Область техники, к которой относится изобретение
Изобретение относится к металлической детали, снабженной волокнистыми элементами жесткости.
Уровень техники
Из документа WO 2009/034264 известна тяга, изготовленная следующим образом: сначала выполняют металлическую заготовку, содержащую два параллельных вытянутых паза по обе стороны от плоскости симметрии тяги; в пазы укладывают волокнистые элементы жесткости, выполненные из карбидных волокон, покрытых металлом, совместимым с металлом детали, в которой выполнены пазы; деталь в сборе помещают в вакуум и подвергают горячему изостатическому прессованию, обеспечивающему прочное соединение волокон волокнистого элемента жесткости с металлом заготовки за счет распространения металла вокруг волокон.
Металл, покрывающий карбидные волокна, плавится и смешивается с соседним металлом металлической заготовки, образуя сплошную металлическую среду и плотно охватывая волокна волокнистых элементов жесткости. После этого остается только обработать заготовку для получения тяги (в частности, просверлить отверстия проушин).
Как правило, волокнистые элементы жесткости содержат, по меньшей мере, один конец, полностью погруженный в металл детали и имеющий торцевую сторону, поперечную по отношению к волокнам. На этом уровне в детали происходит резкий скачок жесткости, и передача механических напряжений между волокнистыми элементами жесткости и охватывающей их деталью может привести к отсоединению или к отрыву, от которого могут начаться трещины. К тому же в этой зоне внутренние напряжения, как правило, проходят перпендикулярно к волокнам, поэтому эта зона ослабляется.
Раскрытие изобретения
Задача изобретения состоит в создании механических деталей из металла, снабженных, по меньшей мере, одним волокнистым элементом жесткости, в котором частично или полностью устранен вышеуказанный недостаток.
Поставленная задача решена в механической детали, изготовленной из металлической заготовки, содержащей, по меньшей мере, один паз, проходящий по существу в преимущественном направлении усилия, приложенного к детали во время работы, и в который вставляют, по меньшей мере, один волокнистый элемент жесткости, который затем прочно соединяют с заготовкой за счет распространения металла вокруг волокон волокнистого элемента жесткости, таким образом, чтобы, по меньшей мере, его конец был полностью погружен в металл детали. Согласно изобретению, указанный конец выполняют скошенным.
Таким образом, граница раздела па конце волокнистого элемента жесткости между ним и металлом заготовки имеет наклон по отношению к элементам жесткости, проходящим в механической детали, что обеспечивает плавную адаптацию жесткости детали в направлении волокнистых элементов жесткости. Это расположение позволяет снизить риски отсоединения волокнистого элемента жесткости от остальной части металла.
Краткое описание чертежей
На фиг.1 схематично изображена тяга в соответствии с настоящим изобретением с показом наклонного конца волокнистых элементов жесткости согласно первому частному варианту осуществления изобретения, вид сверху;
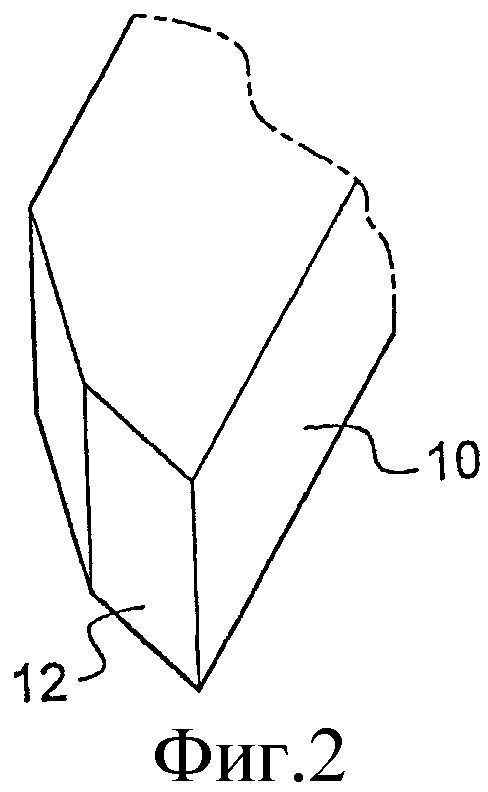
на фиг.2 показан конец одного из волокнистых элементов жесткости согласно второму частному варианту осуществления изобретения, вид в перспективе;
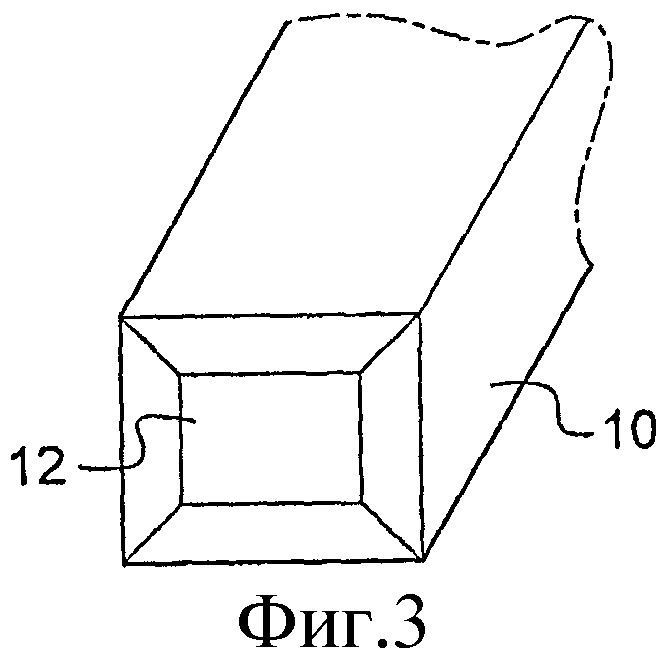
на фиг.3 показан конец одного из волокнистых элементов жесткости согласно третьему частному варианту осуществления изобретения, вид в перспективе;
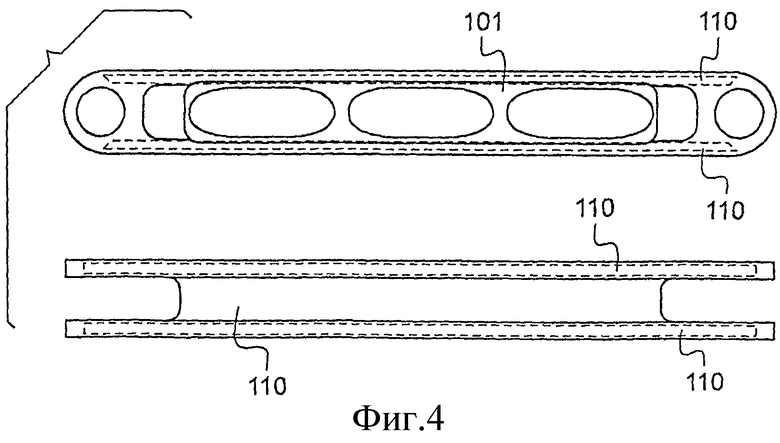
на фиг.4 изображена тяга в соответствии с настоящим изобретением с показом наклонного конца волокнистых элементов жесткости, вид спереди и сверху.
Подробное описание чертежей
В дальнейшем пояснительном тексте изготовление волокнистых элементов жесткости не является объектом изобретения, и его подробное описание опускается. В случае необходимости, можно обратиться, например, к документу W02009/034264, в котором описало несколько вариантов выполнения таких волокнистых элементов жесткости.
На фиг.1 показана тяга в соответствии с настоящим изобретением согласно первому варианту осуществления, изготовленная из металлической заготовки 1, в данном случае имеющей общую плоскую форму и содержащей основную часть 2 постоянного сечения, заканчивающуюся двумя закругленными концевыми частями 3, образующими концевые проушины и содержащими сквозные отверстия 4. В данном случае заготовка выполнена из титанового сплава.
В данном случае параллельно плоскости симметрии Р заготовки и по обе стороны от этой плоскости проходят продольные пазы 5, выполненные с возможностью установки в них волокнистых элементов 10 жесткости (волокнистые элементы жесткости показаны обрезанными для лучшей иллюстрации пазов, но в действительности они занимают пазы по всей их длине). Следует отметить, что плоскость симметрии Р параллельна преимущественному направлению приложения усилий к тяге (в основном усилий растяжения и сжатия вдоль оси тяги).
Волокнистые элементы 10 жесткости содержат волокна, проходящие в продольном направлении. В данном случае волокна являются волокнами карбида кремния, покрытыми титаном. Предпочтительно волокна соединяют друг с другом перед установкой в канавки, подвергая их горячему изостатическому прессованию.
Согласно изобретению пазы 5 имеют концы 11 с наклоном относительно плоскости симметрии Р и в данном случае проходящие параллельно плоскости Р', касательной к смежному сквозному отверстию. Наклонные концы можно выполнить разными способами. Предпочтительно в металлической заготовке по всей ее длине выполняют канавки таким образом, чтобы они выходили на кромку заготовки. Затем в каждый конец канавки устанавливают титановую пробку со скошенной концевой частью, ограничивающей скошенный конец соответствующего паза, при этом пробки предпочтительно устанавливают на место после установки волокнистых элементов жесткости в канавки. Пробки могут быть выполнены из цельного куска титана или могут быть выполнены посредством прессования металлического порошка.
Согласно изобретению волокнистые элементы жесткости имеют форму, соответствующую форме пазов и, следовательно, содержат скошенный конец 12, совместимый с наклонным концом паза.
Волокнистые элементы 10 жесткости закрывают блоками из титанового сплава, заполняющими пазы 5. Эти блоки можно выполнить заодно с пробками, закрывающими пазы.
Затем герметизированный комплекс помещают в вакуум, после чего подвергают горячему изостатическому прессованию таким образом, чтобы металлическая оболочка волокон расплавилась и распространилась, образуя металлическое соединение с металлом заготовки и блоков, обеспечивая, таким образом, прочное соединение между волокнами и окружающим металлом. Таким образом, получают композитную деталь с металлической матрицей.
Скошенный конец волокнистых элементов жесткости, полностью погруженный в металл детали, обеспечивает передачу усилий между концом волокон и окружающим металлом, которые уже не работают только на разрыв, но также на сдвиг, что позволяет снизить риск отсоединения волокон на этом уровне и создать переходную зону, избегая слишком большого скачка жесткости.
Согласно второму варианту осуществления изобретения, показанному на фиг.2, скос конца элементов жесткости выполняют с двумя наклонами. Согласно третьему варианту осуществления, показанному на фиг.3, скос волокнистых элементов жесткости выполняют на каждой из их граней. Эти два последних варианта осуществления можно выполнить посредством снятия фасок, избегая образования тонкого заостренного конца, чтобы не повредить волокнистый элемент жесткости в ходе манипуляций.
На фиг.4 показано применение изобретения на тяге 101, оснащенной четырьмя скошенными волокнистыми элементами 110 жесткости в соответствии с настоящим изобретением.
Необходимо отметить, что скошенный конец в соответствии с настоящим изобретением не имеет ничего общего со скошенным концом, упомянутым в документе ЕР1726678, в котором раскрыт угол, на который обрезан конец усиливающего слоя, и который служит для укладки слоя под углом по винтовой линии. Следует отметить, что в любом случае этот конец является касательным к краю трубчатой детали, покрытой усиливающим слоем и, следовательно, он не является погруженным.
Изобретение относится к механической детали, снабженной волокнистыми элементами жесткости. Деталь изготовлена из металлической заготовки, содержащей по меньшей мере один паз (5), который проходит вдоль направления усилия, прилагаемого к детали во время работы, и в котором расположен по меньшей мере один волокнистый элемент (10) жесткости. Волокнистый элемент имеет металлическую оболочку и соединенный с заготовкой за счет расплавления оболочки и ее соединения с металлом заготовки. При этом по меньшей мере один из концов (12) волокнистого элемента выполнен скошенным и полностью погружен в металл, из которого выполнена механическая деталь. Технический результат - повышение устойчивости детали к отсоединению или отрыву волокон. 2 з.п. ф-лы, 4 ил.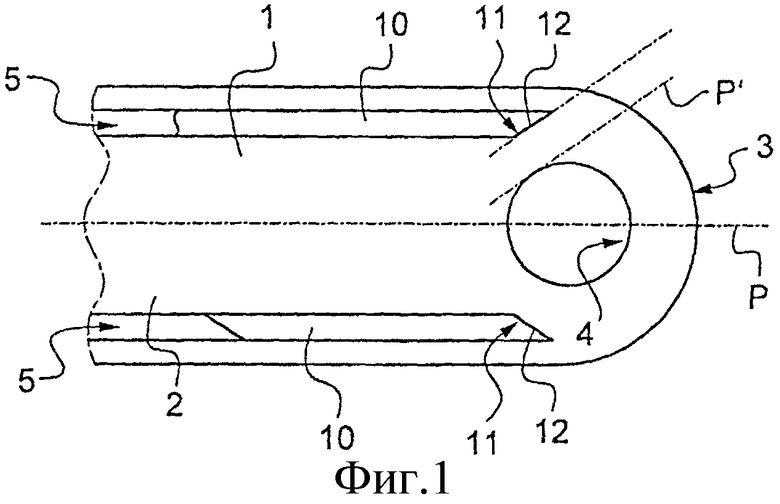
1. Механическая деталь, изготовленная в виде металлической заготовки, содержащей по меньшей мере один паз (5), который проходит вдоль направления усилия, прилагаемого к механической детали во время работы, и в котором расположен по меньшей мере один волокнистый элемент (10) жесткости, имеющий металлическую оболочку и соединенный с заготовкой за счет расплавления металлической оболочки и ее соединения с металлом заготовки, при этом по меньшей мере один из концов (12) волокнистого элемента полностью погружен в металл, из которого выполнена механическая деталь, отличающаяся тем, что указанный конец (12) волокнистого элемента выполнен скошенным.
2. Механическая деталь по п.1, в которой конец волокнистого элемента жесткости выполнен скошенным с двумя наклонами.
3. Механическая деталь по п.1, в которой конец волокнистого элемента жесткости выполнен скошенным на каждой из граней элемента жесткости.
| WO 2009034264 A2, 19.03.2009 | |||
| Устройство для очистки санитарно-технических коммуникаций | 1989 |
|
SU1726679A1 |
| Водоразборное устройство | 1990 |
|
SU1726678A1 |
| RU 2006118200 A, 26.05.2006. | |||

