщиной, составляющей, например по меньшей мере 0,008 дюйма, требуют значительно более продолжительных периодов электролитического полирования для получения заданной глубины углубления, представляющего собой линию разрыва. Следовательно, ширина углубления, представляющего собой линию разрыва, также увеличивается. В приведенной ниже таблице 1 проиллюстрировано данное явление для диска, выполненного из заготовок из нержавеющей стали 316, имеющих толщину 0,016 дюйма и имеющих диаметр куполообразной части, составляющий 4 дюйма.
(% от толщины куполообразной части)
(дюйм (мм))
Было установлено, что увеличение ширины углубления отрицательно влияет на эксплуатационные характеристики диска. По мере увеличения ширины углубления углубление, представляющее собой линию разрыва, а не, например, сегментная зона 68, начинает определять давление разрыва диска. Таким образом, будет возникать тенденция, заключающаяся в том, что реверс будет преждевременно начинаться в углублении, представляющем собой линию разрыва. Это приводит к прогнозируемым в меньшей степени характеристикам разрыва диска, таким как реверс диска при давлениях, которые значительно ниже расчетного давления разрыва, и нежелательные колебания давления разрыва.
Фиг.30 представляет собой график, иллюстрирующий некоторые из возникающих на практике ограничений при образовании углубления, представляющего собой линию разрыва, в разных дисках при использовании технологии электролитического полирования. На данном чертеже показана зависимость между диаметром куполообразной части диска и максимальной шириной углубления, представляющего собой линию разрыва (выраженной в процентах от диаметра куполообразной части). Данные, которые соответствуют линии линейного тренда, показывают точки, в которых способность к поддержанию надлежащего контроля над давлением разрыва диска утеряна при образовании углубления, представляющего собой линию разрыва, посредством использования технологии электролитического полирования. «Потеря контроля» над давлением разрыва идентифицируется, когда диск, имеющий углубление, представляющее собой линию разрыва, разрывается под давлением, которое по меньшей мере на 5% меньше, чем давление разрыва диска, имеющего только сегмент 68 и не имеющего углубления, представляющего собой линию разрыва. Контроль над давлением разрыва дисков, имеющих меньшие диаметры куполообразной части, может поддерживаться при ширине углубления, которая составляет больший процент от диаметра куполообразной части диска по сравнению с дисками с большими диаметрами куполообразных частей. Однако, как правило, справедливо то, что при увеличении диаметра куполообразной части то же происходит с толщиной материала диска. Следовательно, подобные диски с большими размерами требуют более продолжительных периодов электролитического полирования для получения требуемой глубины углубления, что также вызывает увеличение ширины углубления. Следовательно, технология электролитического полирования, как правило, не применима для использования для более толстых дисков большего диаметра.
Настоящее изобретение позволяет преодолеть проблемы, связанные с образованием надрезов посредством штампа, рассмотренным здесь, поскольку зернистая структура не изменяется. Следует отметить, что углубление, образованное в соответствии с настоящим изобретением, названо углублением, представляющим собой «линию разрыва», в отличие от углубления, представляющего собой «линию ослабления». Настоящее изобретение обеспечивает возможность увеличения долговечности при циклическом нагружении, как упомянуто здесь, что, как правило, не характерно для дисков, имеющих углубления, представляющие собой линии ослабления и полученные посредством образования надрезов с помощью штампа.
Фиг.17-19 иллюстрируют способ образования углубления, представляющего собой линию разрыва, в предохранительном разрывном диске обратного действия в соответствии с одним вариантом осуществления настоящего изобретения. Если обратиться сначала к фиг.17, можно увидеть, что предохранительный разрывной диск 12 показан в частичном сечении. Фреза 72, имеющая фрезерующий конец 74, показана при выполнении первоначального прохода по вогнутой поверхности 16с и образовании углубления 24, представляющего собой линию разрыва. Как показано, фрезерующий конец 74 имеет полусферическую форму, однако в пределах объема настоящего изобретения предусмотрено то, что фрезерующий конец 74 будет иметь альтернативные конфигурации, такие как коническая, цилиндрическая или сферическая (шарообразная), в зависимости от заданных геометрических характеристик углубления, представляющего собой линию разрыва. В некоторых вариантах осуществления в соответствии с настоящим изобретением предпочтительно, чтобы была использована шарообразная фреза или проиллюстрированная полусферическая фреза, так что углубление 24, представляющее собой линию разрыва, будет иметь гладкую, дугообразную конфигурацию, в которой отсутствуют острые края или углы. Фрезерующий конец 74 может быть выполнен из любого материала, подходящего для резания металла, из которого выполнен диск 12. В некоторых вариантах осуществления фрезерующий конец 74 может содержат алмаз, карбид или металлический сплав, который является более твердым, чем металл диска.
Конкретные рабочие параметры фрезы, предназначенной для образования углубления 24, представляющего собой линию разрыва, зависят от нескольких переменных: диаметра конца фрезы, скорости фрезы и скорости подачи при фрезеровании. Скорость фрезы определяется как частота вращения фрезы, а скорость подачи фрезы представляет собой скорость, с которой фреза перемещается вдоль поверхности, подвергаемой резанию. В некоторых вариантах осуществления настоящего изобретения используемая фреза имеет диаметр, составляющий от приблизительно 0,020 до приблизительно 0,060 дюйма. Кроме того, в некоторых вариантах осуществления настоящего изобретения фреза работает с частотой вращения фрезы, составляющей по меньшей мере 10000 об/мин, а в других вариантах осуществления частота вращения фрезы находится в пределах от приблизительно 10000 до приблизительно 40000 об/мин. В других вариантах осуществления настоящего изобретения фреза работает со скоростью подачи, составляющей по меньшей мере 10 дюймов в минуту, а в дополнительных вариантах осуществления скорость подачи составляет от приблизительно 10 до приблизительно 60 дюймов в минуту.
После завершения первого прохода фреза 72 может выполнить множество дополнительных проходов, каждый из которых служит для дополнительного увеличения глубины углубления 24, представляющего собой линию разрыва. Фиг.18 показывает второй проход фрезерующего конца 74 по выпуклой поверхности 16с, при котором глубина и ширина углубления 24 были увеличены. Фиг.19 показывает еще один проход фрезерующего конца 74, при котором глубина и ширина углубления 24 снова были увеличены. Число проходов, выполняемых фрезой 72, будет зависеть от нескольких факторов, включая твердость материала, из которого выполнен диск, материал фрезерующего конца и заданную глубину углубления, представляющего собой линию разрыва. Как описано ниже, каждый соответствующий проход выполняют без разрушения по существу однородной зернистой структуры металла, остающегося позади.
Фиг.16 представляет собой фотографию сечения предохранительного разрывного диска с углублением, представляющим собой линию разрыва и образованным в нем. Очевидно, что зернистая структура металла у металла диска, остающегося после образования углубления, остается по существу однородной. Остающийся металл не имеет признаков деформационного упрочнения, что имело место в случае диска по фиг.14, содержащего углубление, представляющее собой линию ослабления и образованное в виде надреза, полученного посредством штампа. В частности, часть диска, содержащая углубление, представляющее собой линию разрыва, в дальнейшем описана в виде зоны 76 разрыва (см. фиг.20), имеет по существу однородную зернистую структуру металла. Кроме того, зернистая структура металла зоны разрыва остается по существу в присущем ей состоянии, то есть в состоянии зернистой структуры до какой-либо операции фрезерования. Отсутствие деформационного упрочнения создает возможность того, что диски, выполненные в соответствии с настоящим изобретением, будут иметь отличную долговечность при циклическом нагружении, превышающую 10000 циклов, без отказов.
Кроме того, вышеописанный способ не ограничен его реализацией только на предохранительных разрывных дисках обратного действия. Данный способ может быть использован во время изготовления любого устройства сброса давления или заготовки. Например, углубление, представляющее собой линию разрыва, может быть образовано в заготовке 15 диска (фиг.2 и 3), в предварительно выгнутом диске 15, таком как показанный на фиг.6 и 8, и в предохранительных разрывных дисках прямого действия. Тем не менее, в каждом случае углубление, представляющее собой линию разрыва, образуют в описываемой зоне 76 разрыва устройства сброса давления или заготовки.
Если обратиться теперь к фиг.20, можно видеть, что показан предохранительный разрывной диск 12 обратного действия, содержащий выгнутую часть 16, имеющую противоположные выпуклую и вогнутую поверхности, обозначенные соответственно 16а и 16с. Углубление 24, представляющее собой линию разрыва, образовано на вогнутой поверхности 16с выгнутой части 16 и, в частности, в секции выгнутой части 16, называемой зоной 76 разрыва. Зона 76 разрыва ограничена двумя краевыми зонами 78, 80, продолжающимися от противоположных краев 82, 84 углубления, представляющего собой линию разрыва, через материал диска до выпуклой поверхности 16а. Таким образом, краевые зоны 78, 80 пересекают поверхности 16а, 16с по существу перпендикулярно. Края 82, 84 образованы пересечением вогнутой поверхности 16с и углублением 24 и по существу определяют максимальную ширину углубления 24.
Также в пределах объема настоящего изобретения предусмотрено образование углубления 24, представляющего собой линию разрыва, на выпуклой поверхности 16а выгнутой части 16, как показано на фиг.24. В данном конкретном варианте осуществления зона 76 разрыва образована по существу так же, как описано выше. Тем не менее, края 82, 84 образованы пересечением выпуклой поверхности 16а и углубления 24.
Углубление 24, представляющее собой линию разрыва, содержит единственный паз, который имеет глубину, которая продолжается или от вогнутой поверхности 16с или от выпуклой поверхности 16а внутрь к другой из указанных поверхностей. В используемом здесь смысле термин «единственный паз» определяется как паз или канавка, образованный (-ая) в диске, который (-ая) ограничен (-а) боковыми краевыми зонами, которые продолжаются плавно и непрерывно с наклоном от наружной поверхности диска к центральной, самой глубокой точке паза. Термин «единственный паз» предназначен для того, чтобы определенно исключить W-образное углубление, показанное на фиг.15 и описанное в публикации '457. Если обратиться снова к фиг.20, можно видеть, что углубление 24 содержит удлиненный паз 86, который ограничен краями 82, 84, которые пересекают вогнутую поверхность 16с (или выпуклую поверхность 16а в варианте осуществления по фиг.24), и боковыми краевыми зонами 88, 90, которые продолжаются непрерывно с наклоном от краев 82, 84 к одной, самой глубокой точке 92 паза. В некоторых вариантах осуществления в соответствии с изобретением паз 86 имеет по существу U-образное поперечное сечение, как показано на фиг.20, или по существу V-образное поперечное сечение, как показано на фиг.21. Тем не менее, в некоторых вариантах осуществления необходимо избежать наличия заостренных мест или краев, поскольку это создает тенденцию образования зон напряжений в выгнутой части 16, которые могут повлиять на характеристики разрыва и долговечность диска при циклическом нагружении.
В варианте осуществления, показанном на фиг.20, паз 86 имеет непрерывную, дугообразную, вогнутую форму и продолжается от края 82 до края 84. Отсутствуют выпуклые, утолщенные части в пазе 86, какие возникают в углублениях, представляющих собой линии разрыва и выполненных в соответствии с технологией электролитического полирования, раскрытой в публикации '547.
В таблице 2 продемонстрирована эффективность настоящего изобретения при регулировании ширины углубления, представляющего собой линию разрыва, при одновременном обеспечении требуемой глубины. Данные размеры были получены посредством фрезерования углубления, представляющего собой линию разрыва, в диске с размером 6 дюймов, образованном из нержавеющей стали 316 с толщиной 0,016 дюйма, посредством использования фрезы, имеющей диаметр 0,031 дюйма.
(% от толщины куполообразной части)
(дюйм (мм))
Данные показывают, что углубления, имеющие глубину, составляющую 70% или более от толщины куполообразной части, могут быть получены посредством механического фрезерования с шириной углубления, которая составляет одну треть от ширины углублений, образованных посредством технологий электролитического полирования.
Настоящее изобретение особенно хорошо подходит для использования при изготовлении металлических предохранительных дисков обратного действия, имеющих номинальную толщину, составляющую по меньшей мере 0,008 дюйма. В некоторых вариантах осуществления предохранительные разрывные диски, изготовленные в соответствии с настоящим изобретением, имеют номинальную толщину, составляющую по меньшей мере 0,010 дюйма или по меньшей мере 0,016 дюйма. Термин «номинальная толщина» относится к толщине металлического листа или заготовки, из которого (-й) образован предохранительный разрывной диск. Специалисты в данной области техники могут понять то, что выгибание диска может вызвать утонение металла в определенных зонах, в особенности по направлению к зоне вершины куполообразной части. Тем не менее, металл, образующий фланцевую зону и те участки куполообразной части, которые примыкают к фланцевой зоне, будет иметь по существу такую же толщину, как металлический лист или заготовка диска.
В некоторых вариантах осуществления настоящего изобретения паз 86 имеет ширину, составляющую менее 0,060 дюйма, и глубину, составляющую по меньшей мере 0,004 дюйма. В других вариантах осуществления паз 86 имеет ширину, составляющую менее 0,045 дюйма, и глубину, составляющую по меньшей мере 0,006 дюйма. В дополнительных вариантах осуществления паз 86 имеет ширину, составляющую менее 0,035 дюйма, и глубину, составляющую по меньшей мере 0,008 дюйма. Технология электролитического полирования не позволяет образовать пазы с такими значениями ширины и глубины. Как отмечено выше, для обеспечения заданной глубины ширина углубления, представляющего собой линию разрыва, будет выходить за указанные пределы ширины.
В других вариантах осуществления в соответствии с настоящим изобретением выгнутая часть 16 предохранительного разрывного диска имеет диаметр D и паз 86 имеет максимальную ширину W. В том случае, когда D составляет 1,5 дюйма, W не превышает 0,020 дюйма. В том случае, когда D составляет 12 дюймов, W не превышает 0,060 дюйма. Для всех значений D от 1,5 дюйма до 12 дюймов W изменяется по существу линейно от 0,020 до 0,060 дюйма. Данное определение значений D и W, полученных по меньшей мере частично из фиг.29, гарантирует то, что контроль над давлением разрыва диска будет поддерживаться при условии соответствия вышеупомянутым критериям.
Диск-предшественник, то есть диск в том виде, в каком он существует непосредственно перед образованием углубления 24, представляющего собой линию разрыва, имеет зону 76 разрыва, имеющую по существу однородную зернистую структуру металла. При образовании углубления 24, представляющего собой линию разрыва, посредством механического удаления металла из зоны 76 разрыва, по существу однородная зернистая структура металла у остающегося металла зоны разрыва не была разрушена по сравнению с ее исходным состоянием в диске-предшественнике. Как показано на фиг.16, зерна металла или их части были просто удалены из зоны разрыва, и не произошло никакого деформационного упрочнения оставшегося металла.
Как показано на фиг.22, углубление 24, представляющее собой линию разрыва, имеет по существу С-образную конфигурацию и заканчивается крайними точками 26 и 28 на противоположных сторонах поворачивающейся части 42. Тем не менее, в пределах объема настоящего изобретения предусмотрено то, что углубление, представляющее собой линию разрыва, будет иметь альтернативные конфигурации, такие как показанные на фиг.23, 28 и 29.
Если обратиться к фиг.23, можно видеть, что С-образное углубление, представляющее собой линию разрыва, заменено двумя пересекающимися углублениями 25 и 27, представляющими собой линии разрыва. Углубления 25 и 27 продолжаются от проксимальной одной части переходной зоны 20 через вершину выгнутой части 16 до противоположной части переходной зоны. Углубления 25 и 27 пересекаются в центральном месте пересечения в вершине или рядом с вершиной выгнутой секции 16. Таким образом, при реверсе и разрушении диска 12а выгнутая секция 16 разрывается на четыре лепестка, каждый из которых поворачивается в соответствующей части переходной зоны 20.
Как проиллюстрировано, углубления 24, 25 и 27, представляющие собой линии разрыва, являются непрерывными углублениями, не имеющими разрывов непрерывности. Тем не менее, также в пределах объема настоящего изобретения предусмотрено то, что данные углубления являются прерывистыми или разрываются на ряд отдельных, расположенных на расстоянии друг от друга или «пунктирных» участков/сегментов.
В варианте осуществления, показанном на фиг.28, углубление, представляющее собой линию разрыва, имеет три соединенных сегмента: два дугообразных сегмента 31 и 33 и один проходящий в боковом направлении сегмент 35, который соединяет сегменты 31 и 33. Проходящий в боковом направлении сегмент 35 также имеет дугообразную форму, если смотреть на диск 12b на виде сбоку в перспективе, поскольку он обязательно повторяет контур выгнутой секции 16. Диск 12b имеет две противоположные поворачивающиеся секции 42а и 42b, каждая из которых выполнена с конфигурацией, обеспечивающей возможность удерживания части выгнутой секции 16 при разрыве диска. Таким образом, данный вариант осуществления имеет конфигурацию «с двойным шарниром», при которой диск образует две лепестковые секции при разрыве.
На фиг.29 показана незначительная модификация, которая может быть выполнена для крестообразной конфигурации углублений по фиг.23. Вместо двух непрерывных, пересекающихся углублений диск 12с был выполнен с четырьмя отдельными углублениями 25а, 25b, 27а и 27b, представляющими собой линии разрыва, которые не пересекаются. Тем не менее, диск 12с по-прежнему выполнен с конфигурацией, обеспечивающей образование четырех лепестков при разрыве.
В варианте осуществления, показанном на фиг.22, углубление 24, представляющее собой линию разрыва, расположено в выгнутой части 16 в месте, находящемся ближе к фланцу, чем к вершине части 16. Таким образом, разрыв выгнутой части 16 происходит в месте, находящемся ближе к основной кольцевой опорной части 30, в результате чего обеспечивается достаточная опора для поворачивающейся зоны 42 и предотвращается нежелательное разделение диска 12 на части. Следует отметить, что зона 22, имеющая измененную зернистую структуру, показана у вершины выгнутой части 16. Тем не менее, зона 22 также может быть смещена от вершины, как показано на фиг.23. В любом случае инициирование реверса части 16 происходит в зоне 22. Таким образом, углубление 24, представляющее собой линию разрыва (и, следовательно, зона 76 разрыва), расположено на расстоянии в радиальном направлении от зоны 22 и находится между зоной 22 и переходной зоной 20.
В некоторых вариантах осуществления в соответствии с настоящим изобретением высота микронеровностей профиля углубления 24, представляющего собой линию разрыва, то есть среднее отклонение от средней поверхности, превышает приблизительно 4 микродюйма. В других вариантах осуществления высота микронеровностей, то есть среднее отклонение от средней поверхности, превышает приблизительно 8 микродюймов. Таким образом, образованное механическим способом углубление 24, представляющее собой линию разрыва, легко можно отличить от углубления, представляющего собой линию ослабления и полученного электролитическим полированием, невооруженным глазом. Углубление, представляющее собой линию ослабления и образованное посредством технологии электролитического полирования, имеет больший блеск, чем углубление, представляющее собой линию разрыва и образованное посредством механического процесса по настоящему изобретению.
Варианты осуществления изобретения, описанные выше, следует использовать только в качестве иллюстрации и не следует использовать в ограничивающем смысле для толкования объема настоящего изобретения. Очевидные дополнения приведенных в качестве примера вариантов осуществления, приведенных выше, могут быть легко выполнены специалистами в данной области техники, не выходя за рамки сущности настоящего изобретения.



















Группа изобретений относится к арматуростроению и предназначена для использования в предохранительных устройствах для защиты систем высокого давления. Имеются предохранительный разрывной диск обратного действия и способы его образования. Как правило, предохранительный разрывной диск содержит выгнутую часть и ограничивающую фланцевую зону, окружающую выгнутую часть. Выгнутая часть включает в себя образованное механическим способом углубление, представляющее собой линию разрыва и содержащее единственный паз. В некоторых вариантах осуществления в механическом процессе, посредством которого образуют углубление, используется фреза для скоростного фрезерования, которая удаляет часть металла из выгнутой части диска без разрушения по существу однородной зернистой структуры металла рядом с пазом. Группа изобретений направлена па повышение надежности и точности срабатывания предохранительного разрывного диска обратного действия. 3 н. и 36 з.п. ф-лы, 30 ил.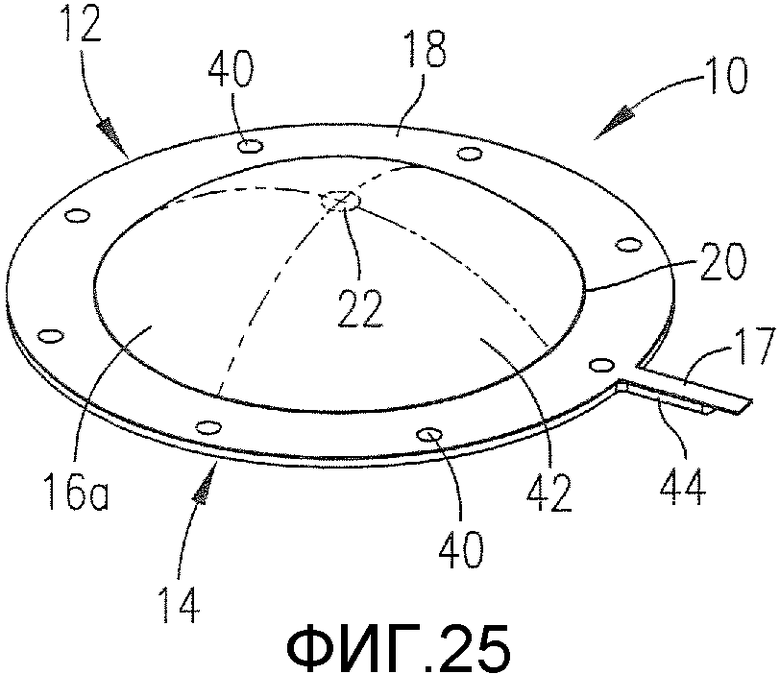
1. Металлический предохранительный разрывной диск обратного действия, содержащий:
выгнутую часть, имеющую противоположные вогнутую и выпуклую поверхности; и
ограничивающую фланцевую зону, окружающую выгнутую часть,
при этом выгнутая часть включает в себя по меньшей мере одно углубление, представляющее собой линию разрыва, образованное удалением металла механическим способом из выгнутой части,
при этом по меньшей мере одно углубление, представляющее собой линию разрыва, содержит единственный паз и имеет глубину, которая продолжается от одной из вогнутой и выпуклой поверхностей внутрь к другой из вогнутой и выпуклой поверхностей,
причем выгнутая часть предохранительного разрывного диска рядом с пазом имеет по существу однородную зернистую структуру металла.
2. Диск по п.1, в котором паз имеет по существу U-образное или по существу V-образное поперечное сечение.
3. Диск по п.1, в котором он имеет номинальную толщину, составляющую по меньшей мере 0,008 дюйма.
4. Диск по п.3, в котором паз имеет ширину, составляющую менее 0,060 дюйма, и глубину, составляющую по меньшей мере 0,004 дюйма.
5. Диск по п.1, в котором выгнутая часть указанного диска имеет диаметр D, а паз имеет максимальную ширину W,
при этом в том случае, когда D составляет 1,5 дюйма, W не превышает 0,020 дюйма;
в том случае, когда D составляет 12 дюймов, W не превышает 0,060 дюйма; и
в том случае, когда D составляет от 1,5 дюйма до 12 дюймов, W изменяется по существу линейно от 0,020 до 0,060 дюйма.
6. Диск по п.5, в котором паз имеет минимальную глубину, составляющую по меньшей мере 40% от толщины куполообразной части диска.
7. Диск по п.1, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, образовано без разрушения по существу однородной зернистой структуры металла выгнутой части рядом с пазом.
8. Диск по п.7, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, образовано фрезой, имеющей диаметр фрезы, составляющий от приблизительно 0,020 до приблизительно 0,060 дюйма, работающей при частоте вращения, составляющей приблизительно 10000 об/мин или более.
9. Диск по п.1, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, имеет по существу С-образную конфигурацию.
10. Диск по п.9, в котором выгнутая часть имеет вершину, при этом углубление, представляющее собой линию разрыва, расположено в выгнутой части в месте, находящемся ближе к фланцу, чем к вершине.
11. Диск по п.1, в котором выгнутая часть содержит множество углублений, представляющих собой линии разрыва.
12. Диск по п.11, в котором выгнутая часть содержит по меньшей мере два удлиненных углубления, представляющих собой линии разрыва, при этом углубления выполнены так, что при разрыве предохранительный разрывной диск будет иметь множество лепестковых секций.
13. Диск по п.12, в котором по меньшей мере два углубления, представляющих собой линии разрыва, пересекаются в вершине или рядом с вершиной выгнутой части.
14. Диск по п.12, в котором по меньшей мере два углубления, представляющих собой линии разрыва, не пересекаются.
15. Диск по п.11, в котором выгнутая часть содержит два дугообразных углубления, представляющих собой линии разрыва, соединенные друг с другом продолжающимся в боковом направлении углублением, при этом дугообразные углубления, представляющие собой линии разрыва, образуют пару поворачивающихся секций, расположенных между ними.
16. Диск по п.1, в котором выгнутая часть имеет зону ослабления, в которой начинается реверс указанного диска при подвергании его воздействию заданного избыточного давления, при этом зона ослабления расположена на расстоянии от по меньшей мере одного углубления, представляющего собой линию разрыва.
17. Диск по п.1, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, образовано на вогнутой поверхности выгнутой части.
18. Металлический предохранительный разрывной диск обратного действия, содержащий:
выгнутую часть, имеющую противоположные вогнутую и выпуклую поверхности и зону разрыва, имеющую по меньшей мере одно образованное механическим способом углубление, представляющее собой линию разрыва; и
ограничивающую фланцевую зону, окружающую выгнутую часть,
при этом зона разрыва имеет по существу однородную зернистую структуру металла на всем протяжении,
при этом по меньшей мере одно углубление, представляющее собой линию разрыва, содержит удлиненный паз, образованный парой разнесенных краев, пересекающихся с одной из вогнутой и выпуклой поверхностей, и боковыми краевыми зонами, продолжающимися непрерывно с наклоном от указанных краев к одной, самой глубокой точке паза,
при этом по меньшей мере одно углубление, представляющее собой линию разрыва, образовано посредством удаления металла механическим способом из зоны разрыва без разрушения по существу однородной зернистой структуры металла оставшейся части зоны разрыва.
19. Диск по п.18, в котором паз имеет по существу U-образное или по существу V-образное поперечное сечение.
20. Диск по п.18, в котором он имеет номинальную толщину, составляющую по меньшей мере 0,008 дюйма.
21. Диск по п.20, в котором паз имеет ширину, составляющую менее 0,060 дюйма, и глубину, составляющую по меньшей мере 0,004 дюйма.
22. Диск по п.18, в котором выгнутая часть указанного диска имеет диаметр D, а паз имеет максимальную ширину W,
при этом в том случае, когда D составляет 1,5 дюйма, W не превышает 0,020 дюйма;
в том случае, когда D составляет 12 дюймов, W не превышает 0,060 дюйма; и
в том случае, когда D составляет от 1,5 дюйма до 12 дюймов, W изменяется по существу линейно от 0,020 до 0,060 дюйма.
23. Диск по п.22, в котором паз имеет минимальную глубину, составляющую по меньшей мере 40% от толщины куполообразной части диска.
24. Диск по п.18, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, образовано фрезой, имеющей диаметр фрезы, составляющий от приблизительно 0,020 до приблизительно 0,060 дюйма, работающей при частоте вращения, составляющей приблизительно 10000 об/мин или более.
25. Диск по п.18, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, имеет по существу С-образную конфигурацию.
26. Диск по п.25, в котором выгнутая часть имеет вершину, при этом по меньшей мере одно углубление, представляющее собой линию разрыва, расположено на выгнутой части в месте, находящемся ближе к фланцу, чем к вершине.
27. Диск по п.18, в котором выгнутая часть содержит множество углублений, представляющих собой линии разрыва.
28. Диск по п.27, в котором выгнутая часть содержит по меньшей мере два удлиненных углубления, представляющих собой линии разрыва, при этом углубления выполнены так, что при разрыве предохранительный разрывной диск будет иметь множество лепестковых секций.
29. Диск по п.28, в котором по меньшей мере два углубления, представляющих собой линии разрыва, пересекаются в вершине или рядом с вершиной выгнутой части.
30. Диск по п.28, в котором по меньшей мере два углубления, представляющих собой линии разрыва, не пересекаются.
31. Диск по п.18, в котором выгнутая часть содержит два дугообразных углубления, представляющих собой линии разрыва, соединенные друг с другом продолжающимся в боковом направлении углублением, при этом дугообразные углубления, представляющие собой линии разрыва, образуют пару поворачивающихся секций, расположенных между ними.
32. Диск по п.18, в котором выгнутая часть имеет зону ослабления, в которой начинается реверс указанного диска при подвергании его воздействию заданного избыточного давления, при этом зона ослабления расположена на расстоянии от зоны разрыва и по меньшей мере одного углубления, представляющего собой линию разрыва.
33. Диск по п.18, в котором по меньшей мере одно углубление, представляющее собой линию разрыва, образовано на вогнутой поверхности выгнутой части.
34. Способ образования углубления, представляющего собой линию разрыва, в металлическом устройстве сброса давления, включающий этапы:
обеспечение выгнутого предохранительного разрывного диска, имеющего выгнутую часть для сброса давления, выполненную с возможностью разрушения и разрыва при подвергании воздействию заданного избыточного давления, и ограничивающего фланцевую зону, окружающую выгнутую часть для сброса давления, при этом выгнутая часть для сброса давления имеет зону разрыва, в которой образуют углубление, представляющее собой линию разрыва, причем зона разрыва имеет по существу однородную зернистую структуру металла на всем протяжении; и
удаление механическим способом части металла из зоны разрыва для образования углубления, представляющего собой линию разрыва, при этом часть металла удаляют без разрушения по существу однородной зернистой структуры металла в остающемся металле зоны разрыва.
35. Способ по п.34, в котором углубление, представляющее собой линию разрыва, образуют в зоне разрыва на вогнутой поверхности.
36. Способ по п.34, в котором этап удаления механическим способом части металла из зоны разрыва выполняют посредством фрезы, имеющей диаметр фрезы, составляющий от приблизительно 0,020 до приблизительно 0,060 дюйма, работающей при частоте вращения, составляющей приблизительно 10000 об/мин или более.
37. Способ по п.36, в котором углубление, представляющее собой линию разрыва, образуют посредством множества проходов фрезы через зону разрыва, при этом каждый последующий проход обеспечивает увеличение глубины углубления, представляющего собой линию разрыва.
38. Способ по п.34, в котором углубление, представляющее собой линию разрыва, содержит единственный паз, который имеет по существу U-образное или по существу V-образное поперечное сечение.
39. Способ по п.34, дополнительно включающий этап образования зоны ослабления в части для сброса давления, при этом зона ослабления расположена на расстоянии как от зоны разрыва, так и от углубления, представляющего собой линию разрыва.
| US 2006237457 A1, 26.10.2006 | |||
| WO 9004634 A1, 22.02.1990 | |||
| РАЗРУШАЕМАЯ МЕМБРАНА | 2006 |
|
RU2317462C1 |
| US 6178983 B1, 30.01.2001 | |||
| US 4655070 A, 07.04.1987 | |||
| US 4759460 A, 26.07.1988 | |||
| БАЛОЧНАЯ КОНСТРУКЦИЯ ПОЛА ВТОРОГО ЭТАЖА ДВУХЭТАЖНОГО АВТОБУСА | 2020 |
|
RU2735390C1 |

